Выбор сварочного полуавтомата: классификация, принцип работы
 Технологический процесс, образующий неразъёмные соединения путём связи между атомами свариваемых частей под воздействием нагрева и пластической деформации или того и другого одновременно, называется сваркой. Большой популярностью у специалистов пользуется полуавтоматическая сварка. Её преимущества, если сравнивать с другими видами сварки, состоят в следующем:
Технологический процесс, образующий неразъёмные соединения путём связи между атомами свариваемых частей под воздействием нагрева и пластической деформации или того и другого одновременно, называется сваркой. Большой популярностью у специалистов пользуется полуавтоматическая сварка. Её преимущества, если сравнивать с другими видами сварки, состоят в следующем:
- Классификация сварочных аппаратов
- Принципы работы полуавтоматов
- Конструкция устройства
- Режимы сварки
- Порядок проведения работ
- Рейтинг сварочных аппаратов
- Меры безопасности при эксплуатации
- Можно использовать обыкновенную электрическую проводку.
- Отсутствие шлака позволяет контролировать образование шва.
- Не нужно останавливать устройство, чтобы сменить электрод.
- Полуавтомат осуществляет сварку как тонкого, так и толстого металла.
- Металл деформируется не сильно, так как скорость сварки большая.
Сварка полуавтоматом получила широкое применение в ремонте автомобилей, в строительстве, промышленных целях.
Классификация сварочных аппаратов
На рынке сварочного оборудования большое разнообразие полуавтоматов. Они классифицируются по различным признакам.
По виду:
- профессиональные;
- полупрофессиональные;
- бытовые.
По способу перемещения:
- стационарные;
- переносные;
- передвижные.
По характеру защиты:
- в защитных газах (активных, инертных, активных и инертных);
- с порошковой проволокой;
- под слоем флюса.
По типу электродного провода сварка осуществляется:
- алюминиевой проволокой;
- стальной проволокой;
- универсальной проволокой.
По способу питания:
- однофазные;
- трёхфазные.
По типу подачи проволоки:
- тянущий вид;
- толкающий вид;
- толкающе-тянущего вида.
По категории исполнения:
- однокорпусные;
- из нескольких частей.
У каждой модели регулируется скорость подачи проволоки и сварочного напряжения. Регулировка может быть ступенчатой, плавной и плавно-ступенчатой. У некоторых аппаратов от напряжения зависит скорость подачи.
Принципы работы полуавтоматов
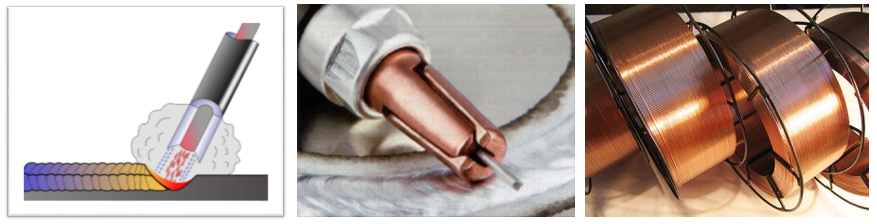
 На участок, подготовленный для сварки, непрерывно подаётся электродная проволока. Происходит нагрев, и обрабатываемая поверхность в процессе сварки деформируется. Между металлом и электродом, который находится под напряжением, в смеси паров и газов возникает электрический разряд. Инертный газ предотвращает образование окислов, в результате чего качество шва становится лучше.
На участок, подготовленный для сварки, непрерывно подаётся электродная проволока. Происходит нагрев, и обрабатываемая поверхность в процессе сварки деформируется. Между металлом и электродом, который находится под напряжением, в смеси паров и газов возникает электрический разряд. Инертный газ предотвращает образование окислов, в результате чего качество шва становится лучше.
Применять технику сварки с защитным газом или без него зависит от типа модели, которую применяет специалист.
Аппарат имеет два полюса, один из которых положительный, другой отрицательный. От свариваемого материала будет зависеть выбор прямой полярности или обратной. Один зажим крепится к наконечнику горелки, другой к детали.
Питание к наконечнику подаётся от основного блока. Сила тока подбирается в соответствии с характеристикой обрабатываемого металла. При помощи шестерни или коробки передач задаётся скорость подачи.
Газовые полуавтоматы работают с инертным или углекислым газом. Сварочная проволока с содержанием кремния и магния расплавляется и поступает на свариваемый участок. Металлическую заготовку и электрод от отрицательного воздействия кислорода защищает газ, который подаётся одновременно со сварочной проволокой.
Газ не применяется для моделей, работающих с флюсовой проволокой. По своей структуре флюс — это порошкообразный состав, который находится в сердцевине различных видов проволоки. В процессе работы аппарата флюс сгорает, и образующийся газ нейтрализует вредное воздействие кислорода.
Конструкция устройства
Чтобы освоить принцип работы полуавтомата, нужно изучить его устройство. Несмотря на различия, все модели имеют похожую конструкцию. Она состоит из следующих компонентов:
 основной блок;
основной блок;- баллон с защитным газом;
- питающий провод 220 В/ 380 В;
- зажим массы;
- сварочный рукав;
- горелка;
- сопло;
- сварочная проволока;
- управляющая панель;
- редуктор.
 основной блок;
основной блок;Сварочный полуавтомат, разделённый на несколько частей, в одном блоке имеет горелку и основное управление, в другом — источник тока с управлением.
Режимы сварки
Этот вид сварки даёт возможность выставлять настройки самостоятельно. Можно менять такие параметры:
- высоту шва;
- подачу проволоки;
- скорость плавления;
- движение электрода.
С учётом ГОСТа и толщины металла регулируются сварочные горелки. Применение газа уменьшает зону теплового воздействия. Это даёт возможность без дефекта накладывать несколько швов на металл.
Выделяют такие режимы сварки:
- импульсный;
- цикличный;
- точечный;
- струйное перемещение;
- круговое перемещение.
По требованию государственных стандартов применяется инертный газ — гелий, аргон или смесь этих газов. Углекислый газ применяется при работе с низколегированными видами сталей. Правильное применение газа повышает качество шва, защищает сварщика от получения травм и ожогов.
Порядок проведения работ
После определения объекта сварки необходимо провести подготовительные мероприятия:
- Выбрать проволоку для аппарата в соответствии с ГОСТом.
- Выбрать горелку с необходимой мощностью.
- Настроить полуавтомат для сварки.
- Выбрать тип шва в соответствии с ГОСТом.
- Обезжирить и очистить свариваемые поверхности.
- Сделать пробный шов для определения точности настроек.
- Подобрать силу напряжения и тока.
 Выбрать проволоку для аппарата в соответствии с ГОСТом.
Выбрать проволоку для аппарата в соответствии с ГОСТом.Устройством можно варить как тонкие листы металла 0,5 мм, так и толстые до 40 мм, но для этого нужно знать методы сварки:
- Соединение точечным или сплошным швом называется стыковой сваркой. Этот метод часто применяется на станциях технического обслуживания автомобилей.
- Метод внахлёст предусматривает точечное заваривание листа металла на подготовленную поверхность.
- Соединение по готовым отверстиям осуществляется путём приваривания заготовки к подготовленной поверхности.
Рейтинг сварочных аппаратов
 Разнообразие технологий сварки и методов представлено на рынке большим количеством различных моделей сварочных полуавтоматов. Нужно знать характеристики аппарата и отзывы пользователей для того, чтобы выбрать подходящий аппарат.
Разнообразие технологий сварки и методов представлено на рынке большим количеством различных моделей сварочных полуавтоматов. Нужно знать характеристики аппарата и отзывы пользователей для того, чтобы выбрать подходящий аппарат.
Для эффективной работы лучше приобретать модели с несколькими режимами работы и с поддержкой ручной дуговой сварки.
Необходимо обращать внимание на электрическую сеть, в которой может работать аппарат.
Нужно уточнять силу тока и мощность. От силы тока зависит, какой толщины листы металла сможет сварить прибор, а мощность будет влиять на продолжительность непрерывной работы:
- Одной из лучших моделей от российского производителя можно назвать сварочный полуавтомат инверторного типа Сварог REAL MIG 200 (№ 24002). Это выносливый и мощный аппарат, который варит и в режиме дуговой сварки, и в режиме полуавтомата. Аппарат снабжён регуляторами подачи проволоки и настройки силы тока. Сварог производит аккуратные и ровные швы, система вентиляции защищает от перегрева. Производителем установлен гарантийный срок пять лет. Невысокая цена в 20 тыс. рублей соответствует хорошему качеству прибора.
- Недорогой инверторный сварочный полуавтомат Аврора тоже имеет хорошие технические параметры. Он применяется для сварки алюминия, может работать как от генератора, так и от сети. У него есть кнопка для протяжки проволоки, индуктивность регулируется. При пониженном напряжении характеризуется стабильностью сварки, образование брызг металла минимальное. Средняя стоимость модели Аврора также составляет 20 тыс. рублей.
- Сварочный полуавтомат проволочный бытовой на рынке представлен моделью Ресанта. Его ценовой сегмент до 15 тыс. рублей. Несмотря на бюджетную стоимость, он имеет хорошие технические параметры. Ресанта отличается от других моделей небольшим весом. Сварка может осуществляться как с газом, так и без него. Аппарат оснащён электронным управлением с системой защиты от перегрева.
 Одной из лучших моделей от российского производителя можно назвать сварочный полуавтомат инверторного типа Сварог REAL MIG 200 (№ 24002). Это выносливый и мощный аппарат, который варит и в режиме дуговой сварки, и в режиме полуавтомата. Аппарат снабжён регуляторами подачи проволоки и настройки силы тока. Сварог производит аккуратные и ровные швы, система вентиляции защищает от перегрева. Производителем установлен гарантийный срок пять лет. Невысокая цена в 20 тыс. рублей соответствует хорошему качеству прибора.
Одной из лучших моделей от российского производителя можно назвать сварочный полуавтомат инверторного типа Сварог REAL MIG 200 (№ 24002). Это выносливый и мощный аппарат, который варит и в режиме дуговой сварки, и в режиме полуавтомата. Аппарат снабжён регуляторами подачи проволоки и настройки силы тока. Сварог производит аккуратные и ровные швы, система вентиляции защищает от перегрева. Производителем установлен гарантийный срок пять лет. Невысокая цена в 20 тыс. рублей соответствует хорошему качеству прибора.Меры безопасности при эксплуатации
 Все производители в своих инструкциях описывают правила эксплуатации и безопасности устройства. Выполнение этих правил обеспечит бесперебойную и безопасную работу сварочного полуавтомата. Применение дополнительных средств защиты обезопасит сварщика от таких явлений, как ультрафиолетовое излучение, разбрызгивание расплавившегося металла и прочих.
Все производители в своих инструкциях описывают правила эксплуатации и безопасности устройства. Выполнение этих правил обеспечит бесперебойную и безопасную работу сварочного полуавтомата. Применение дополнительных средств защиты обезопасит сварщика от таких явлений, как ультрафиолетовое излучение, разбрызгивание расплавившегося металла и прочих.
На рабочем месте должны соблюдаться правила пожарной безопасности и подключения электроустановок. Если сварка осуществляется в закрытом помещении, его необходимо регулярно проветривать.
Запрещается направлять горелки на людей. За их состоянием необходимо следить и вовремя осуществлять очистку.
Оборудование должно храниться в сухом помещении. Каждые шесть месяцев нужно проводить плановую проверку, очистку, ремонт аппарата при необходимости.
Ответственность за эксплуатацию оборудования несёт специалист, работающий на нём. Он обязан строго соблюдать заданный режим, использовать установку строго по назначению, соблюдать технику безопасности.
Для защиты во время работы сварщик должен быть обеспечен защитными приспособлениями, а именно: наколенниками, нарукавниками, подшлемником, фартуком, рукавицами, специальной обувью, диэлектрическим ковриком. Защитные щитки со светофильтрами изготавливаются по ГОСТ. Светофильтры зависят от вида сварки. Одежда должна быть сухой и чистой, тёмного цвета из 100% огнестойкого хлопка или шерсти.
Если невозможно обеспечить чистоту воздуха в рабочей зоне сварки, нужно применять средства защиты для органов дыхания.
Устройство и виды полуавтоматов, критерии при покупке
Сварочные полуавтоматы MIG/MAG для сварки проволокой в среде активного или инертного газа. Виды полуавтоматической сварки и их особенности. Как работает аппарат в углекислотной среде и как выбрать достойное оборудование.

Сварочный полуавтомат избавляет сварщика от ручной подачи электрода и процедуры его замены в держателе. В этом виде оборудования в качестве электрода используется специальная проволока, автоматически поступающая в зону сварки. Специалист должен только установить нужную подачу, а затем, удерживая необходимое расстояние до поверхности металла, осуществлять продольное движение вдоль свариваемого стыка.
Полуавтоматическая сварка не требует очень высокой квалификации, а расходные материалы для нее унифицированы и доступны по цене. По этой причине такие аппараты массово используются как в промышленном производстве, так и на небольших ремонтных и сервисных предприятиях. Популярны они также у индивидуальных предпринимателей и домашних мастеров, т. к. приобрести подобный полуавтомат для дома, дачи или гаража не составляет никакого труда. Для этого всего лишь нужно разобраться в основах этого вида сварки, определиться в своих технологических потребностях и финансовых возможностях, а затем сделать выбор подходящей модели.
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.

Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Источники питания
Только инверторы могут формировать переменный ток с балансом полярности, который необходим при сварке сплавов алюминия и магния.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка

По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Контактный наконечник — это сменный элемент, который должен точно соответствовать диаметру проходящей через него проволоки. Также сменным компонентом является сопло, которые выбирается в зависимости от размера наконечника и режима сварки.
Подача проволоки

Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Принцип действия полуавтомата
На выходе из горелки проволока проходит через плотное отверстие в контактном наконечнике, на который по проводам, уложенным в кабель-шланге, подается сварочный ток. В результате между ее кончиком и свариваемой деталью возникает дуга, металл проволоки плавится, и образуется сварочная ванна (см. рис. ниже), которая перемещается вместе с движением горелки, оставляя за собой остывающий сварочный шов.

Сопло служит для формирования облака защитного газа необходимой формы и плотности, который поступает в него через рассеиватель, расположенный в месте крепления контактного наконечника.
Виды сварочных полуавтоматов
Конструктивно сварочные полуавтоматы производятся в однокорпусном и двухкорпусном исполнениях. В первом случае внутри одного моноблока находятся источник питания, газовый клапан и механизм подачи проволоки. Во втором случае эти последние два вынесены в отдельное устройство, к которому подключается кабель-шланг. Однокорпусные аппараты выпускают с внутренним и внешним размещением бобины с проволокой.

Источники питания сварочных полуавтоматов бывают двух видов: выпрямители и инверторы. Первые более просты в обслуживании и довольно дешевы, но при этом выдают постоянный ток со значительными пульсациями, имеют низкий КПД и большую массу. Сварочные полуавтоматы инверторного типа лишены всех этих недостатков. При этом они могут выдавать практически все видов сварочных токов, в том числе работать в импульсном режиме.
Главные отличия сварочных полуавтоматов от других аппаратов
Сварочные полуавтоматы отличаются от аппаратов, применяемых при других видах сварки, тем, что в них не используются в качестве источников сварочного тока трансформаторы — только выпрямители и инверторы. Они обеспечивают высокую производительность и качество сварки, поскольку сварочный процесс идет непрерывно с одними и теми же параметрами, без замены электродов и повторного поджига дуги.

Кроме того, сварочные полуавтоматы и технология их использования характеризуются:
- отсутствием необходимости прокалки или просушки электродов;
- возможностью создания длинных непрерывных швов;
- автоматическим регулированием скорости подачи проволоки в зависимости от параметров дуги;
- неизменяющимся расстоянием между электродом и поверхностью металла;
- чистотой сварочного процесса;
- высоким физико-химическим качеством сварочного шва.
Использование в сварочных полуавтоматах в качестве источника тока инверторов значительно увеличивает их производительность и технологические возможности. При этом в простых аппаратах для неответственных работ до сих пор находят применение и выпрямители, которые отличаются от инверторов более низкой стоимостью, худшим качеством тока, а также массой и габаритами.
Основные режимы полуавтоматической сварки

В сварочных полуавтоматах реализована обратная связь «сила тока — скорость подачи проволоки», с помощью которой и реализуется полуавтоматический режим. Сварщику только остается удерживать дугу нужного качества и вести горелку вдоль стыка металла, а скорость проволоки будет меняться в соответствии с величиной тока.
Сварочные инверторы дают возможность применять импульсный режим полуавтоматической сварки, который обеспечивает более высокую производительность и лучшее качество.
Разница сварки с газом и без него
Порошковая проволока заметно дороже обычной, более капризна в механизмах подачи (из-за своей мягкости), выделяет большое количество паров и дыма, а швы, сваренные с ее применением, имеют склонность к пористости. Ее неоспоримым преимуществом является то, что с помощью этой проволоки можно вести сварку на открытом воздухе и даже в условиях ветра. Кроме того, она обеспечивает минимальное разбрызгивание металла, пригодна для сварки загрязненных поверхностей и имеет более высокую производительность наплавки.
Важные критерии и характеристики при выборе сварочного полуавтомата
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
- Бытовые. Пригодны для использования в домашних условиях, а также на дачах и в гаражах.
- Для малых производств. Применяются в небольших мастерских, ремонтных предприятиях и автосервисах.
- Промышленные. Предназначены для работы на крупных производственных предприятиях.
Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.

При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
|---|---|---|---|---|
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | + | + | + |
| 11 | Сварка без газа | – | + | +/- |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | – |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | >70 |
При выборе конкретной модели недостаточно только анализа ее характеристик, т. к. большое значение имеют также репутация производителя, близкое расположение гарантийных и сервисных центров и доступность расходных и ремонтных материалов. Хорошим источником информации о самых популярных моделях являются обзоры сварочных полуавтоматов и отзывы пользователей на профильных форумах.
Лучшие дешевые полуавтоматы

Самые популярные марки — это «Ресанта», Aurora, Wester, «Сварог», «Барс», «Зубр», «Интерскол». На основании отзывов пользователей на профильных форумах и рейтингов лучших сварочных полуавтоматов, размещенных в интернете, был выбран ряд моделей, которые заслуживают особого внимания, а многими называются лучшими в своем ценовом диапазоне. Все аппараты инверторные, с возможностью ручной сварки покрытыми электродами, входное напряжение — 220 В. Порядок расположения — по убыванию цены.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Wester MIG-140i | 4.7 | 40÷140 | 55 | 0.6÷0.8 | 60 | 13.4 | 13 500 |
| Fubag Irmig 180 38608 | 7.0 | 30÷180 | 65 | 0.6÷1.0 | 60 | 12 | 20 000 |
| Сварог MIG 160 Real N24001 | 6.0 | 30÷160 | 60 | 0.6÷0.8 | 60 | 13 | 23 500 |
| Aurora Pro Overman 180 Mosfet | 4.7 | 30÷175 | 50 | 0.6÷1.0 | 60 | 21 | 25 500 |
| Ресанта САИПА-165 | 4.8 | 20÷160 | 65 | 0.6÷0.9 | 70 | 13.7 | 27 000 |
Гарантийный срок работы оборудования у оборудования Wester и «Сварог» составляет 60 месяцев, Fubag и Aurora — 24 месяца, «Ресанта» — всего 12 месяцев.
Лучшие дорогие полуавтоматы
В этом ценовом сегменте можно выбрать полуавтомат ведущего мирового бренда, поскольку здесь, в основном, представлено профессиональное и полупрофессиональное сварочное оборудование. Пользуясь источниками российского интернета (обзоры, отзывы, рейтинги, профильные форумы) были выбраны лучшие модели в ценовой категории от 60 000 до 110 000 рублей.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0.6÷1.2 | 40 | 28 | 62 000 |
| ESAB Caddy Mig C200i | 5 | 30÷200 | 60 | 0.6÷1.2 | 45 | 11.5 | 75 000 |
| Bluweld Starmig 200 | 5.5 | 5÷200 | 0.6÷1.2 | 30 | 23 | 80 000 | |
| Кедр 8005048 | 23 | 500 | 75 | 1.0÷1.6 | 100 | 50 | 105 000 |
| Kemppi MinarcMig Evo 200 | 6.2 | 20÷200 | 75 | 0.6÷1.0 | 35 | 13 | 107 000 |
Все перечисленные полуавтоматы способны работать в ручном режиме, а Bluweld Starmig 200 дополнительно имеет функцию аргонодуговой сварки.
В статье не затронут вопрос устройства и принципа работы многофункциональных полуавтоматов «три в одном» с возможностью выполнения аргонодуговой (TIG) сварки. В открытых источниках об этом почти ничего не пишут, поэтому не вполне понятно, насколько работоспособно и практично такое совмещение. Если у вас есть информация по этому вопросу, поделитесь ей в комментариях к этой статье.
Выбор сварочного полуавтомата: классификация, принцип работы

Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов. Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды. Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Режимы сварки
Этот вид сварки даёт возможность выставлять настройки самостоятельно. Можно менять такие параметры:
- высоту шва;
- подачу проволоки;
- скорость плавления;
- движение электрода.
С учётом ГОСТа и толщины металла регулируются сварочные горелки. Применение газа уменьшает зону теплового воздействия. Это даёт возможность без дефекта накладывать несколько швов на металл.
Выделяют такие режимы сварки:
- импульсный;
- цикличный;
- точечный;
- струйное перемещение;
- круговое перемещение.
По требованию государственных стандартов применяется инертный газ — гелий, аргон или смесь этих газов. Углекислый газ применяется при работе с низколегированными видами сталей. Правильное применение газа повышает качество шва, защищает сварщика от получения травм и ожогов.
Инверторный сварочный полуавтомат — применение
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой. Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий. Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, — это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки. Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала. Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Важные критерии подбора оборудования
Главное отличие сварочного полуавтомата для кузовной работы от обычного аппарата для дуговой сварки заключается в наличии механизма подачи сварочной проволоки. Она подается в зону сварки в автоматическом режиме. Выбрать для кузовного процесса соединения или наплавления полуавтомат можно бытового, полу— и профессионального классов. Все зависит от того, как он будет использоваться по времени, какой силой тока необходимо варить металл и какого он химического состава. Бюджетные аппараты для кузовной сварки рассчитаны на работу током не более 200 А мощностью до 5 кВт, полупрофессиональные – до 300 А мощностью до 8 кВт, профессиональные – более 300 А мощностью до 25 кВт. Различаются они и по стоимости. Профессиональные аппараты самые дорогие, зато способны справляться не только со сваркой кузовной, но и решать другие задачи.
Рисунок 2 — Полупрофессиональный сварочный полуавтомат
При выборе полуавтомата для кузовной сварки необходимо обратить внимание на следующие факторы:
- напряжение и частоту питающей сети, в В и Гц (220/50; 380/50);
- тип (инверторный, трансформаторный, выпрямительный);
- показатели мощности в кВт;
- диапазон изменения питающего напряжения в %;
- величину напряжения холостого хода в В;
- диапазон выдаваемого тока на электроды в А;
- продолжительность включения в %;
- тип проволоки (омедненная, легированная, порошковая);
- тип подачи проволоки (толкающий, тянущий, комбинированный);
- скорость подачи проволоки в м/мин.;
- тип катушки;
- длину шланга в м (1,5÷5);
- место расположения катушки (со встроенной в корпус аппарата или отдельно расположенной);
- наличие механизма перезарядки катушки (с ним или без него);
- диаметр применяемой сварочной проволоки в мм (0,6÷1,6);
- наличие регулировки напряжения и тока.
Рисунок 3 — Профессиональный сварочный полуавтомат
Место выполнения сварочных работ должно быть оборудовано, как показано на следующем рисунке:
Рисунок 4 — Оборудование рабочего места сварщика
Особое внимание обращаем на источник питания (должен соответствовать питающей сети), показатели мощности аппарата, а также газовый баллон и горелку. Баллоны с углекислым газом лучше использовать стандартной емкости (напомним, что промышленность выпускает их объемом 1, 2, 3, 5, 10, 20, 25, 30 и 40 л) и с механизмом прекращения подачи газа. Можно использовать баллоны с аргоном или смесь углекислоты и аргона. Но такая защита значительно дороже, чем с помощью углекислоты. Если полуавтомат будет работать без газа, то понадобится специальная проволока, называемая порошковой. Она имеет трубчатую форму, а внутри расположен порошкообразный флюс, защищающий металл от вредных компонентов воздуха в процессе соединения.
Горелки тоже выпускаются разной конструкции. Необходимо обратить внимание на способ подсоединения к полуавтомату и токосъемный наконечник. Только качественные горелки способны длительное время работать без замены и обеспечивать качество получаемого шва.
Настройка сварочного полуавтомата
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| Толщина свариваемых деталей, мм | Диаметр проволоки, мм | Показатели Вольтметра, V | Показатели Амперметра, А | Скорость подачи присадки, м/ч |
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов. Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту. Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Как выбрать сварочный полуавтомат?

Содержание:
- 1. Комбинированные полуавтоматы
- 2. Для работы самозащитной проволокой
- 3. Новичкам рекомендуется
- 4. Сравнительная таблица технических характеристик сварочных полуавтоматов
- 5. Вам также могут быть интересны статьи
Приобрести сварочный полуавтомат за доступные деньги – это вполне реальная задача. Сварочные полуавтоматы отлично подходят для сварки тонких материалов. Обеспечивают качественные швы и высокую производительность благодаря механизму автоматической подачи проволоки. Чтобы вы могли подобрать недорогую модель, подходящую для ваших целей, мы рассмотрим несколько популярных моделей: на что способна каждая из них и для каких задач применяется.
Комбинированные полуавтоматы
Сварка под защитой газа – очень распространенный метод, который используется для проведения кузовных работ, монтажа металлоконструкций и т.д. В зависимости от технических характеристик выделяют бытовые и профессиональные комбинированные сварочные полуавтоматы. Рассмотрим их возможности на примере конкретных моделей.
Для бытового использования рекомендуем обратить внимание на модель сварочного полуавтомата Калибр СВА-180А/МОНО-М 00000030286. Отличный выбор для работы в гараже или небольшой мастерской.
Преимущества: с помощью этого аппарата вы сможете соединять детали суммарной толщиной около 1,5 – 2 мм, например, приварить петли к воротам в гараже. Работает от обычной однофазной сети на 220 В. На передней панели есть специальный индикатор сети, который горит, если устройство подключено к источнику питания: вы всегда будете знать, что не возникло перебоев с подачей электроэнергии в гараже или мастерской. Индикатор перегрузки, также расположенный на передней панели, покажет, когда аппарату надо дать отдых.
Одним из больших плюсов этой модели является комплектация. Маска сварщика поставляется в комплекте – вам не придется приобретать ее отдельно. Кроме того, вместе с устройством вы получаете щетку-молоток, которая отлично счищает шлак со шва после выполнения работы.
Профессиональное сварочное оборудование отличается большей силой сварочного тока, а следовательно, толщиной соединяемых деталей. Среди аппаратов для профессионального применения стоит выделить Барс Profi MIG-357 DT2 380 В СВ000007423.

Преимущества: вы можете выбрать один из двух способов сварки, которые осуществляет эта модель – MIG/MAG или MMA. Можно варить детали из таких металлов, как никель, алюминий, титан (опытные сварщики знают, что сделать это очень трудно). Общая толщина соединяемых деталей составляет 10 мм. Продолжительность включения – 60%, что обеспечивает 6 минут непрерывной работы и всего 4 минуты отдыха. В этом важное отличие от большинства бытовых устройств, которые работают 1,5 – 2 минуты, а потом им необходим отдых 7,5 – 8 минут.
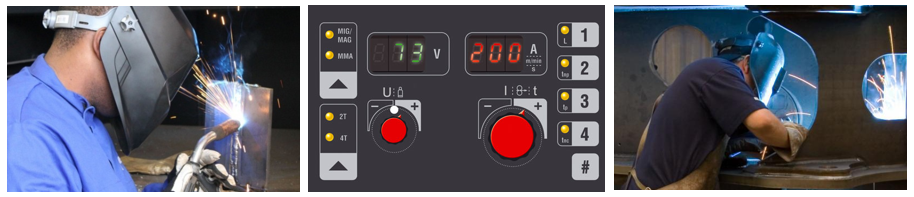
Панель управления устройства оснащена тремя индикаторами: сети, перегрева и перегрузки. Вам достаточно одного взгляда, чтобы понять, не возникло ли проблем с подачей электроэнергии, не перегрелся ли аппарат и не слишком ли большую нагрузку ему дали. Это позволит избежать непредвиденных перебоев в работе и износа деталей из-за перегрева. Цифровой амперметр и вольтметр отображают значения силы тока и напряжения, поэтому вы будете следить за текущими рабочими параметрами. Если возникла необходимость увеличить или уменьшить их значение, для этого предусмотрен регулятор сварочного тока (для метода ММА).
Для работы самозащитной проволокой
Сварка под флюсом по сравнению с другими методами во многих случаях удобнее. Отсутствие газового баллона избавляет сварщика от забот, связанных с его приобретением и хранением. Самозащитную проволоку хорошо использовать для работ на приусадебном участке – на дачу нужно отвезти только сварочный аппарат и расходные материалы.

На случай, если у вас совсем нет опыта в сварочном деле, подойдет латвийский аппарат инверторного типа Ресанта САИПА 165.
Преимущества: работает с флюсовой проволокой диаметром от 0,6 до 0,9 мм, а с учетом максимального значения сварочного тока вы можете сварить детали общей толщиной 1,5 – 2 мм. Это оптимальный параметр для бытовых целей, например, чтобы соединить два профильных листа для забора или ворот. Работает устройство от однофазной сети 220 В, что обеспечивает его беспроблемное подключение. На передней панели сварочника находятся две клеммы: с их помощью можно быстро и надежно подключить кабели для дальнейшей работы, исключив при этом потери тока. Если вы заработались и не заметили перегрева устройства, то автоматическая система отключит аппарат за вас.
Для профессиональных целей подойдет ELITECH АИС 200ПНС.
Преимущества: на свое усмотрение вы можете выбрать один из трех режимов сварки – MIG/MAG, TIG и MMA. Вам под силу будет справиться с деталями из любой стали, чугуна, цветных металлов, в том числе алюминия, который трудно поддается сварке. Две детали суммарной толщиной 10 см не станут для вас проблемой.
Аппарат произведен по инверторной технологии, а значит, обладает полезными функциями. Hot Start – в начале работы ненадолго увеличивается сила тока, что позволяет легко выполнить розжиг дуги. Antistick не дает электроду прилипнуть к детали, а значит, удастся избежать короткого замыкания устройства. Функция Arc Force незаменима в случае, если электрод слишком приблизился к поверхности детали. Тогда повышается сила тока, и электрод легче отвести от поверхности. На передней панели сварочного аппарата располагаются цифровые экраны, на которых отображаются текущие рабочие параметры силы тока и напряжения. Удобно увеличивать или уменьшать значение силы тока. А чтобы пыль и брызги металла не попали на устройства контроля и управления, панель закрыта защитным экраном.
Новичкам рекомендуется
Тем, кто начинает осваивать премудрости работы с полуавтоматом, советуем обратить внимание на модель СОРОКИН 12.2. Используя ее, вы получите первичные навыки сварки в среде защитных газов.
Преимущества: подключается к бытовой сети на 220 В и подходит для работы с тонкостенными материалами, например, починить санки для ребенка или даже сделать небольшую детскую карусель. На панели управления производитель предусмотрел регулятор силы тока. С его помощью вы можете выставить такое значение этого параметра, которое оптимально подходит к свариваемым деталям. ПВ составляет 10%, а значит, работать этим оборудованием можно 1 минуту, далее аппарат должен отдыхать 9 минут. Чтобы избежать преждевременной поломки от перегрева из-за длительной работы, в аппарате предусмотрена защитная система. Она автоматически прекращает работу устройства.
Сравнительная таблица технических характеристик сварочных полуавтоматов
| Технические характеристики | Калибр СВА-180А/МОНО-М 00000030286 | Барс Profi MIG-357 DT2 380 В СВ000007423 | Ресанта САИПА 165 | ELITECH АИС 200ПНС | СОРОКИН 12.2 |
| Мощность, кВт | 4,8 | 14 | 4,8 | 5,9 | 2,4 |
| Максимальный ток, А | 180 | 350 | 160 | 200 | 90 |
| ПВ на максимальном токе, % | 20 | 60 | 70 | 25 | 10 |
| Диаметр проволоки/электрода, мм | 0,8 – 1,2 | 2 – 5 / 0,8 – 1,2 | 0,6 – 0,9 | 0,6/0,8/0,9/1 | 0,8 |
| Напряжение сети, В | 220 | 380 | 220 | 220 | 220 |
| Габариты, мм | 800x435x600 | 595х285х438 | Не указывается производителем | 470х210х380 | 460x235x385 |
| Вес, кг | 47,9 | 70 | 11,5 | 13,5 | 14,2 |
В обзоре мы рассмотрели наиболее востребованные сварочные полуавтоматы. Среди них вы можете найти как модели для новичков, которые позволят проводить в гараже несложные работы, так и профессиональные агрегаты, рассчитанные на работу с толстыми деталями из цветных металлов. Если модели, рассмотренные в статье, вам не подошли, позвоните по телефону 8-800-333-83-28. Менеджер поможет подобрать оборудование и сообщит сроки доставки товара в ваш город.
Сварочный полуавтомат. Как выбрать.
Полуавтоматическая сварка MIG/MAG считается самым производительным методом сварки. Для осуществления сварочных работ таким способом применяется специальная техника – сварочные полуавтоматы.

Сварочный полуавтомат – это электромеханическое устройство для сварки металлов и металлических сплавов в газовой среде плавящимся электродом, функцию которого в данном случае выполняет специальная проволока. Электродная проволока может быть разного диаметра, она идеально откалибрована и покрыта медью для лучшего скольжения и электрического контакта. Сам процесс сварки с таким аппаратом осуществляется вручную. А электродная проволока подается к месту сварки (к сварочной ванне) автоматически. Именно поэтому такой метод сварки называется полуавтоматическим.
Для равномерной размотки при подаче сварочная проволока намотана на специальную катушку. Скорость ее подачи устанавливается оператором-сварщиком. Газ, подаваемый в зону сварки, защищает шов от воздействия кислорода.
MIG/MAG – типы защитной газовой среды
Полуавтоматическая сварка может осуществляться в среде инертных или активных газов. Именно это и обозначают аббревиатуры MIG/MAG.
- MIG (MetalInertGas) – сварка в среде инертных газов. Чаще всего это смесь аргона и углекислого газа в соотношении 80% на 20% соответственно. При использовании такой газовой смеси достигается оптимальный процесс сварки и максимально высокое качество шва без необходимости дополнительной обработки. Содержание углекислого газа может быть увеличено при работе с толстостенными конструкциями на высоких токах.
- MAG (MetalActiveGas) – сварка в среде активных газов. Обычно это углекислый газ, который является самым «экономичным». При работе в режиме MAG шов получается не таким идеальным и чистым, как при сварке в среде инертного газа. Соединение требует дополнительной обработки и зачистки. Тем не менее, по причине экономичности, сварка MAG достаточно популярна и востребована. Особенно при работах с низкоуглеродистыми сталями.

Преимущества
- Методом полуавтоматической сварки можно сваривать практически все металлы и сплавы. За счет автоматической подачи электродной проволоки достигается высокая производительность рабочего процесса. Шов при полуавтоматической сварке получается безупречным – ровным, точным, чистым, не требующим завершающей обработки.
- Полуавтоматическая сварка позволяет выполнять короткие швы во всех пространственных положениях и осуществлять соединения на весу без дополнительных прокладок, предотвращающих вытекание металла. Именно такой метод считается наиболее подходящим для сваривания тонких металлов.
- Полуавтоматическая сварка безопасна и экономична. Во время работы не выделяются вредные токсичные вещества. А себестоимость работ (включая расходные материалы) в общем получается на порядок ниже по сравнению с другими популярными способами.
- Аппараты полуавтоматической сварки MIG/MAG активно применяются во всех сферах промышленности, в строительстве, монтаже металлоконструкций. Особенной востребованностью такой тип сварки пользуется в сфере автомобилестроения и авторемонта, в частности, при проведении кузовных работ. А в последнее время сварочные полуавтоматы бытового класса все чаще появляются в домашних мастерских и хозяйствах, в частных гаражах.

Вы решили купить сварочный полуавтомат и хотите перед покупкой узнать как можно больше информации об этом виде сварочной техники? Greenloft.ru подготовил ответы на основные вопросы, которые могут возникнуть в процессе выбора.
Назначение и класс сварочного полуавтомата
Пожалуй, первое с чего нужно начать, это с выбора сварочного оборудования по назначению. Сварочные полуавтоматы по назначению делятся на профессиональные, полупрофессиональные и бытовые. Отличает технику разных классов разный уровень мощности, показатели сварочного тока и процент ПВ (продолжительность включения).
Для продолжительных и интенсивных работ в промышленных условиях, на загруженных предприятиях, строительных площадках потребуется аппарат высокой мощности, c широким диапазоном сварочного тока (с верхним значением от 200 А и выше) и достаточным ПВ (не менее 60%). Если же сварка – это просто ваше «хобби», и вы планируете использовать аппарат время от времени для выполнения недлительных «любительских» работ, вам подойдут более дешевые и простые полуавтоматы бытового класса. Для несложных работ со стандартными материалами будет вполне достаточно сварочного тока до 200 А и продолжительности включения 30-60%.
Трансформатор или инвертор?
В зависимости от технологии, которая используется в производстве аппарата и на которой основан его принцип работы, сварочные полуавтоматы делятся на трансформаторные и инверторные установки. Сварочные аппараты трансформаторного типа сегодня мало востребованы. И не только потому, что они массивные и габаритные. Они во многом уступают современным инверторным аппаратам в функциональности и простоте использования. Инверторные полуавтоматы намного компактнее и легче. Большинство полезных функций, которые очень ценят сварщики, могут быть применены только в аппаратах инверторного типа – например, функции «горячего старта», «антиприлипания», форсажа дуги.

Сеть питания
Все сварочные полуавтоматы бытового назначение и большинство полупрофессиональных аппаратов питаются от однофазной сети 220 В, что дает возможность работать с техникой на всех объектах, где есть обычные бытовые розетки.
Профессиональные сварочные аппараты невысокой мощности могут также быть однофазными. Но индустриальные аппараты с высокой потребляемой мощностью, как правило, подключаются к промышленной трехфазной сети 380 В.
Большинство современных инверторных полуавтоматов адаптированы для работы со «слаботочными» сетями и способны выдавать стабильные параметры тока даже при сильных перепадах напряжения в сети ± 10-30%.
Параметры сварочного тока
Одна из важнейших характеристик сварочного полуавтомата – номинальный сварочный ток. Чем шире диапазон сварочного тока, тем большее количество разнообразных операций вы сможете производить. Чем выше верхнее значение тока, тем толще может быть свариваемый металл и больше диаметр электродной проволоки.
Зная примерную толщину металла, с которым вам придется работать, можно определить необходимые характеристики сварочного тока полуавтомата. Для сварки металлов до 5 мм толщиной будет достаточно показателей верхнего значения 150-200 А. Сварка конструкций и деталей толщиной более 5 мм потребует более высоких показателей сварочного тока – от 250 А и выше.
Рекомендуется при выборе закладывать некоторый запас по току – до 50 А. Это даст возможность не перегружать аппарат, работая постоянно на предельном токе. А также позволит качественно работать при сниженном напряжении в сети, при подключении аппарата через удлинитель – в этих случаях часто заявленный ток не соответствует фактическому.
Продолжительность включения
Один рабочий цикл любого сварочного аппарата по стандарту составляет 10 минут. Продолжительность включения устройства (ПВ) обозначает период времени в рамках рабочего цикла, в течение которого аппарат можно использовать в режиме сварки. Обозначается ПВ в процентах.
Если в технической документации указана ПВ 60%, это значит, что из 10 минут цикла производить сварочные работы вы можете в течение 6 минут. Остальные 4 минуты аппарат должен «отдыхать». Указывается ПВ, как правило, с учетом работы на максимальном токе и при температуре окружающей среды до +40 градусов. На меньших токах, соответственно, продолжительность включения без риска перегрева будет больше.
Механизм подачи проволоки
Механизм автоматической подачи проволоки может быть встроен в аппарат или представлять собой отдельную конструкцию. Бытовые сварочные полуавтоматы, предназначенные для сваривания небольших деталей, обычно оснащаются встроенным механизмом подачи проволоки. Профессиональные модели, предназначенные для работы с крупногабаритными конструкциями, часто имеют отдельный механизм подачи, который подключается к самому автомату посредством кабель-пакета от 5 до 30 м.
Сам механизм подачи проволоки может быть двухроликовым или четырехроликовым. Двухроликовыми устройствами оснащаются полуавтоматы бытового класса. В моделях профи-класса обычно устанавливается четырехроликовый механизм, который отличается повышенным ресурсом, обеспечивает равномерную и качественную подачу.
Независимо от того, сколько роликов в механизме, они должны быть достаточного диаметра для надежного контакта с проволокой (от 30 см и больше). Хорошо, если ролики будут стандартного типа – в случае необходимости их можно будет легко заменить.
Как правильно выбрать сварочный полуавтомат?
Основное преимущество сварочного полуавтомата — это универсальность. Его можно использовать не только для сварки обычной углеродистой стали, но и для чугуна, нержавейки, алюминия и других цветных металлов. На современном рынке строительных электроинструментов представлено огромное количество данных агрегатов, которые отличаются между собой эксплуатационными характеристиками, функциональностью и ценой. Поэтому далее будет рассмотрено, как выбрать сварочный полуавтомат.
 Схема устройства сварочного полуавтомата.
Схема устройства сварочного полуавтомата.
- Принцип работы сварочного полуавтомата
- Классификация сварочных полуавтоматов
- Как выбрать сварочный полуавтомат по характеристикам?
- Рекомендации по выбору сварочного автомата
Принцип работы сварочного полуавтомата
Метод полуавтоматической сварки в защитной газовой среде достаточно нов, но уже успел получить широкое распространение благодаря целому ряду преимуществ:
- точечная зона нагрева, благодаря чему соседние элементы конструкции практически не подвергаются тепловому воздействию при сварочных работах;
- снижается повреждение лакокрасочного покрытия в околосварочной области и отпадает необходимость тепловой изоляции данной зоны;
- быстрое плавление электрода, что позволяет быстро проводить сварку.
Данный тип сварки широко используется при строительных работах, кузовном ремонте на СТО, а также в других областях производства.
Применяя полуавтоматическую сварку, можно получить прочный и качественный шов даже при соединении металлических листов различной толщины.
С ее помощью можно выполнить одностороннюю сварку, когда доступ к другой детали затруднен. При этом качество соединительного шва не снижается даже при возникновении между листами воздушных зазоров.
Сварочный аппарат полуавтоматического типа выполняет свою работу с помощью проволоки в газовой среде. В процессе сварки в сварочную зону подается электродная проволока. Газ, поступающий в эту же зону, защищает металл от воздействия воздуха. Защитный газ может быть активным (углекислый газ) или инертным (гелий, аргон). Первый вид получил название MAG (Metal Active Gaz), а второй — MIG (Metal Inert Gaz).
Классификация сварочных полуавтоматов
Перед тем как выбрать сварочный аппарат, следует определиться с условиями его работы:
- для каких целей будет использоваться агрегат;
- какие требования будут предъявляться к качеству сварного шва;
- какой металл будет свариваться;
- интенсивность эксплуатации устройства и объем сварочных работ;
- основные характеристики питающей сети;
- какая требуется длина сварочных швов.
 Схема сварки встык.
Схема сварки встык.
Первым делом нужно определиться с предназначением сварочной установки. Полуавтоматы подразделяются на бытовые, полупрофессиональные и профессиональные. Такое разделение в основном зависит от продолжительности бесперебойной работы устройства и рабочего тока. Сварочный аппарат для хозяйственных нужд может выдавать ток до 200 А, полупрофессиональный — до 300 А, профессиональный — более 300 А.
Бытовые полуавтоматы не рассчитаны на продолжительную непрерывную работу, поэтому для профессионального использования они не подходят. Такие устройства подключаются к стационарным однофазным сетям напряжением 220 В. Они рассчитаны на использование электродной проволоки диаметром до 1 мм (алюминий), 0,9 мм (порошок) и 0,8 мм (сталь). Среди этого класса можно выделить такие полуавтоматы, как «Контур-205», «Контур-165», «БАРС» и др.
Полупрофессиональные аппараты являются устройствами небольшой мощности, в которых применяются комплектующие детали высокого качества, обеспечивающие большой срок эксплуатации агрегата.
 Полуавтомат используется для сварки деталей машины.
Полуавтомат используется для сварки деталей машины.
Профессиональные сварочные аппараты в основном требуют наличия трехфазного питания напряжением 380 В. Они обладают продолжительным режимом работы на номинальном токе. Их конструкция позволяет использовать электродную проволоку диаметром от 0,8 до 1,6 мм. Высокое качество комплектующих и сборки обеспечивает большой ресурс работы устройства (до 7 лет). К этому классу стоит отнести такие модели, как ALF-400 Synergy, ALF-250, ПДГ-303 и др.
Кроме данной классификации, сварочные полуавтоматы также делятся на инверторные, трансформаторные и выпрямительные. Первый тип имеет преимущество перед остальными в удобстве работы и качестве сварного шва. Благодаря высокоточной регулировке рабочего тока у них стабильнее горит дуга, присутствует термостатическая защита от перегрузок, имеется система горячего старта и функция антиприлипания электрода. Инверторы намного легче обычных сварочных аппаратов и имеют меньшие габариты. Поэтому, если позволяет финансовое положение, предпочтение лучше отдать именно данному виду сварочных аппаратов.
Как выбрать сварочный полуавтомат по характеристикам?
К основным характеристикам полуавтоматов относятся:
 Схема полуавтомата для сварки алюминия.
Схема полуавтомата для сварки алюминия.
- номинальный рабочий ток;
- напряжение питающей сети;
- продолжительность включения.
Номинальный сварочный ток является основным параметром любого сварочного аппарата. Он определяет такое значение рабочего тока, при котором устройство не будет нагреваться выше допустимых значений. Номинальный ток также определяет максимальную толщину свариваемого металла и диаметр электродной проволоки. Например, если необходимо сварить металл толщиной 5 мм, то достаточно будет приобрести аппарат со сварочным током 180-200 А. При этом следует применять проволоку диаметром 0,8-1,0 мм. При выборе сварочного аппарата рекомендуется иметь некоторый запас по току (около 50 А). Это позволит осуществлять сварочные работы на неноминальном значении тока, не боясь перегрева агрегата.
Параметры питающей сети определяют тип сварочного аппарата не только по напряжению, но и по профессиональному предназначению. Если у вас однофазная сеть напряжением 220 В, то необходимо выбирать соответствующий сварочный агрегат. Если вы имеете возможность подключиться к трехфазной сети напряжением 380 В, то покупать можно как однофазные, так и трехфазные полуавтоматы. При этом выбор лучше сделать в пользу вторых, так как они равномерно загружают все фазы и не создают перекоса фаз. При этом процесс сварки такими аппаратами намного стабильнее, а в результате получается более качественный шов.
Разбивать работу сварочного аппарата принято циклами по 10 мин. Например, если в паспорте на установку указано, что продолжительность включения (ПВ) равна 50% 200 А, то это значит, что производить сварку можно 5 мин при силе тока в 200 А, а остальные 5 мин аппарат должен остывать. Для сварки в непрерывном режиме нет необходимости в 100% ПВ. Доказано, что из-за необходимости технологических остановок продолжительность полуавтоматической сварки не превышает 60%. Поэтому достаточно покупать сварочный автомат с ПВ 60%.
Рекомендации по выбору сварочного автомата
- Если при сварке нет необходимости в получении высококачественного сварного шва, а аппарат будет работать в 3 смены в жестких условиях, то желательно приобрести традиционный трансформаторный полуавтомат.
- Ремонт трансформаторных аппаратов в большинстве случаев дешевле, чем ремонт сварочных устройств инверторного типа.
- Инверторы очень боятся пыли, поэтому его нужно чистить чаще других аппаратов.
- Инверторные агрегаты не любят низких температур, поэтому эксплуатировать такие устройства не рекомендуется при отрицательных температурах.
Перед тем как приобрести сварочный полуавтомат, поинтересуйтесь у продавца, как быстро он подготавливается к работе, удобно ли размещены все органы управления, какую длину имеет подающий рукав и др. Ознакомьтесь с комплектацией оборудования и количеством запасных элементов.
Не стоит оставлять без внимания и фирму-изготовитель. Большую надежность имеют сварочные аппараты западного производства, хотя они и имеют более высокую стоимость по сравнению с китайскими аналогами. Выбирая китайские агрегаты, останавливать свой выбор рекомендуется на известных и проверенных марках, имеющих европейские сертификаты качества.
Электроды по нержавейки
Сварка изделий с помощью нержавейки – достаточно трудоемкий и сложный процесс, электроды по нержавейке подбираются с учетом конструктивных особенностей материала. В этой статье вы сможете узнать, как правильно варить нержавейку, на какие моменты следует обращать внимание и какие сварочные электроды нужно выбрать.

Почему выбор электродов настолько важен
Нержавеющая сталь считается достаточно популярным материалом, используемым при создании какого-либо оборудования или запчастей. Такой материал обладает высокими антикоррозийными свойствами, а также теплопроводностью в два раза ниже, чем углеродистые сплавы. Именно поэтому, выбор электродов для нержавейки должен основываться на:
- Коэффициенте нелинейного расширения;
- Теплопроводности;
- Потере антикоррозийных свойств.
Разберем по пунктам, что влияет на саму нержавейку. Нелинейное сопротивление – несколько ниже, чем у других металлов. Поэтому, при работе с прочными и плотными деталями чаще всего оставляют небольшой зазор. В противном случае, металл деформируется.
Теплопроводность. При сваривании деталей используется сила тока примерно на двадцать процентов ниже, чем для легированных деталей. Это объясняется тем, что нержавейка обладает низкой теплопроводностью.
В процессе сварочных работ, обязательно теряются антикоррозийные свойства. При сварке образовывается карбид железа и хром, которые влияют на это свойство. Чтобы сохранить антикоррозийные особенности нержавейки, нужно использовать холодный метод сварки.
Следует учитывать, при непрофессиональном методе сварки или неверном выборе температурного режима, материал в любом случае деформируется. Специалисты называют подобные явления – межкристаллистной коррозией. Выбор электродов играет важнейшую роль, при создании каких-либо деталей, изделий и прочего.
Выбор электродов
Несмотря на агрессивную среду, выход всегда можно найти. Современные производители стараются создать наиболее приемлемые составы для покрытия электродов. Это необходимо для того, чтобы они образовывали прочные сварочные швы. Особое внимание уделяется шлаку, который образовывается при сгорании основы.
Электроды по нержавейке обязательно должны хорошо зажигаться и активно гореть при сварочной дуге. Также они должны равномерно расплавляться и создавать ровный шов. После окончания – легко удаляться с поверхности.
Для сварки используются такие электроды, с покрытием:
- Рутиловые;
- Основные;
- С повышенной степенью наплавки;
- Специальные
Самыми популярными разновидностями среди электродов по нержавейки считаются : ЦТ-15, ЦЛ-11, ОЗЛ-6, НЖ-13. Также могут применяться различные типы ЦЛ. Резкие перепады температур и давления не страшны для таких стержней электродов.
ЦЛ-11. Основное покрытие. Имеет общетехническое назначение. Для сварки сталей марок типа 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, AISI 321, 347 и им подобных, эксплуатирующихся при температурах до 350°C когда к металлу сварного шва предъявляются требования стойкости к межкристаллитной коррозии. Электроды ЦЛ-11 производятся на заводе ЭСАБ-СВЭЛ в Санкт-Петербурге.
ОЗЛ-6. Основное покрытие. Для сварки литья и проката из жаростойких сталей типа 20Х23Н13, 20Х23Н18. Производятся на заводе ЭСАБ-СВЭЛ в Санкт-Петербурге.
ЭА-400/10У – электрод для сварки оборудования из коррозионностойких стали аустенитного класса марок 08Х18Н10Т, 08Х18Н10Т-ВД, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, Х18Н22В2Т2, AISI 318, 321, 347. Тип – основной.
НЖ-13. Осовное покр. Предназначены для сварки оборудования из коррозионно-стойких хромоникелемолибденовых сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т и им подобных, работающего при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии.
ЦТ-15. Основной тип электродов. П редназначены для сварки узлов конструкций из хромоникелевых сталей марок Х20Н12Т-Л, Х16Н13Б, 12Х18Н9Т, 12Х18Н12Т и им подобных, работающих при температуре 570-650°С и высоком давлении, а также для сварки сталей тех же марок, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии.
Марки электродов ESAB для нержавейки
ОК 63.30. Универсальный электрод с очень низким содержанием углерода. Свари и рутиловым покрытием. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ, 316 Российский аналог – АНВ-26.

ОК 63.41. Рутиловый, кислотостойкий и высокопроизводительный.
ОК 61.35. С основным покрытием. Для сварки конструкций из нержавеющих сталей 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, работающих при температурах от -196 до +400°C. Подходит хорошо для сварки трубопроводов.
ОК 63.20. Электрод с специальным покрытием. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ, 316 и т.п.
Российские аналоги: ОЗЛ-20, АНВ-17, НИАТ-1. Разработан для сварки тонкостенных труб.
Основные технологии и разновидности
Помимо основных требований к электродам, существует несколько способов, которые чаще всего используют для сваривания листового или нержавейки другого типа. На качество сварки влияет множество факторов, которые влияют на дальнейшую эксплуатацию материала и возможность обработки различными методами. Поэтому, каждый, кто планирует использовать нержавейку должен знать основные особенности стали и её главные отличия от углеродистой.

Варить нержавейку можно различными методами, но самым популярным и используемым для материала средней плотности, остается сваривание в среде газов. Для такого метода используется вольфрамовый электрод, с минимальной способностью к плавлению. Таким методом можно варить нержавеющую сталь для разных задач. Например, создание трубопровода из стали или различных деталей, где применима нержавейка.
В зависимости от технического оснащения и требований, сварка электродом может выполняться ручным, автоматическим и полуавтоматическим методами.
Также можно использовать и плавящиеся электроды. Они дополнительно покрываются специальными веществами или же применить проволоку с высокой степенью легирования. Для такой разновидности, подбираются отдельные методы сваривания:
- Импульсно-дуговая;
- Короткодуговая;
- Струйная дуговая;
- Плазменная
Все они отличаются определенными свойствами. Например, первый вариант используется для тонких поверхностей – расчет идет на десятые миллиметра. Дуговая, напротив, используется для средних листов, толщиной до трех миллиметров. Плазменная, в свою очередь, является универсальным способом сваривания нержавейки.
Подготовка к сварке
Технология сваривания зависит от специалиста, который выполняет подобные работы. Подобрав верный электрод, нужно дополнительно подготовить будущий материал для сваривания. В первую очередь, это обезжиривание материала.
Сам процесс сваривания нержавейки в домашних и специальных условиях различается методами. При его выборе, стоит опираться на основные характеристики материала, его толщину и прочность. Сварка в атмосфере газов считается стандартной и применима практически в любом случае. Она может выполняться в автоматическим, полуавтоматическим и ручном режиме. Но есть одна особенность, при которой используется только электродуговая – толщина листа нержавеющей стали более, чем три миллиметра.
Стоит обратить внимание, на такую особенность сваривания нержавейки – не нужно делать резких движений. Чаще всего это применимо при стандартном сваривании, но с нержавеющим материалом так поступать не стоит. Это становится причиной разрушения созданного шва и окислению. Подобные процессы полностью убивают защитную среду самого материала и пагубно влияют на эксплуатацию материала. Дополнительно стоит учитывать:
- Нельзя, чтобы вольфрам проникал в сварочную ванную с электродом. В таком случае, говорить о надежности шва не имеет смысла. Чтобы избежать его проникновения, следует зажигать дугу отдельно, на других графитовых или угольных пластиках;
- Аргоновой струей лучше всего защитить шов с обратной стороны. Это требования стало достаточно популярно в последнее время.
Основной вопрос о том, каким же электродом варить нержавейку остается ещё открытым. Чтобы создать действительно качественный, шов нужно использовать:
- Электрод с высокими показателями ползучести;
- Малыми показателями температурного расширения;
- Высокой износоустойчивостью и теплопроводностью;
- Повышенными значениями упругости
При выборе электрода решающее значение имеет именно марка нержавеющей стали. В зависимости от её типа, используются популярные марки, указанные выше.
Этапы сваривания
Работать с таким материалом должен только профессионал. Это трудоемкая работа, которая помогает добиться результата, при котором соединение должно быть похоже на основной металл. Для этого тщательно зачищают места сварки с помощью обезжиривателя (может выступать ацетон или растворитель).
В качестве сварочного аппарата может использоваться инвектор. Такой аппарат удобен для транспортировки и питается прямо от сети. Под действием электрики, образуется сварочная дуга для сваривания металла.

Стоит учитывать, что применимые температуры не должны быть выше нормы. Если не придерживаться стандартных правил, электрод может попросту сгореть или шов будет недостаточно плотным.
При сварке, самая основная проблемы в том, что он обладает достаточно высоким сопротивлением.
Особенность электродов – низкая проводимость тепла.
Это считается одной из проблем, являющаяся причиной их разрушения. Происходит это из-за того, что используется ток слишком большого напряжения. Для максимальной прочности шва используется холодный метод. Если в состав входит никель или хром, то охлаждать можно с помощью воды. В других случаях, отлично подойдет – обдув воздуха или прокладка из меди.
Перед тем, как приступить к работе, следует подобрать электроды по нержавейке, а также правильно настроить ток. Чтобы не произошло залипание – очень аккуратно подносят к металлу электрод. Клемму массы подключают к материалу, после чего к работе приступает дуга. Электрод подносят под углом и держат несколько секунд. Окалину следует убрать с помощью молотка и зашлифовать поверхность кругами. Готовое изделие помещают в ванну с раствором кислоты. Только она способна полностью удалить слой оксида.
Предотвращение дефектов и дополнительная информация
Перед тем, как начать сварку – обязательно подготавливают заготовки по ГОСТ. Процедура должна полностью соответствовать всем требованиям безопасности, а также выполняться строго по правилам. Отклонение от технологии влечет за собой дефектные изделия, несчастные случаи и много другое.
Чтобы предотвратить образование дефектов при сваривании, следует:
- Не перегревать металл шва и основное изделие;
- Сварка выполняется короткой дугой. Исключены различные колебания;
- Для теплоотвода используются специальные пластины;
- Многопроходное соединение применяется в том случае, если лист или заготовка обладают слишком большой толщиной.
В ходе работ, нужно обратить внимание на тот факт, что температуры более +500 ведут к образованию кристаллических трещин. Они ослабляют конструкцию и снижают её пластические свойства. К тому же, лучше всего пользоваться рекомендациями, указанными ниже:
- между прихватами лучше всего снизить промежутки к минимуму;
- перед началом работ, лучше всего раскалить деталь, а уже после охладить с помощью холодного воздуха;
- конструкцию нельзя подвергать воздействию тепла извне, поэтому желательно варить максимально быстро. Лучше сделать несколько поочередных проходов.
Используя правильный электрод для нержавейки и проверенный метод сваривания, можно создать надежное изделие со всеми качествами нержавеющей стали.





