ГОСТ 5781-82
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Hot-rolled steel for reinforcement of ferroconcrete
structures. Specifications
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмы и заготовки.
1. Классификация и сортамент
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) – периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.3. Номера профилей, площади поперечного сечения, масса 1 м  длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Т а б л и ц а 1
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 · 10 кг/м . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
Черт. 1
Черт. 2
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б – приведенным в табл. 3.1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров – в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
Т а б л и ц а 2
Т а б л и ц а 3
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Т а б л и ц а 4
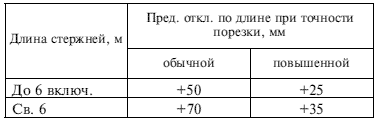
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса А-I (А240):
18-А-I ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
2. Технические требования
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Т а б л и ц а 5
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали – нормам, приведенным в табл. 6
Т а б л и ц а 6
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%, массовая доля остаточного азота в стали марки 10ГТ – не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей – по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств – по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Т а б л и ц а 7
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) – с низкотемпературным отпуском, класса А-VI (А1000) – с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм ) при относительном удлинении 30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм ) при пределе текучести не менее 405 МПа (41 кгс/мм ), относительном удлинении не менее 20%.
Т а б л и ц а 8
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств – приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент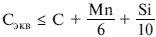 для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
Т а б л и ц а 9
3. Правила приемки
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3. 2. Каждая партия сопровождается документом о качестве по ГОСТ 7566—81 с дополнительными данными:
номер профиля;
класс;
минимальное среднее значение X и среднеквадратические отклонения S в партии величин σT (σ0,2) и σB;
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинений для стали класса A – IV (А600), A-V (800), A-VI (A1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях – не менее 5% от партии;
при изготовлении в мотках – два мотка от каждой партии.
3 4. Для проверки химического состава пробы отбирают по ГОСТ 7565—81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня
Для предприятия – изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии
3 6 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566—81.
4. Методы испытаний
4.1. Химический анализ стали проводят по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 или другими методами, обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564-73.
4.6. Испытание на растяжение проводят по ГОСТ 12004-81.
4.7. Испытание на изгиб проводят по ГОСТ 14019-80 на образцах сечением, равным сечению стержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454-78 на образцах с концентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454-78.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии с обязательным приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
5. Упаковка, маркировка, транспортирование и хранение
5.1. Упаковка, маркировка, транспортирование и хранение – по ГОСТ 7566-81 с дополнениями:
концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V – красной и зеленой, класса А-VI (А1000) – красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, А-III) или условное обозначение класса по пределу текучести (А400).
ГОСТ 5781-82
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
| Номер профиля | Площадь поперечного | Масса 1 м профиля | |
| (номинальный диаметр стержня dн) | сечения стержня, см 2 | Теоретическая; кг | Предельные отклонении, % |
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | -6,0 |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | +3,0 |
| 22 | 3,800 | 2,980 | -5,0 |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,010 | 6,310 | |
| 36 | 10,180 | 7,990 | +3,0 |
| 40 | 12,570 | 9,870 | -4,0 |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | +2,0 |
| 60 | 28,270 | 22,190 | -4,0 |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85·10  кг/м. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
кг/м. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на рис.1а, и специального назначения Ас-II (Ас300) профилем, приведенным на рис.2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
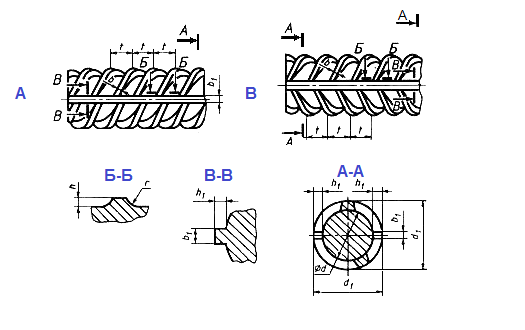
рис. 1
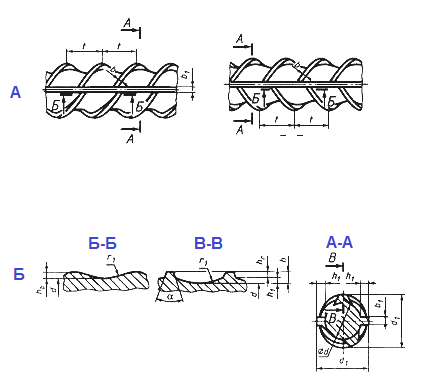
рис. 2
Сталь класса А-III (А400), изготовляемая профилем, приведенным на рис.1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на рис.1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы. Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на рис.1а или 2а. Профиль, приведенный на рис.2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на рис.2а, б, могут уточняться.
- 1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт.1а, б, должны соответствовать приведенным в табл.2, а по рис.2а, б – приведенным в табл.3.
- 1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
- 1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
- 1.9-1.11. (Измененная редакция, Изм. N 3).
- 1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров – в стержнях. Арматурную сталь классов А-IV (А600), А-V (А800) и А-VI (А1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм – по согласованию изготовителя с потребителем в мотках.
- 1.13. Стержни изготовляют длиной от 6 до 12 м: – мерной длины; – мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии; – немерной длины. В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл.4.
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
То же, диаметром 18 мм, класса А-I (А240):
18-А-I ГОСТ 5781-82
В обозначение стержней класса А-II (А300) специального назначения добавляют индекс “с”: Ас-II (Ас300).
Арматура ГОСТ 5781 82: классификация и технические характеристики
 Во время изготовления различных конструкций на основе железобетона обязательно применяется металлическая арматура. Она должна быть устойчивой к ржавчине, прочной и долговечной. Регулирует технические характеристики арматуры ГОСТ 5781–82 . Элемент этот позволяет сооружать надежные фундаменты.
Во время изготовления различных конструкций на основе железобетона обязательно применяется металлическая арматура. Она должна быть устойчивой к ржавчине, прочной и долговечной. Регулирует технические характеристики арматуры ГОСТ 5781–82 . Элемент этот позволяет сооружать надежные фундаменты.
- Классификация прутьев
- Прочие классификации
- Сортамент изделий
- Цветовое обозначение и сфера использования
- Основная область применения
- Характеристики профиля
- Комплектация изделий и цена
Классификация прутьев
Арматура дает возможность сооружать перекрытия и прочие важные элементы конструкции. Бетон отличается большой прочностью на сжатие, чего не скажешь в отношении показателя на растяжение. Ключевой задачей материала является профилактика обрушения конструкции при различных типах движений.
Стандарты данного строительного материала регулируют специальные нормы, указывающие на различные технические характеристики арматуры. Горячекатаная арматурная сталь (ГОСТ 5781−82) классифицируется на следующие виды:
- AI — гладкий круглый профиль;
- AII, AIII, A IV, AV и AVI — рифленый профиль периодического типа.
По способу изготовления арматура бывает различной:
- горячекатаная;
- холоднотянутая.
Кроме металлических, сегодня производят стеклопластиковые прутья данного типа. Согласно принципам работы, выделяют обычную и напрягаемую арматуру. Есть ещё несколько модификаций, которые разделяются, в зависимости от своего назначения:
- рабочие;
- монтажные;
- распределительные.
По типу установки, согласно ГОСТ, арматура а240 бывает вязальная и сварная. Такая же классификация предусмотрена и у рассматриваемой модели.
Прочие классификации
Можно обозначить и другую классификацию арматуры. Ее делят на следующие группы:
 А1. Изготавливается из низколегированной стали отличного качества и имеет гладкую поверхность. Прутья делают иногда из холоднотянутой проволоки. Ключевым достоинством является возможность использования практически в любой среде.
А1. Изготавливается из низколегированной стали отличного качества и имеет гладкую поверхность. Прутья делают иногда из холоднотянутой проволоки. Ключевым достоинством является возможность использования практически в любой среде.- А500С. Отличается круглым или периодическим профилем. В зависимости от уровня качества стали прутки делятся на несколько классов. Основным предназначением здесь является укрепление простых железобетонных изделий.
- В500С. Данный тип применяют, главным образом, в монолитном строительстве, когда изготавливают закладные детали. То же самое касается гнутых профилей и прочных крючков. Отличается тем, что не является горячекатаной. Она холоднодеформированная.
- 25Г2С. Ключевыми преимуществами прутков являются прочность, долговечность и надежность. Использовать этот класс изделий можно для изготовления несущих и второстепенных железобетонных изделий. Рифление изделий имеет определенные особенности и дает возможность гарантировать сцепление с бетоном.
- 35ГС. Специализированный металл производится из качественной стали и может иметь как рифленую, так и круглую поверхность. Используют его, главным образом, при возведении важных конструкций из железобетона.
 А1. Изготавливается из низколегированной стали отличного качества и имеет гладкую поверхность. Прутья делают иногда из холоднотянутой проволоки. Ключевым достоинством является возможность использования практически в любой среде.
А1. Изготавливается из низколегированной стали отличного качества и имеет гладкую поверхность. Прутья делают иногда из холоднотянутой проволоки. Ключевым достоинством является возможность использования практически в любой среде.Сортамент изделий
Сортамент арматуры, как и качество изделий, регулируется ГОСТ 5781 82. Арматура технические характеристики имеет превосходные, если сделана из особых марок сталей и имеет буквенное обозначение. Это облегчает процесс определения сферы их применения. Класс обозначается следующим образом:
- Т — это маркировка, указывающая на стойкость к ржавчине, возможность применения во влажном климате;
- C — прутки можно сваривать;
- B — упрочнена вытяжкой.
Цветовое обозначение и сфера использования
Класс определяется ещё и по-другому. Чтобы определить конкретный вид, прутки помечают краской. Если речь идет о материале AIV, применяют маркировку красным. AIII — желтым, AV и VI — синим. Согласно стандартам, прутья на ребрах окрашивают на 0,5 м от их конечной части.
Основная область применения
Изготовление различных железобетонных конструкций является сферой, для которой применяется арматура. В зависимости от тех или иных свойств, указанные металлические прутья могут находить применение для изготовления перекрытий, возведения мостов, заливки фундаментов, в строительстве дорог, для кладки пенобетонных и газоблоков.
Арматура гладкая (ГОСТ 5781−82) находит применение для придания железобетонных изделий той или иной формы. Ребристая модификация используется для распределения давления равномерно. Перед заливкой бетоном материал собирается в прочный каркас. При этом для соединения компонентов используют как сварку, так и особую вязальную проволоку.
Характеристики профиля
Существует гладкая арматурная сталь. В этом случае у неё по всей плоскости отмечается ровная матовая поверхность. Такой профиль может быть периодическим. У материала присутствуют выступы, рёбра и насечки. За счет этого сцепление с бетоном увеличивается. На выпуске серповидного материала специализируются европейские фирмы.
Есть материалы этой разновидности, выпускаемые на отечественных заводах. Смешанный тип профиля позволяет максимально увеличивать сцепление бетона и арматуры. Вот почему ее используют обычно в конструкциях, подверженных серьезным нагрузкам.
Комплектация изделий и цена
 Стальная модификация на склады торговых представителей поступает в стержнях и мотках. Она имеет диаметр до 12 мм. Более толстые разновидности можно обнаружить в магазинах в листах и стержнях. Длина последних может составлять 5 м или 12 м. Иногда можно заметить и немерные партии товара. В этом случае длина начинается от 3 м.
Стальная модификация на склады торговых представителей поступает в стержнях и мотках. Она имеет диаметр до 12 мм. Более толстые разновидности можно обнаружить в магазинах в листах и стержнях. Длина последних может составлять 5 м или 12 м. Иногда можно заметить и немерные партии товара. В этом случае длина начинается от 3 м.
Прутки в идеале должны быть совершенно ровными. Но такое случается не всегда. Незначительная кривизна имеется, так как изделие имеет относительную гибкость. Такой параметр является вполне допустимым, но в определенных пределах. В соответствии с нормативами, искривление не должно превышать 6 мм на один погонный метр.
Что касается стоимости, то она зависит от диаметра материала. Арматура 10 мм может иметь стоимость, которая варьируется от 20 до 25 тысяч рублей за тонну или от 20 до 25 рублей за погонный метр. Рифленый прут 12 мм находит применение в строительстве жилых домов. Стоит он от 22 до 29 тысяч рублей.
Арматура А3 ГОСТ 5781-82
ГОСТ 5781-82. СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Межгосударственный стандарт ГОСТ 5781-82
” Сталь горячекатаная для армирования железобетонных конструкций. Технические условия “
(утв. постановлением Госстандарта СССР от 17 декабря 1982 г. N 4800)
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
Взамен ГОСТ 5.1459-72, ГОСТ 5781-75
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. N 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.2. Арматурную сталь изготовляют в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и А-VI (А1000) – периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и A-V (А800) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. N 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
Площадь поперечно-го сечения стержня, см2
Масса 1 м профиля
(номинальный диаметр стержня d_н)
Площадь попереч-ного сечения стержня, см2
Масса 1 м профиля
Теоре- тичес- кая, кг
Теоре- тичес- кая, кг
(Измененная редакция, Изм. N 3).
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 х 10(3) кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. N 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (A300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.


Сталь класса A-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а, б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт. 1а, б, должны соответствовать приведенным в табл. 2, а по черт. 2а, б – приведенным в табл. 3.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра, и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9. – 1.11. (Измененная редакция, Изм. N 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса A-III (A400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров – в стержнях. Арматурную сталь классов А-IV (А600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм – по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
– мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
Гладкая арматура
Согласно ГОСТ 5781-82 арматура класса АI (240) выпускается в виде гладких прутьев. Для производства выбирают углеродистые стали обыкновенного качества: Ст3кп, Ст3сп, Ст3пс. Недорогой материал обладает свариваемостью без ограничений, ударной вязкостью, оптимальным соотношением твердости и пластичности. Индексы раскисления указывают на химические и прочностные свойства. В структуре кипящего металла (кп) много пузырьков воздуха и примесей, спокойное очищенное сырье (сп) однородно, хорошо противостоит коррозии. Прокат, полученный горячекатаным методом, имеет вязкую сердцевину и твердую поверхность.
В отличие от рифленых изделий, созданных для надежного сцепления со строительными смесями, арматура с ровной поверхностью не предназначена для возведения несущих конструкций. Она распределяют давление, используются для соединения частей каркаса воедино. Периодический рисунок создает дополнительные ребра жесткости, преимуществом гладкопрофильной продукции служит пластичность.

Области применения гладкой арматуры:
- Производство крепежей, рессор, пружин для машиностроительного сектора;
- Штамповка болтов, гаек, метизов, заклепок, шайб;
- Закладные детали, петли для стыкования ж/б;
- Ж/б продукция: плиты, лотки, бордюры тротуаров, столбики, кольца колодцев;
- Обвязка каркаса, выполненного из других арматурных марок;
- Армирующая сетка для стяжек, полов, стен, фасадов;
- Армирование промышленных полов и других покрытий, испытывающих повышенные нагрузки;
- Укрепление швов в блочной и кирпичной кладке;
- Вспомогательные и распределительные элементы при возведении зданий;
- Каркасы теплиц и других легких сооружений;
- Сварные решетки, заграждения и другие функционально-декоративные объекты;
- Устройство систем заземления.
А1 широко применяется в дорожном строительстве. Жесткая фиксация рифленым металлом приводит к быстрому образованию дефектов в случаях кратковременных, но повышенных нагрузок на полотно, в то время как гладкий армопояс способен поддаться на доли микрона, сохраняя целостность и функциональность участка.
Армирование АI (240) удешевляет создание таких элементов, как балконные плиты. Использование только ребристых материалов экономически невыгодно, так как конструкция не подвергается значительным механическим воздействиям.
Ровная поверхность меньше подвержена коррозии за счет отсутствия углублений и впадин в которых скапливается влага. При эксплуатации в атмосферных условиях для защиты применяют коррозионно-стойкие покрытия. Стандарт предусматривает изготовление других арматурных классов в гладкопрофильном варианте, если это необходимо для решения технических задач.

Свойства и технические характеристики
АI производят по технологии горячего прокатки. Стальной сплав при этом сохраняет пластичность, но он обладает самыми низкими физическими показателями, поэтому изготовить предварительно напряженный нельзя.
- Размеры: 6-40 мм;
- Сталь: Ст3кп, Ст3сп, Ст3пс;
- Предел текучести: 235 Н/мм²;
- Временное сопротивление разрыву: 373 Н/мм²;
- Относительное удлинение: 25%;
- Изгиб в холодном состоянии: на 180⁰
По согласованию с заказчиком изготавливают прутья без рифления с более высокими механическими качествами. Согласно нормативам предусматривается выбор следующих сталей:
- АII (А300): номера 10-40мм — Ст5сп, Ст5пс; 40-80 мм — 18Г2С.
- AсII (Ас300): Ø10-32 мм, сталь 10ГТ доступны размеры 36-40.
- AIII (А400):35ГС, 25Г2С — диаметры: 6-40 мм, 32Г2Рпс — 6-22 мм;
- AIV (А600): из 80С выпускают номера 10-18 мм, по требованию покупателя 6-8 мм; из 20Х2Г2Ц — 10-32 мм или 36-40 мм по согласованию.
- AV (А800): 10-32 мм из 23Х2Г2Т, по запросу используют 22Х2Г2АЮ, 22Х2Г2Р, 22Х2Г2СР и изготавливают типоразмеры 6-8 мм, 36-40 мм.
| Класс | Диаметр прутка, мм | Временное сопротивление на разрыв, МПа | Относительное удлинение, % | Марка стали |
|---|---|---|---|---|
| АI (А240) | 6-40 | 373 | 25 | Ст3кп, Ст3кс, Ст3сп |
| АII (А300) | 10-40, 40-80 |
490 | 19 | Ст5сп,Ст5пс, 18Г2с |
| АII (Ас300) | 10-32, (36-40) |
441 | 25 | 10ГТ |
| АIII (А400) | 6-22, 6-40 |
590 | 14 | 35Гс, 25Г2с, 32Г2Рпс |
| АIV (А600) | (6-8),10-18, 10-32, (36-40) |
883 | 6 | 80С, 20ХГ2Ц |
| АV (А800) | (6-8), 10-32, 36-40 |
1030 | 7 | 23ХГ2Ц |
Химический состав должен соответствовать ГОСТ 380 и таблице, приведенной п. 2.3 стандарта 5781-82. Все категории также изготавливают горячекатаным методом, для AV (А800) выполняют низкотемпературный отпуск.
С повышением значения маркировки возрастает предел текучести, сопротивляемость разрыву, а относительное удлинение уменьшается. Не все стальные сплавы обладают хорошей свариваемостью, в обозначении пишут букву “С” если сварное соединение считается безопасным.
Предельные отклонения размеров арматурной стали

Классы горячекатанной арматуры
Классификация указывает на технические параметры и области применения. Периодические профили имеют регламентированный рисунок и ширину шага. В варианте без нанесения рифления их использование ограничивается.
- А2 — может быть напрягаемой, производится в форме прутьев, канатов, проволоки. Для сваривания лучше подходит 18Г2С, а Ст5 используют для крепежей, вязания сеток. Благодаря повышенным механическим параметрам, в сравнении с А1, можно применять при возведении ответственных объектов, например подземных тоннелей.
- Ас2 — для напряженных и обычных ж/б сварных конструкций.
- А3 — значительные концентрации марганца и добавки кремния увеличивают стойкость к морозам, перепадам температур, разнонаправленным воздействиям. Используемые материалы имеют ограничения по свариваемости, не очень высокую коррозионную стойкость, поэтому подбору бетонных смесей уделяют особенное внимание.
- А4 — 80С сохраняет свойства при температуре до -60⁰, 20Х2Г2Ц с хромом и цирконием обладает повышенными прочностными показателями, применяются в качестве напрягаемого элемента.
- А5 — высокоуглеродистые стали с присадками хрома предназначены для изготовления предварительно-напряженных прутьев, используются для перекрытия больших пролетов, мостостроения и производства ЖБИ.

Преимущественно прутки без рифления производят под маркой А1 (А240), остальные наименования в гладкопрофильном исполнении не так распространены, партия может быть изготовлена только по предварительному запросу. Это обусловлено тем, что их технико-экономические показатели не всегда достаточны, использование дорогого сырья повышает стоимость строительства.
Классы упрочненной арматуры
Термоупрочненные прутья выделены в отдельный вид металлопродукции, они применяются для укрепления несущих и ограждающих перекрытий, сводов, арок. Стандартизация ГОСТ 10884-94.
Нормированию подлежат следующие параметры:
- Диаметры: 6-40 мм в рифленом виде, 10-32 без рисунка.;
- Температура электронагрева: 400⁰ или 450⁰;
- Химический состав:по массовой доле углерода, марганца, кремния и примесей;
- Механические свойства;
- Испытания на изгиб в холодном состоянии 45⁰ ;
- Коррозионная стойкость — обозначается буквой К.
Маркировка соотносится с пределом текучести, например у Ат1000 σ=1000. Эта характеристика указывает на предельные нагрузки, после которых необратимые изменения увеличиваются даже без действия силы. Гладкопрофильные стержни выпускают по запросу заказчика от Ат800 и выше.
Классификация по прочности:
- Ат800 — чаще всего производят из 20ГС, 20ГС2, 10ГС2 и др., профили используются для продольного армирования на участках сложной архитектурной формы с повышенными динамическими нагрузками, они предотвращают появление наклонных трещин в бетоне. Температура нагрева 400⁰. Прочность на разрыв 1000 Н/мм².
- Ат1000 — применяют сплавы:18Г2С, 20ГС, 20ГС2, 25С2Р, полуфабрикаты нагревают до 450⁰, что повышает их прочностные характеристики. Эксплуатация: для укрепления каркасов и оснований зданий, полов промышленного и гражданского назначения. Устойчивость при растяжении до 1250 Н/мм².
- Ат1200К- прутья из 30ХС2 для сварных конструкций в каркасном и монолитном строительстве. Сопротивление разрыву: 1450 Н/мм².
Перечисленные марки должны без разрушения выдерживать 2 млн. циклов напряжения с усилием, составляющим 70% от максимальных нормативов текучести.
Предварительно напряженные изделия увеличивают плотность бетона, отдаляют момент образования трещин на растянутых участках, одновременно позволяют сократить расход металла.

Виды гладкой арматуры
Характеристики г/к профилей зависят от химического состава. В изготовлении используют углеродистые стали с присадками марганца и кремния. Эти добавки увеличивают прочность железа, являются естественными раскислителями. Термообработке подвергается только AIV (А600). Прутки изготовленные по государственному стандарту 10884-94 проходят процедуру термоупрочнения. Классифицировать сортамент можно по следующим критериям:
- Горячекатаные;
- Г/к термоупрочненные;
- Холоднотянутые (проволока).
По условиям применения:
- Напрягаемые;
- Ненапрягаемые.
- Усиление ответственных участков: фундаментов, колонн, перекрытий, несущих стен;
- Укрепление стяжек, штукатурок, фасадов, архитектурных элементов;
- Для изготовления ЖБИ;
- Для строительства дорожного полотна и тротуаров;
- Монтаж ограждений и легких сооружений.
Арматурные стержни без рисунка могут заменить собой металлические прутки, если в условие задачи не входят требования к точности. Поверхность после прокатки обычно ровная, но допускается ржавчина, наплывы, рябизна. В зависимости от цели производится обработка составами:
- Цинкование;
- Порошковые краски.
Прутки с цинковым покрытием применяются для создания особенно долговечных ж/б и для монтажа ограждений, опор. Окрашивание выполняют поверх оцинковки или на подготовленный шлифованный металл, продукция служит материалом для лестничных перил, легких уличных сооружений.
Маркировка гладкой арматуры
Наименование содержит номер (диаметр) стержня, класс и производственный стандарт. Дополнительные обозначения:
- С — свариваемая;
- К — корозионно-стойкая.
Примеры маркировки г/к прутьев:
- 18-АI- ГОСТ 5781-82;
- 20-Ас-II- ГОСТ 5781-82;
Полуфабрикаты АI (А240) всегда гладкопрофильные и дополнительное уточнение не требуется. Во втором случае свариваемые прутья Ас300, выделенные в отдельную группу, обозначены Ас-II. Цифры указывают на типоразмер.
Примеры наименований термообработанных стержней:
- 20Ат600С ГОСТ 10884-94;
- 10Ат1000К ГОСТ 10884-94.
В обозначении указан размер профиля, Ат обозначает, что прокат прошел термообработку, С говорит о свариваемости без ограничений, а К — об устойчивости к коррозии. Настоящие нержавейки не применяются, но сплавы с высоким содержанием марганца считаются более устойчивыми к неблагоприятным факторам. Каждая партия проходит контроль ОТК, результаты испытания приводят в сопроводительной документации.
Сортамент арматуры и маркировка класса по ГОСТ 5781-82
Сортамент арматуры по ГОСТ 5781-82 и маркировка классов. Таблица сортамента по классам и весу арматуры. Испытание стеклопластиковой арматуры смотри на видео.
Сортамент арматуры
Вес погонного метра арматуры зависит от диаметра
Сортамент арматуры по ГОСТ 5781-82
Стальная арматура для армирования железобетонных изделий подразделяется
по технологии изготовления на:
- горячекатаную стержневую;
- холоднотянутую проволочную.
по условиям применения в железобетоне на:
- ненапрягаемую;
- напрягаемую.
по характеру профиля на:
- гладкую;
- периодического профиля.
| Диаметр арматуры, мм |
Площадь сечения, см2 |
Вес арматуры, кг/м |
Класс стали |
| 3 | 0,071 | 0,055 (0,051) |
Обыкновенная и высокопрочная проволока |
| 4 | 0,126 | 0,098 (0,090) |
Обыкновенная и высокопрочная проволока |
| 5 | 0,196 | 0,154 (0,139) |
Обыкновенная и высокопрочная проволока |
| 6 | 0,283 | 0,222 | A-III, обыкновенная и высокопрочная проволока |
| 7 | 0,385 | 0,302 | A-III, обыкновенная и высокопрочная проволока |
| 8 | 0,503 | 0,395 | A-III, обыкновенная и высокопрочная проволока |
| 9 | 0,636 | 0,499 | A-III |
| 10 | 0,785 | 0,617 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 12 | 1,131 | 0,888 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 14 | 1,539 | 1,208 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 16 | 2,011 | 1,578 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 18 | 2,545 | 1,998 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 20 | 3,142 | 2,466 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 22 | 3,801 | 2,984 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 25 | 4,909 | 3,853 | A-II, A-III, A-IV, Aт-IV, A-V, Aт-V, Aт-VI |
| 28 | 6,158 | 4,834 | A-II, A-III, A-IV |
| 32 | 8,042 | 6,313 | A-II, A-III, A-IV |
| 36 | 10,18 | 7,99 | A-II, A-III |
| 40 | 12,56 | 9,87 | A-II, A-III |
Маркировка арматуры
Концы стержней из низколегированных сталей должны быть окрашены:
- класса А-IV – красной краской;
- класса A-V – красной и зеленой;
- класса A-VI – красной и синей.
Допускается окраска связок на расстоянии 0,5 м от концов.
Термомеханические и термически упрочненные стальные стержни периодического профиля диаметром 6-40 мм, предназначены для строительства ответственных железобетонных конструкций (ГОСТ 10884-81).

По этому стандарту изготовляют из стали следующих марок:
- класса Ат-III из Ст5 (сп, пс);
- класса Ат-IV, Ат-IVС, класса Ат-IVК из 20ГС; 25Г2С; 35ГС; 28С; 10ГС2; 08Г2С; 25С2Р;
- класса Ат-V(К и СК) из 20ГС; 20ГС2; 08Г2С; 10ГС2; 28С; 25Г2С; 35ГС; 25С2Р; 20ХГС2;
- класса Ат-VII из 30ХС2.
В обозначении классов арматуры буквы означают следующее:
- «К» – повышенная стойкость к коррозийному растрескиванию под напряжением;
- «С» – свариваемая;
- «СК» – свариваемая; повышенная стойкость к коррозийному растрескиванию.
Концы стержней каждого класса должны быть окрашены краской:
- Ат-IIIC – белой и синей;
- Ат-IV – белой и желтой;
- Ат-IVК – зеленой;
- Ат-V – синей;
- т-VСК – белой и зеленой;
- Ат-VК – желтой и зеленой;
- Ат-VI – желтой;
- Ат-VIК – зеленой и черной;
- Ат-VII – черной.
Нетермообработанные концы должны быть окрашены красной краской.
Классы строительной арматуры
Арматура А1, АI также А240 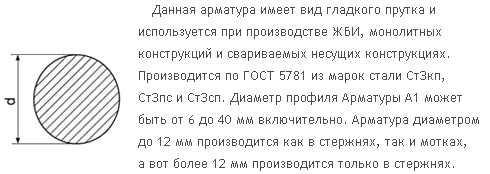
Арматура А2, АII также А300 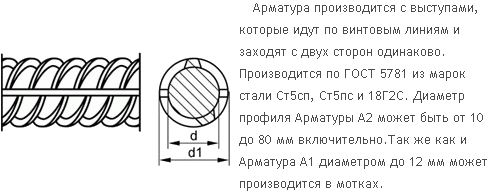
Арматура А3, АIII также А400 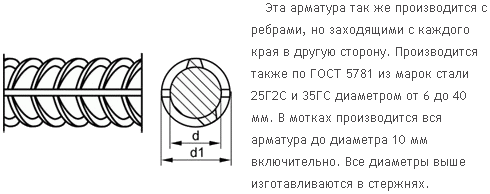
Арматура А4, АIV также А600. Арматура А5, АV также А800 и арматура А6, АVI также А1000 
Арматура А500С 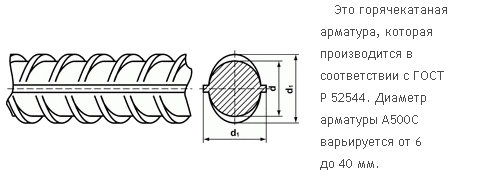
Арматура B500C 
Арматура А400С 
Арматура А600С 
В процессе производства прокатной арматуры практически невозможно добиться точного размера выпускаемого изделия независимо от того, кто производитель. Этот факт был учтен в ГОСТе: введены поправки на габариты и вес арматуры (отклонения отображены в табличном виде). Как показывает практика, различные производители поставляют изделия с погрешностью до 9 процентов, притом показатели в пользу и уменьшения, и увеличения веса арматуры.
Качество стали зависит не только от толщины арматуры. Существует ряд физико-химических свойств, влияющих на характеристики выпускаемого изделия в процессе его изготовления. В зависимости от типа стали металлические изделия выпускаются для тех или иных целей и направлений использования.
Технологический процесс самым прямым образом формирует все задаваемые характеристики арматуры. При добавлении в состав горячекатаной строительной арматуры углерода и легирующих добавок (хром, кремний, марганец, титан, никель и др.) возрастает прочность и снижается удлинение при разрыве. Для различных строительных процессов необходима сталь с определенным набором параметров.
Стеклопластиковая арматура. Описание
Стеклопластиковая арматура. Испытания
Углерод снижает пластичность стали, ухудшает свариваемость. Обычно в строительстве применяют низкоуглеродистые стали с содержанием последнего до 0,22 процента.
Кремний раскисляет сталь и повышает прочность, однако при повышенном его содержании ухудшает свариваемость и коррозионную стойкость. Компенсировать вредное влияние кремния может марганец, который, в свою очередь, повышает прочность, раскисляет сталь.
Смысл упрочнения арматурной стали холодным деформированием заключается в том, что сталь уплотняется на молекулярном уровне при искусственной вытяжке до напряжения, превышающего предел текучести. Повторная вытяжка делает напряжение с искусственно завышенным пределом текучести, поскольку пластичность уже выбрана.
Полученная сталь в процессе вытяжки в холодном состоянии является высокопрочной, можно получить арматурное изделие большого диаметра. Если сталь в холодном состоянии протянуть через многочисленные отверстия, уменьшающиеся в диаметре к выходу, то получается высокопрочная и высококачественная проволока.
Дата публикации статьи: 15 сентября 2015 в 17:22
Последнее обновление: 29 сентября 2021 в 11:37
СТАЛЬ ГОРЯЧЕКАТНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ГОСТ 5781-82

Горячекатаная круглая сталь гладкого и периодического профиля, предназначенная для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь) производится по ГОСТ 5781-82.
КЛАССИФИКАЦИЯ И СОРТАМЕНТ
В зависимости от механических свойств арматурная сталь подразделяется на классы:
- А-I (А240);
- А-II (А300);
- A-III (А400);
- A-IV (А600);
- A-V (А800);
- A-VI (А1000).
Арматурная сталь изготовляется в стержнях или мотках. Арматурная сталь изготовляется:
- класса A-l (А240) – гладкого профиля;
- остальных классов – периодического профиля.
По требованию потребителя сталь классов А-II (А300), A-III (А400), A-IV (А300) и A-V (А800) изготовляют гладкой.
| Номер профиля | Площадь поперечного сечения, см2 | Масса 1м, кг | Номер профиля | Площадь поперечного сечения, см2 | Масса 1м, кг |
|---|---|---|---|---|---|
| 6 | 0,283 | 0,222 | 28 | 6,160 | 4,830 |
| 8 | 0,503 | 0,395 | 32 | 8,040 | 6,310 |
| 10 | 0,785 | 0,617 | 36 | 10,180 | 7,990 |
| 12 | 1,131 | 0,888 | 40 | 12,570 | 9,870 |
| 14 | 1,540 | 1,210 | 45 | 15,000 | 12,480 |
| 16 | 2,010 | 1,580 | 50 | 19,630 | 15,410 |
| 18 | 2,540 | 2,000 | 55 | 23,760 | 18,650 |
| 20 | 3,140 | 2,470 | 60 | 28,270 | 22,190 |
| 22 | 3,800 | 2,980 | 70 | 38,480 | 30,210 |
| 25 | 4,910 | 3,850 | 80 | 50,270 | 39,460 |
Примечания.
Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 г/см3.
Вероятность обеспечения массы 1 м должна быть не менее 0,9.
Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на рис. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на рис. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (А400), изготовляемая профилем, приведенным на рис. 1 б, и классов A-IV (А600), A-V (А800), A-VI (А1000) профилем, приведенным на рис. 1 б, 2 б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на рис. 1а или 2а. Профиль, приведенный на рис. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на рис. 2а и 2б, могут уточняться.
| Номер профиля (номинальный диаметр dH), мм | d, мм | d-|, мм | Номер профиля (номинальный диаметр dH), мм | d, мм | d-|, мм |
|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
Арматурную сталь классов A-l (А240) и А-II (А300) диаметром до 12 мм и класса A-III (А400) диаметром до 10 мм включительно, изготовляют в мотках или стержнях, больших диаметров – в стержнях.
Арматурную сталь классов A-IV (А600), A-V (А800) и А-VI (А1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
Стержни изготовляют длиной от 6 до 12 м:
- мерной длины;
- мерной длины с немерными отрезками – длиной не менее 2 м не более 15% от массы партии;
- немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
| Номер профиля (номинальный диаметр dH), мм | d, мм | d1, мм | Номер профиля (номинальный диаметр dH), мм | d, мм | d,, мм |
|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
|---|---|---|
| A-l (А240) | 6-40 | СтЗкп, СтЗпс, СтЗсп |
| A-lI (А300) | 10-40 40-80 | Ст5сп, Ст5пс 18Г2С |
| Ас-II (Ас300) | 10-32 (36-40) | 10ГТ |
| A-III (А400) | 6-40 6-22 | 35ГС, 25Г2С, 32Г2Рпс |
| A-IV (А600) | 10-18 (6-8) | 80С |
| 10-32 (36-40) | 20ХГ2Ц | |
| A-V (А800) | (6-8) 10-32 (36-40) | 23Х2Г2Т |
| A-VI (А1000) | 10-22 | 22X2Г2АЮ, 22X2Г2Р, 20Х2Г2СР |
Примечания.
Допускается изготовление арматурной стали класса A-V(A800) из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
Арматурную сталь классов A-l (А240), А-II (А300), A-III (А400), A-IV(A600) изготовляют горячекатаной, класса A-V(А800) – с низкотемпературным отпуском, класса A-VI (А1000) – с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов A-V (А800) и A-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
ПРИМЕРЫ УСЛОВНОГО ОБОЗНАЧЕНИЯ
Сталь арматурная диаметром 20 мм, класса А-II (А300):
20-A-II ГОСТ 5781-82
Сталь арматурная диаметром 18 мм, класса A-l (А240):
18-A-I ГОСТ 5781-82
Примечание.
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс «с»: Ас-II (Ас300).
© 2008 – 2015 «СтальЭкспресс»
125040, г. Москва, ул. Правды, д.24, кор.4
Комплексная поставка сортового и листового металлопроката: арматура, балка, квадрат, профнастил, сетка, швеллер и т.д.





