Алюминиевая проволока для сварки и особенности ее использования
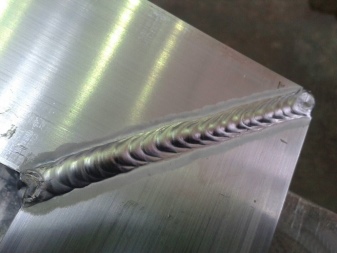
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.

Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.
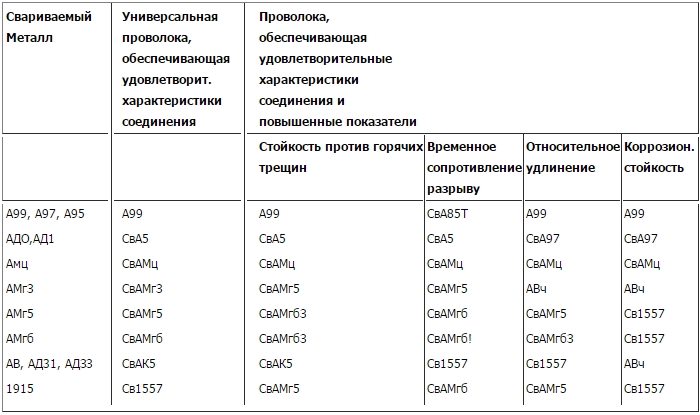
Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Специальная порошковая проволока позволяет сваривать заготовки без газа. Предлагаемый видеоролик поможет разобраться в целесообразности использования этой технологии.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки. Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой.
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.

Временное хранение вскрытой катушки с алюминиевой проволокой
Проволока, которая применяется для сварки алюминиевых деталей полуавтоматом, может иметь различный химический состав. Для такой сварки используются в основном проволоки, изготовленные на основе алюминия в сочетании с марганцем, кремнием и магнием. Выбор конкретного типа зависит от того, какие элементы входят в химический состав свариваемых деталей.
Особенности подающих механизмов для алюминиевой сварочной проволоки
Стандартный подающий механизм полуавтомата не слишком подходит для работы с алюминиевой проволокой. Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Подающий механизм стандартного полуавтомата для сварки, в котором применяются два ролика, может смять мягкую алюминиевую проволоку, что приведет к ее застреванию в механизме. Именно поэтому при использовании в полуавтомате алюминиевой проволоки необходимо оснащать его подающим механизмом, состоящим из 4 роликов, каждый из которых имеет U-образный профиль рабочей канавки.

Механизм подачи проволоки с четырьмя роликами
Для работы с полуавтоматом, в котором будет использоваться проволока из алюминия, необходимо оснащать его подающим шлангом минимальной длины (до 3 метров). В противном случае мягкая проволока будет просто застревать в длинном подающем шланге. Данную проблему помогает решить использование подающего канала из тефлона, что даст возможность значительно уменьшить трение проволоки о стенки такого канала.
Чтобы избежать застревания алюминиевой проволоки, которая отличается высоким коэффициентом теплового расширения, в наконечнике полуавтомата для сварки, следует подбирать наконечник таким образом, чтобы отверстие в нем было несколько больше (на 1–2 мм), чем диаметр самой проволоки.

Комплект различных наконечников облегчает подбор нужного отверстия для проволоки
Подающий механизм полуавтомата, на котором планируется использовать проволоку из алюминия, должен работать без перебоев, которые являются частой причиной застревания проволоки в канале подачи. Перебои в работе такого механизма чаще всего возникают по причине нестабильной работы тормозного устройства катушки. Чтобы в процессе выполнения сварки таких проблем не возникало, необходимо отрегулировать усилие, создаваемое катушкой: оно должно иметь возможность уменьшения до минимума. В то же время такого усилия должно быть достаточно для того, чтобы предотвращать поворот катушки.
Правильный выбор проволоки для выполнения полуавтоматической сварки алюминиевых деталей в среде аргона, а также параметров выполнения такого технологического процесса позволяет не только получать качественные, надежные и красивые сварные швы, но и минимизировать риск возникновения брака при их выполнении. К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
Объем сварочных работ в домашней мастерской обычно не требует большого расхода алюминиевой проволоки, но маленькие катушки подходят не ко всем аппаратам. Установить бобину небольшого размера поможет смекалка, как показано на видео.
Алюминиевая проволока для сварочного полуавтомата — виды и применение
 Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения

Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
 Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
 Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
 Алюминиевая проволока для полуавтомата
Алюминиевая проволока для полуавтомата
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм

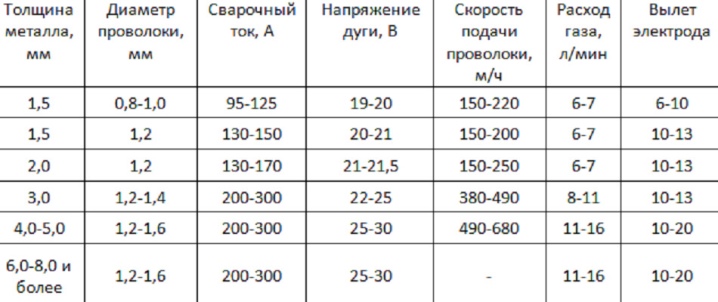
Удобнее всего воспользоваться приводимой ниже таблицей.

При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм ), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
 Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
 Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
 К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар
Выбор проволоки для сварки алюминия
- Особенности
- Виды
- Как выбрать?
- Нюансы использования
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.

Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


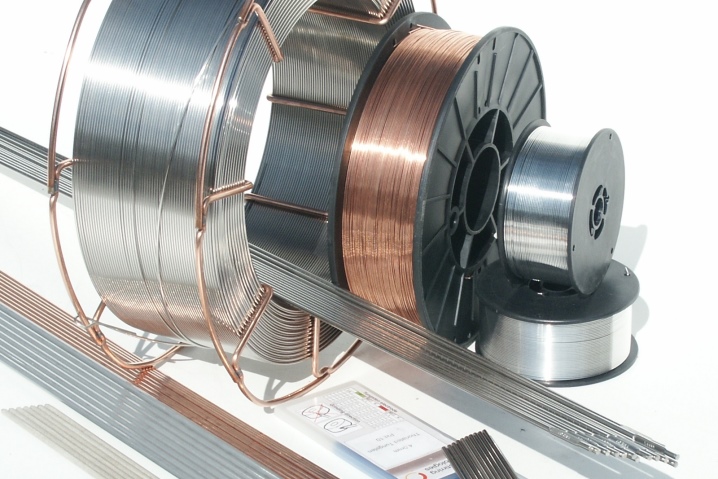
Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;

- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;

- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;

- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;

- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;

- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;

- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.

Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
ГОСТ 14838-78 говорит о том, что данная продукция разработана для холодной высадки из алюминия и его сплавов, в которых он доминирует. ГОСТ 7871-75 – стандарт проволоки, применяемой исключительно для сварки алюминия и его сплавов.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.

Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.

Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».

При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.

Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.

О том, как выбрать присадочный пруток, смотрите далее.
Алюминиевая проволока для сварки – правила применения
ПРОВОЛОКА СВАРОЧНАЯ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Filler wire of aluminium and aluminium alloys. Specifications
Дата введения 2020-02-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 “Межгосударственная система стандартизации. Основные положения” и ГОСТ 1.2 “Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены”
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью “Институт легких материалов и технологий” (ООО “ИЛМиТ”), Обществом с ограниченной ответственностью “Опытный завод “Авиаль” (ООО “ОЗА”), Ассоциацией “Объединение производителей, поставщиков и потребителей алюминия” (Алюминиевая Ассоциация)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 июня 2019 г. N 55)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 октября 2019 г. N 901-ст межгосударственный стандарт ГОСТ 7871-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 февраля 2020 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе “Национальные стандарты”, а текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге “Межгосударственные стандарты”
1 Область применения
Настоящий стандарт распространяется на проволоку из алюминия и алюминиевых сплавов, предназначенную для сварки изделий и конструкций из алюминия и алюминиевых сплавов плавлением в среде инертных газов и в вакууме.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.510 Единая система защиты от коррозии и старения. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3221 Алюминий первичный. Методы спектрального анализа
ГОСТ 3956 Силикагель технический. Технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7727 Сплавы алюминиевые. Методы спектрального анализа
ГОСТ 10157 Аргон газообразный и жидкий. Технические условия
ГОСТ 10446 (BCJ 6892-84) Проволока. Метод испытания на растяжение
ГОСТ 11739.1 Сплавы алюминиевые литейные и деформируемые. Методы определения оксида алюминия
ГОСТ 11739.3 Сплавы алюминиевые литейные и деформируемые. Методы определения бериллия
ГОСТ 11739.5 Сплавы алюминиевые литейные и деформируемые. Методы определения ванадия
ГОСТ 11739.6 Сплавы алюминиевые литейные и деформируемые. Методы определения железа
ГОСТ 11739.7 Сплавы алюминиевые литейные и деформируемые. Методы определения кремния
ГОСТ 11739.11 Сплавы алюминиевые литейные и деформируемые. Методы определения магния
ГОСТ 11739.12 Сплавы алюминиевые литейные и деформируемые. Методы определения марганца
ГОСТ 11739.13 Сплавы алюминиевые литейные и деформируемые. Методы определения меди
ГОСТ 11739.17 Сплавы алюминиевые литейные и деформируемые. Методы определения олова
ГОСТ 11739.20 Сплавы алюминиевые литейные и деформируемые. Метод определения титана
ГОСТ 11739.21 Сплавы алюминиевые литейные и деформируемые. Методы определения хрома
ГОСТ 11739.22 Сплавы алюминиевые литейные и деформируемые. Методы определения редкоземельных элементов и иттрия
ГОСТ 11739.23 Сплавы алюминиевые литейные и деформируемые. Методы определения циркония
ГОСТ 11739.24 Сплавы алюминиевые литейные и деформируемые. Методы определения цинка
ГОСТ 11739.25 Сплавы алюминиевые литейные и деформируемые. Методы определения скандия
ГОСТ 12302 Пакеты из полимерных пленок и комбинированных материалов. Общие технические условия
ГОСТ 12697.2 Алюминий. Методы определения магния
ГОСТ 12697.6 Алюминий. Метод определения кремния
ГОСТ 12697.7 Алюминий. Методы определения железа
ГОСТ 12697.8 Алюминий. Методы определения меди
ГОСТ 12697.9 Алюминий. Методы определения цинка
ГОСТ 12697.10 Алюминий. Метод определения титана
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17065 Барабаны картонные навивные. Технические условия
ГОСТ 17308 Шпагаты. Технические условия
ГОСТ 21132.1 Алюминий и сплавы алюминиевые. Методы определения водорода в твердом металле вакуум-нагревом
ГОСТ 24054 Изделия машиностроения и приборостроения. Методы испытаний на герметичность. Общие требования
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Сортамент
Размеры проволоки и предельные отклонения по ним должны соответствовать указанным в таблице 1.
Таблица 1 – Размеры и допуски для сварочной проволоки
Технология сварки алюминия

Вопросы, рассмотренные в материале:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов

Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.
- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.
Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей

Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.
Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.

Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.

Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами

Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).

Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).

Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса

По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.

Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Алюминиевая сварочная проволока

Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
В качестве расходных материалов используются различные виды проволоки. Один из таких видов представлен сварочной алюминиевой.
- Область применения, назначение
- Обозначение и маркировки
- Виды
- Популярные марки
- Характеристики
- Предъявляемые требования
- Сертификация, ГОСТ
- Отличительные особенности, достоинства и недостатки
- Рекомендации по использованию
- Сортамент
- Форма выпуска, расфасовка, упаковка
- Производители
- Где купить
Область применения, назначение
Для получения легких и одновременно достаточно прочных металлоконструкций используются алюминиевые сплавы. В технологии их изготовления применяется сварка. Алюминиевая проволока как расходный материал употребляется в технологическом процессе сварки на полуавтомате.
Как наплавочный элемент применяется для восстановления изношенных поверхностей деталей из алюминиевых сплавов.
Обозначение и маркировки
ГОСТ 7871-75 определяет обозначение и маркировку сварочной проволоки из алюминия и его сплавов. Рассмотрим на примерах: Проволока В.Св. АМг5. М. 4.00хБТ ГОСТ 7871-75 и Проволока П.Св. АМц. Н. 5.00хБР ГОСТ 7871-75.
- Знаками «В» и «П» отражены технологические способы изготовления проволоки. Она может быть тянутая «В» или прессованная «П». Тянутая изготавливается волочением через фильеру (калиброванное отверстие), прессованная формируется в матрице усилием пресса.

Проволока алюминиевая AL Mg 5 Foxweld. Фото ВсеИнструменты.ру
- Св. АМг5, Св. АМц – дается характеристика алюминиевого сплава из которого изготавливается проволока.
- В основной своей массе этот расходный материал поставляется в нагартованном виде («Н»). Однако некоторые заказчики применяют проволоку в отожженном состоянии («М»).
- 4.00; 5.00 – диаметры проволоки в мм.
- БТ – поставляется в бухтах, БР – в катушках.
Зарубежные производители обозначение продукции выполняют по стандарту AWS (американское общество сварки). ER 4043 по стандарту AWS соответствует сварочной проволоке марки АК5.
Существуют два вида алюминиевой проволоки. Помимо рассматриваемой в этой статье сварочной, другая по своим механическим свойствам хорошо обрабатывается давлением. Применяется, например, для заготовок при производстве заклепок.
Популярные марки
Выделяют следующие наиболее популярные марки алюминиевых проволок:
ER 4043 ELKRAFT 93614 — используется в полуавтоматах для сварки литейных алюминий – кремниевых и алюминий – кремний, магниевых сплавов. Деформируемые типа АД, используют в технологии эту проволоку. Производством данной марки проволоки занимается также DEKA, Foxweld, Elisental.

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
ESAB OK Autrod 1070 применяется при сварке химически чистого алюминия. Сварочный шов может работать в агрессивной среде, обладание высокими деформирующими свойствами позволяет выполнить с ним технологические операции прокатку и формование. Сварку производить на полуавтоматах, имеющих опцию режима с импульсной пульсацией.

Сварочная алюминиевая проволока ESAB OK Autrod 1070. Фото 220Вольт
Проволока В.Св. АМг5. Н. 0.80хБР ГОСТ 7871-75 БАРС применяется для полуавтоматической сварки металлоконструкций из алюминий – магниевых сплавов, содержащих магния больше 3%. Защитная среда – аргон, режим предпочтительно импульсный.
Характеристики
Отличительными характеристиками являются высокая тепло- и электропроводность. Эти свойства предъявляют определенные требования к выбору режимов сварки. В некоторых случаях для выполнения качественного сварного соединения рекомендуется предварительный подогрев заготовок.
Коэффициент линейного расширения, имеющий значительную величину, создает условия к повышенной деформации и приводит к короблению соединяемых заготовок.
Большая величина показателя коэффициента усадки вызывает при остывании значительные внутренние напряжения. Это приводит к появлению трещин.

Elisental Проволока алюминиевая MIG 4043 (AlSi5), 1.6мм, 7кг. Фото Сварочные Технологии
Проволока по своему химическому составу должна быть близка к свариваемому материалу. Так, например, при сварке алюминиевых магниевых сплавов содержание магния в проволоке должно быть несколько большим, чем в основном материале. При выполнении сварочных операций магний имеет свойство уменьшаться в количестве.
Механические характеристики проволоки (предел прочности, относительное удлинение и другие) должны соответствовать основному материалу.
Справка. Характеристики и другая актуальная информация о прочих видах проволоки: медная, омедненная, полированная, титановая, нержавеющая, стальная, порошковая, легированная – будет интересна для мастеров.
Предъявляемые требования
Большое количество различных по свойствам алюминиевых сплавов требует грамотного подбора сварочной проволоки в качестве присадочного материала. Существуют виды проволоки, которые считаются универсальными и придают соединению удовлетворительные характеристики. Кроме этого, некоторые виды алюминиевой проволоки могут обеспечивать повышенные требования следующим показателям:
- коррозионная стойкость при работе в самых агрессивных средах;
- высокая устойчивость к трещинообразованию;
- повышенная прочность сформированного шва;
- высокие пластические свойства соединения.
Сертификация, ГОСТ
Проволока зарубежного производства проходит сертификацию на соответствие российским стандартам, например ГОСТ 7871-75. Это делается для облегчения продаж на территории России. Сертификацию может провести Федеральное агентство по техническому регулированию и метрологии, а также другие уполномоченные для этого организации.

Проволока алюминиевая сварочная QUATTRO ELEMENTI 770-391. Фото 220Вольт
Отличительные особенности, достоинства и недостатки
Алюминиевые сплавы имеют большую склонность к окислению. На поверхности всегда присутствует окисная пленка, которая препятствует нормальному процессу сварки заготовок. Температура плавления окисной пленки много выше, чем этот показатель основного металла. При формировании сварочного шва окисная пленка, будучи тяжелее основного металла, не всплывает на поверхность и остается в нем после кристаллизации, нарушая его сплошность. Это значительно ухудшает герметичность, прочностные, коррозионные свойства шва.
Для уменьшения отрицательного воздействия окисной пленки требуется тщательно проводить подготовку поверхности свариваемых материалов. Шлифовальные машинки, металлические щетки и другие подобные приспособления применяются для чистки околошовной поверхности. После чистки обязательно обезжирить, например, ацетоном. Сварочную проволоку после распаковки необходимо сразу же запускать в производство, чтобы не дать ей покрыться окисной пленкой.
Применение во время сварки обратной полярности (сварочная ванна как катод) способствует разрушению окисной пленки.
Важной особенностью использования алюминиевой проволоки является организация ее подачи в зону сварки. Лучшими показателями здесь обладают «жесткие» проволоки. «Мягкая» может застревать при прохождении через подающие ролики полуавтомата. Сам роликовый механизм также подвергается модернизации. Для более равномерного распределения нагрузки на алюминиевую проволоку он может выполняться на базе четырех роликов вместо двух.
Рекомендации по использованию

Проволока сварочная из алюминия (0.8 мм; 0.45 кг) BlueWeld 802062. Фото ВсеИнструменты.ру
Сварка алюминиевой проволокой создает проблемы даже квалифицированным сварщикам. Следующие рекомендации могут сделать этот процесс несколько проще.
- Предварительный подогрев заготовок до температуры 110°С поможет избежать появления трещин.
- Направление сварки должно совпадать с направлением горелки. Такая техника сварки обеспечит более качественную очистку шва и улучшит газовую защиту.
- Высокая теплопроводность алюминия способствует риску прожигания. Чтобы уменьшить такой риск требуется проводить сварку на высоких значениях сварочного тока и скорости сварки.
- Аргон – лучший вариант защитной среды. Он обладает наилучшими очищающими действиями, поэтому материалы для аргонодуговой сварки пользуются высоким спросом.
- Температура плавления сварочной проволоки должна быть приближена к температуре плавления свариваемых материалов. Это значительно упростит сварочный процесс.
- При сварке алюминия частым дефектом является растрескивание кратера шва. Уменьшить вероятность появления трещин можно формированием геометрии шва. Лучше всего придавать швам выпуклую форму. При остывании сжимающие напряжения не будут концентрироваться в одной точке, как например, при вогнутой форме шва. Они имеют возможность распределяться по всей поверхности выпуклого шва.
- Источник питания должен иметь возможность применения импульсного режима сварки. Этот режим ограничивает подачу тепла к свариваемым заготовкам, тем самым позволяет сваривать тонколистовые материалы без риска их прожечь, тем самым снизить силу сварочного тока и скорость сварки.
- Ввиду большого коэффициента линейного расширения диаметр сопла наконечника должен быть выполнен с гарантированным зазором. Это предотвратит застревание сварочной проволоки.
Сортамент
Проволока выпускается диаметром от 0,8 мм до 12,5 мм. При этом тянутая проволока имеет размеры до 4,0 мм, а прессованная от 4,5 мм до 12,5 мм. Предельные отклонения диаметров от номинала определяются ГОСТ 7871-75.

Проволока алюминиевая сварочная STARWELD Al-Mg5 1 мм., катушка. Фото 220Вольт
Форма выпуска, расфасовка, упаковка
Алюминиевая сварочная проволока поставляется потребителю в катушках, бухтах и пучках. При упаковке в герметичные полиэтиленовые мешки катушки укладываются вместе с силикагелем-индикатором. Остальные запросы к упаковке и упаковочным материалам отражены в ГОСТ 7871-75, ГОСТ 9.011-79 разд.2.
Производители
Среди европейских производителей алюминиевой сварочной проволоки популярностью отличается шведская компания ESAB. Кроме уже упомянутой в статье ESAB OK Autrod 1070, в ассортименте имеется проволока ESAB OK Autrod 18.22 (соответствует российскому аналогу Св.АМг61 для сварки высокопрочного сплава с содержанием магния более 6%); проволоки ESAB OK Autrod 5554; ESAB OK Autrod 5556А и другие.
ELKRAFT – бренд, имеющий происхождение из Германии. В Россию сварочная проволока попадает через Китай. Производство в Южном Китае имеет давние традиции и отличного качества. В экономическом отношении более выгодна, чем проволока из Европы.

Проволока сварочная БАРС AlSi5, 1.2 мм. 6 кг. Фото 220Вольт
БАРС – страна бренда Россия. Производство находится на территории Китая. Преимущество — большое количество сервисных центров, где можно заказать любой материал и быстро его получить.
Где купить
Сварочные алюминиевые проволоки выпускаются и реализуются многими компаниями. Производители и поставщики предлагают клиентам широкий выбор присадочных материалов. Некоторые предприятия представлены в разделе «Где купить сварочную проволоку».
Алюминиевая сварочная проволока
Время чтения: 4 минуты
Алюминий — один из самых часто применяемых в промышленности металлов. Из него изготавливают все: от деталей самолетов до кухонной утвари. Для работы с алюминием применяется алюминиевая проволока для сварки.

Но не все сварщики готовы взяться за сварку алюминия. Особенно, новички. Ведь этот процесс всегда связан с рядом трудностей и особенностей, которые мешают формированию качественного шва. В этой статье мы расскажем, какие нюансы нужно учесть и что собой представляет сварочная проволока.
Общая информация
Алюминиевая проволока (сварочный пруток, присадочная проволока, присадка) — это изделие, изготовленное из алюминия или его сплавов. Поставляется либо в виде коротких прутков, либо в катушке, вес которой измеряется в кг. С помощью проволоки осуществляется не только сварка, но и наплавка металла.
Алюминиевая сварочная проволока применяется при автоматической и полуавтоматической сварке в среде защитного газа. Для ее использования необходимо иметь подающий механизм. Он будет быть частью сварочного аппарата или являться самостоятельным приспособлением. Подающий механизм с заданным интервалом подает проволоку в сварочную зону. Вы также можете подавать ее вручную (буквально держа в одной руке и направляя в сварочную ванну). Но этот способ считается непрофессиональным.

При выборе алюминиевой сварочной проволоки необходимо учесть ее диаметр и марку. Диаметр подбирается исходя из толщины детали. Чем толще деталь, тем больше диаметр. Простой пример: у нас есть лист алюминия толщиной 2 мм. Для его сварки нам необходимо взять пруток диаметром 2-3 мм. Что касается марки, то этот параметр так же очень важен. Марка проволоки должна совпадать с маркой металла. В противном случае качество швов будет неудовлетворительным.
Особенности
Алюминиевый присадочный материал, безусловно, необходимо правильно выбрать. Но это не единственное правило, которое следует соблюдать, чтобы получить швы достойного качества. Важно помнить, что алюминий покрыт окисной пленкой. Пленка окисляется под действием кислорода, поэтому храните прутки в герметичной упаковке. После вскрытия воспользуйтесь проволокой как можно скорее, чтобы не начался процесс окисления.
Если проигнорировать эту особенность алюминия, проволока может стать непригодна к применению. Ее качественные характеристики будут нарушены, и вы не сможете использовать вскрытый пруток для сварки.
Логично, что если алюминиевая проволока склонна к окислению, значит и самому металлу присущи эти свойства. Поэтому металл необходимо тщательно подготовить. Впрочем, об этом мы расскажем далее.
Подготовительный этап и сварка
Итак, теперь вы знаете, что алюминию присущ один существенный недостаток — образование окисной пленки на поверхности. Температура ее плавления 2500 градусов, когда температура плавления самого алюминия не превышает 660 градусов. Если варить металл, игнорируя окисную пленку, то швы получатся низкокачественными и недолговечными. Учитывайте, что у алюминия в целом крайне высокая теплопроводность. Именно по этой причине у многих новичков образовываются прожоги при формировании шва, и металл деформируется.
Как решить эту проблему? Зачистить поверхность. Так вы сможете решить сразу несколько проблем. Вы удалите тугоплавкую окисную пленку и исключите образование дефектов или деформаций металла.
Для зачистки металла используйте шлифовальную машинку, болгарку, наждачную бумагу, напильник или металлическую щетку. Можно использовать несколько инструментов одновременно. Также существуют специальные флюсы, которые можно нанести на место будущего шва. А чтобы избежать деформации металла, прогрейте деталь в печи или с помощью горелки.

Теперь о технологии сварки. Вам понадобится полуавтомат, защитный газ и прутки для сварки алюминия. Лучше, если полуавтомат будет профессионального или полупрофессионального класса. В качестве защитного газа используйте аргон или смесь аргон+гелий.
Вы также можете варить алюминий без газа. Для этого замените сварочные прутки на так называемую порошковую проволоку. Она представляет собой полую металлическую трубку небольшого сечения, внутри которой флюс. При плавлении проволоки пары флюса образуют «облако» вокруг сварочной зоны и защищают металл от окисления. Но учтите, что качество швов при использовании порошковой проволоки хуже, чем при применении классической связки газ+сварочный пруток.
Если вы решили воспользоваться классической технологией, то заправьте проволоку для алюминия в подающий механизм. Он будет на заданной скорости подавать проволоку в сварочную зону. Там она будет плавиться под пламенем горелки, и смешиваться вместе с основным металлом, образуя сварной шов. Газ в данном случае играет защитную роль: он препятствует образованию окисной пленки, улучшает качество шва и ускоряет работу.
Вместо заключения
Как видите, присадочный пруток — это один из важнейших участников сварочного процесса при работе с алюминием или любым другим металлом. Подбирая сварочную проволоку убедитесь, что она изготовлена из того же металла, что и деталь. При этом важно, чтобы совпадал не только тип металла, но и его марка. Существует с десяток марок алюминия, поэтому узнайте характеристики детали перед покупкой прутка.





