Технология газовой сварки для начинающих
По популярности газовая сварка находится на втором месте после электродуговой. Технология относится к виду сварки плавлением. Газосварочное оборудование обеспечивает надежное соединение цветных и черных металлов.

Что такое газовая сварка
Сущность газовой сварки заключается в том, что металл соединяемых заготовок и присадочного материала плавится теплом, выделяемым при сгорании горючих газов. Для получения высокой температуры они смешиваются с чистым кислородом в смесителе газовой горелки. Соотношение компонентов можно оперативно изменять регулировкой объемов, подаваемых в смеситель. Это позволяет настраивать оптимальный режим сварки или резки.

У газовой сварки, по сравнению с дуговой, скорость нагревания рабочей зоны меньше. Эту особенность относят к достоинствам при работе с инструментальной сталью, чугуном, цветными металлами. Сварка этих металлов должна проводиться с медленным нагревом и охлаждением. К ним также относятся некоторые марки легированной стали.
Отличительной особенностью газовой сварки является возможность сваривать почти все металлы.
Достоинства и недостатки
К плюсам газовой сварки относят:
- низкую цену оборудования;
- возможность сварки и резки в полевых условиях;
- регулирование мощности пламени в широких пределах;
- сварку большинства видов металла и сплавов ― от алюминия до легированных сталей;
- плавный нагрев, предотвращающий деформацию деталей и образование трещин.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла. По этой же причине технология не рентабельна при сварке заготовок толщиной больше 5 мм из-за перерасхода газа.
- Нагрев большой площади прилегающих к шву участков способствует образованию остаточных напряжений в металле.
- При соединении внахлест высока вероятность деформации деталей.
- Процесс газовой сварки из-за особенностей принципа работы трудно поддается механизации.
- Применение легковоспламеняющихся газов связано с высокой взрывопожароопасностью.
Область применения
Газовую сварку металлов применяют для выполнения:
- сборки и ремонта изделий из стали толщиной до 5 мм;
- монтажа трубопроводов небольшого диаметра;
- наплавки твердых сплавов и цветных металлов на сталь и чугун;
- монтажа конструкций из тонкостенных труб;
- заделки дефектов на отлитых заготовках.
Широкое распространение газопламенная сварка получила в строительстве, сельском хозяйстве, ремонтных мастерских.
Применяемое оборудование
В комплект оборудования для сварки газом входят:
- Водяной затвор для предотвращения повреждения элементов оборудования обратным пламенем. Устанавливается между горелкой и источником ацетилена. По мере испарения воду доливают.
- Баллоны с кислородом и горючим газом или генератор ацетилена. По правилам техники безопасности газ не должен контактировать с краской. Поэтому верхнюю часть баллонов не окрашивают. Чтобы при контакте ацетилена с медью не произошел взрыв, на баллонах с этим газом должны устанавливаться вентили из другого металла.
- Газовая горелка, обычная или инжекторная.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов.
- Шланги для соединения газовой горелки с баллонами. На шлангах для горючих газов нанесена желтая полоса.

Если газосварочные работы проводятся в разных местах, оборудование устанавливают на тележку с соответствующими креплениями. На предприятиях устраивают стационарные газовые посты с вентиляцией и шкафами для хранения баллонов.
Какие газы используются при сварке
Для того, чтобы газы сгорали с максимальной эффективностью нужен кислород без примесей. В зависимости от степени очистки он бывает:
- высшего сорта (концентрация 99,5 %);
- 2-го (99,2 %);
- 3-го (98,5 %).
Так как варят газосваркой не в стерильных условиях, следует учитывать, что при контакте кислорода с техническими маслами может произойти самовозгорание. Баллоны должны храниться в помещении, где нет источников открытого огня в месте, куда не попадают солнечные лучи.
Чаще всего в паре с кислородом используют ацетилен, так как его температура горения доходит до 3400⁰C. Его получают из карбида кальция при растворении в воде.
При высоком давлении или температуре ацетилен взрывается. Поэтому, по правилам безопасности установка водяного затвора обязательна.
Второе место с температурой горения до 2800⁰C занимает пропан. Газовые смеси кислорода с метаном, водородом, парами керосина, блаугазом по температуре значительно уступают лидерам. Применяются для работы только с цветными металлами с низкой температурой плавления.
Расходные материалы
Расходными называют сварочные материалы, необходимые для формирования швов. Для заполнения зазоров между соединяемыми деталями используется присадочная проволока. Ее диаметр выбирают в зависимости от толщины заготовок и способа сварки. Если проволоки нужной марки нет, ее можно заменить полоской металла, из которого сделаны детали.
Для защиты расплавленного металла от окисления при контакте с воздухом используют флюс, который создает защитную среду за счет выделения газов при нагреве. Особенно это актуально при сварке меди и алюминия, а также их сплавов. Для углеродистой стали такая защита необязательна. Во все виды флюса в качестве основного компонента входит борная кислота. Составы готовят в виде пасты, порошка, раствора. Флюс наносят на детали или присадочную проволоку.
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.

В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
На практике применяются следующие способы сварки:
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
- Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.

У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Характеристика и принцип работы газовой сварки. Особенности газов. Технологии и способы сварки
Газовая сварка – вид сварки плавлением, при котором источником нагрева служит теплота, выделяемая в процессе горения смеси горючих газов.
Метод подходит для соединения почти всех металлов, используемых в технике. Применяется в промышленности, сельском хозяйстве, строительстве, при выполнении ремонтных работ.
ГОСТы
Вся информация, относящаяся к газовой сварке и применяемым материалам, изложена в ГОСТах, которые необходимо выполнять.
- Термины и определения: ГОСТ Р ИСО 857-1-2009 – определение термина «газовая сварка.
- Сварочные материалы: ГОСТ 5457-75 – технические условия на ацетилен газообразный и растворенный технический, ГОСТ 3022-80 – технический водород.
- Газовая сварка и резка: ГОСТ 29090-91 – требования к материалам для газовой сварки.
Принцип работы
Сварка газом принадлежит к термическому классу. Энергоноситель – газ. Процесс работы заключается в нагревании кромок соединяемых деталей до их расплавления. Источник нагрева – высокотемпературное пламя сварочной горелки, образованное в результате сжигания смеси горючего газа с кислородом. Заполнение зазора между кромками выполняется металлом расплавленной присадочной проволоки или за счет расплавления материала кромок основного материала.
 Схема газовой сварки
Схема газовой сварки
Оборудование
Сварочный пост (рабочее место сварщика) включает:
- кислородные баллоны (хранение запасов кислорода);
- редукторы кислородные, служащие для понижения давления кислорода, поступающего из баллона в горелку;
- ацетиленовые баллоны и редукторы или ацетиленовые генераторы для получения газа из карбида кальция;
- сварочные горелки с набором наконечников;
- шланги (резиновые рукава) для подачи газа и кислорода в горелку;
- принадлежности (очки со светофильтрами, набор ключей, молоток, щетки стальные для очистки материала и сварного шва);
- стол сварочный или приспособление для сборки, закрепления элементов;
- присадочную проволоку;
- при необходимости – сварочные порошки, флюсы.
 Примерная стоимость газосварочных аппаратов на Яндекс.маркет
Примерная стоимость газосварочных аппаратов на Яндекс.маркет
Характеристика и особенности газов
Для нагрева металла необходима смесь горючих газов. Газовая сварка предполагает использование ацетилена или его заменителей в смеси с техническим чистым кислородом.
Ацетилен
Нагрев и расплавление металла при газовой сварке требует высокой температуры пламени, превышающей в 2 раза этот показатель металла, который сваривается.
Ацетилен по сравнению с другими газами образует наивысшую температуру пламени – 3050-3150° С, поэтому является основным при газовой сварке.
Ацетилен – соединение углерода с водородом. Бесцветный, с резким специфическим запахом горючий газ, взрывоопасный. Работа с газом требует осторожности и соблюдения мер техники безопасности.
 Транспортировка баллонов
Транспортировка баллонов
Заменители ацетилена
Сварка металлов, имеющих температуру плавления ниже стали, может осуществляться с использованием газов–заменителей. Например: пропан, метан, водород.
Пропан – технический газ без цвета, имеет резкий запах, тяжелее воздуха. Для сварки используют пропан-бутановую смесь, содержащую 5-30% бутана. Температура пропан-кислородного пламени достигает 2400 °С.
Метан-кислородная смесь почти без запаха. Пламя имеет температуру 2100-2200 °С, поэтому такой горючий газ применяют ограниченно.
Водород – легкий горючий газ без запаха, бесцветный. В определенных пропорциях с кислородом и воздухом может образовать взрывоопасную смесь. Поэтому обязательно соблюдение правил безопасности при работе с газом. Водород для сварки находится в стальных баллонах зеленого цвета. Имеет газообразное состояние. Пламя водородно-кислородное имеет синий оттенок. Нечеткие очертания его зон затрудняют регулировку.
Виды пламени и их использование
Состав горючей смеси влияет на внешний вид и температуру сварочного пламени. Оно имеет 3 зоны: ядро, восстановительную (среднюю), факел-окислительную. Ядро включает механическую смесь нагретого до высокой температуры кислорода и разложенного ацетилена.
В зависимости от пропорции ацетилена и кислорода различают 3 вида пламени:
- окислительное;
- восстановительное;
- с повышенным содержанием горючего газа.
Окислительное
Пламя формируется при увеличении подачи в горелку кислорода или уменьшении количества ацетилена. На 1 объемную часть ацетилена должно приходиться 1.3 и более части кислорода. Характерные черты:
- Укороченное заостренное ядро бледной окраски с расплывчатыми очертаниями границ.
- Сокращение длины средней зоны и факела.
- Окраска пламени – синевато-фиолетовая.
- Горение происходит с шумом.
- Температура пламени превышает норму.
Этот тип пламени применяется для соединения низкоуглеродистой стали и сварки латуни.
Восстановительное (нормальное)
Соотношение ацетилена к кислороду может находиться в пределах от 1:1 до 1:1.3. В пламени происходит образование углерода и водорода, благодаря которым металл раскисляется и восстанавливается. В таких условиях формируется однородный металлический шов без газовых пузырей и пор.
Ядро пламени – светлое, восстановительная зона и факел имеют более темный оттенок. При увеличении давления кислорода ядро удлиняется. Факел имеет температуру намного ниже восстановительной зоны. Нормальное пламя используют для сваривания большинства видов металлов.
С повышенным содержимым горючего газа
Имеет название – науглероживающее или ацетиленистое пламя. Для него характерно увеличение подачи ацетилена или уменьшение кислорода. На 1 часть ацетилена берется 0.95 и менее части кислорода. Характерные признаки:
- увеличение размеров зоны сгорания;
- расплывчатость очертаний ядра, возникновение на его конце зеленого венчика;
- посветление восстановительной зоны почти до ее соединения с ядром;
- пожелтение пламени.
Результатом избытка ацетилена является его неполное сгорание, пламя коптит из-за недостатка кислорода. Излишек ацетилена разлагается на углерод и водород. В расплавленный металл переходит углерод. Результат – науглероживается металл шва.
Пламя с небольшим избытком горючего газа используют для сварки магниевых и алюминиевых сплавов, чугуна.
Характеристика методов газовой сварки
Существует 2 способа:
- правый;
- левый.
Правый
Это метод, при котором сварка выполняется слева направо. Направление:
- сварочного пламени – сваренный участок шва;
- присадочной проволоки – вслед за горелкой.
Мундштуком горелки совершаются небольшие поперечные колебания.
По сравнению с левым способом:
- производительность сварки на 20-25% выше;
- качество сварного шва лучше;
- расход газов меньше на 15-20%.
Рассеивание теплоты пламени меньше по сравнению с левым методом, в связи с чем угол раскрытия шва составляет 60-70°, что способствует уменьшению количества наплавляемого материала, расхода проволоки и снижению коробления изделия.
Способ целесообразен при соединении элементов, имеющих большую теплопроводность и деталей, толщина которых превышает 5 мм.
Левый
Способ заключается в передвижении:
- горелки справа налево;
- присадочной проволоки – перед пламенем, которое направлено на несваренную зону шва.
Кромки основного металла перед началом сварочных работ подогревают, что способствует хорошему перемешиванию сварочной ванны.
Левый способ применяют для соединения элементов из легкоплавких и тонких (до 3 мм) металлов.
 Схема способов сварки
Схема способов сварки
Характеристика технологий
Различают разные техники наложения сварочных швов:
- многослойную;
- валиком;
- ванночками;
- окислительным пламенем.
Многослойная
Применение – выполнение ответственных соединений. Сварочные работы проводятся проходкой коротких участков. Условие – несовпадение стыков швов в отдельных слоях.
Перед наложением очередного слоя поверхность предыдущего очищается от шлаков и окалины с помощью проволочной щетки.
Преимущества способа по сравнению с однослойной сваркой:
- меньшая зона нагрева;
- обеспечение отжига нижерасположенных слоев;
- проковка каждого слоя.
Недостаток: большой расход газов.
Валиком
Соединяемые элементы устанавливают вертикально с зазором в полтолщины листа. Пламенем расплавляют кромки с одновременным образованием круглого отверстия. Его нижний участок на всю толщину металла заплавляют присадочным материалом. Пламя переносят выше, оплавляют кромку отверстия вверху, а на его нижнюю часть накладывают следующий слой материала. Этапы повторяют до окончания формирования сварочного шва.
Если металл имеет толщину 6-12 мм, работы одновременно проводятся с двух сторон двумя сварщиками.
Шов имеет форму сквозного валика, который соединяет детали. Металл шва – плотный, не имеет дефектов.
Ванночками
Метод применяется при сварке низколегированной и низкоуглеродистой стали до 3 мм толщиной, когда требуется получение угловых соединений и встык. Используется присадочная проволока.
В момент образования на шве ванночки диаметром 4-5 мм в нее направляют конец проволоки, расплавляют ее небольшой участок, после чего перемещают в восстановительную зону пламени. Одновременно мундштуком совершают круговое движение для перехода в рядом расположенную на шве зону новой ванночки. Она должна перекрывать на 1/3 диаметра предыдущую ванночку.
Чтобы избежать окисления, конец проволоки удерживать в восстановительной зоне. Нельзя допускать погружения ядра в ванночку с целью недопущения науглероживания металла шва.
Окислительным пламенем
Метод используется для сварки низкоуглеродистой стали. Цель – повышение производительности сварочного процесса на 10-15%.
Состав пламени β = 1.4. Избыток кислорода при сварке сталей способствует окислению металла шва, поэтому он получается хрупким и имеет поры. Поэтому при работе с целью раскисления окислов железа в сварочной ванне используют присадочные проволоки с повышенным составом кремния и марганца. Например: Св 08Г, Св 08Г2С, Св-12ГС.
Преимущества и недостатки
К положительным качествам газовой сварки относятся:
- простота;
- недорогое оборудование;
- возможность регулирования скорости нагрева и охлаждения свариваемого металла;
- прочные и плотные сварные швы.
- снижение производительности процесса при увеличении толщины свариваемого материала;
- обширная зона нагрева;
- высокая стоимость горючего газа по сравнению с электроэнергией;
- сложности механизации и автоматизации процесса.
Проверенная временем технология – газовая сварка
Газовую сварку с полной ответственностью можно назвать царицей сварочных полей.
Все в ней хорошо: она проста в исполнении, оборудование для газовой сварки совсем недорогое, экономна в потреблении электрической энергии, список достоинств можно продолжать.
- Слабые места и нюансы технологии
- Технические стороны процесса газовой сварки
- Самые востребованные способы
- Левая сварка
- Правая сварка
- Сварка с использованием сквозного валика
- Сварка с помощью ванночек
- Многослойная газовая сварка
- Сварка окислительным пламенем и раскислением
- Нюансы с разными швами и разными металлами
- Достоинства и недостатки сварки с газовой горелкой
- Пара слов о расходных материалах
- Кислород
- Ацетилен
- Флюс и присадочная проволока
- Необходимое оборудование для газовой сварки
- Водяной затвор
- Газовые баллоны
- Шланги разного назначения
- Газовые горелки
- Редуктор
- Газовый пост
- Газовая сварка: гибридный вариант с полуавтоматом
Слабые места и нюансы технологии
Если начали с плюсов, будет честным остановиться и на минусах. Недостаток в скорости нагревания металла – она низкая.
Кроме того, рабочий участок при таком методе «распластан» – уж очень большая зона нагревания металла, из-за чего теряется много тепловой энергии. Имеет место и такое неприятное явление как коробление.
Таким образом производительность рабочего процесса не очень высокая, а с увеличением толщины кромок свариваемых заготовок снижается еще больше.
Поэтому, если толщина вашего металлического листа больше шести миллиметров, начинайте думать о применении газовой сварки где-нибудь в другом месте. А толстый край лучше варить, к примеру, дуговым способом.
 Инжекторная и безинжекторная горелка.
Инжекторная и безинжекторная горелка.
Газовая сварка – не самый дорогой способ сварки, это общеизвестно. Но газ для сварки – ацетилен и кислород, которые любят использовать в качестве сварочной газовой смеси, стоят все-таки дороже, чем электричество.
А если добавить довольно высокие риски взрывов и серьезную пожар опасность, которые мгновенно возникнут при неправильном обращении с горючими жидкостями, газами, кислородными баллонами и элементарным карбидом кальция, энтузиазм немного снижается.
Технология газовой сварки отлично подходит для широкого спектра сварочных работ: от соединения деталей из алюминия и стали до работы по бронзе и чугуну.
Сразу отметим, что газовой сварке по силам практически все металлы, включая такие капризные как медь, свинец или чугун: они варятся легче именно газовой технологией, чем какими-либо другими.
Технические стороны процесса газовой сварки
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Один из важнейших технических компонентов ГС – манипуляции с газовой горелкой. Техника газовой сварки подразумевает, чтобы пламя держали на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.
Самые востребованные способы
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Возьмем самые распространенные из них:
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Тем временем мундштук сопла перемещается дальше по шву – на следующий участок. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра проволоки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках. Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего.
Сварка окислительным пламенем и раскислением
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Нюансы с разными швами и разными металлами
Горизонтальные швы формируются с использованием правого способа газовой сварки. Бывают ситуации, когда процесс ведут справа налево с мундштуком внизу ванны, а проволокой сверху. Так шов образуется быстрее и легче, а расплавленный металл в ванне не стекает вниз.
Вертикальные швы наоборот, производятся левым способом с направлением снизу-вверх. Если металл толстый, применяют шов с двойным валиком.
Потолочные швы – одни из самых сложных для исполнения. Здесь нужно сначала нагреть кромки заготовки, затем до момента их оплавления в ванну помещают проволоку, которая быстро оплавляется.
Жидкий металл в ванне удерживается от стекания вниз давлением газов из горелки. Сварку делают правым способом. Лучше всего использовать технологию многослойных швов с несколькими проходами.
Низкоуглеродистую сталь можно варить практически с любыми газами. Важно выбирать правильную присадочную проволоку: она должны быть выполнена также из стали с низким содержанием углерода.
Легированные стали бывают с очень разными составами. Поэтому единого метода газовой сварки для них нет и не может быть. Если сплав жаропрочный нержавеющий, детали из него варятся с помощью проволоки с содержанием никеля и хрома.
Встречаются отдельные марки, которые можно варить только с применением молибдена в составе присадочной проволоки.
Медь и ее сплавы всегда требуют сильного пламени. Во время расплавления она чрезвычайно текучая, поэтому зазор нужно делать минимальным. Помимо проволоки из меди, в работе применяются флюсовые смеси для раскисления металла шва.
Латунь – весьма непростой металл для работы из-за его состава. Здесь высокий риск образования пор в сварочном шве из-за летучести цинка. Этот риск можно значительно снизить, подавая в смеситель горелки больше кислорода и применяя латунную проволоку в качестве присадки.
Бронза – еще один капризный сплав. Во время сварки важно не выжечь из состава его важные элементы: олово, кремний и алюминий. Поэтому пламя должно быть восстановительное, а присадка – бронзовая с добавкой кремния, который поможет в дальнейшем раскислению шва.
Достоинства и недостатки сварки с газовой горелкой
Газовая сварка металлов имеет солидный список преимуществ:
- Метод не предполагает покупки и использования сложного и дорогого оборудования. Для него не нужны, к примеру, инвертор или полуавтомат.
- Расходные материалы, применяемые при газовой сварке, широко предлагаются на рынке, можно найти любой состав или модель без трудностей.
- Не требуются специальные защитные средства, даже при газовой сварке труб.
- Главные параметры сварки хорошо регулируются: пламя любой требуемой мощности, уровень температуры нагрева металла.
Способ сварки газовой горелкой.
Есть и недостатки, куда без них:
- Слишком медленный разогрев металла, особенно в сравнении с электрической дугой.
- Слишком обширная зона нагрева вокруг газовой горелки, вследствие чего теряется много энергии без толку.
- Тепло от горелки рассеянного типа, его трудно концентрировать.
- Метод все-таки дороже электродугового: цена газов выше стоимости электричества.
- С увеличением толщина кромок заготовок снижается скорость рабочего процесса из-за высокого рассеивания тепла.
- Практически невозможно автоматизировать процесс.
Пара слов о расходных материалах
Какой газ используют при сварке – вопрос не маловажный, в котором нужно разбираться, чтобы сделать верный выбор. Типы используемых газов разные, выбор зависит от нескольких факторов.
Кислород
Кислород, к примеру, отличается полным отсутствием цвета и запаха. Роль у него особая, он выполняет функцию катализатора процессов плавления металлов во время сварки. Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
Главное – знать и выполнять правила безопасности в обращении с кислородными баллонами и самим газом. Например, присутствие технического масла может привести к возгоранию: следовательно, нужно категорически исключить малейший контакт с таким маслом.
Пламя газовой горелки.
В помещениях, где хранятся баллоны, ни в коем случае не должно быть ни источником тепла, ни прямого солнечного света.
Как получают сварочный кислород: это делается достаточно просто – из атмосферного воздуха с помощью специализированного оборудования.
Кислород подразделяется по чистоте на три типа:
- высший сорт с концентрацией газа в 99,5%;
- первый сорт с 99,2%;
- второй – с 98,5%.
Ацетилен
Это второй по популярности газ, применяемый в ГС как для сварки, так и для резки. Он также без цвета и запаха. При повышенном давлении или нагревании ацетилен может взорваться. Производится он из карбида кальция и воды.
Ацетилен – не самый дешевый газ, но его преимущество делает его очень востребованным среди сварщиков. Все дело в температуре горения – она у ацетилена замечательно высокая, особенно в сравнении с такими более дешевыми газами как метан, пропан или пары керосина.
Флюс и присадочная проволока
Это главные участники процесса формирования сварочного шва. Присадочная проволока должна быть абсолютно очищенной от малейших признаков грязи или коррозии. Иногда вместо проволоки можно применять полоску из такого же металла, что и заготовки для сваривания.
Флюсы необходимы для защиты сварочной ванны от вредного воздействия внешних факторов. Чаще всего в качестве составных элементов флюсовых смесей берутся бура и борная кислота, которые могут наноситься прямо на свариваемые заготовки или на присадочную проволоку.
Единственный металл, который может обойтись без флюсовой смеси, это углеродистая сталь. Ну а особая нужда в присутствии флюса возникает при сварке меди, алюминия и их сплавов.
Необходимое оборудование для газовой сварки
Водяной затвор
Это простая и эффективная защита трубы, генератора ацетилена и других элементов от огня в виде обратной тяги из газовой горелки. Вода в этом затворе должна быть на уровне, за которым нужно следить. Обычно он находится между горелкой и ацетиленовой трубой.
Газовые баллоны
Эти баллоны разного цвета в зависимости от вида газа. Ко всем баллонам применяется строгое правило: никогда не красить верхнюю часть, чтобы не случилось контакта краски и газа. Еще один технический нюанс: на ацетиленовые баллоны нельзя ставить медные вентили из-за высокого риска взрыва от взаимодействия ацетилена и меди.
Шланги разного назначения
Шланги нужно много для чего: подачи газов и горячих жидкостей. Кроме того, они должны работать под давлением, так что это совсем не садовые шланги для полива огородика, а серьезные приспособления с особыми техническими характеристиками.
Шланги бывают трех категорий:
- с красной полосой для давления до 6-ти атмосфер;
- с желтой полосой для горючих веществ;
- с синей полосой для давления вплоть до 20-ти атмосфер.
Газовые горелки
Газы и пары от горючих жидкостей смешиваются в смесителе горелки. Они выпускаются в огромном разнообразии, делясь на инжекторные и горелки без него, разной мощности и так далее.
Редуктор
Необходимая вещь там, где имеет место высокое давление газа.
Редукторы снижают давление газа, выходящего из баллона. Они бывают двух типов: прямого и обратного действия. Продвинутые модели с серебрением выпускаются для работы с сжиженным газом: они не позволяют такому газу замерзнуть на выходе из баллона.
Газовый пост
Это специальный рабочий стол для сварки. Лучший вариант поста – столешница с возможностью ее поворачивать и фиксировать. Хороший пост оборудован вытяжной вентиляцией и хорошей системой складирования и хранения инструментов сварщика.
Газовая сварка: гибридный вариант с полуавтоматом
В этой методике добавляется использование электрической дуги и защитного газа – чаще всего аргона. При таком раскладе технологию вполне можно назвать гибридной.
Швы при газовой сварке.
Вот какие этапы действий выполняются:
- подключение аппарата к сети;
- фиксация присадочной проволоки через отверстие в горелке;
- регулировка давления газа с помощью редуктора;
- определение и выставление скорости подачи присадочной проволоки;
- регулирование остальных параметров – силы сварочного тока и напряжения;
- фиксация горелки под углом к поверхности заготовок перед зажиганием горелки;
- начало сварки.
Следует отметить, что технические характеристики всех расходных материалов, равно как и элементов оборудования, четко и ясно прописаны в ГОСТах. Иными словами, процесс газовой сварки отлично регламентирован.
Подпадают под ГОСТы, к примеру, следующие параметры:
- характеристики ацетиленового генератора;
- типы шлангов;
- давление газа, регулируемой редуктором;
- тип газовых горелок;
- виды присадочной проволоки;
- стандарты по газовым баллонам и т.д.
Суть газовой сварки

Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является газовая сварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для пайки газовой сваркой.
Определение газовой сварки

Газовая сварка металлов – это такой способ соединения их, при котором используются газы для создания высокой температуры. Чаще всего используется кислород и ацетилен, хотя возможны и другие варианты. Ведущая роль здесь отводится пламени, ведь именно от него и зависит высота температуры и возможность расплавления разных типов металлов. Пламя состоит из трех зон: ядра (где распадается ацетилен), восстановительной зоны (в которой окисляется углерод и водород) и факела (область полного сгорания газов). Их бывает три вида (в зависимости от соотношения газов – ацетилена и кислорода):
- нормальное пламя, при котором осуществляется подача газов в равных пропорциях. Оно характеризуется синим цветом всех трех зон, при чем восстановительная имеет яркий синий цвет;
- науглероживающее пламя свидетельствует о недостатке кислорода и характеризуется ярко-желтым факелом;
- окислительное – это то, которое возникает при недостатке ацетилена, при котором пламя бледное и короткое.
Для работы газовой сваркой мастер регулирует подачу рабочих газов в зависимости от пламени, показателем которого является их цвет. От типа пламени зависит температура, которая воздействует на металл. Обычно это свыше 3000 градусов, что позволяет плавить и резать различные виды изделий.
Газовая сварка и резка металлов производится обычно на нормальном пламени, при котором ацетилен и кислород подаются в равных количествах. Если же цвет огня меняется, необходимо подкорректировать настройки.
Область применения газосварки
Газовая сварка металлов может реализовываться несколькими способами:
- газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
- газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
- жесть и тонколистовая сталь, толщиной не более 5 мм;
- цветные металлы;
- чугун;
- инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
Сущность газовой сварки можно рассмотреть на рисунке ниже:

Применяемые газы и их особенности
Чаще всего для газопламенной сварки применяется специфический газ ацетилен (C2H2). Он характеризуется резковатым запахом и добывается при реакции карбида кальция с водой (в промышленных условиях). При температуре выше 335 градусов он загорается. В сочетании с кислородом, температура воспламенения ниже – 297 градусов минимум.
Основным газом для газопрессовой сварки является кислород, который смешивают с C2H2 в равных пропорциях. Он всегда реализуется в баллонах синего цвета. С помощью шланга к горелке подключается кислород и подается на маленьком давлении, не более 4 атм. В отверстие рядом подключается C2H2. в горелке есть специальный механизм для смешивания газов и через наконечник уже выходит концентрат для процесса сварки.
Газовая сварка и резка металлов может осуществляться не только с помощью ацетилена. Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
- Пары керосина (коэффициент замены ацетилена – 1:1)
- Пропан (коэффициент замены ацетилена – 1:0,6)
- Метан (коэффициент замены ацетилена – 1:1,6)
- Водород (коэффициент замены ацетилена – 1:5,2)
Важно: при газопламенной сварке стальных изделий метаном или пропаном нужно использовать проволоку с повышенным концентратом марганца и кремня.
Для качественного расплавления металла рекомендуется, чтобы температура воздействия была в два раза выше температуры плавления этого металла.
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
- зона прогрева достаточно широка, то есть нагревается не только зона шва, но и большая площадь вокруг нее. Это может нанести вред изделию;
- невозможность работы с деталями, толщина которых превышает 5 мм;
- крайне не рекомендуется производить газопламенную сварку «внахлест», это приведет к деформации места сплавления;
- высокая опасность работы, так как газы образуют химическую смесь, которая имеет свойство воспламеняться.
Техника и технология газовой сварки
Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Техника газовой сварки делится на два метода:
- правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
- левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.
 Способы газовой сварки
Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить. При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
- толщина изделия;
- положение детали и ширина шва;
- предпочтения мастера;
- используемые газы.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Где и как применяется ацетиленовая сварка
Отправим материал на почту




- Технология газовой сварки
- Как создается давление
- Горелка
- Регулировка пламени
- Правый и левый методы сварки
- Наклон мундштука
- Что нужно для газовой сварки
- Заключение
Газовая или ацетиленовая сварка подразумевает наличие двух компонентов сразу ацетилена (C2H2) и кислорода (O2), хотя в некоторых случаях вместо C2H2 применяют водород, пропан или бутан. Действует это так: когда факел от горения смешанных веществ оплавляет края стыкуемых элементов и присадочного материала, образуется жидкая сварочная ванна, которая после остывания образует шов. Диаметр присадочного прутка подбирают в соответствии с толщиной обрабатываемого металла. На сегодняшний день метод кислородно-ацетиленовой сварки широко применяется в машиностроении, авиации, судостроении, а также на любых мелких и крупных предприятиях лёгкой и тяжелой промышленности.
Технология газовой сварки
Как уже было сказано, сварка ацетиленом и техническим кислородом осуществляется путем смешивания этих газов (C2H2 хорошо горит, а O2 – идеально поддерживает горение) и воспламенения для нагрева обрабатываемых поверхностей. Кислород здесь, по сути, выполняет две функции:
- Образующийся в генераторе C2H2 имеет малое давление на выходе из резервуара, но его подхватывает струя кислорода и увлекает в горелку.
- Когда сварщик поджигает смесь у сопла, у него есть возможность регулировать мощность факела барашковым краном, отвечающим за подачу кислорода, поддерживающего процесс горения.

Если для ацетиленовой сварки кислород поставляется с завода в баллонах под давлением, то C2H2 чаще всего производится непосредственно на рабочем месте в генераторе. Для этого используют карбид кальция(CaC2), который продается в большинстве строительных магазинов и обычную питьевую или техническую воду. В процессе протекания реакции смесь разлагается на C2H2 и Ca(OH)3 (гашеную известь). Ацетилен под давлением по шлангу попадает в горелку и там подхватывается кислородом. С остающейся гашеной известью поступают по-разному, но это именно тот состав, который вы покупаете в магазине для побелки деревьев на дачном участке.
Видео описание
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Как создается давление
Давайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык). Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.
Примечание: для сварки ацетиленом C2H2 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.

Горелка
Сварка ацетиленом и кислородом происходит при помощи газовой горелки, которая является своего рода смесителем для двух компонентов. То есть, по тому же принципу, что в сантехническом смесителе на два отдельных штуцера подается разный газ, а затем мощность струи регулируется кранами, как холодная и горячая вода. После регулировки смесь нужной концентрации выходит через сопло горелки.
Регулировка пламени
Качество кислородно-ацетиленовой сварки по большей мере зависит от сложного состава языка пламени, которое горит у сопла горелки. То есть, регулировка количества подачи C2H2 и O2 не предусмотрена каким-то автоматическим способом: она осуществляется только вручную. Профессиональный сварщик, хорошо зная устройство горелки и необходимую цветовую гамму факела, быстро справляется с настройками и получает качественный шов.
Ядро факела имеет форму правильного конусного цилиндра, вокруг которого обвивается оболочка кислорода. Если O2 убрать вообще или хотя бы частично, то пламя потеряет температуру и будет коптить, что приведёт к созданию шва низкого качества – это вызовет науглероживание. Если же кислорода будет больше, чем в нейтральном состоянии то это приводит к окислению, но в таком случае, температура факела увеличится, поэтому таким методом режут металл.
Это интересно: горелку для ацетиленового вида сварки иногда называют резаком, а сварщиков – резчиками. Это неудивительно, так как на некоторых предприятиях даже есть вакансия «резчик металла», куда требуются именно газосварщики.
Видео описание
Газосварка: первые шаги.
Правый и левый методы сварки

Сварка ацетиленом и кислородом осуществляется левым и правым методами – это вовсе не жаргон, а предусмотренное и утвержденное ГОСТом правило. Если горелка перемещается слева направо (ориентируетесь по своим рукам) впереди присадочного прутка, то есть, пруток как бы подталкивает факел, то это правый способ. При левом способе действие производится наоборот – справа налево, где сварочный пруток как бы убегает от горелки.
Нельзя сказать, что качество соединения одним методом лучше, нежели другим, но правый способ применяется для металла толще 5 мм. Однако левый метод получается лучше с эстетической точки зрения – сварщик постоянно наблюдает шов и может добиться его постоянной ширины и толщины. А ешё левый вариант позволяет пламени как бы разливаться по металлу и это в значительной степени снижает риск пережога заготовки. Движение мундштука осуществляется строго по одной линии. А вот пруток движется не только прямо, но и совершает колебательные движения в стороны – это позволяет создать более прочный шов.

Наклон мундштука
Теперь рассмотрим, как варить ацетиленом с учетом зон пламени и наклона форсунки (сопла) горелки. Ручной способ сваривания предусматривает направление факела так, чтобы оплавляемые края находились в восстановительной зоне пламени, но при этом на 2-6 мм не доставали до конца ядра. Конец присадочной проволоки при этом держат либо в восстановительной зоне огня, либо в образовавшейся сварочной ванне.
Угол наклона сопла горелки зависит от толщины металла и его показателей теплопроводности. Например, для стальных заготовок 1-3 мм толщиной угол горелки будет составлять 20-30°, а для стали 3-5 мм – 30-40°. В самом начале сварки для прогрева кромок устанавливают наибольший угол горелки для прямого попадания огня в зону нагрева, но потом этот угол постепенно уменьшают до номинального показателя. В конце шва наклон минимизируют, чтобы заполнить кратер и предупредить пережог металла.
Видео описание
Что нужно для газовой сварки
Чтобы воспользоваться сваркой металла ацетиленом, необходимо иметь следующий комплект оборудования:
- ацетиленовый генератор или баллон с другим горючим газом;
- баллон с техническим кислородом;
- редукторы: один для кислорода, другой для ацетилена;
- сварочную горелку с набором сменных наконечников;
- два шланга для подачи O2 и C2H2;
- комплект инструментов из газового и разводного ключа;
- очки с защитными стеклами;
- спецодежду для сварщика.

Заключение
В заключение можно сказать, что ацетиленовая сварка по прочности шва не лучше и не хуже электрической, зато она лидирует в эстетических показателях. Кроме того, такой вид соединения заготовок полностью автономен и не зависит от внешних энергоносителей. Приобретать такое оборудование или нет – это ваш выбор, но еще никто не жаловался.
Оборудование и технология газовой сварки

- Что это такое?
- У газосварки имеются свои плюсы и минусы.
- Сферы применения
- Необходимое оборудование
- Водяной затвор
- Газовые баллоны
- Шланги различного назначения
- Газовые горелки
- Редукторы
- Газовый пост
- Расходные материалы
- Технология и способы
- Левая
- Техника безопасности
Существует несколько видов сварки, и газовая является наиболее востребованной из них. Она имеет немало преимуществ: техника проста в исполнении, используемое оборудование имеет доступную цену, а кроме того, газосварка экономно расходует электрическую энергию. Список достоинств на этом не заканчивается, поэтому мы решили подробнее остановиться на описание данной технологии.

Что это такое?
Сварка с использованием газа представляет собой соединение металлических элементов методом их расплавления. Исторически этот способ появился одним из самых первых. Метод был создан еще в конце XIX столетия. В дальнейшем с развитием дуговой и контактной или электрической сварки сфера применения газовой слегка уменьшилась, особенно когда речь идет о сваривании высокопрочных сплавов.
Тем не менее она продолжает с успехом применяться для сварки бронзовых, латунных и чугунных деталей.
Она актуальна для выполнения наплавления и в некоторых других ситуациях.



Суть газосварки сводится к тому, что высокотемпературное пламя от сварочного газа выполняет нагрев краев привариваемых элементов и небольшой участок присадочного материала. Переходя в сжиженное состояние, металл формирует так называемую сварочную ванну — это вытесняющая воздух зона, защищённая газовой средой, а также огнём. Расплавленный металл начинает остывать и медленно затвердевает – именно таким образом формируется ровный сварочный шов.
Для выполнения работы обычно используют смесь горючего газа с очищенным кислородом, который исполняет функцию окислителя. Максимальную температуру от 3100 до 3500 градусов дает ацетилен, выделяемый в ходе выполнения сварки за счет реакции взаимодействия воды и карбамида кальция. Чуть уступает ему пропан – его рабочая температура доходит до 2800 градусов. Реже используются пары керосина, метан, а также водород.
Все пары и газы имеют значительно более низкую температуру, нежели ацетилен, поэтому их используют нечасто и исключительно для бронзы, а также латуни, меди и некоторых других цветных металлов, имеющих невысокий порог плавления.



У газосварки имеются свои плюсы и минусы.
Главное достоинство — пониженная скорость нагрева сплавляемого участка и сравнительно широкие его границы. Это особенно актуально в случае, когда нужно приварить элементы, выполненные из цветных металлов, чугуна или инструментальной стали, поскольку они нуждаются в плавном нагреве и таком же плавном охлаждении. Кроме того, существует ряд специализированных сталей, для которых также используется именно этот режим обработки.
Из других достоинств можно выделить:
- простоту технологического процесса газосварки;
- бюджетную стоимость используемого оборудования;
- свободную продажу карбида кальция и смеси газов;
- отсутствие потребности в источнике получения энергии;
- возможность контролировать мощность пламени и его вид;
- возможность установки режимов работы.



Если говорить о минусах, то в первую очередь нужно снова вернуться к скорости нагрева. В некоторых ситуациях эта особенность становится и минусом, поскольку в процессе нагревания теряется слишком много тепла, а также порой начинается коробление металла. Соответственно, производительность газовой сварки не особенно высока, а если свариваемые заготовки имеют внушительную толщину, то КПД понижается ещё сильнее. Поэтому при работе с листами металла, толщина которых свыше 6 мм, стоит подумать об использовании других методов, например, прибегнуть к дуговой сварке.
Газосварка сравнительно бюджетный способ приваривания заготовок. Однако газ, который используется для работы (кислород и ацетилен), стоит немного дороже электричества.
При выполнении подобного типа работ довольно высока вероятность возникновения взрывов и пожароопасных ситуаций — они моментально возникают в случае некорректного обращения с огнеопасными составами, баллонами с газом, а также карбидом кальция.
Тем не менее газосварка востребована.
Она используется для проведения сварочных работ в самом широком спектре – начиная от соединения алюминиевых элементов до работ по бронзе и чугуну.



Сферы применения
Использование сварки на газе позволяет выполнять следующие типы работ:
- приваривание различных металлических деталей;
- пайка, включая ремонт поврежденных элементов;
- наплавка;
- разрезание труб и листов стального проката на отдельные заготовки.
Несомненное преимущество газовой сварки обуславливает её повсеместное использование в строительных работах, на производстве, а также в области ЖКХ, автомастерских и при решении некоторых бытовых задач в частных домах и на даче.
Соединение и резка любых металлических деталей позволяет получать на выходе сопряжение высокого качества. На стыках элементов начинается диффузия с расплавленным припоем, сразу же после застывания металла получается очень крепкий шов, его можно подвергать дальнейшей обработке.
Наплавка используется для нанесения на поверхность основного металлического изделия какого-либо другого металла. Данный способ позволяет восстановить изношенные элементы, увеличить размеры детали, а также наплавить материалы с более высокими параметрами крепости.
Использование метода наплавки многократно увеличивает период использования деталей, понижает себестоимость ремонта и уменьшает расходование материалов.



Необходимое оборудование
Для выполнения газовой сварки потребуется комплект оборудования. Рассмотрим его основные составляющие.

Водяной затвор
Представляет собой довольно простую и в то же время очень эффективную защиту трубы генератора газа и прочих рабочих элементов от огня в форме обратной тяги, идущей от горелки.
Очень важно, чтобы в затворе жидкость поддерживалась на уровне между горелкой и ацетиленовой трубкой.


Газовые баллоны
В зависимости от особенностей газа все баллоны могут окрашиваться в разные оттенки. Однако в этом случае действует правило: у них никогда не окрашивается верхняя часть – это позволяет избежать риска взаимодействия газа и эмали.
Ещё один нюанс в том, что на баллонах с ацетиленом нельзя устанавливать медные детали, поскольку при взаимодействии меди с газом повышен риск возникновения взрыва.


Шланги различного назначения
Эти приспособления выполняют сразу несколько функций — они используются для подачи нагретых жидкостей и газов. Обращаем внимание на то, что функционировать они должны строго под давлением — поэтому это не то же самое, что дачный шланг для полива участков, а серьёзные, прочные и надежные конструкционные элементы со своими особыми техническими параметрами.
Выделяют три типа шлангов:
- с красной полоской — используются для перемещения газов и жидкостей под рабочим давлением до 6 атм;
- с жёлтой полоской — служат для перемещения горючих жидкостей;
- с синей полоской — работают при давлении в пределах 20 атм.



Газовые горелки
Их смесители перемешивают пары жидкостей с газами. Могут выпускаться в широком ассортименте, подразделяются на инжекторные и безынжекторные.
Представленные модели могут иметь различные параметры мощности и другие технические особенности.


Редукторы
Незаменимые элементы там, где работа выполняется под действием высокого газового давления. Редукторы способствуют снижению давления газа, поступающего из баллона, они могут иметь прямое или обратное действие.
Самые современные модели производятся с серебрением, используют для перемещения сжиженного газа — подобные элементы не позволяют газосмеси замерзать при выведении из баллона.



Газовый пост
Это специализированный стол для проведения сварки. Оптимальным вариантом является столешница с опцией фиксации и переворачивания. Хороший пост обязательно дополнен вытяжной вентиляцией и надежной системой хранения рабочих инструментов сварщика.
Конструкция должна предусматривать соединительный рукав, колпаки, обратные клапаны, резиновые уплотнительные кольца, вентили, резак, зажигалку и основные комплектующие.
Все оборудование должно соответствовать требованиям ГОСТ.



Расходные материалы
Вопрос об использовании того или иного инертного газа очень важен, поэтому сделать правильный выбор можно, только зная об особенности каждого из них.
Кислород – активный газ, который характеризуется полным отсутствием какого-либо запаха и цвета в ходе газосварки. Берет на себя функцию катализатора всех процессов расплавления металла. Содержание кислорода в герметичных баллонах под высоким давлением — это очень непростое, но всё же выполнимое действие. Главное, точно соблюдать все требования техники безопасности в работе с этим газом. К примеру, важно избегать контакта с техническим маслом, поскольку это может вызвать возгорание.
В помещениях, где находятся газовые баллоны, не должно быть прямого ультрафиолетового света и источников тепла.
Кислород для выполнения сварки выделяют из обычного воздуха при помощи специального оборудования, по степени чистоты его разделяют на три категории:
- высший сорт — концентрация газа составляет 99,5%;
- первый сорт — от 99, 2%;
- второй сорт — от 98,5%.



Ацетилен – еще один популярный газ, используемый в газосварке, а также нарезке металлов. Как и кислород, он не имеет никакого аромата и оттенка, производится из воды и карбида кальция. Следует отметить, что ацетилен — довольно дорогой газ, но он имеет весомое преимущество в сравнении со всеми остальными расходными материалами. Оно связано с температурой горения, которая выше, чем у пропана или метана. Однако следует иметь в виду, что при длительном нагревании и постоянном повышенном давлении этот газ может взорваться.
Чтобы варить металл, нужен флюс, а также присадочная проволока — они нужны для создания сварочного шва. Перед работой присадочную проволоку нужно очистить от любых загрязнений и признаков ржавчины. Вместо проволоки можно использовать металлические полосы из того же материала, из которого выполнены заготовки под сварку.
Флюсы используются для защиты сварочной ванны от неблагоприятного действия внешних факторов. Обычно в ход идет борная кислота или бура. Флюс наносится на приваренные заготовки либо непосредственно на присадочную проволоку.
Он требуется для сварки всех типов металлов, кроме углеродистой стали. Особенно велика необходимость в этом расходном элементе при работе со сплавами меди и алюминия.
Газовая печь своими руками: правила и руководства по сборке теплогенераторов на газу

С какими проблемами часто сталкиваются владельцы бытовых построек: гаражей, хозблоков, банек, небольших бассейнов, летних кухонь? Ведь помимо проведения ряда коммуникаций необходимо разобраться с отоплением и обогревом. У тех, у кого изготовлена газовая печь своими руками, вопросы решаются просто и дешево.
Купить специальное оборудование для отопления может каждый. Однако его стоимость больно кусается. Не многие готовы тратить большие денежные суммы на устройство и установку системы отопления в такого рода помещениях.
Мы расскажем, как собственными руками собрать и запустить эффективный и недорогой генератор тепла в хозяйственных сооружениях. Предложенные нами самодельные конструкции, выполненные по заранее разработанным чертежам, отличаются простотой установки и дешевизной. Информация подтверждена практикой.
Подготовительные этапы работ
Если помещение не отапливается зимой, то одной из основных проблем является возникновение конденсата на внутренних поверхностях стен и на всех находящихся внутри предметах.
Это приводит к постепенному ржавлению металлических конструкций и повышению влажности внутри здания. Хранить вещи зимой в таких условиях становится невозможно, так как они будут портиться.

Некоторые автовладельцы применяют электрические обогреватели и самодельные дровяные печи для обогрева гаража. Однако такое решение впоследствии оказывается невыгодно: мощности электроприбора часто оказывается недостаточно, а электрические счетчик накручивает астрономические показатели.
Если ко всему прочему помещение не утеплено, то теплопотери увеличиваются в несколько раз. Тогда и обогреватель необходимо приобретать соответствующий — очень мощный и дорогой.
В таких случаях даже газовая печь может оказаться неспособной к поддержанию температуры хотя бы в 24 градуса по Цельсию. Поэтому хозяевам сначала следует заняться внешним и внутренним утеплением здания.
Лучше провести два вида утепления. Но каждый осуществляет процедуру, исходя из технических возможностей. Иногда отсутствует доступ к потолку или боковым стенам, например, если утепляется гараж.

Также необходимо учитывать и будущий обогрев постройки с помощью самодельной печки, работающей на газу. Настоятельно рекомендуется утеплять стены, потолок и полы огнеупорными материалами. Тогда помещение будет пожаростойким, а владелец избавит себя от лишних поводов для беспокойства. Стены из кирпича рекомендуется отштукатурить, а из металла —прогрунтовать и прокрасить.
После проведения всех мер по теплоизоляции эффективность отопления гаража заметно увеличится, а затраты на топливо будут гораздо меньшими.
Лучшим местом для размещения самодельной газовой печки является центр помещения. Если источник тепла не будет контактировать со стенами, то тепло не будет уходить через них и в здании создастся некая тепловая шапка.
Принцип работы тепловой шапки заключается в том, что сначала теплый воздух поднимается из центра помещения вверх к потолку. Там он сталкивается с холодным потоком воздуха и начинает уходить в стороны к стенам, где опять сталкивается с холодными потоками. В ходе такой циркуляции, теплые потоки постепенно заполнят все помещение и обогреют его.
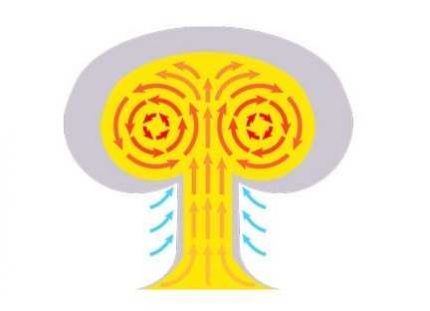
На изображении циркуляция теплого воздуха в помещении напомнила бы движение внутри схематической грибообразной фигуры. Положительный отопительный эффект добивается даже с применением слабых по мощности печей. Однако они должны образовывать интенсивный воздушный поток.
Достоинства и недостатки газовых печей
Рынок предлагает потребителям множество разнообразных энергоносителей. На современном этапе развития экономики одним из самых выгодных и эффективных вариантов топлива является газ.
Применение газа как источника питания для обогревающего оборудования выгодно тем, что его стоимость не бьет по карману потребителя. К тому же у газа высокий коэффициент полезного действия. Эксплуатация обогревающих устройств на газу отличается удобностью пользования, экономичностью и безопасностью.

При обустройстве газовой печи в помещении лучшим вариантом для владельцев будет ситуация, когда к зданию непосредственно подведен газопровод. Однако в современных реалиях это очень редкий случай. Многим придется приобретать газовые баллоны и другие емкости для хранения и подачи топлива к печи.
К преимуществам использования газовых печей относят:
- быстрый, эффективный и качественный обогрев помещения;
- мобильность и компактность газового оборудования;
- возможность быстрого перемещения печи в нужное место;
- независимость от государственных коммуникаций, перебоев в подаче электричества и многих других факторов.
Газовое оборудование, как и любое другое, имеет и свои недостатки. Однако они являются относительными и легко обходимыми.
К недостаткам относят:
- использование газа строго регламентировано нормативами;
- владельцам нежилых помещений придется получить ряд соглашений и разрешений в газовом хозяйстве и других государственных органах;
- составление необходимого проекта может обойтись в круглую сумму;
- использование сниженного и баллонного газа требует соблюдения мер безопасности.
Для того чтобы газовая печь выполняла свою функцию максимально эффективно в помещении необходимо наличие защитных экранов. Такие конструкции оснащаются отражающими поверхностями, благодаря которым теплый воздух не уходит, а отражается и обогревает всю площадь бокса.

Печи открытого горения требуют проектирования и монтирования вентиляционной системы и обеспечения увлажнения воздуха. Когда устройство сжигает кислород, воздух делается сухим. Это нередко приводит к головным болям и заболеваниям горла.
Самодельный обогреватель из газовой горелки
Самостоятельное изготовление печи на газу из металла или из других материалов осуществляется в соответствии с заранее разработанными схемами. Рассмотрим один из возможных вариантов самостоятельного поэтапного сбора газовой печки.

Для сборки потребуются следующие материалы и инструменты:
- ножницы по металлу и слесарный инструмент;
- лист металла толщиной от 0,5 мм до 1 мм;
- сетка рабица, которая будет использоваться в качестве решетки;
- металлическое сито подходящих размеров (можно бывшее в употреблении, но без значительных повреждений);
- газовая горелка с защитным клапаном, которую следует приобрести на строительным рынке;
- газовый баллон подходящего объема;
- арматура, толщиной примерно 10 мм, с помощью которой конструкция будет подсоединяться к баллону.
После сбора всех необходимых материалов приступают к непосредственному началу изготовления конструкции.
Сперва необходимо положить сито на приготовленный металлический лист и обвести его окружность карандашом. Затем размечаем развертку в виде прямоугольника. Ее длины должно хватить для того, чтобы обхватить сито и донышко металлической печки. Развертку нужно вырезать аккуратно и без неровностей.
Далее необходимо отметить места крепления газовой горелки, просверлить отверстия и зафиксировать горелку на задней части развертки. Детали соединяются между собой с помощью клепок и заранее сделанной небольшой отбортовкой.
На сито сверху с помощью заклепок прикрепляется просверленная пластина. На пластину нужно прикрепить металлическими пластинками сетку рабицу. Далее используя клепальник устанавливаются ножки подходящей длины.

Клапан горелки оснащается шлангом, прикрепленным с другого конца к газовому баллону. Пустив газ, необходимо проверить герметичность всех соединений. Это легко сделать с помощью мыльного раствора.
Такую установку также можно подключить к газовой трубе, выводящей продукты горения из квартиры. Однако в таком случае официально потребуется разрешение и согласование с ТСЖ, ЖК или ЖСК. Также необходимо будет провести систему вентиляции, а печь установить на отдельный фундамент. Еще потребуется докупить газовый счетчик.
При установке самодельной печи следует соблюсти все требуемые расстояния между различными поверхностями. Расстояние от печи до пола или стен из горючих материалов должно составлять определенные в нормативах величины.
При использовании большой печи владельцу помещения потребуется дополнительно провести дымоход. Если газовый прибор нужно установить на стену, то стена должна быть обязательно несущей. Установка газовых приборов на не несущие стены запрещена.

Перед непосредственным запуском оборудования необходимо убедиться в исправности работы вентиляции и в отсутствии газа в воздухе в помещении. Помимо тогда каждый раз после выключений техники следует перекрывать все краны и клапаны, как на газовом баллоне, так и на газовой печи.
Установленный на баллоне редуктор защитит его от обратного удара, а также дает возможность регулировать давление.
Обогреватель из газовой плитки
Для некоторых небольших помещений для обогрева оказывается достаточно использовать небольшой настольный обогреватель. Устройство собирается с применением четырехугольной плоской плитки, которая изначально оснащается решеткой.
Конструкция собирается путем подсоединения плитки к металлическому кожуху. Кожух оснащается камерой сгорания и вентилятором. Собрать такую установку самостоятельно не составляет труда.
В первую очередь нужно измерить длину и ширину будущего корпуса. При этом нужно основываться на размерах плитки. После изготовления кожуха его нужно зафиксировать планками-зацепами.
С одной стороны нужно сделать подвижную планку. Это легко делается с помощью пружины, которая крепится к подъемному рычагу. Эта мера в будущем обеспечит возможность снятия корпуса в случае нужды.

В данной конструкции заранее предусмотрена система вентилирования. Для ее устройства не нужно использовать какие-то необычные материалы. Достаточно будет подручного вентилятора. К примеру, от оконного кондиционера. Лопасти можно аккуратно подрезать и придать им необходимую форму и размер. Вентилятор крепится сзади корпуса.
Чтобы создать тягу внутри корпуса необходимо закрепить металлическую камеру сгорания. На поверхности камеры сгорания проделывается множество отверстий на малом расстоянии друг от друга.
Устройство эффективно обогревает помещения даже в зимнее время и имеет высокий коэффициент полезного действия. Если заранее утеплить помещение и установить отражатели, то такой обогреватель будет максимально эффективно выполнять свою задачу.
Тепловая газовая пушка
Тепловые газовые пушки отличаются большой мощностью и высоким уровнем выделяемой энергии. Обычно конструкция оснащается дымоходом.
Чтобы самостоятельно изготовить такое устройство потребуются следующие материалы:
- метровая труба диаметром 18 см;
- метровая труба диаметром 8 см;
- труба длиной 30 см и диаметром 8 см;
- металлические пластины для будущего крепления;
- металлический лист;
- газовая горелка, оснащенная пьезоподжигом;
- вентилятор осевой с круглым фланцем.
Помимо перечисленных материалов дополнительно потребуется обзавестись сварочным аппаратом, рулеткой и уровнем с двумя ампулами. Некоторые умельцы советуют использовать вместо труб старые баллоны от газа или от огнетушителя. Их дно и верхушка предварительно аккуратно срезаются болгаркой.
Если собрать все необходимые материалы и инструменты, то сборка газовой пушки займет не много времени.
Первым шагом будет сверление двух отверстий в первой трубе с диаметром 18 см. Они должны располагаться друг напротив друга, а их диаметры: 1 см и 8 см. Вторую метровую трубу с диаметром 8 см используют для изготовления камеры сгорания. Для этой цели понадобится около 30 см.

Крепежные пластины необходимо приварить к второй трубе. Также на этой трубе проделывается отверстие диаметром 1 см. После этого трубу нужно вставить внутрь первой трубы.
Следующий этап — это вырезание из металлического листа заглушки, которая будет использоваться в качестве перекрытия пространства между каркасом тепловой пушки и камерой сгорания.
Затем следует воспользоваться сварочным аппаратом и приварить трубу, из которой сделается камера сгорания, к внутреннему каркасу. После этого приваривается патрубок, через который будет выводиться горячий воздух, к отверстию диаметром 8 см. Далее приваривается заглушка.
Газовая горелка должна быть жестко и крепко установлена в камере. Необходимо проверить жесткость крепления. После этого через просверленные сантиметровые отверстия в двух трубах пропускается шланг. Затем в тепловой пушке крепится тепловентилятор. Спереди на камере необходимо установить дымоход.
Чтобы устройство не переворачивалось и устойчиво стояло на ровной поверхности нужно приварить ножки. Также можно включить фантазию и приделать колесики или другие детали для облегчения транспортировки конструкции.
Отапливать помещение тепловой газовой пушкой удобно и просто. К тому же это экономично. Однако всегда существует риск нарушения работы конструкции. Поэтому следует очень внимательно и вдумчиво подходить к процессу сборки устройства.
Газовый камин своими руками
Еще один удобный вариант отопления помещений — газовый камин. Покупка такого устройства обойдется в круглую сумму, хотя наиболее смекалистые могут самостоятельно собрать и обустроить в своем боксе камин без особо больших денежных вложений.
Такого рода камин может питаться как от непосредственно газовой трубы, так и от газового баллона.

Конструкция состоит из следующих основных элементов:
- обычная каминная топка или декоративная, украшающая помещение;
- корпус камина, изготавливаемый из огнеупорных металлов — чугуна или других сплавов;
- горелка, которая подает газ;
- система подачи газа.
После определения места, где будет устанавливаться конструкция, необходимо подготовить его для начала возведения кирпичной кладки. Должен быть прочный фундамент. Также нужно провести монтаж дымохода. После возведения камина его можно украсить разнообразными декоративными элементами по вкусу владельцев.
Камин укладывается только из огнеупорного вида кирпича. При возведении конструкции стоит позаботиться об обеспечении прохода к газовому вентилю. После того как внутренние элементы кладки установлены, а к газовой горелке подведена коммуникация, следует удостовериться в герметичности всей системы.
С помощью вентиля в будущем можно будет регулировать силу подачи газа и, следовательно, количество выделяемого тепла. Газовщики советуют поворачивать горелки вниз отверстиями — это обезопасит их от загрязнения и от попадания влаги.
Также горелку стоит укрепить защитными сетчатыми элементами. Это позволит снизить нагрузку на горелку от декоративного материала.

Внедрение некоторых современных устройств позволит немного автоматизировать работу камина. Так можно подключить систему контроля подачи газа, зависящую от уровня выделяемого тепла или систему автоматического отключения подачи газа. Все модификации в свободном доступе на рынке, а их приобретение зависит от желания и возможности владельцев.
Красивая декорация чаши камина производится с использованием разнообразных камней, стекла, керамики. Помимо внутренней декорации снаружи камин можно украсить кафелем или другим способом. Главное, чтобы это был огнеупорный материал.
Газовую печь несложно собрать самостоятельно своими руками. Для этого нужно придерживаться схемы конструкции и техники безопасности.

В первую очередь перед установкой газовой печи для обогрева помещения стоит провести ряд подготовительных мероприятий. Если не утеплить помещение, то даже самое мощное оборудование не даст серьезного результата. Поэтому важно провести процедуры внешнего и внутреннего утепления, а также обустроить отражающие поверхности.
Выводы и полезное видео по теме
Тепловая газовая пушка ручной работы:
Газовая печь, сделанная умельцем самостоятельно:
Самодельная газовая печь с корпусом из шамотного кирпича:
Для обогрева небольших удаленных нежилых помещений подойдет самодельный обогреватель из газовой горелки и обогреватель из газовой плитки. Чтобы обеспечить достаточным теплом помещения средней площади стоит подумать об установке тепловой газовой пушки или газового камина.
Все рассмотренные устройства могут работать как от газовых труб, подведенных к помещению, так и от газовых баллонов. Стоит помнить, что при подключении к газовой трубе необходимо установить счетчик и официально зарегистрировать процедуру в органах газового контроля. При устройстве самостоятельно сделанной конструкции эта процедура значительно усложнится.
Если использовать газовые баллоны, то можно эффективно отапливать свое помещение в зимний период времени. Важно помнить, что соблюдение техники безопасности — это залог успешной работы с любыми газовыми устройствами.





