Как делают фанеру?

- Особенности
- Основные виды прессового оборудования
- Технологический процесс изготовления
- Материалы
- Береза
- Ольха
- Липа
- Хвойные породы
- Склеивание
- Материалы
- Производители в России
Фанера без преувеличения может считаться одним из наиболее популярных и востребованных материалов во всем мире. Ее огромным преимуществом является то, что она прекрасно обрабатывается даже без сложного заводского оборудования – работать с ней может практически любой умелый хозяин. Следует знать об особенностях продукта и способах его производства.

Особенности
По неопытности многие люди думают, что фанера – это некий единый стандарт материала, но на самом деле она бывает разной в зависимости от способа производства и полезного предназначения. Этот материал классифицируется по типу обработки.
- ФК. Такие листы способны выдерживать воздействие влаги. Слои фанеры держатся вместе благодаря карбамидным клеям. Применение листов весьма широко: от подкладки под напольное покрытие в помещениях с высокой проходимостью до обшивки стен внутри зданий, производства мебели и ящиков.
- ФСФ. Разновидность материала с еще более высокой влагостойкостью, которая достигается благодаря клею на фенолформальдегидах. ФСФ – более надежный и долговечный продукт, который годится даже для кровельных работ.
- ФБС. Такая фанера изготавливается путем пропитки древесины специальной смолой, способной растворяться в спирте. Подобная обработка способствует не только улучшению влагостойких свойств листа, но и невосприимчивости к температурным перепадам. ФБС нельзя назвать негорючей, но огню она сопротивляется лучше, чем вышеописанные «родственники».
- ФБА. Отличный выбор для тех, кто заботится об экологии окружающей среды: в производстве применяется безопасный клей на альбумине и казеине. Естественные материалы, правда, создают заметный недостаток: такая фанера боится влаги.
- БВ. По всем характеристикам похожа на ФБС, но несколько уступает ей по показателям влагостойкости.
- ФОФ. Та же ФСФ, но оклеенная снаружи очень плотной бумагой, которая пропитана смолой.



А также фанерные листы классифицируют по наличию дефектов на шпоне, из которого сделан материал. Для этого используются римские цифры от I до IV, где I сорт – самый лучший и с минимальным количеством дефектов, а IV допускает сплошное покрытие изъянами при условии, что рельеф кромок не превышает 5 мм. При этом для облицовочных работ и в целях экономии многие производители делают одну сторону заметно более качественной и ровной, чем другую. В таком случае сорт указывается дробным числом, например, 2/4, где одна сторона II сорта, а другая имеет изъяны.

Основные виды прессового оборудования
Хотя обработка фанеры не требует большого количества сложного оборудования (и поэтому материал широко используется мастерами в домашних условиях), производство таких листов технологически намного сложнее. В процессе используется большое количество различного инструментария:
- станки для калибровки и очистки древесного сырья, различные обрезочные агрегаты, а иногда и специальные ванны, если древесину предварительно надо размягчить;


- автоматические станки для лущения, используемые для нарезки дерева на шпон;


- особые ножи, в том числе гильотинного типа, благодаря которым шпонная лента режется на фрагменты необходимой длины по размеру будущего листа, причем сегодняшние станки умеют не только резать, но и самостоятельно укладывать такие куски в штабеля;

- сушилка тоннельного типа – необходима для того, чтобы древесный шпон высох правильно, не деформируясь в процессе сушки;


- агрегат для производства клея, который в большинстве современных модификаций не только замешивает адгезив, но и сам наносит его на поверхность шпона;

- склеивающие станки – производят выравнивание шпона по габаритам и форме будущего листа, последовательно промазывают слои клеем и накладывают их друг на друга;

- прессовальные станки – на большинстве производств отдельно применяются горячий и холодный пресс;

- оборудование для подгонки по форме – позволяет убрать лишнее, чтобы почти готовый лист полностью соответствовал заявленной длине и ширине;

- различное оборудование для возможной последующей обработки – используется только в том случае, если требуется какой-то необычный лист, например, перфорированный или особенного цвета.

Технологический процесс изготовления
Технология производства фанеры состоит из многих последовательных шагов, которые, можно осилить усилиями сравнительно небольшого предприятия. Рассмотрим детальнее, как округлые и относительно тонкие бревна превращаются в плоские листы довольно крупного размера.

Материалы
Фанерное сырье имеет далеко не последнее значение в вопросе о том, насколько качественным получится лист. Каждый используемый сорт древесины имеет собственные эксплуатационные характеристики, поэтому из разного дерева изготавливают различный материал.
Фанера производится как из лиственных, так и из хвойных пород, некоторые виды дерева применяют чаще всего.


Береза
Пожалуй, оптимальное решение для производства фанерных листов – не зря многих производителей хвалят именно за березовую продукцию. Такая древесина очень плотная и прочная, у нее даже тонкий шпон не ломается и не трескается.
Благодаря этим свойствам получившаяся фанерная плита намного меньше растрескивается при любой обработке, ее можно резать и сверлить без риска испортить.

Ольха
Если материал планируется к использованию на улице, и он неизбежно будет подвергаться регулярному воздействию большого количества влаги и перепадам температур, то шпон из ольхи, отлично противостоящий усыханию, будет как нельзя кстати. Такое сырье не деформируется, невзирая ни на какие погодные условия. При этом древесина ольхи стоит довольно дорого, потому фанеру из нее в чистом виде практически не встретишь.
Она присутствует в виде добавки к фанере, изготовленной из более дешевых пород дерева.

Такая древесина хороша тем, что встречается довольно часто даже в тех регионах, где нет густых лесов, при этом липовый шпон по своим свойствам похож на разновидности, которые описаны выше.
Липовое бревно сравнительно легко резать на шпон – листы получаются ровными и аккуратными, они не трескаются и не загибаются.

Хвойные породы
Среди представителей хвойных наиболее подходящими для производства фанерных листов считаются самые распространенные сосна и ель, хотя иногда используются также пихта, кедр и лиственница. Если говорить о качестве древесины, то хвойные сорта обычно критикуются: у бревен годичные кольца отличаются неоднородностью, поэтому шпон часто трескается и лущится неровно, чем особенно «грешит» сосна. Такая структура фанеры предсказуемо делает ее менее прочной, однако продукт все равно привлекателен в тех случаях, когда на конструкции не предвидится большой нагрузки. Эта фанера весит намного меньше, и ее проще транспортировать.
Кроме того, стволы хвойных деревьев от природы пропитаны различными смолами, которые отпугивают вредителей и предотвращают появление плесени.

У каждого сорта древесины есть как преимущества, так и недостатки. Чтобы решить проблему, многие современные производители делают один лист из нескольких пород древесины, перемежая слои шпона.
Склеивание
Предприятие полного цикла редко закупает шпон с целью только склеивать его – переработка начинается с бревен. В первую очередь такое сырье на специальной автоматизированной линии проходит очистку от коры и обрезку сучков. После этого ствол разрезается на фрагменты, удобные для последующего шпонирования.
В процессе доставки древесина может приобрести неодинаковую влажность, и шпон будет нарезаться неравномерно. Чтобы избежать проблемы, куски дерева вымачивают в ваннах с водой, к которой добавляют вещества, улучшающие полезные свойства древесины. После этого куски отправляются на лущильный станок, где острыми лезвиями с их поверхности снимается шпон.


Шпон в большинстве случаев имеет вид либо ленты, либо листов. В таком виде его раскраивают на фрагменты, удобные для формирования изделий запланированного размера. Уже обрезанным шпон проходит по специальному конвейеру, где обдувается горячим воздухом и приобретает уровень влажности не более 4–6%. После этого, чаще всего вручную, производится сортировка шпона по размеру кусков.
Затем переходят непосредственно к склеиванию. Клеящее вещество наносится только на тот слой, который будет внутри толщи листа, его «облицовка» накладывается сверху, не будучи смазанной клеем. В зависимости от того, какая толщина изделия требуется, производитель может добавлять больше наружных слоев, но при этом клеем всегда промазывается тот, который на следующем этапе будет сердцевиной.
Для дальнейшего уплотнения материала его прессуют. Способ прессования зависит от типа использованного клея: это либо 6 часов при стабильной температуре (холодный пресс), либо быстрое сжатие с нагревом и высоким давлением (горячий пресс). Ламинирование и шлифовка завершают процесс производства.


Производители в России
Фанера остается достойным конкурентом пластиковым панелям, и при этом пользуется широким покупательским спросом. Многие характеристики материала напрямую зависят от добросовестности производителя. Так, фанера из азиатских стран на российских рынках не пользуется особой популярностью, так как она низкокачественная.
Процесс изготовления продукта сравнительно прост, а Россия – именно та страна, где недостатка в основном сырье в виде древесины не наблюдается, поэтому фанеру мы активно производим сами. Чтобы читатель понимал, на чей товар стоит обратить особое внимание, выделим несколько наиболее популярных фабрик.
- Сыктывкарский фанерный завод. Республика Коми – один из наиболее ярких примеров российского региона с огромным количеством лесов, потому неудивительно, что здесь делают качественную фанеру. У данного производителя есть собственный сегмент товара, из которого он предпочитает не выбиваться, а именно: фанерные листы крупного формата, которые активно закупаются производителями мебели.
На заводе понимают, что с их продукцией будут работать не только крупные фабрики, поэтому часть фанеры намеренно ламинируют.

- ОГК «Свеза». Группа включает 6 компаний, которые вместе способны обеспечить потребителю широчайший ассортимент различной древесной продукции, да еще и в разных регионах нашей необъятной страны.
В модельных рядах фанеры можно подобрать листы для любых нужд, но особенно высоко мастера ценят березовую фанеру «Свеза».

- ГК «Юнайтед Панел Груп». Еще одно объединение компаний, занимающееся массированными поставками продукции деревообрабатывающей промышленности на рынок. Благодаря масштабности производства может предложить на выбор покупателю огромное количество разных вариантов листа: среди стандартов присутствуют 27 форматов и 3 десятка решений по толщине.
Как и в случае с предыдущим производителем, главная специализация фирмы – листы, выполненные из березового шпона, но высоко ценится также и ламинированная фанера этой марки.

Видеообзор процесса производства фанеры вы можете посмотреть ниже.
Производство фанеры
Производство фанеры для строительства или изготовления мебели как бизнес-проект привлекает высокой рентабельностью и быстрым возвратом вложенных средств. Сама технология позволяет сделать фанеру высокого качества из доступного сырья. При правильно налаженном производственном процессе в короткие сроки можно освоить выпуск продукции отвечающей всем условия ГОСТ, предложив потребителям широкий ассортимент продукции.

Разновидности фанеры
Классифицировать этот материал можно по нескольким признакам. Одной из классификаций выступает разделение по типу обработки. Основой материала выступает древесный шпон толщиной 1-1,4 мм. В процессе изготовления фанеры на шпон наносится слой клеевого состава, а далее происходит процесс склеивания листов между собой. В зависимости от того какой состав имеет клей и производится классификация по типу обработки:
- ФК – наиболее распространенный вид фанеры. При склеивании применяются клеи на карбамидной основе.
- ФСФ – для этого типа плит используется фенолформальдегидный клей. Этот материал отличается высокой прочностью и влагостойкостью.
- ФБС – для этого материала применяется бакелитовый клей. Этот тип фанеры выдерживает большие нагрузки и не меняет форму при колебании температуры.
- ФБА – шпон в этом виде материала склеивается при помощи альбуминно-казеинового клея. Это самый экологически чистый материал. Единственный недостаток он боится влаги.
- БВ – фанера, для склеивания которой применяется водорастворимый бакелитовый клей. При всех положительных качествах, этот сорт боится влаги.
- ФОФ – пласты шпона склеиваются при помощи формальдегидной смолы, при этом имеют высококачественную облицовку с одной или с двух сторон. Этот вид имеет очень высокую плотность и прочность.

Есть еще одна классификация этого материала. Независимо от типа фанеры она делится на четыре сорта:
- Сорт первый – минимальное количество изъянов на поверхности. Вся поверхность однородная без сучков и трещин.
- Сорт второй – на поверхности допускается незначительное коробление, трещины. Во внутренних и в наружных слоях допускается наличие вставок в местах сучков и червоточин.
- Сорт третий – может иметь видимые дефекты со вставками. Допускается наличие червоточин до 6 мм.
- Сорт четвертый – возможно наличие множества дефектов, к тому же допускается неровность кромок краев листов с разницей до 5 мм.
Технология производства фанеры
Технология производства фанеры сегодня подразумевает минимальное использование ручного труда. Большинство операций в технологическом процессе проводится станками и роботизированными линиями. Но, даже при таком высоком уровне развития оборудования для производства фанеры без профессиональных кадров не обойтись.
Самые ответственные операции в процессе производства – отбор древесины, выбраковка, подбор качественного шпона проводится вручную. А вот среди необходимого оборудования для производства фанеры должны быть:
- окорочной станок;
- ванна для замачивания заготовок;
- лущильный станок;
- гильотина;
- туннельная сушилка;
- станок для нанесения клея;
- линия для склеивания;
- прессы для холодного и горячего склеивания;
- форматно-раскроечный станок;
- шлифовальная установка.

Это далеко не полный перечень оборудования для производства. Для расширения ассортимента продукции в перечень оборудования можно включить и станок лазерной резки материала, и станок для фасонной формовки изделий.
Заготовка древесины для получения фанеры
Для получения продукции самого высокого качества требуется отбор самого качественного сырья. Лучшим сырьем считается липа и береза. Из лиственных пород получается продукция среднего качества. А вот из хвойных обычно получается продукт самого низкого качества, используемый в строительстве как технологический материал для опалубки или возведения временных конструкций.
Перед тем как поступить на лущильный станок, древесина сначала пропаривается или погружается в бассейн с горячей водой. Это необходимо для того, чтобы из дерева были удалены смолы и деготь, а сами волокна стали более пластичными.
Процедура изготовления и отделки шпона
После пропаривания, заготовки поступают на лущильный станок. Здесь бревно зажимается как в токарном станке в двух центрах, и начинает вращение вокруг оси. Нож шириной во всю длину бревна начинает снимать шпон. Эта процедура напоминает разматывание рулона бумаги. Только вместо бумаги получается полотно из шпона толщиной 1-1,4 мм. В изготовлении фанеры высокого качества необходимо чтобы шпон был одной толщины по всей длине отрезка.

Технологический процесс производства
Следующим технологическим процессом производства выступает проверка целостности шпона. При обнаружении дефектов, таких как сучки или червоточины, они на специальном станке удаляются, а вместо них устанавливается заплата. С этого момента оборудование для производства фанеры практически исключает ручной труд, все остальные операции выполняются станками. Первым этапом идет сушка в туннельной сушилке. Листы, проходя по конвейеру обдуваются горячим воздухом, на выходе влажность древесины должна быть не больше чем 4%.
Склеивание
Из полученного шпона дальше идет формирование массы фанеры. В зависимости от типа клеевого состава осуществляется склеивание слоев в определенном порядке – при использовании натуральных составов клеем покрываются только четные слои шпона. Для конструкционных и влагостойких типов фанеры применяются синтетические типы клея. Здесь клей наносится на все слои шпона. Нанесение клеевого состава при изготовлении фанеры производится при помощи специального станка, здесь клей наносится ровным слоем по всей поверхности листа.
Машина-автомат самостоятельно склеивает полотна шпона, чередуя слои так, чтобы волокна соседних слоев были взаимно перпендикулярны. Это обязательное условие получения качественной продукции.
Холодное склеивание или термическая обработка под давлением
В зависимости от используемой рецептуры клея изготовление фанеры осуществляется с помощью технологии холодной или горячей (термической) обработки под давлением.
При холодной технологии склеивания полотна шпона склеиваются и помещаются под пресс при обычной температуре. Через 6-8 часов находясь под прессом, клей надежно соединяет пласты.
При горячей технологии склеивания слои шпона с нанесенным составом помещаются под горячий пресс. Здесь высыхание клея осуществляется при температуре 60-80 градусов.
Нанесение покрытия
Производить фанеру можно только из высококачественного материала.
Для нанесения декоративного или специального покрытия применяются различные технологии и материалы. Чаще всего гладкое защитное покрытие наносится в виде слоя пластика. Лист полимерного материала приклеивается на поверхность при помощи клея на основе синтетической смолы. Для получения поверхности с определенной текстурой применяется технология горячего тиснения, когда слой смолы наносится на фанерный лист, а после этого во время просушивания осуществляет тиснение нужного рисунка на поверхности.

Особенности производства разных видов фанеры
Применение той или иной технологии производства позволяет получить материал с заранее определенными техническими параметрами. Производство материала для устройства опалубки или временных сооружений возможно из любого сырья. А вот для судостроения или изготовления корпусов легких самолетов требуется бакелитовая фанера, которая по своим физическим и механическим свойствам не уступает алюминию. Для этого используется только высококачественная липа или береза, с минимальным количеством сучков. Процесс склеивания и сушки листов осуществляется при жестком контроле температуры и влажности.
Несмотря на кажущуюся сложность технологии производства фанеры это на сегодняшний день один из самых прибыльных видов бизнеса в деревообработке. Имея даже минимальный парк станков и оборудования, можно построить производство способное выпускать конкурентную продукцию и приносящую стабильную прибыль.
Подробнейшая технология производства фанеры


Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака! Сегодня я расскажу вам про то как должна быть организована технология производства фанеры.
Сырье для производства фанеры
Сегодня мы познакомимся с получением фанеры, мы обойдем это производство от поставки сырья и до отправки готовой фанеры потребителям. Не знаю почему, но про подготовку сырья все молчат, и это является среди специалистов как бы секретом, о котором я и расскажу!
Сырьем для производства фанеры могут быть хвойные и лиственные породы древесины, но наверное самым распространенным является береза. Свое первое место береза получила из за достаточной дешевизны и хорошей прочности.
За счет прочности толщину готовой фанеры из березы можно делать меньше чем к примеру из ели. Из недостатков березового сырья можно отметить повышенный износ ножей из за твердости, большое количество кривизны, наличие ядра древесины березы.
Производство фанеры
Технология производства фанеры начинается с приемки круглого леса. На участке приемки контролируется качество приходящего сырья, контролируется соответствие объемов заявленных поставщиком, контролируется правильное складирование и хранение древесины.

Поступающее сырье окаривается и сортируется. Чем мягче древесина и менее загрязнена, тем больше продолжительность работы инструмента как при окорке, так и при лущении. Отличительной особенностью сырья для фанеры из березы является сначала ГТО (гидротермическая обработка древесины), а затем уже окорка, в то время как мягкие хвойные породы древесины окариваются без предварительной подготовки. Отделившаяся в процессе окорки кора может быть использована для нужд производства к примеру в котельных. Умные японцы придумали свой способ утилизации коры, подробнее тут.
Следующей операцией после сортировки является раскрой на чураки из которых будет получаться шпон. В процессе этой операции могут быть вырезаны дефекты древесины из хлыста, к примеру небольшой полуметровый участок гнили или участок на котором находится огромный сучок.

Далее из чураков происходит лущение шпона. Как было сказано выше мягкие хвойные породы древесины допускаются к данной операции без пропаривания, более твердые породы необходимо пропаривать. После лущения шпон необходимо высушить, затем рассортировать.
Часть шпона поступает на формирование пакетов фанеры, часть на ремонт, где он склеивается в ребро, из шпона вырезаются сучки и ставятся заплатки — данная операция называется починкой.

В процессе лущения шпона образуются дефекты, вот основные из них:
- Неравномерная толщина шпона по длине шпона.
- Неравномерная толщина по ширине шпона.
- Ворсистость, мшистая поверхность шпона.
- Шероховатость шпона.
- Трещины.
- Слабый, раздавленный шпон.
- Рифленая поверхность шпона.
- Царапины и риски на шпоне.
- Криволинейность кромок ленты шпона.

Сушка, сортировка, ребросклеивание и починка шпона.
После ремонта шпона, его также отправляют на формирование пакетов. Сформированные пакеты прессуют. Прессование фанеры в отличии от дсп может быть организованно как на карбамидоформальдегидной (подробнее о смоле тут) так и на фенолформальдегидной смоле. Температура прессования фанеры от 130 до 170 градусов Цельсия.

Прессованную фанеру обрезают в формат и шлифуют. Затем в зависимости от функций которые будет выполнять фанера, ее могут ламинировать.
Видео в тему
На закуску очень интересное видео о технологии производства фанеры:
Помощь
Если статью читают специалисты, то более глубокие знания о изготовлении фанеры можно получить у меня, если обратиться за консультацией.
Кроме этого могу организовать поставку оборудования и продать ваше оборудование.
Часто производители фанеры ставят на своем производстве собственное производство по варке смолы. Это позволяет снизить себестоимость смолы на 3 — 6 рублей. Я написал в своей новой книге как все это организовать, дал очень подробную информацию как сварить смолу и какое оборудование для этого нужно. Смола подходит как для фанеры, так и для других древесных плит и даже для бруса из опилок. Подробнее о книге в разделе «КНИГИ».
Как в заводских условиях делают фанеру?
Сфера применения
Фанера – это строительный материал в форме многослойной плиты, созданный через склеивание слоями лущеного шпона с использованием дополнительных фиксирующих компонентов. Для производства конструкций применяют плиту с разным количеством слоев, склеенных по определенному принципу.

Предел прочности фанеры на изгиб
- Для конструирования больших и маленьких летательных аппаратов.
- Для строительства конструкций разных размеров.
- Во всех направлениях производства мебели.
- В производстве облицовочных материалов.
- В производстве строительных материалов.
- В создании музыкальных инструментов.
- Как основу рекламных щитов.
- Для установки опалубки.
- В производстве тары.
- И в других сферах.
Какая фанера подходит для полов по лагам
Как делают натяжные потолки
Перед началом обустройства полов из фанеры по лагам, следует четко представлять, какой именно пол вам нужно сделать: черновой или чистовой. Выбирать материал необходимо с учетом таких параметров:
Тип основания. Бетон имеет высокую теплопроводимость, листами толщиной от 15 мм можно снизить потери тепла. А толщина фанеры для пола по лагам, если это черновой вариант, подойдет и 12 мм. Вид помещений. Для жилых рекомендуется сорт ФК, он наиболее экологичен. Толщина листа. Если фанеру нужно стелить на лаги, необходимо правильно определиться с толщиной диска, от нее зависит срок эксплуатации черного пола
Но здесь важно не перегнуть палку: чем толще доска, тем больше масса настила, а это дополнительная нагрузка на конструкцию лаг.
Разновидности фанеры
Сегодня на фабриках производят продукцию, отличающуюся по технологическим и конструктивным признакам в зависимости от сферы применения. Она имеет разную внутреннюю структуру, которая определяет ее эксплуатационные качества.
Характеристика фанеры
- Шлифованная и не шлифованная.
- Профилированная фанера.
- Общего назначения.
- Бакелизированная.
- Ламинированная.
- Армированная.
- Облицовочная.
- Строительная.
- Авиационная.
- Водостойкая.
В зависимости от качества шпона наружного слоя, фанера делиться на 5 сортов: А/АВ, АВ/В, В/ВВ, ВВ/С, С/С.
Цены на фанеру ФСФ 4/4
| Назание продукта | Цена товара |
| Фанера 6 мм береза ФСФ сорт 4/4 1220х2440 мм | 725,00 руб |
| Фанера 9 мм береза ФСФ сорт 4/4 1220х2440 мм | 918,00 руб |
| Фанера 12 мм береза ФСФ сорт 4/4 1220х2440 мм | 1 107,00 руб |
| Фанера 15 мм береза ФСФ сорт 4/4 1220х2440 мм | 1 278,00 руб |
| Фанера 18 мм береза ФСФ сорт 4/4 1220х2440 мм | 1 385,00 руб |
| Фанера 21 мм береза ФСФ сорт 4/4 1220х2440 мм | 1 758,00 руб |
Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры
Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Древесина должна иметь одинаковую влажность. Это необходимо для сохранения целостности структуры будущей плиты и избегания проблем на этапе производства. Перед лущением, все заготовки на продолжительное время замачивают в теплой воде, тем самым выравнивают их общую влажность.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
Шпон для производства фанеры
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.
Цех по производству фанеры
Как изготовить фанеру своими руками
Для производства фанеры берется древесный шпон мягких и твердых пород деревьев. Быстро и аккуратно снять шпон (тонкий верхний слой толщиной 0,5-3 мм) позволяет метод лущения. При этой технологии обработка поверхности лесоматериала представляет срезание древесины по спирали. Данный метод дает возможность получить довольно большие пласты шпона, что очень удобно в дальнейшей работе. Из-за малой глубины среза на шпоне нет четко выраженного рисунка древесной текстуры, а потому он имеет светлый окрас.
Технологический процесс производства
Технологический процесс изготовления фанеры происходит в несколько этапов.
Склеивание
На специально оборудованных столах располагают листы шпона одинакового размера. Их поверхность очищают от древесной пыли и мелкого мусора, чтобы при склеивании не создавалось лишних бугорков. Далее, собирают и группируют по размерам в стопки для будущей склейки каждой плиты.
Вначале изготавливается хвойная фанера, как внутренний слой и будущий каркас. На первый лист наноситься влагостойкий клей, бакелитовая пленка или смола. Сверху его прижимают следующим листом шпона в результате получается своеобразный бутерброд. Процесс могут повторять до получения 3 и более слоев. Вся работа проводиться в хорошо проветриваемых помещениях из-за повышенной токсичности некоторых веществ в составе клея.
Часто, количество слоев увеличивают для повышения прочности. Например, такой способ применяют во время производства строительной фанеры.
Процесс склеивания фанеры
При склеивании волокна древесины каждого нового слоя стараются располагать перпендикулярно предыдущему, что в несколько раз увеличивает прочность будущей конструкции. Если слоев в плите четное количество, это значит, что направление внутренних волокон древесины расположено параллельно друг к другу. Для получения широких полноформатных листов используют способ ребросклеивания по продольным кромкам.
В случае обнаружения поврежденных участков на листах, их вырезают и заменяют специальными заранее подготовленными заплатками. Поврежденный шпон, стараются использовать для создания внутренних слоев фанеры.
Иногда на спиле листа можно увидеть резкие изменения цвета волокон с черными включениями. Это говорит о том, что производитель экономил на закупке качественной древесины, использовал подгнившее второсортное сырье или нарушил технологический процесс изготовления продукции. Такая плита редко когда выдерживает требуемые нагрузки и через непродолжительное время может разрушиться.
Холодное склеивание или термическая обработка под давлением
Первый способ – при холодном склеивании лист фанеры помещают в пресс и оставляют его там при комнатной температуре на 6 часов. После застывания, его отправляют на этап просушки.
Второй способ – готовые тщательно склеенные листы направляют под термопресс, где с давлением и высокой температурой соединения набирают окончательную прочность.
Процесс прессования фанеры
Нанесение покрытия
В отдельном цеху поверхность шлифуют и наносят разнообразные покрытия. Для этого используют всевозможные лаки, краски или готовые наклейки с изображениями.
В зависимости от покрытия фанеру разделяют:
- На облицовочную – состоит из нескольких слоев лущеного шпона. Имеет облицовочное покрытие с одной или с двух сторон.
- Ламинированную фанеру – покрытие чаще всего имитирует древесную структуру.
- Шлифованную и не шлифованную – на поверхности создаётся специфическая текстура.
Облицовка фанерой
Особенности производства разных видов фанеры
Бакелизированная фанера – имеет увеличенную прочность структуры. Эффект достигается пропитыванием листов шпона бакелитовой смолой с дальнейшим спрессовыванием, под высоким давлением с температурой 270 °C.
Водостойкая – для производства используется водостойкий фенолоформальдегидный или карбамидоформальдегидный клей.
Профилированная – имеет сложную волнообразную структуру волокон для увеличения продольной прочности.
Армированная – внутри размещают слой, который придает дополнительную прочность будущей плиты, вставка может быть металлопластиковой, стекловолоконной или в форме металлической сетки.
Авиационная фанера – производиться из березового шпона (один из самых легких материалов). Ее могут применять в авиастроении и создании легких конструкций.
Упаковка
Готовая продукция в зависимости от размера и пожеланий заказчика, упаковывается в различные влагозащитные материалы и коробки.
Производство фанеры не требует больших денежных вложений на закупку оборудования и запуск процесса производства. Принцип технологического процесса простой и малозатратный, потому начать свой бизнес по силе каждому предпринимателю.
Общая технология изготовления
Лист фанеры представляет собой разновидность неоднородного древесного материала. Только в качестве основы используется тонколистный шпон, накладываемый друг на друга под высоким давлением пресса. Собственно, весь процесс можно разделить на три основных этапа – подготовка древесины, ее переработка и склейка. Также на разных производствах могут включаться дополнительные этапы, улучшающие или модифицирующие те или иные качества заготовок или готовых изделий. Например, современные технологии изготовления фанеры предусматривают многократную пропитку структуры шпона с целью придания ему огнеупорных и морозостойких качеств
Это особенно важно, если в дальнейшем фанера будет использоваться в строительстве крыши. После производства данного материала также остается немало отходов (в основном после лущения), которые могут расходоваться в процессе изготовления древесностружечных плит
Производство фанеры
Фанера это многослойный строительный материал, изготавливается путём склеивания специально подготовленного шпона.
Место, где производят фанеру, фанерный завод, называют ещё и “биржей”. Только в обороте здесь не ценные бумаги и валюта, а брёвна. Берёза, сосна, ель.
Вот они как раз и являются ценностью. Укрывают их в том числе и от солнечного света — чтобы ультрафиолетовые лучи не высушивали торцы брёвен.
Возьмем, для примера, берёзу — фанера из неё получается самой прочной.
На завод дерево попадает в виде распиленных на равные части брёвен — чураков. Из них формируют нечто вроде вязанки, «перевязанных» массивными металлическими цепями.

Эту огромную “вязанку” осторожно перемещают в бассейн с очень горячей водой. Здесь древесину основательно пропаривают.


При этом на поверхности дерева появляется бурая пена. Это — деготь, который выделяет береза. Он защищает дерево от гниения. А также используется при изготовлении знаменитой “мази Вишневского”.


Через несколько часов почерневшие брёвна выгружают из бассейна и оставляют на воздухе, чтобы выровнять температуру чурака — тепло должно переместиться от коры к самой сердцевине.
Берёза — порода настолько плотная и тяжелая, что даже тонет в воде. Но если древесину распарить — она станет мягкой и пластичной.
После распаривания чурак направляется на лущильный станок. Здесь брёвна вращаются вокруг своей оси, а лущильный нож срезает с них кору и снимает с древесины широкую стружку, двигаясь по архимедовой спирали.


Небольшой экскурс в историю: В году Архимед вывел формулу идеальной спирали — она должна вращаться вокруг точки, с каждым новым витком приближаясь к ней на одинаковое расстояние.
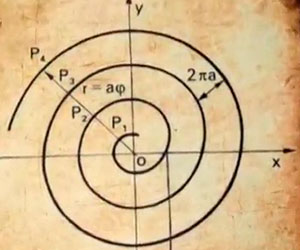

Похожим принципом пользуется паук, когда плетет свою паутину.
Архимедова спираль позволяет срезать с бревна идеально ровный слой древесины. Можно сравнить это с заточкой деревянного карандаша. Карандаш — это ствол дерева, а канцелярская точилка — лущильный нож. Процесс лущения выглядит почти так же, как заточка карандаша. Правда стружка срезается не с кончика, а со всего цилиндра. Эта стружка, снятая с бревна, и называется шпоном.
Длина шпона, снятая с одного чурака, может достигать метров. время шпон всё ещё остается влажным и теплым. Потому, что если бревно не пропаривать, драгоценная стружка при лущении будет рваться и ломаться. Самый тонкий шпон в мире делают только из Российской березы — толщиной всего в 1 мм.

В Америке, например, где березы почти нет, фанеру делают из сосны и пихты. В Китая — из тополя. А из такой мягкой хвойной древесины тонкого шпона не получается.
Снятую стружку раскраивают на гильотине и отправляют в газовую сушилку. Потоки горячего воздуха выгоняют из древесины лишнюю влагу, чтобы будущая фанера не расслаивалась и не пузырилась.
Кстати, разбить рукой обычный тонкий фанерный лист очень сложно. И под силу очень немногим большим мастерам (искусство разбивания твёрдых предметов). Если деревянная доска ломается за счет разрушения структуры волокон древесины под действием механической энергии удара, то тонкий лист фанеры эту энергию не просто поглощает, а возвращает мощь удара.
Устранение дефектов шпона
Если на древесине остался след от сучка — березовый шпон отправляют на починочный станок. Машина вырубает дефект и одновременно ставит на его место заплатку.


Теперь — ключевой момент. Сборка фанеры. Для листа толщиной 1 см. нужно склеить 7 слоев шпона. Такой способ склеивания фанеры из нескольких листов в конце века называли “Русским”. Раньше для склеивания использовали состав на основе казеина — молочного белка. Его получали из молока и сыра. Казеиновая фанера была прочной, но сильно впитывала влагу и промокала.
Сегодня шпон склеивают с помощью формальдегидной смолы — благодаря ей фанера становится влагостойкой. Обычная мука делает смолу гуще, а древесину прочнее. Мел не позволяет клею проникать на поверхность и портить товарный вид.
У фанеры всегда нечетное число слоев. Клеем пропитываются лишь четные листы шпона, которые при сборке чередуются с сухими нечетными. Но самое главное — все слои взаимно перпендикулярны. Именно это делает фанеру такой прочной. У одного листа шпона волокна расположены вдоль. У следующего — поперек. Слой за слоем фанера увеличивает ударную вязкость — способность поглощать механическую энергию. Перекрестное расположение листов делает древесину устойчивой к деформации.

Собранные в пакеты слои шпона на несколько минут отправляют в холодный пресс, где сухие и проклеенные листы схватываются друг с другом. Это — подготовительный этап перед горячим прессованием. Каждый лист будущей фанеры загружают в подъемник, который транспортирует их в пролетный горячий пресс. На каждом его этаже размещается фанерный полуфабрикат. Под большим давлением шпон накрепко склеивается друг с другом. высокой температуры клей даже кипит, а фанера испускает горячий пар. Всего за 10 минут бутерброд из тончайшей березовой стружки и клея превращается в сверхпрочный материал, который в течение суток будет остывать. За это время завершится процесс полимеризации клея.

Теперь остается лишь обрезать неровные края шпона и придать изделию привычный вид. Сложно поверить, что на самом деле обычная фанера — уникальный сверхпрочный материал.


Бакелитовая фанера
Оказывается, из обычной древесины можно сделать еще нечто более прочное! Например — пластик. Его называют бакелитовой фанерой. Или — . Она настолько прочная, что может заменить бронзу. Из бакелитовой фанеры делают подшипники скольжения и бесшумные зубчатые передачи. сопротивляется любому виду деформации, не скалывается, не ломается и не растягивается.
Прочным, как цветные металлы, дерево становится благодаря бакелитовому лаку. Он делает материал почти неуязвимым. Им можно пользоваться даже под водой. Обычный березовый шпон покрывается лаком с обеих сторон и отправляется в сушилку. Здесь при температуре в 100 градусов он полностью впитывается в древесину. у древесного пластика лаком пропитан каждый лист шпона. Пласты разделяют металлическими листами и отправляют под пресс. Он часами сжимает при давлении в 6 раз большем, чем при изготовлении обычной фанеры. Количество слоев у древесного пластика доходит до сотни.
Из легкой и сверх прочной делали фюзеляжи и крылья летательных аппаратов. Среди них есть первый цельно деревянный Советский истребитель по прозвищу «Рояль» и немецкая ракета класса времен рейха.
Другие статьи

История появления фанеры
Первые фанерные листы были созданы еще в Древнем Египте. Произошло это примерно в 15 веке до н.э. Археологами был найден небольшой ларец из кедра, оклеенный пластинками черного дерева.
Предельные отклонения размеров листов фанеры
Часто можно услышать вопрос: “На сколько точные размеры имеет продаваемая нами фанера?”
Для ответа на этот вопрос мы публикуем таблицу с предельными отклонениями размеров листов фанеры.

Сорт вагонки
Согласно ГОСТ 2695-83, вагонка имеет 3 сорта: сорт А, сорт Б и сорт В.
Как в заводских условиях изготавливают фанеру

Россия всегда славилась лесам, и древесина, как стройматериал, всегда была на первом месте. Не последнюю роль в жилищном строительстве играет фанера, изготавливать которую сложнее, чем формировать заготовки из бревен путем распиловки.
Особенности изготовления
Промышленное производство фанеры на деревообрабатывающих предприятиях проходит в несколько этапов:
- Так как шпон для нее делают в основном из березы, бревна этой породы дерева спиливают и доставляют на пилораму для дальнейшей калибровки, механической обработки на лущильных станках. Кроме хвойных пород (береза, липа, ольха) для изготовления более дешевых сортов используют хвойные породы – сосну, ель.
- Перед распиловкой бревна на несколько суток замачивают в теплой воде, в которую добавляют специальные вещества, улучшающие эксплуатационные характеристики древесины. Это нужно для облегчения процесса пиления бревна на тонкие пластины или ленты, из которых будет склеиваться лист. Размеры пластин должны соответствовать габаритам будущих листов согласно ГОСТ 3916.1-2018. Для шпона берется только плотная древесина, а ядро (сердцевину) бревна завод фанеры использует для других целей.
- Объемы шпона с изъянами служат для ремонта готовых листов: в таких случаях шпон клеится в ребро, из материала удаляются сучки, участки со смолой, а на эти места накладываются специальные древесные заплатки. Этот процесс называют починкой.
- Как делается фанера дальше: после подготовки листов к склеиванию их сортируют по размеру лент или пластин. Дополнительно сортировка проводится по наличию, а также количеству сучков, сколов, трещин, растрепанных краев листа. Дальше древесина просушивается до уровня влажности 4-6%. Вещества, которые растворялись в пропитывающем растворе, остаются в древесине, они повышают параметры теплостойкости, пожаробезопасности материала, повышают долговечность, улучшают устойчивость к плесени, другие параметры.
- Склеиваются несколько слоев древесины, их количество зависит от требуемой толщины листа фанеры. Поэтому она бывает многослойной – от трех и выше слоев. Для усиления прочности готового изделия ленты или листы накладывают друг на друга так, чтобы направление волокон было каждый раз перпендикулярным предыдущему листу.
- Последний этап изготовления строительной фанеры – прессование листов шпона на гидравлическом оборудовании. При этом листы должны иметь строго контролируемую влажность, толщину, а также габариты. Технология прессовки может быть холодной (до шести часов под прессом в естественных климатических условиях) или горячей (быстрое прессование с предварительным нагреванием до температуры 130°С-170°С под высоким давлением). После прессовки готовые листы, в зависимости от будущего класса продукции, шлифуют, красят, пропитывают ЛКМ, ламинируют, и т.д.

Это главные этапы изготовления, внутри которых каждый шаг включает в себя различные методы и технологии обработки древесины. Исходя из этого,класс фанерыможет быть таким:
- Вид «ФК» рассчитан на эксплуатацию в условиях повышенной влажности. Поэтому при склеивании пластин используется специальный карбамидный клей.
- «ФСФ» применяется в условиях высокой влажности, так как шпон склеивается составами на фенолформальдегидной основе. Такую фанеру можно эксплуатировать даже под дождем и снегом.
- «ФБС» сорт производится способом пропитывания древесины спирторастворимыми смолами. Кроме свойств влагостойкости, изделия приобретают термостойкость, поэтому плохо возгорается и не поддерживает горение.
- «ФБА» относится к экологичной продукции, так как изготавливается склеиванием альбуминовыми, а также казеиновыми растворами. Этот класс изделий нельзя подвергать длительному воздействию влаги.
- Сорт продукции «БВ» практически повторяет перечень параметров марки «ФБС», но влагостойкость этих листов ниже.
- Фанера марки «ФОФ» оклеивается слоем плотной бумаги, пропитанной влагостойкой смолой.
Дополнительно ее сортируют по объему дефектов на листе древесины. Сорт обозначается римскими цифрами от I до IV по возрастанию дефектов. То есть первый сорт – это наиболее качественные листы с минимальным набором дефектов. Дефектами считаются любые отклонения поверхности древесины от идеальной – это микротрещины, сучки, смолистые вкрапления и т.д. Сорт IV предполагает самое большое количество дефектов на погонный метр изделия.
Изъяны, дефекты, недостатки поверхности листового шпона выражаются в следующих проявлениях:
- Шпон получается неравномерной толщины по длине, ширине листа.
- Поверхность древесины низкого качества может быть ворсистой, мшистой, шероховатой, что требует дополнительной шлифовки. Но чаще всего такие изделия относят к низшим сортам.
- Микротрещины, царапины, вдавленные или выпуклые участки.
- Шпон изготовлен из слабой, рыхлой, раздавленной древесины. Чаще всего это сердцевина бревна.
- Неровные кромки полосы шпона.
Для удешевления производства изготовители часто делают одну сторону фанерного листа более высокого сорта, чем другую. Для удобства классификации изделия помечаются дробными числами, например, ¼. Это значит, что одна сторона фанерного листа выполнена по ТУ для первого сорта, а вторая — V сорта с соответствующим количеством дефектов.

Сфера применения
Области применения фанеры разных сортов в народном хозяйстве обширны и разнообразны. Кроме традиционного использования продукции в строительстве, она нужна в таких производствах, а также направлениях экономики:
- Судо-, машиностроение.
- Мебельная промышленность, производство небольших каркасных сооружений.
- Фанеру часто используют, как облицовочный материал для внутреннего, наружного применения при строительстве и ремонте зданий.
- Для изготовления музыкальных инструментов, рекламной продукции, при изготовлении тары и упаковки.
По структуре древесины и шпона, по параметрам, внешнему виду поверхности листа, по составу изделий, а также входящих в технологию изготовления компонентов фанера делится на несколько видов. Эти сорта (А/АВ, АВ/В, В/ВВ, ВВ/С, С/С) применяются в зависимости от условий эксплуатации продукции:
- Шлифованные и не шлифованные листы.
- Фанера профилированная и листы общего назначения.
- Продукция ламинированная, бакелизированная, для облицовочных работ, водостойкая.
- Армированная и строительная.
- Специальные авиационные листы.
Готовые изделия упаковываются, предварительно подвергаясь сортировке по габаритам и породе дерева. Стандартный размер листовой фанеры для внутреннего потребления – 1220 х 2440 мм. Упаковка должна быть влагостойкой.
Важно: при использовании некачественной фанеры рабочая поверхность не выполнит своего назначения. Отклонения от принятых стандартов приведут к увеличению затрат на отделку, а также другие работы. Поэтому выбирайте качественную фанеру. Такой подход обеспечит надежность и прочность конструкций, продлит сроки их эксплуатации.
Где заказать листы фанеры любого сорта
Технология изготовления листов любого качества несложная, недорогая, а в России никогда не было недостатка в древесине. Поэтому ее производство – ареал интересов в основном отечественных производителей.
ООО «Гарант» с головным офисом в Санкт-Петербурге предлагает к реализации фанеру многих российских изготовителей. Вся продукция имеет сертификаты соответствия качеству, прошла контроль качества и контроль экологической безопасности. В прайсе компании заказчик найдет актуальный перечень продукции и древесно-плитных материалов с указанными ценами для каждой позиции.
Доставка заказов по городу и Ленобласти – транспортом предприятия, оплата – удобным для клиента способом. Компания работает с близлежащими городами и регионами, подробнее узнавайте в отделе продаж по указанным телефонам.

Особенности производства и разновидности транспортной фанеры
Ламинированная, или транспортная фанера, имеет неровную (ребристую)поверхность, благодаря чему широко применяется при создании антискользящих поверхностей. Если прибавить к противоскользящему параметру высокую влагостойкость, износостойкость, прочность, то этот сорт продукции из древесины займет лидирующие позиции в народном хозяйстве.
Нюансы изготовления и применения
Конкретные области промышленности, в которых используется этот материал:
- Строительство жилых, нежилых временных, постоянных сооружений, отделка наружных, а также внутренних поверхностей, сооружение опалубки для заливки оснований из бетона.
- Обшивка стенок грузовых фургонов, микроавтобусов, обустройство настилов для погрузочно-разгрузочных работ. Стандартная толщина – 6,5-21 мм.
- Обшивка рефрижераторов, промышленных холодильников. Стандартная толщина – 23-27 мм.
- Черновая защита полов, строительство перегородок.
Сортовое или марочное обозначение такой фанеры – ФСФ. Стандартный материал имеет толщину от 9,0 до 50,0 мм, размерность определяется ГОСТом 14192. 4.6, а также другими стандартами. В народном хозяйстве востребована сетчатая фанера (еще одно название продукции) размерами 2440 х 1220 мм, 2500 х 1250 мм, 3000 х 1500 мм. В маркировке листов символы означают следующие параметры: гладкая сторона — F, сетчатая сторона – W. На ребристую поверхность хорошо ложатся строительные растворы, а высокая влагостойкость не ограничивает область применения этого типа изделий.
- Марка ФСФ-ТВ считается трудновоспламеняемым (трудногорючим) материалом. Древесина дополнительно обрабатывается антипиренами.
- Марка ФОФ – ламинированная продукция, поверхность оклеена с обеих сторон бумагой, которая предварительно пропитывается фенолформальдегидами. Считается особо влагостойкой.
Изделия высшего качества делают из шпона березы. Листы склеивают термореактивным клеем с добавлением фенолформальдегидной смолы или бакелитового лака. Если она изготовлена с использованием бакелита, то ее можно смело эксплуатировать в условиях высокой влажности при больших механических нагрузках.
Стандартные характеристики бакелитовых листов:
- Класс эмиссии формальдегида — Е1 и выше.
- Повышенная влагостойкость с естественной влажностью материала 5-14%.
- Удельный вес готового изделия – 640-700 кг/м 3 .
- Дополнительная торцевая обработка поверхности.
- Разница в толщине по всей длине листа ≤ 0,06 см.
Российские производители изготавливают листы с противоскользящей насечкой, корундовым покрытием согласно регламенту DIN 51130, что позволяет безопасно перемещать грузы и передвигаться людям. Служит фанера ламинированная сетчатая в несколько раз дольше обычных марок транспортной продукции. Этот вид часто применяется для защиты пола или днища автофургонов. По процедуре Табер-теста истираемость поверхности составляет 2600 оборотов.

Какую фанеру выбрать
При обивке автомобильных фургонов и салонов микроавтобусов рекомендуется заказывать следующие марки:
- Для настила на пол – марка F/W.
- Для защиты передней стенки кузова — F/F с толщиной листа 24-27 мм.
- Для обшивки стен фургона — F/F с толщиной листа 6,5 мм.
При выборе фанеры из каталога продавца рекомендуется акцентировать внимание на березе, так как хвойные образцы обладают меньшим коэффициентом износостойкости, а также истираемости. Изделия с ламинированной поверхностью приобретают для случаев, когда требуется повышенная устойчивость к влаге наряду с внешним видом.
Если при обшивке кузова автофургона или микроавтобуса устойчивость к влаге не имеет значения, можно заказать более дешевые влагостойкие изделия марки ФСФ. Ламинированные листы плохо переносят истирающие нагрузки, поэтому для настила на пол не годятся, или же крепятся сеткой вверх. Рекомендуемый сорт для этих целей – 4/4.
Фанерные листы для водного транспорта рассматриваются производителями и потребителями отдельно, так как воздействие воды, влаги в таких машинах постоянно высокое. Для защиты пола лодки, катера, яхты, шхуны, любого другого вида водного транспорта используются только ламинированные сетчатые изделия марки ФСФ. Выбор обусловлен маленькой удельной массой строительного материала, высокой водостойкостью и износостойкостью. Важную роль играет привлекательный внешний вид поверхности со слоем ламината любой текстуры.
Такую фанеру пускают на изготовление лодочных сидений, наружных, внутренних перегородок, моторных транцев, других деталей, постоянно подвергающихся увлажнению. Стандартная толщина листов — от 9 до 18 мм, габариты изделий ФСФ – 2500 х 1250 мм.
Где заказать ламинированную фанеру
В Санкт-Петербурге надежным поставщиком всех видов фанеры и других изделий деревообрабатывающей промышленности зарекомендовала себя компания «Гарант». Кроме города и Ленобласти, общество с ограниченной ответственностью работает поставщиком в таких городах, как Великий Новгород, Псков, Петрозаводск, Мурманск, Тверь, Вологда и регионах.
В отдел продаж можно обратиться по телефонам на сайте, в круглосуточном онлайн чате или по электронной почте. Также есть возможность заказать обратный звонок или получить бесплатную консультацию по форме обратной связи.
Технология производства фанеры
Изготовление листовой продукции из древесной основы осуществляется с соблюдением очередности этапов. Производство фанеры по точной и продуманной схеме обеспечивает достижение качественного результата. Характеристики плит зависят не только от условий изготовления, но и от применяемого сырья и способа его компоновки.

Какая бывает фанера?
Классификация по типу обработки:
- ФК. Влагостойкая продукция на карбамидных клеях. Назначение материала – обшивка внутренних конструкций, а также изготовление предметов интерьера и упаковочной тары. Плиты хорошо подходят для укладки на пол под ламинат и паркет в помещениях с высокой проходимостью.
- ФСФ. Фанера с повышенной влагостойкостью. Для производства применяется фенолформальдегидный клей. Материал обладает улучшенными свойствами, позволяющими размещать листы на участках, которые испытывают серьезные нагрузки. Высокие показатели влагостойкости обеспечивают долговечность и возможность использования для кровельных работ.
 Визуально фанерные листы разных классов могут быть похожи, но эксплуатационные характеристики у них порой отличаются довольно сильно
Визуально фанерные листы разных классов могут быть похожи, но эксплуатационные характеристики у них порой отличаются довольно сильно
![]() Для бытовых помещений наиболее подходящим материалом считается экологически чистая фанера марки «ФК», но при этом нужно учитывать вид клеящего состава, так как от него зависит уровень влагостойкости
Для бытовых помещений наиболее подходящим материалом считается экологически чистая фанера марки «ФК», но при этом нужно учитывать вид клеящего состава, так как от него зависит уровень влагостойкости
Сорта продукции по качеству используемого для изготовления шпона:
- I – на поверхности встречается минимальное количество дефектов;
- II – допускается небольшое коробление, наличие трещин и вставки из древесины для исправления недостатков;
- III – имеет все описанные дефекты, а также червоточины размером до 6 мм;
- IV – продукция с множеством изъянов, разрешается неровность кромок не более 5 мм.
Следует знать! Допускается комбинирование сырья, тогда фанерные листы имеют дробную маркировку. Например, 2/4 означает, что одна сторона более высокого качества (второго сорта), а обратная включает дефекты.
Из какого дерева изготавливают материал?
Производить продукцию можно из древесины хвойных и лиственных пород. Наиболее популярны следующие варианты:
- Береза. Характеризуется твердой структурой, обеспечивает отличное соединение плит между собой, поэтому подходит для получения тонкого и прочного шпона. Готовые изделия можно подвергать любой обработке, в том числе перфорации, без образования серьезных трещин и сколов.
- Ольха. Такой шпон не подвергается усыханию, а постоянное воздействие воды и высоких температур не приводит к появлению деформаций. Используется в качестве дополнения к более дешевому шпону.
- Липа. Обладает близкими с предыдущим вариантом параметрами. Относится к древесине, которая имеет однородную структуру, что обеспечивает образование ровного шпона при лущении.
- Хвойные (сосна, ель, пихта, лиственница и кедр). При обработке этих материалов могут возникать сложности, поскольку часто наблюдается неоднородность структуры годичных колец, особенно у сосны. По прочности такая фанера уступает березовой, но имеет меньший вес, что облегчает самостоятельную транспортировку и укладку. К тому же за счет натуральных смол изделия более устойчивы к появлению плесени и грибка.
 Листы из березового шпона считаются наиболее качественными, ольха и липа — средний вариант, к бюджетному направлению относятся хвойные разновидности, исключение составляет только лиственница, по качеству она приравнивается к березе
Листы из березового шпона считаются наиболее качественными, ольха и липа — средний вариант, к бюджетному направлению относятся хвойные разновидности, исключение составляет только лиственница, по качеству она приравнивается к березе
Таким образом, продукцию можно изготовлять из различных сортов, но наибольшую востребованность имеют береза, сосна и ель. Для удешевления материалы могут комбинироваться.
На заметку! Поверхность из лиственных пород имеет более однородную структуру, лицевое покрытие хвойных плит выделяется разводами и многочисленными сучками.
Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.
 На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).
 Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанеры
Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанеры
Только качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
 Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер
После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Внимание! От метода прессования и обработки зависит стоимость фанеры.
Обзор производителей
На данный момент популярностью пользуются следующие изготовители:
- Объединенная группа компаний «Свеза». Холдинг включает шесть предприятий, выпускающих качественную продукцию, которая зарекомендовала себя для различных видов работ. Особое внимание заслуживает березовая фанера, отвечающая современным стандартам качества.
- ООО «Сыктывкарский фанерный завод». Основное направление – выпуск большеформатных листов, которые используются для обшивки или изготовления мебели. Также имеется линия производства ламинированной продукции.
- Группа компаний «Юнайтед Панел Груп». Выпускает отличные фанерные материалы 27 форматов с 30 вариантами толщины, специализируется на березовых и ламинированных плитах.
 Качество Российской фанеры признано во всем мире, поэтому многие зарубежные компании создают дочерние предприятия, что позволяет позиционировать товар совместно с лидирующими брендами
Качество Российской фанеры признано во всем мире, поэтому многие зарубежные компании создают дочерние предприятия, что позволяет позиционировать товар совместно с лидирующими брендами
Также часть рынка занимают азиатские производители, качество продукции которых не всегда отвечает заявленным параметрам.





