Основные причины возникновения дефектов в бетонных конструкциях
22 апреля в ГУП “НИИМосстрой” прошла научно-практическая конференция “Проблемы монолитного строительства и пути их решения”. В конференции приняли участие представители ОАО “НИИЖБ” им. А.А. Гвоздева, ООО “ГЕОСтром”, ОАО “Московский ИМЭТ”, ГБУ “ЦЭИИС”, ГУП “НИИМосстрой”, ОАО “МонАрх”, ООО “ГероКрит”, ООО BASF “Строительные системы” и др.
Информативная насыщенность конференции была очень велика, однако не хватало времени на обсуждение представленных докладов. Видно, что вопросов в этой области накопилось достаточно много, и представители строительных организаций, в том числе, готовы к их обсуждению.
Надеемся, что материалы этой конференции, изданные отдельной книжкой ГУП “НИИМосстрой”, послужат совершенствованию работ в области монолитного строительства.
Предлагаем Вашему вниманию текст доклада, представленного на конференции начальником Лаборатории испытаний строительных материалов и конструкций Дмитрием Николаевичем Абрамовым.
Основные причины возникновения дефектов в бетонных конструкциях

В своем докладе мне бы хотелось рассказать об основных нарушениях технологии производства железобетонных работ, с которыми сталкиваются сотрудники нашей лаборатории на строительных площадках города Москвы.
– ранняя распалубка конструкций.
Из-за высокой стоимости опалубки с целью увеличения количества циклов ее оборачиваемости, строители зачастую не соблюдают режимы выдерживания бетона в опалубке и производят распалубку конструкций на более ранней стадии, чем это предусматривает требования проекта технологическими картами и СНиП 3-03-01-87. При демонтаже опалубки важное значение имеет величина сцепления бетона с опалубкой при: большом сцеплении затрудняется работы по распалубке. Ухудшение качества бетонных поверхностей, приводит к возникновению дефектов.
– изготовление недостаточно жесткой, деформирующейся при укладке бетона и недостаточно плотной опалубки.
Такая опалубка получает деформации в период укладки бетонной смеси, что приводит к изменению формы железобетонных элементов. Деформация опалубки может привести к смещению и деформации арматурных каркасов и стенок, изменению несущей способности элементов конструкции, образованию выступов и наплывов. Нарушение проектных размеров конструкций приводит:
– в случае их уменьшения
– к снижению несущей способности
– в случае увеличения к возрастанию их собственного веса.
Этот вид нарушения технологии наблюдения при изготовлении опалубки в построечных условиях без должного инженерного контроля.

– недостаточная толщина или отсутствие защитного слоя.
Наблюдается при неправильной установке или смещении опалубки или армокаркаса, отсутствии прокладок.
К серьезным дефектам монолитных железобетонных конструкций может привести слабый контроль за качеством армирования конструкций. Наиболее распространенными являются нарушения:
– несоответствие проекту армирования конструкций;
– некачественная сварка конструктивных узлов и стыков арматуры;
– применение сильно прокоррозированной арматуры.
 – плохое уплотнение бетонной смеси при укладке в опалубку приводит к образованию раковин и каверн, может вызвать значительное снижение несущей способности элементов, увеличивает проницаемость конструкций, способствует коррозии арматуры находящейся в зоне дефектов;
– плохое уплотнение бетонной смеси при укладке в опалубку приводит к образованию раковин и каверн, может вызвать значительное снижение несущей способности элементов, увеличивает проницаемость конструкций, способствует коррозии арматуры находящейся в зоне дефектов;
-укладка расслоившейся бетонной смеси не позволяет получить однородную прочность и плотность бетона по всему объему конструкции;
– применение слишком жесткой бетонной смеси приводит к образованию раковин и каверн вокруг арматурных стержней, что снижает сцепление арматуры с бетоном и вызывает опасность появления коррозии арматуры.
Встречаются случаи налипания бетонной смеси на арматуру и опалубку, что вызывает образование полостей в теле бетонных конструкций.
– плохой уход за бетоном в процессе его твердения.
Во время ухода за бетоном следует создать такие температурно-влажные условия, которые обеспечили бы сохранение в бетоне воды, необходимой для гидратации цемента. Если процесс твердения протекает при относительно постоянной температуре и влажности, напряжения, возникающие в бетоне вследствие изменения объема и обуславливаемые усадкой и температурными деформациями, будут незначительными. Обычно бетон покрывают полиэтиленовой пленкой или другим защитным покрытием. С целью не допустить его пересыхания. Пересушенный бетон обладает значительно меньшей прочностью и морозостойкостью, чем нормально затвердевший, в нем возникает много усадочных трещин.


При бетонировании в зимних условиях при недостаточном утеплении или тепловой обработке может произойти раннее замораживание бетона. После оттаивания такого бетона он не сможет набрать необходимую прочность.
Повреждения железобетонных конструкций разделяют по характеру влияния на несущую способность на три группы.
I группа – повреждения, практически не снижающие прочность и долговечность конструкции (поверхностные раковины, пустоты; трещины, в том числе усадочные, раскрытием не свыше 0,2мм, а также, у которых под воздействием временной нагрузки и температуры раскрытие увеличивается не более чем на 0,1мм; сколы бетона без оголения арматуры и т.п.);
II группа – повреждения, снижающие долговечность конструкции (коррозионноопасные трещины раскрытием более 0,2мм и трещины раскрытием более 0,1мм, в зоне рабочей арматуры предварительно напряженных пролетных строений, том числе и вдоль участков под постоянной нагрузкой; трещины раскрытием более 0,3мм под временной нагрузкой; пустоты раковины и сколы с оголением арматуры; поверхностная и глубинная коррозия бетона и т.п.);
III группа – повреждения, снижающие несущую способность конструкции (трещины, не предусмотренные расчетом ни по прочности, ни по выносливости; наклонные трещины в стенках балок; горизонтальные трещины в сопряжениях плиты и пролетных строений; большие раковины и пустоты в бетоне сжатой зоны и т.п.).
Повреждения I группы не требуют принятия срочных мер, их можно устранить нанесением покрытий при текущем содержании в профилактических целях. Основное назначение покрытий при повреждениях I группы – остановить развитие имеющихся мелких трещин, предотвратить образование новых, улучшить защитные свойства бетона и предохранить конструкции от атмосферной и химической коррозии.
При повреждениях II группы ремонт обеспечивает повышение долговечности сооружения. Поэтому и применяемые материалы должны иметь достаточную долговечность. Обязательной заделке подлежат трещины в зоне расположения пучков преднапряженной арматуры, трещины вдоль арматуры.
При повреждениях III группы восстанавливают несущую способность конструкции по конкретному признаку. Применяемые материалы и технологии должны обеспечивать прочностные характеристики и долговечность конструкции.
Для ликвидации повреждений III группы, как правило, должны разрабатываться индивидуальные проекты.
Постоянный рост объемов монолитного строительства является одной из основных тенденций, характеризующих современный период российского строительства. Однако в настоящее время массовый переход к строительству из монолитного железобетона может иметь негативные последствия, связанные с достаточно низким уровнем качества отдельных объектов. Среди основных причин низкого качества возводимых монолитных зданий необходимо выделить следующее.
Во-первых, большинство действующих в настоящее время в России нормативных документов создавались в эпоху приоритетного развития строительства из сборного железобетона, поэтому совершенно естественны их направленность на заводские технологии и недостаточная проработка вопросов строительства из монолитного железобетона.
Во-вторых, у большинства строительных организаций отсутствуют достаточный опыт и необходимая технологическая культура монолитного строительства, а так же некачественное техническое оснащение.
В-третьих, не создана эффективная система управления качеством монолитного строительства, включающая систему надежного технологического контроля качества работ.
Качество бетона – это, прежде всего, соответствие его характеристик параметрам в нормативных документах. Росстандартом утверждены и действуют новые стандарты: ГОСТ 7473 «Смеси бетонные. Технические условия», ГОСТ 18195 «Бетоны. Правила контроля и оценки прочности». Должен вступить в силу ГОСТ 31914 «Бетоны высокопрочные тяжелые и мелкозернистые для монолитных конструкций», должен стать действующим стандарт для арматурных и закладных изделий.
Новые стандарты, к сожалению, не содержат вопросов, связанных со спецификой юридических отношений между заказчиками строительства и генподрядчиками, производителями стройматериалов и строителями, хотя качество бетонных работ зависти от каждого этапа технической цепочки: подготовка сырья для производства, проектирование бетонов, производство и транспортирование смеси, укладка и уход за бетоном в конструкции.
Обеспечение качества бетона в процессе производства достигается благодаря комплексу различных условий: здесь и современное технологическое оборудование, и наличие аккредитованных испытательных лабораторий, и квалифицированный персонал, и безусловное выполнение нормативных требований, и внедрение процессов управления качеством.
Начальник Лаборатории испытаний строительных материалов и
конструкций ГБУ “ЦЭИИС” – Д.Н. Абрамов
Дефекты железобетонных изделий
Конструкции из железобетона относятся к тем материалам, которым выставляются повышенные требования качества. Элементы из бетона и стали применяются в различных сферах строительства в современной жизни, поэтому все они должны проходить проверку по интернациональным стандартам и сертификатам ГОСТ. Для изделий из железобетона недопустимы какие-либо дефекты: это существенно снижает их эффективность и ресурсоспособность зданий на их основе. Также это опасно для эксплуатации.
Виды дефектов и причины их образования
Дефекты на железобетонных изделиях появляются в зависимости от ряда причин. Это могут быть как нарушения технологических процессов при изготовлении, так и игнорирование правил хранения и перевозки готовых конструкций.
Самыми популярными дефектами являются:
- нарушение армированного слоя;
- повышенный уровень пористости, что нарушает нормы;
- микротрещины;
- большие трещины;
- низкий уровень защитного слоя.
Все дефекты можно классифицировать по следующим параметрам:
- по характеру – те, которые можно определить невооруженным взглядом и неявные дефекты. Также в зависимости от того, можно их устранить или нет.
- по происхождению – был ли это брак на производстве, или нарушение формы в следствие неправильного хранения и перевозки, появление дефекта из-за несоблюдения норм монтажа.
Дефекты железобетонных изделий могут быть устранимыми и неустранимыми. В число неустранимого производственного брака входит применение на производстве некачественного состава в попытках снизить себестоимость конструкции. Такие изделия не могут отправляться на дальнейшую эксплуатацию. Из-за наличия заводского брака можно определить нарушения на производственных технологиях. Как правило, такие дефекты серьезно сказываются на уровне прочности конструкции – она может разрушаться в процессе хранения или транспортировки. Также конструкция будет неустойчива к нагрузкам после монтажа. Если бракованное изделие было выпущено в продажу, это может свидетельствовать о низком уровне контроля качества на заводе-изготовителе. Отметим также, что большинство производственных дефектов считаются неустранимыми. При этом большая часть дефектов, вызванных производственным браком, тоже носит характер неустранимых.
Обычно уровень пористости изделия возрастает при том случае, когда допускаются ошибки в технологии уплотнения раствора. Это происходит в момент застывания бетона. В растворе скапливаются пузырьки воздуха и газов, что отрицательно влияет на характеристики эксплуатации. Из-за постепенного разрушения конструкции существенно понижается его эксплуатационный срок. Кроме того, характеристики качества железобетонных изделий зависят и от технологии армирования конструкций.
Нарушение армирования железобетона
Нередко производители пытаются удешевить себестоимость изделий, используя бетоны с модифицированным составом. Из-за этого смесь может распределяться неравномерно, что влияет на процесс застывания. После чего конструкция покрывается маленькими трещинами. Это приводит к появлению дефектов в виде пустот или раковин. Такого рода дефекты можно устранить, используя метод оштукатуривания. Проводится он только после тщательной зачистки.
Трещины на железобетоне
Небольшие трещины в конструкции железобетона могут образовываться из-за нарушений при распределении состава. Подобный дефект не является критичным и его можно устранить. Кроме того, микротрещины не изменяют эксплуатационный срок железобетонных изделий. Чтобы правильно убрать этот дефект, необходимо разобраться в причинах, по которым он появился. Порой для этого требуется провести лабораторный анализ или прибегнуть к методу дефектоскопии.
Другое дело глубокие трещины – они снижают характеристики качества. При этом страдает уровень защитного слоя. Обычно такие трещины вызываются нарушением норм производства или неправильной транспортировкой. Дефекты такого рода относятся к неустранимым и конструкции нельзя применять для строительства. Также на появление дефекта могут влиять механические воздействия на конструкцию.
Сколы на железобетоне
Большая часть вышеописанных дефектов относится к неустранимому типу. В качестве исключения мы указали микротрещины, которые убираются в процессе заливки бетонным раствором. Далее изделие может эксплуатироваться по назначению. Кроме того, даже те железобетонные конструкции, которые имеют сколы, можно использовать в строительстве. При этом не теряется их надежность и прочность, так как брак устраняется прямо на производстве. Нередко устранимые дефекты появляются в результате нагрузок или механических воздействий. Отличный тому пример – лестничные ступени.
Смещение каркаса арматуры в железобетоне
Те железобетонные конструкции, которые имеют неустранимые дефекты, ни в коем случае нельзя использовать при строительстве – это существенно влияет на безопасность. В числе самых распространенных дефектов, которые невозможно устранить – смещение каркаса арматуры. Происходит это из-за нехватки стальных элементов на производстве. В результате получаем неравномерное размещение арматурных петель. Такой дефект существенно влияет на жесткость конструкции и значительно понижает эксплуатационный срок. Также к этому дефекту относится и использование слишком тонкого защитного слоя у арматуры. Из-за этого стальные части конструкции подвергаются разрушению от коррозии, снижая прочность изделия. Как правило, это результат неверного хранения конструкций.
Гравелистое покрытие
Эта поверхность заключается в выпирании элементов щебня в общей бетонной массе. Подобный дефект существенно влияет на качество и удобство при проведении работ по отделке. Обычно причиной появления этого дефекта называют опалубку – гравелистое покрытие появляется, когда ее используют несколько раз без своевременного ремонта. Чтобы устранить все неровности от щебня, конструкцию необходимо тщательно зачистить щетками из стали. Далее изделие промывается водой под сильным напором, после чего наносится штукатурный состав для обеспечения большей гладкости.
Полости на поверхности железобетона
Этот дефект – явный результат нарушения технологии изготовления бетонных составов. Также ему способствует неправильная укладка смеси. Чтобы устранить брак, нужно провести тщательную зачистку стальными щетками, очистить изделие водяной струей под напором и сделать затирку, используя цементный состав. Все, как и в случае выпирания щебня, о котором мы рассказали выше.
Раковины
Обычно раковины в железобетонных изделиях могут появляться по нескольким причинам. В их числе неправильная укладка смеси – ее нельзя сбрасывать с большой высоты. Также на появление раковин может влиять недостаточное вибрирование бетонного состава. Еще одна причина появления такого дефекта – повышенная жесткость пластичного состава.
Нередко раковины появляются в связи с нарушением правил транспортировки готового раствора. В связи с этим раствор начинает расслаиваться и схватывается не должным образом – локальными областями.
Также раковины могут появляться в связи с повышенной густотой армирования. Из-за этого вибрация бетонной смеси не проходит должным образом, и материал усаживается хуже. Можно ли устранить дефект в этом случае, зависит от того, где располагается раковина.
Пустоты в конструкции
Некачественная укладка бетонного раствора может вызвать и пустоты крупных размеров. Из-за этих пустот конструкция при эксплуатации может обрушиться, поэтому такой дефект считается критичным. Чтобы устранить подобного рода недостаток, необходимо пройти массу процессов, которые контролируются инспекторами служб технадзора.
Для того, чтобы правильно выбрать качественное железобетонное изделие, рекомендуется привлекать к процессу покупки сотрудников строительных компаний и аккредитованные лаборатории лабораторий. Эти специалисты смогут сразу определить все повреждения, как явные, так и неявные. Также не забывайте, что для заказа большого количества железобетонных конструкций, стоит отдавать предпочтение проверенным фирмам-производителям. Интересуйтесь отзывами о качестве их продукции. Мы не скрываем информацию о нас, отзывы о наших услугах можно прочитать в разделе “Отзывы”.
Технология и этапы при монтаже железобетонных колец. Этапы установки ЖБИ колец для колодца: рытье котлована, возведение фундамента, создание лотка, герметизация, отделка лотка, утепление итд.
Плюсы и минусы железобетонных изделий. Сфера применения ЖБИ изделий в строительстве. Разновидности конструкций.
Оценка технического состояния железобетонных конструкций. Стандарты производства ЖБИ. Неразрушаемые способы оценки качества изделий из железобетона.
Правила транспортировки железобетонных изделий. Распространенные ошибки и нарушения при перевозке ЖБИ конструкций.
Разрушение железобетонных конструкций
Дефекты железобетонных конструкций
Виды дефектов железобетонных конструкций зависят от многих факторов, основными из которых являются:
- физико-механические характеристики железобетона, зависящие от класса арматуры и бетона;
- вид воздействия (силовое, агрессивные воды и газы, температурно-влажностный режим окружающей среды);
- вид, направление и способ силового нагружения (статическое или динамическое, сосредоточенное или распределенное);
- соответствие фактических нагрузок и воздействий расчетным;
- соответствие фактической расчетной схемы проектной;
- тип здания или сооружения и его конструктивная схема (сборное, сборно-монолитное, монолитное, этажность);
- нарушение технологии при изготовлении, транспортировке, складировании и монтаже железобетонных конструкций;
- ошибки при проектировании;
- механические повреждения;
- аварии техногенного и природного характера.
При проведении обследований технического состояния зданий и сооружений, следует учитывать, что дефекты железобетонных конструкций могут носить общий характер, присущий всем железобетонным конструкциям, и специфический, относящийся к определенным типам зданий и сооружений.
Независимо от типа здания, его конструктивной и расчетной схемы общие характерные дефекты железобетонных конструкций приведены ниже.
| № п/п | Вид повреждения и дефекта, место расположения и характерные признаки обнаружения | Вероятные причины возникновения и методы обнаружения | Возможные последствия и меры по предупреждению дальнейшего развития или по устранению |
| 1 | Волосяные трещины, не имеющие четкой ориентации, появляющиеся при изготовленни в основном на верхней поверхности | Усадка в результате принятого режима температурно-влажностной обработки, состава бетонной смеси, свойств цемента. Метод выявления — визуальный | На несущую способность не влияют, могут снизить долговечность. Заделка трещин раствором |
| 2 | Волосяные трещины вдоль арматуры, следы ржавчины на поверхности бетона | Коррозия арматуры (слой коррозии до 0,5 мм) при потере бетоном защитных свойств (например, при карбонизации). Раскалывание бетона при нарушении сцепления с арматурой. Метод выявления — визуально-инструментальный | Снижение несущей способности до 5%. Может снизится долговечность. Усиление — при необходимости. Восстановление защитного слоя |
| 3 | Сколы бетона | Механические воздействия. Метод выявления — визуальный | При расположении в сжатой зоне — снижение несущей способности за счет уменьшения площади сечения. При расположении в растянутой зоне на несущую способность не влияют, но снижают жесткость элемента. Установка обойм по расчету. Заделка сколов мелкозернистым бетоном |
| 4 | Промасливание бетона | Технологические протечки. Метод выявления — визуально-инструментальный | Снижение несущей способности за счет снижения прочности бетона до 30%. Устранение протечек. Усиление по расчету, снятие промасленного слоя. Установка обойм или армосеток, обетонирование |
| 5 | Трещины вдоль арматурных стержней с шириной раскрытия до 3 мм. Явные следы коррозии арматуры | Развиваются в результате коррозии арматуры из волосяных трещин. Толщины продуктов коррозии до 3 мм. Метод выявления — визуально-инструментальный | Снижение несущей способности в зависимости от толщины слоя коррозии и размеров выключенного из работы бетона сжатой зоны. Кроме того, уменьшение несущей способности нормальных сечений до 20% в результате нарушения сцепления арматуры с бетоном. При расположении на опорных участках — состояние аварийное. Усиление по расчету, восстановление защитного слоя |
| 6 | Отслоение защитного слоя бетона | Коррозия арматуры — дальнейшее развитие дефектов в п.2 и п.5. Метод выявления — визуально-инструментальный | Снижение несущей способности в зависимости от уменьшения площади сечения арматуры в результате коррозии и уменьшения размеров поперечного сечения сжатой зоны. Кроме того, снижение прочности нормальных сечений до 30% в результате нарушения сцепления арматуры с бетоном. Снижена жесткость элементов При расположении дефекта на опорном участке — состояние аварийное. Усиление по расчету, восстановление защитного слоя |
| 7 | Нормальные трещины в изгибаемых конструкциях и в растянутых элементах конструкций шириной раскрытия для стали класса: А240 — более 0,5 мм; А300, А400, А500, А600 — более 0,4 мм; в остальных случаях — более о,3 мм | Перегрузка конструкций. Смещение растянутой арматуры. Для преднапряженных конструкций — малая величина натяжения арматуры при изготовлении. Метод выявления — визуально-инструментальный | Снижение несущей способности и жесткости элементов. Разгрузка и усиление по расчету |
| 8 | То же, что в п.7, но имеются трещины с разветвленными концами | Перегрузка конструкций в результате снижения прочности бетона илинарушения сцепления арматуры с бетоном. Метод выявления — визуально-инструментальный | Состояние аварийное. Немедленная разгрузка и усиление по расчету |
| 9 | Наклонные трещины со смещением участков балки относительно друг друга и наклонные трещины, пересекающие арматуру | Перегрузка конструкций. Нарушение анкеровки арматуры. Метод выявления — визуально-инструментальный | Состояние аварийное. Немедленная разгрузка и усиление по расчету |
| 10 | Относительные прогибы, превышающие предельно допустимые по нормам проектирования | Перегрузка конструкций. Метод выявления — инструментальный | Степень опасности определяется в зависимости от наличия других дефектов. Например, наличие этого дефекты и по п.7 — состояние аварийное. Разгрузка и усиление по расчету |
| 11 | Повреждения арматуры и закладных деталей (надрезы, вырывы) | Механические воздействия, коррозия арматуры. Метод выявления — визуально-инструментальный | Снижение несущей способности. Усиление по расчету |
| 12 | Выпучивание сжатой арматуры, продольные трещины в сжатой зоне, шелушение бетона сжатой зоны | Перегрузка конструкций. Метод выявления — визуально-инструментальный | Состояние аварийное. Разгрузка и усиление по расчету |
| 13 | Уменьшение площадок опирания против проектных | Ошибки при изготовлении и монтаже. Метод выявления — инструментальный | Возможно снижение несущей способности. Усиление по расчету |
| 14 | Разрывы или смещения поперечной арматуры в зоне наклонных трещин | Перегрузка конструкций. Метод выявления — инструментальный | Состояние аварийное. Разгрузка и усиление по расчету |
| 15 | Отрыв анкеров от пластин закладных деталей, деформация соединительных элементов, расхождение стыков | Наличие воздействий, не предусмотренных при проектировании. Метод выявления — визуально-инструментальный | Состояние аварийное. Разгрузка и усиление по расчету |
| 16 | Трещины, вывалы и оголение арматуры в зоне проходы коммуникаций через стены, перекрытия и покрытия | Механические повреждения при пробивке отверстий и проемов с оголением и вырезкой арматуры, вибрация. Метод выявления — визуально-инструментальный | Снижение несущей способности. Усиление по расчету |
| 17 | Трещины, выбоины, раскалывание фундаментов под оборудование, вырыв анкерных болтов | Вибрации, снижение прочности бетона, промасливание. Метод выявления — визуально-инструментальный | Состояние предаварийное. Устранение вибрации. Восстановление фундаментов с усилением |
| 18 | Высолы на поверхности бетона | Воздействие агрессивной среды, неправильное применение химдобавок. Метод выявления — визуально-инструментальный, лабораторный | Снижение несущей способности за счет коррозии арматуры и бетона. Восстановление защитных покрытий. В необходимых случаях — усиление по расчету |
| 19 | Наличие следов сажи и копоти, шелушение отдельных слоев поверхности бетона, небольшие сколы бетона | Воздействие очагового пожара. Метод выявления — визуальный | Снижение несущей способности. Конструкции требуют восстановления поврежденных поверхностей |
| 20 | Полное покрытие поверхности сажей и копотью, сколы и обнажение арматуры по углам, обнажение арматурной сетки плоских элементов до 10%, отделение бетона без обрушения (глухой звук при простукивании), трещины до 0,5 мм | Среднее воздействие пожара. Метод выявления — визуально-инструментальный | Снижение несущей способности и жесткости элементов. Конструкции требуют усиления по расчету с увеличением сечений |
| 21 | Цвет бетона — желтый, сколы до 30%, обнажение арматуры до 50%, трещины до 1,0 мм | Сильное воздействие пожара. Метод выявления — визуально-инструментальный | Аварийное состояние. Конструкции требуют усиления по расчету с увеличением сечений бетона и арматуры и устройством дополнительных опор |

Новости
После снятия опалубки с железобетонных конструкций нередко обнаруживают дефекты бетонирования. Они возникают вследствие применения некачественных материалов, изношенной опалубки, нарушения технологии производства бетонных работ или недостатков конструктивных решений. Применение опалубки, которая в процессе многократной оборачиваемости постепенно изнашивалась и своевременно не ремонтировалась, приводит к тому, что в процессе бетонирования через ее щели и неплотности при интенсивной вибрации вытекает цементное молоко, в результате чего конструкция может иметь гравелистую поверхность и раковины.
Сразу после распалубливания производитель работ и работник строительной лаборатории должны тщательно осмотреть состояние открытых поверхностей бетонных и железобетонных конструкций, проверить конструкции на наличие скрытых дефектов путем простукивания обычным молотком, а в сомнительных местах – с помощью ультразвукового или другого дефектоскопа. Выявленные дефекты устраняют.
Дефекты в бетоне конструкций могут быть разделены на две основные группы.
К первой группе относятся:
гравелистая поверхность бетона в отдельных местах, неглубокие раковины, незначительные неровности и наплывы. Исправление их не требует разработки специальных мероприятий, не связано оно и со значительными затратами труда и материальных средств.
Ко второй группе относятся
глубокие и сквозные раковины, пустоты, трещины, отклонения конструкций от проектных размеров и др. Эти дефекты исправляют только после тщательного осмотра конструкции и, как правило, после согласования методов устранения дефектов с проектной организацией.
Гравелистую поверхность бетона очищают металлическими щетками, промывают струей воды, а затем оштукатуривают цементно-песчаным раствором состава 1:2 (по объему) на портландцементе марки 400-500. Неглубокие раковины расчищают от неплотного бетона зубилом и металлической щеткой, промывают водой и заделывают раствором, торкретируют или зачеканивают жест-ким раствором. Наплывы на бетонной поверхности удаляют вслед за распалубливанием, когда бетон еще не набрал проектной прочности, для чего применяют кельмы, молотки-кирочки, зубила и отбойные молотки.
К наиболее распространенным дефектам железобетонных конструкций относятся раковины, которые образуются в результате сбрасывания бетона в опалубку с большой высоты, из-за недостаточного уплотнения, применения жесткой бетонной смеси, в результате длительного транспортирования, во время которого бетонная смесь расслоилась и начала схватываться. Чаще всего раковины появляются в местах наибольшей насыщенности арматурой, труднодоступных и неудобных для укладки и уплотнения бетона.
При назначении метода устранения раковин необходимо учитывать их число и размеры. В сильно загруженных колоннах раковины последовательно расчищают, удаляя уплотненный бетон с каждой стороны колонны, затем их промывают водой и подготовленные полоски бетонируют.
Для заделки раковин применяют раствор или бетон с крупностью зерен заполнителя до 20 мм. В качестве вяжущего используют портландцемент марок 400-500. Раствор или бетон готовят небольшими порциями вблизи места производства ремонтных работ. Чтобы обеспечить сцепление нового бетона со старым и с арматурой и получить повышенную прочность на ослабленном участке в раннем возрасте, рекомендуется применять бетон, марка которого на одну ступень выше марки бетона ремонтируемой конструкции.
Если при проверке обнаружены сквозные раковины, расчистка которых вызовет значительное снижение несущей способности нагруженных колонн, то устраивают железобетонные обоймы или накладки с последующим нагнетанием в пустоты цементно-песчаного раствора через установленные заранее трубки. На месте каждого дефекта рекомендуется устанавливать не менее двух трубок с последующим нагнетанием в пустоты цементно-песчаного раствора.
Довольно распространенным и опасным для несущей способности железобетонных конструкций видом дефектов являются пустоты. Они часто встречаются и появляются, как правило, вследствие непрохождения бетона на данном участке. Пустоты иногда достигают таких размеров, что полностью оголяется арматура, образуются сквозные разрывы в конструкциях и нарушается их монолитность.
Устранение такого рода дефектов сводится к следующему. Поверхность стыков очищают от рыхлого старого бетона, после чего стыки тщательно промывают водой. У мест бетонирования устраивают навесную опалубку с карманами, несколько возвышающимися над верхним стыком. Заделывают пустоты бетоном на мелком щебне. Производитель работ вместе с лаборантом проверяют правильность приготовления бетонной смеси и тщательность ее уплотнения штыкованием или вибрированием. Для ускорения твердения бетона в местах заделок применять паро- и электропрогрев. Зимой для обогрева полостей в конструкциях перед укладкой бетона и для последующего его твердения могут быть использованы лампы инфракрасного излучения.
Если обнаружены трещины, являющиеся результатами усадки, температурных напряжений или различных деформаций, создается комиссия с участием представителя проектной организации. В случае необходимости к участию в работе комиссии приглашают работников центральных лабораторий и научно-исследовательских институтов. В процессе обследования комиссия должна выявить причины появления трещин, обозначить их на конструкции, измерить величину раскрытия трещин и установить наблюдение за их состоянием.
Величину раскрытия трещин измеряют лупой с делениями на стекле, устанавливаемой вплотную к плоскости конструкции. Место установки окуляра лупы (прилегающего к плоскости конструкции) обводят цветным карандашом и нумеруют, чтобы в дальнейшем трещину измерять в одном и том же месте. При следующем измерении лупу ставят в створ ранее сделанных отметок.
Простейшим методом контроля раскрытия трещин является установка на расчищенную поверхность с обеих сторон трещины гипсовых маяков.
Стабилизировавшиеся трещины в зависимости от величины их раскрытия заделывают с поверхности цементным раствором набрызгом или под давлением. Если же в процессе проверки установлено, что раскрытие трещин продолжается, что может явиться причиной деформации несущих и ограждающих конструкций зданий, проектная организация должна срочно разработать проект усиления конструкций, а строительная организация – выполнить эти работы. Все работы по исправлению дефектов в бетонных и железобетонных конструкциях оформляются специальным актом.
Назад в раздел
Причины возникновения дефектов в конструкциях и изделиях
Современная технология возведения монолитных конструкций предполагает применение бетонных смесей с осадкой конуса 16–24 сантиметра. Такие смеси содержат много вовлеченного воздуха, который при контакте с опалубкой остается на ней и после затвердевания бетона и снятия опалубки оставляет на поверхности бетона раковины различного размера. Прилипанию воздушных пузырьков очень способствует густая смазка на поверхности опалубки.
Бетонные смеси с осадкой конуса 16 – 24 сантиметра весьма склонны к расслоению и водоотделению и по этой причине приводят к неравномерному распределению плотности и низкой долговечности монолитных конструкций.
Технология изготовления железобетонных изделий имеет некоторые отличия от технологии возведения конструкций. При этом к железобетонным изделиям традиционно предъявляются более высокие требования к качеству поверхности (см. таблицу). Существует несколько причин ухудшения качества поверхности железобетонных изделий, основными из которых можно признать неравномерное нанесение смазки на поверхность формы, недостаточно эффективное уплотнение бетонной смеси и ее неправильная рецептура. Основным отличием технологии изготовления железобетонных изделий является применение гораздо менее пластичных бетонных смесей — вместо смеси с осадкой конуса 20-24 см применяется смесь с осадкой конуса 4…8 см. Такие смеси содержат гораздо меньше вовлеченного воздуха и при горизонтальном формовании позволяют получать поверхности достаточно высокой категории, вплоть до А1. Однако при кассетном способе производства (вертикальное формование) при любой консистенции смазки происходит защемление воздуха на поверхности формы и неизбежное образование раковин. Кроме того, при интенсивном вибровоздействии, характерном для технологии изготовления железобетонных изделий происходит дополнительное воздухововлечение в бетонную смесь, что также приводит к образованию раковин.
4 способа монтажа ПНД труб своими руками
Большая доля популярности полиэтиленовых труб у застройщика в частном строительстве принадлежит тому, что монтаж труб из полимерных материалов проще, чем стальных. Часто сборка коммуникаций не требует специального инструмента или навыков.
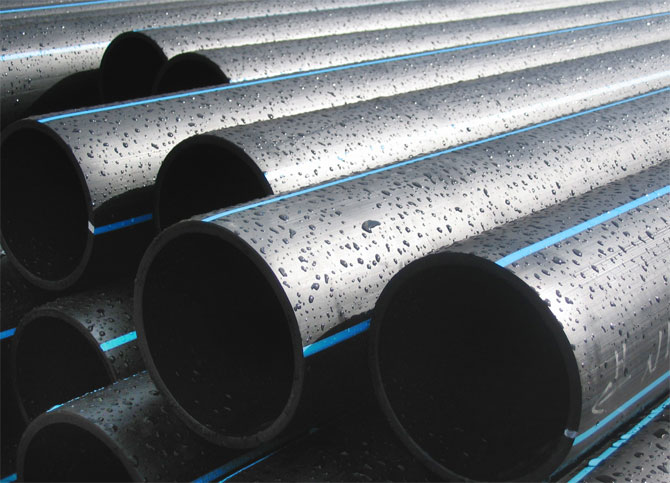
Особенности труб ПНД
Аббревиатура ПНД расшифровывается как полиэтилен низкого давления. Это полимерный материал, изготовленный с применением специальной технологии, когда полимеризация происходит без действия внешнего давления. На выходе получается крепкий, эластичный полимер, который химически инертен и может использоваться для хранения и транспортировки пищевых продуктов (в том числе питьевой воды).
Положительные качества коммуникаций из ПНД:
- Химически устойчивы. Полимерные коммуникации из ПНД не поддаются действию агрессивных жидкостей и могут использоваться для транспортировки питьевой воды.
- Не подвергаются коррозии. Срок службы коммуникаций более 50 лет.
- Не проводят электрический ток.
- Эластичны. Трубопроводы из ПНД отлично зарекомендовали себя в сейсмоопасных зонах, в зонах с повышенной вибрацией. Они не теряют своих эксплуатационных качеств в таких условиях, долговечны и надежны.
- Высокая эластичность материала не дает трубам растрескаться при замерзании их с водой внутри. Там, где стальной трубопровод лопнет, коммуникации из полиэтилена сохранят целостность и герметичность.
- Устойчивы к гидроударам.
- Легкие. Малый вес дает возможность: сэкономить на доставке, осуществлять сборку коммуникаций без привлечения сторонней рабочей силы.
- Просты в монтаже. Легкость резки, наличие спец. фитингов дает возможность собрать трубопровод без наличия профессиональных навыков.
К недостаткам относят ограниченную сферу применения труб из ПНД, поскольку материал не выдерживает высокой температуры. Максимальная температура для эксплуатации – 80 градусов.
Обратите внимание! Для длительной и безупречной эксплуатации трубопроводов из ПНД рекомендуется не использовать их для транспортировки жидкостей, которые горячее 40 градусов.
Производители предлагают два вида труб из ПНД:
- для эксплуатации под давлением – водопровод, газопровод;
- для эксплуатации без давления внутри трубы – канализация, ливневки, электрокоммуникации.
Отличие заключается в толщине стенок и способе стыковки труб.
Способы соединения труб из полиэтилена низкого давления
Существует несколько способов соединения труб ПНД при монтаже. Выбор зависит от конечного назначения трубопровода.
- Диффузная сварка встык – нужен специальный сварочный аппарат. Применяется при монтаже промышленных трубопроводов. При прокладке частных коммуникаций в соединении такой степени надежности нужды нет.
- Сварка электромуфтой.
- Соединение с использованием специальных фитингов.
Первые два способа соединения являются неразъемными. Соединения, которые собрали с использованием обжимных фитингов, можно демонтировать.
Соединение с помощью сварки
Сварочное соединение полиэтиленовых труб производят встык, методом диффузной сварки. Принцип стыковки основан, на способности полимеров смешиваться при нагреве. Диффузия (взаимное проникновение) материалов деталей происходит на молекулярном уровне. В результате получается монолитное соединение, которое по прочности не уступает корпусу трубы.
Обратите внимание! Сварка встык возможна при наличии достаточно толстой стенки. Эту технологию применяют для диаметра труб от 50 мм с толщиной стенки от 5 мм.
Для работы потребуется:
- специальный сварочный аппарат;
- зажимы для центровки труб;
- торцеватель.
Алгоритм проведения работ:
- Материал обрезают строго перпендикулярно направляющей. Срезы должны быть ровными и чистыми.
- Закрепляют материал жестко зажимами (позиционер).
- Зачищают срезы при помощи торцевателя.
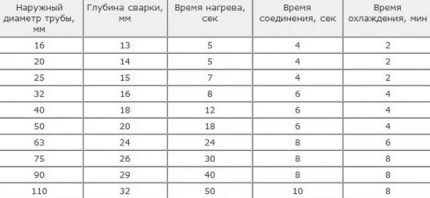
- Производят одновременный нагрев срезов при помощи сварочного аппарата. Время нагрева зависит от толщины стенки трубы и указывается в специальных таблицах.
- Соединяют нагретые края встык, прижимая их физическим усилием. Дают соединению остыть.
Обратите внимание! Трубный материал от разных производителей может не дать качественного сварного шва, поскольку материал может несколько разниться по составу.
Электромуфтовая сварка
Сварка с использованием электрофитингов является более простым процессом. Она не требует специальных навыков, но без сварочного аппарата не обойтись. Требования к подготовке срезов остаются высокими.
Электромуфтовую сварку используют для монтажа трубопровода в труднодоступных местах.
Суть процесса заключается в том, что фитинг имеет встроенные нагревательные элементы и контакты, которые выведены наружу. При подключении электрофитинга к сварочному аппарату детали плавятся и соединяются. Такой метод также можно назвать диффузной сваркой, поскольку отличия здесь только в технологии.
Обратите внимание! Электромуфтовая сварка позволяет получить цельное соединение на трубах с разным диаметром. Однако он не должен расходиться более чем на 10%.
Процесс выглядит так:
- Трубы отрезают по размеру, с учетом муфты.
- Срезы обязательно под углом в 90 градусов. Их следует зачистить от заусенец и обезжирить.
- Подготовленные края вставляют в муфту.
- Подключают встроенные электроды к аппарату электросварки.
- Время сварки определяется по штрихкоду фитинга.
Соединение с помощью фитингов
Для самостоятельного монтажа водопровода или канализации в доме достаточно надежными будут соединения при помощи обжимных фитингов. Производители предлагают массу вариаций, позволяющих собрать любую конфигурацию трубопровода.
Схематично процесс соединения ПНД материалов с помощью фитингов можно описать следующим образом:
- Подготавливаем трубу, делая строго перпендикулярный срез. Его следует очистить от заусенец и грязи.
- Раскручиваем фитинг, снимая синюю гайку.
- Последовательно, начиная с гайки, надеваем все детали на трубу.
- Вставляем конец трубы в фитинг, проталкивая до середины.
- Гайкой фиксируем соединение. Для надежности затягиваем ключом.
- Повторяем операцию со второй трубой.
Обратите внимание! Если с фитинга снять только гайку и пытаться протолкнуть трубу внутрь при собранных внутренних деталях, то стык получится негерметичным. Ошибка в том, что труба не зайдет достаточно глубоко, чтобы быть качественно зафиксированной.
Виды разъемных фитингов для ПНД трубопроводов
Производители предлагают весь ассортимент возможных соединений.
Разъемные фитинги бывают:
- для соединения прямых участков — муфты;
- для разводки – тройники;
- для обводов – уголки:
- запорная арматура – вентили;
- для перехода на металлические трубы – обжимные фитинги с резьбой (внутренней, наружной);
- для перехода на другой диаметр.

Крепежные элементы
Чтобы трубопровод работал надежно, его следует закрепить. Это можно сделать двумя способами:
- с помощью крепежных крюков – свободное крепление;
- с помощью специальных хомутов – жесткое крепление.
Правила установки крепежа:
- каждый стык должен быть зафиксирован;
- на прямых участках крепеж устанавливают через расстояние, равное 10 диаметрам трубы;
- жесткий крепеж осуществляют хомутами с резиновой прокладкой;
- свободный – либо на крюках (можно самодельных), либо в хомутах, но без резиновой прокладки.
Обратите внимание! Свободный крепеж коммуникаций ПНД позволит трубам ходить в случае вибраций, гидроударов, перепадов температуры. Это облегчает обслуживание трубопроводов и продляет срок их эксплуатации.
Возможные ошибки при монтаже
Ошибки могут возникнуть при нарушении правил соединения:
- несоблюдение расстояния между крепежными элементами;
- неправильное время нагрева, излишнее усилие при сварном соединении;
- жесткий крепеж, без учета линейного расширения материалов.
Сфера использования труб ПНД
ПНД трубопроводы используют для различных трубопроводов:
- холодного водоснабжения;
- газоснабжения;
- отвода сточных вод;
- канализации, в том числе и ливневой;
- для скрытого проведения электропроводки.
В зависимости от предназначения трубопровода выбирают метод соединения:
- Для водопровода можно использовать любой из описанных методов монтажа. Однако достаточно будет разъемных соединений с использованием фитингов.
- Канализацию монтируют раструбным способом, вставляя трубы друг в друга. Для герметизации в таких материалах имеется специальное уплотнительное резиновое кольцо.
Электропроводку укладывают в прямые или гофрированные трубы. Для надежности можно использовать монтаж с диффузной сваркой.
Правила монтажа ПНД труб: как собрать водопровод из полиэтилена своими руками
Здравствуйте, наш уважаемый читатель! Если вы строите дом или обустраиваете участок, у Вас обязательно возникнет вопрос: какие трубы использовать для прокладки систем водоснабжения и канализации. В последние годы недорогие практичные пластиковые трубы все больше и больше теснят металлические, и в нашей статье мы расскажем о том, как проводить монтаж труб ПНД.
Преимущества и недостатки труб ПНД
Полиэтилен низкого давления – органический полимер этилена. Обозначается РЕ или ПЭ. Имеет белый цвет (тонкослойные изделия – прозрачны). Понятие «полиэтилен низкого давления» не имеет отношения к плотности материала или условиям эксплуатации, а характеризирует условия производства.

Трубы ПНД красят в черный, серый, синий или черный с синими полосками цвет. Синий цвет или синяя полоска обозначает, что трубы можно использовать для трубопроводов питьевой воды.
Сфера применения ПНД – для водопроводов холодной воды, некоторых агрессивных сред (за исключением разбавленной азотной кислоты), канализационных систем. Диаметры доходят до 1600 мм. Очень широко распространены для трубопроводов холодной воды и канализации.
Применяются в разводках кабелей и проводов электроснабжения, связи, интернета в качестве кожухов (гладкие изделия и гофра).
Преимущества ПНД как материала для трубопроводов:
- долговечность – первые пластиковые трубопроводы из ПНД уже отработали более 50 лет;
- небольшая цена;
- морозостойкость – выдерживают замерзание с водой зимой и оттаивание весной и сохраняют целостность;
- химическая инертность – стоек даже к концентрированным щелочам и кислотам; вода в трубах не приобретает неприятного запаха или привкуса;
- коррозионная стойкость;
- гладкие стенки с малой адгезией препятствуют оседанию на стенках солей;
- безвредность для человека;
- экологичность – безвредное производство, легкая утилизация;
- прочность;
- гибкость – легко гнется (при нагреве можно согнуть даже руками);
- высокая ударная вязкость, пластичность и, как следствие, стойкость к гидравлическим ударам, отсутствие хрупкости, способность восстанавливаться после деформации;
- простое обслуживание – пластик легко мыть, он не нуждается в регулярной окраске и антикоррозионной обработке;
- небольшой вес облегчает перевозку, складывание, монтаж;
- легко монтируются – нет необходимости в сложном оборудовании (например, сварочном аппарате); легко режутся; легко стыкуются разными способами.
- самый «неудобный» недостаток – слабая устойчивость к ультрафиолету. ПЭ разрушаются на свету и неприменим к открытой прокладке на свету под открытым небом. Конечно, можно прокладывать в чехлах и коробах – но это лишние затраты и потери времени; впрочем, 2-3 сезона в огороде трубы «проживут»
- невысокая термостойкость – ПЭ трубы можно использовать только для холодной воды и при температуре максимум до 60°С (в отличие от полипропиленовых и труб из сшитого полиэтилена, которые можно применять для систем отопления), как следствие – длинные подвешенные участки трубы из РЕ иногда провисают в жару;
- не очень высокая эстетичность – не в наших вкусах черно-полосатые или черные трубы в ванных и кухнях;
- рабочее давление до 20 МПа ограничивает применение полиэтилена в промышленности;
- армированные трубы имеют меньшую гибкость.
Способы монтажа
Монтаж полиэтиленовых магистралей может производиться разъемным и неразъемным методом. Выбор метода зависит от диаметра и требований к герметичности.
Сварка труб встык
Сварку встык производят только на изделиях с толщиной стенки не менее 3 мм, желательно 5 мм и более. Это очень распространенный, простой, дешевый и надежный способ стыковки. Применяется практически на трубах диаметром 50 мм и более (при меньших диаметрах недостаточна толщина стенки для сварки).

Разновидностью сварки является приварка встык всевозможных фитингов- переходников на металл для подсоединения узлов учета или точек водоразбора.
Неразъемное соединение
Неразъемные соединения применяются там, где требуются повышенные требования к герметичности соединений (например, газопроводах) и на больших диаметрах, где соединение через фитинги не совсем надежно. Для соединения больших диаметров это единственно возможный способ.
Трубы ПНД соединяются с помощью диффузионной сварки встык (и диффузионной приварки фитингов) и сварки при помощи терморезисторных муфт.
Электромуфтовая сварка – очень дорогое удовольствие и при прокладке системы, например, водоснабжения цена муфт будет дороже стоимости всей остальной системы. На больших диаметрах стоимость муфт вообще заоблачная, как и стоимость аппарата для сварки.
Сам способ пайки прост: трубы обрезаются, зачищаются, вставляются в муфту, муфта с нагревательными элементами подключается к сварочному аппарату и нагревается, внутренняя поверхность муфты и наружная трубной заготовки, они спаиваются в одно целое. Но совершенство стоит очень дорого – и несмотря на простоту метода, описывать детально его технологию мы не будем.
Разъемное соединение
Разъемное соединение с помощью фитингов и разъемных муфт применяют на диаметрах до 315 мм, желательно применять на небольших диаметрах – до 110 мм. На больших диаметрах из-за большой пластичности ПНД соединение получается менее надежным и может дать утечку. Способов разъемных соединений два: с помощью фитингов и муфт. Достоинства способа:
- быстрый и простой монтаж, доступный даже неспециалисту;
- доступная цена – муфты и фитинги не слишком дороги;
- высокая герметичность, достаточная даже для газопроводов;
- можно использовать в неудобных местах или при некоторых других сложностях (например, можно собрать трубопровод под водой).
С помощью фитингов
Фитинги бывают компрессионные, пресс-фитинги (напрессовочные), пуш-фитинги.
Сборка при помощи компрессионных фитингов производится очень просто, без особых инструментов и дает надежное разборное соединение. Фитинг состоит из цанги (корпуса с резьбой), упорных и уплотнительных колец, наружных обжимных гаек. Патрубок прочно зажимается между корпусом и обжимной гайкой, соединение герметизируется за счет пластичности ПНД и уплотнительного кольца.

Пресс-фитинги состоят из пресс-гильзы, корпуса, упорного и уплотнительного кольца. Соединение получается неразъемным, очень надежным и с высокой герметичностью. Такой метод используется для газопроводов и систем теплого пола. С помощью небольшого ручного пресса пресс-гильза обжимается, запрессовывает торец трубы на внутреннем уплотнительном кольце корпуса.

Пуш-фитинги – недавнее изобретение маркетологов. Позволяют очень быстро собрать систему вообще без инструментов. Получается неразъемное соединение, но фитинг проворачивается на патрубке – это соединение нельзя применять для газопровода, закрытых систем (теплого пола). Стоят дорого – дороже компрессионных, пресс-фитингов и разъемных муфт.
Муфтой
Не требующий особого оборудования способ соединения. Полиэтиленовые муфты бывают нескольких видов:
- по выполняемым функциям – соединительные (для одного диаметра), редукционные (переход с диаметра на диаметр), переходные – имеют с одной стороны патрубок с металлической резьбой для подключения кранов, смесителей, счетчиков, фильтров и соединения с трубопроводами из другого материала;
- по форме – прямые, угловые, тройники и т. д.

Следует упомянуть еще фланцевые соединения на трубопроводах диаметром не менее 50 мм. На торцы труб привариваются специальные муфты с резьбой, накручиваются фланцы. Такое соединение применяется при установке задвижек, вентилей, счетчиков.

Какой способ лучше
На выбор способа соединения влияет очень много факторов. Если речь идет о трубопроводах для дома, квартиры, участка, то обычно монтируются изделия диаметром до 50 мм, такие диаметры не свариваются, и остаются на выбор муфты и фитинги с практически одинаковыми свойствами. Выбор – за Вами.
Выполнение монтажа труб ПНД своими руками
Самостоятельный монтаж трубопроводов из полиэтилена низкого давления вполне доступен даже неопытному домашнему мастеру. Использование фитингов и муфт не требует особого оборудования.
Необходимые инструменты и материалы
Для выполнения монтажа самостоятельно Вам понадобятся:
- специальные ножницы для резки трубных заготовок (можно воспользоваться «болгаркой»);
- для монтажа пресс-фитингов понадобится ручной механический пресс для обжима (пресс-клещи) см. фото;

- перфоратор для пробивки проходов в стенах;
- два разводных ключа (при установке компрессионных фитингов);
- калибратор;
- круглый напильник.
Чертеж и схемы
Перед тем, как монтировать систему из полиэтилена, следует тщательно продумать место прокладки, выбрать подходящие диаметры, определиться с местом установки подключения к узлу учета, точкам водоразбора. Грамотная проектировка и начерченный план позволит минимизировать расход материалов и комплектующих, поэтапное планирование – оптимизировать время монтажа.
Сфера применения полиэтиленовых коммуникаций дома – подземные и подвальные коммуникации, и выбор оптимального размещения трубопровода позволит до минимума уменьшить объем земляных работ.
Порядок выполнения работ
До начала работы необходима подготовка: собрать материалы и инструменты; нарезать заготовки; напильником спилить заусенцы; протереть торцы ветошью – стереть грязь, стружку.
Сборка соединений при помощи компрессионных фитингов производится следующим образом: на заготовку одевается открученная обжимная гайка, торец заготовки вставляется в фитинг, гайка закручивается до упора руками. Затем корпус фитинга зажимается гаечным ключом, вторым ключом затягивается гайка: для заготовок диаметром 32 мм на один оборот, диаметром 25 мм – на оборот с четвертью.
Монтаж труб при помощи цанговых муфт аналогичен сборке с помощью компрессионных фитингов (из-за схожести конструкции).
Сборка при помощи пресс-фитингов выполняется в следующем порядке:
- сначала надевается пресс-гильза (на конец трубы);
- вставляется внутрь трубы внутреннее уплотнительное кольцо корпуса;
- гильза зажимается зажимами ручного пресса;
- затем с усилием (до упора) зажимаются ручки пресса. Затем ручки отпускаются, пресс снимается. На гильзе отпечатываются глубокие вмятины кольцевой формы.
Видео по монтажу
Все нюансы выполнения работ можно увидеть на нашем видео:
Особенности монтажа
Перед эксплуатацией любую систему следует проверить, заполнив водой под давлением. При обнаружении утечки из муфты или компрессионного фитинга нужно их подтянуть, пресс-фитинг, к сожалению, придется заменить. Проверку системы теплого пола следует производить до заливки стяжки! Компрессионную сборку в этом случае использовать нельзя.
Частые ошибки и проблемы при установке
Повторное обжатие пресс-фитингов недопустимо – необходимо проводить обжатие с максимальным усилием.
Советы специалистов
Заусенцы могут засорить систему – их удаление обязательно.
Для крепления труб лучше использовать покупные крепления-клипсы.
Через стену трубы обязательно проводят в гильзах. Для гильз используют обрезки стальных или металлических труб большего диаметра.
Как можно согнуть и разогнуть ПНД трубу
Трубы ПНД небольших диаметров можно даже руками. При прокладке под землей, где эстетичность не требуется, лучше разогреть нужный участок феном, аккуратно согнуть безо всякой оправки – при этом изгиб получится с большим радиусом, зато напряжения в трубопроводе будут минимальны. Если требуются аккуратные изгибы малого диаметра, следует после разогрева осторожно уложить заготовку в оправку, сбитую из любых подручных материалов.

Дать остыть – минимум в течение 15 минут. Можно использовать трубогиб, но поскольку полиэтилен – очень пластичный материал, то особой необходимости в его использовании нет.
Если материал поставлен в бухтах, то трубу следует растянуть на солнце, дать ей прогреться и растянуть. Или воспользоваться строительным феном.
Заключение
Мы надеемся, наш уважаемый читатель, что эта статья поможет Вам сориентироваться и применить на практике описанные способы монтажа труб из полиэтилена низкого давления – современного недорогого материала для трубопроводов холодной воды. Подписывайтесь на рассылку нашего сайта – и Вы получите много полезной информации по вопросам, касающимся строительства и ремонта. Приводите к нам на сайт своих друзей, делитесь с ними полезностями из наших статей – и Вам всегда будет легко общаться с единомышленниками.
Монтаж труб ПНД своими руками: инструкция по сварке + как согнуть или распрямить такие трубы

Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для сборки трубопроводов, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но как и при работе с любым другим полимером качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Мы расскажем, какие нюансы учитывать, выполняя состыковку элементов. Объясним, как правильно выполнять их сгибание и распрямление.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.

Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.

При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.

Сварку выполняют в такой последовательности:
- Коммуникацию обрезают до заданного размера. Подравнивают параллельность плоскости концов. Торцы зачищают отрезом наждачной бумаги.
- С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
- Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
- С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
- Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
- После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.

Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
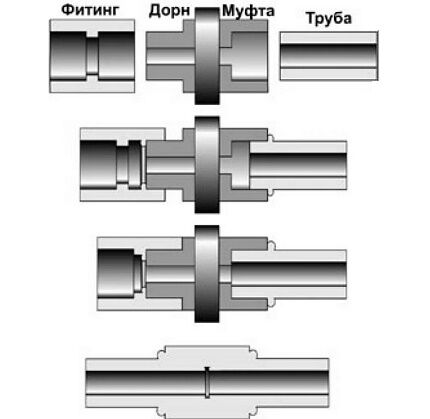
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении.
После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Оценке слабых и сильных сторон различных способов сварки ПНД труб посвящена статья, с содержанием которой мы советуем ознакомиться.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата.
Особенности монтажа труб ПНД
При строительстве коммуникаций монтаж труб ПНД занимает не последнее место. Изделия из подобного материала используются при прокладке газопроводов, водопроводов и канализации. Они также нашли применение в обустройстве поливных систем и тепличном бизнесе.

Монтаж труб ПНД
Что такое ПНД труба
При производстве этой продукции применяется метод экструзии. Расплавленный до пластичной массы полиэтилен выдавливается на специальном оборудовании. Формовка осуществляется через отверстие, в результате чего получается бесшовное изделие. Сам полиэтилен — белого цвета, поэтому в готовую продукцию добавляют краситель. В большинстве своем это черный или серый цвет. Продается продукция на метры и имеет диаметр от 16 до 1600 мм. В быту пользуются диаметрами не более 50 мм. Выпускают рулоны длиной 25 м.
Основными достоинствами ПНД трубы являются:
- прочность;
- простота монтажа;
- непредрасположенность к коррозии;
- дешевизна;
- долгий срок службы;
- экологическая безопасность;
- диэлектрические свойства.
Как выбрать ПНД трубу
В основном на них наносятся специальные цветные продольные полоски. Желтая полоса — изделие применяется для прокладки газопроводов, синяя — для водоводов. Продукция серого цвета используется для обустройства канализации, дренажа и водостоков.
На большинство поверхностей наносится маркировка, которая информирует потребителя о назначении, диаметре, толщине стенки и метраже. Приобретая необходимый материал, стоит обратить внимание на толщину стенок, она должна быть одинаковой по диаметру. Поверхность — гладкая и без видимых механических повреждений в виде борозд, как продольных, так и поперечных. В противном случае это брак или кустарное производство. От такой продукции стоит отказаться, т.к. возникнут проблемы как при монтаже, так и при эксплуатации.
Выбирая необходимый диаметр трубопроводов, нужно брать диаметр магистральной трубы на порядок выше, чем периферийной. Например, если у вас разводка по дому будет выполняться трубопроводами диаметром 20 мм, то диаметр подводящего трубопровода должен быть не менее 32 мм. Это желательное условие для достаточного напора и к тому же удешевляет смету.
Способы монтажа
Выбор способа, напрямую зависит от ряда условий.
Нужно определить, где будет эксплуатироваться трубопровод:
- в помещении;
- на открытом воздухе;
- в грунте.
Для одного монтажа труб из полиэтилена необходимы специальное оборудование и мастер, а другой — можно выполнить своими руками.
Сварка труб встык
При соединении прямых участков трубопроводов большого диаметра их часто стыкуют, сваривая между собой.
Технология этого процесса требует точной центровки и чистой обработки кромок соединяемого материала. Для сварки используют специальный аппарат, который можно питать от переносного источника. Полиэтилен разогревается спиралями по всему диаметру, и детали прижимаются друг к другу. Стык получается ровным, даже прочнее самого материала. Такой способ соединения пластиковых трубопроводов применяется там, где необходима пластичность неразъемного соединения. Однако, несмотря на дешевизну и простоту, такое стыкование используют только при толщине стенок 5 мм и выше.
Неразъемное соединение
Отсутствие возможности обслуживать соединение в период эксплуатации вынуждает выполнять такие соединения, как сварка встык и сварка электрическими муфтами.
Второй способ применяют при монтаже трубы ПНД в труднодоступных местах, там, где пластичность участка не играет особой роли.
Способ более дорогой. Это вызвано применением специальных муфт с уже встроенными в них спиралями. Такие муфты имеют электроды для подачи на них напряжения от постороннего источника питания. Концы труб вставляются в муфту, приложенное напряжение разогревает спирали, и конструкция сваривается. Неверно было бы думать, что неразъемное соединение выполняется только прямыми муфтами. В этих случаях также применяются фитинги: тройники, переходники с одного диаметра на другой и т.д.
Разъемное соединение
Тип такого соединения подразумевает обслуживание в течение эксплуатации.
Это как раз тот случай, когда монтаж ПНД трубы можно выполнить самому. Монтаж выполняется открыто по стенам внутри помещений или на улице с укладкой в специальные короба. Допускается прокладка на открытом воздухе без защиты. Например, на дачных участках при организации капельного полива грядок. Либо использование труб ПНД в качестве магистралей для создания точек присоединения гибких садовых шлангов. Только срок службы в данных условиях сокращается. Если при соблюдении требований труба прослужит до 50 лет и более, то в условиях открытой прокладки — 4-5 лет.
С помощью фитингов
Фитинги — это элементы, позволяющие собирать и монтировать трубопроводы.
- прямые, которые позволяют соединять элементы труб одного диаметра;
- переходные, с их помощью происходит переход с одного диаметра на другой.
Когда нужно выполнить поворот, разветвление или стыковку труб при монтаже, используют фитинги: уголки, тройники, крестовины, муфты, заглушки, штуцера. Если в процессе эксплуатации необходима частая разборка системы, фитинг тоже незаменим.
По конструктивным особенностям можно выделить:
- компрессионные — разборное соединение, где труба по внутреннему диаметру усаживается на уплотнительные кольца, а по наружному — обжимается гайкой;
- пуш-фитинги — современный дорогой, но и гораздо практичный и надежный тип разъемного соединения, основанный на методе «вталкивания»;
- пресс-фитинги — неразъемное соединение, где рабочим элементом служит пресс-гильза, которая прессуется клещами.
Муфтой
Муфты для труб ПНД — это один из фитингов. Существует ошибочное мнение, что это особый вид соединения. Однако муфта — элемент, который применяется для стыковки прямых участков трубопровода. Такое сочленение может быть как неразъемным — электрические муфты, так и разборным — муфты компрессионных вариантов исполнения. Их применяют там, где нужно продолжить трубопровод дальше либо устранить поврежденный участок и выполнить вставку нового материала.
Какой способ лучше
На этот вопрос, ответ однозначный — все зависит от того, где проводится монтаж полиэтиленовых труб. Для частных домовладений и административных помещений желательно использовать разборные соединения и работать с трубами диаметром до 50 мм.
Выполнение монтажа труб ПНД своими руками
После того как заготовлен необходимый материал, приступаем к работе.
Прежде чем начать сборку трубопровода, внимательно осмотрите фитинги. Чтобы не путать, какая часть куда вставляется, возьмите элемент, разберите и запомните, как он был собран.
Рассмотрим пример применения компрессионного фитинга для ПНД труб. Неважно уголок это, тройник или муфта. Приступим к монтажу полиэтиленовых труб. Обрезаем заготовки по размеру. Если нет специальных ножниц, то можно отпилить ножовкой по металлу. При этом необходимо следить, чтобы край был отрезан перпендикулярно поверхности, иначе соединение будет негерметичным.
Есть простой способ, как это сделать. Возьмите кусок бумажной ленты шириной, равной диаметру среза, а длиной — 1,5 диаметра. Оберните ее вокруг отмеченного места так, чтобы края бумажки совпали по окружности. Дальше можно отметить границы маркером. После того как отрезали, края необходимо обработать, удалив заусенцы. Используйте для этого наждачную бумагу, круглый напильник или нож.
На подготовленный конец нужно последовательно надеть гайку, компрессионную шайбу, уплотнитель. Резиновое кольцо оставьте в корпусе фитинга. С усилием протолкните через кольцо край до упора. Можно предварительно смочить его водой или мыльным раствором. Когда труба вошла в посадочное место, уплотняющее кольцо нужно усадить на место. Компрессионное кольцо подвести вплотную к соединению и затянуть конструкцию гайкой. Для герметичности соединения достаточно затянуть своими руками. Для надежности можно провернуть гайку ключом максимум на 1 оборот.
Монтируемый трубопровод прикрепляют к стене с помощью специальных клипс или хомутов. При этом желательно их устанавливать через каждые 35-50 см, а там где труба совершает поворот, обязательна установка 2 креплений по обе стороны уголка. Если не возникает необходимости резкого угла поворота, то углы более 90° можно выполнить, нагревая трубу строительным феном или кипятком.
Используя специальный шаблон, можно изогнуть трубу заранее. Он делается просто — доска с гвоздями, повторяющими траекторию угла поворота. Заготовку, прогревая, закрепляют между гвоздями и дают остыть. Она сохранит приданную ей форму. При прохождении стен на трубопровод надевают защитный чехол. При прокладке на открытых участках без применения коробов конструкцию желательно утеплить. Для этого используют специальные поролоновые или пенопластовые чехлы, а сверху обматывают пленкой для защиты от атмосферных осадков.
Необходимые инструменты и материалы
При выполнении установки контура трубопровода из ПНД труб понадобится следующее:
- ПНД труба;
- фитинги в необходимом количестве;
- специальные ножницы для резки или ножовка по металлу;
- пресс-клещи — при применении пресс-муфт;
- 2 разводных ключа;
- напильник или наждачная бумага;
- рулетка;
- крепежные клипсы или хомуты;
- утепляющий и изолирующий материал — при прокладке на открытом воздухе;
- перфоратор;
- победитовые коронки для выполнения отверстий в стенах нужного диаметра;
Чертеж и схемы
Перед началом работ и до приобретения материала желательно составить схему трубопровода из полиэтиленовых труб. Пусть это будет эскиз от руки, где указаны длины прямых участков, количество поворотов и отводов. Это позволит подсчитать количество материала.
Порядок выполнения работ
Справиться с поставленной задачей поможет следующий план действий:
- Составление чертежа.
- Заготовка необходимых материалов и инструментов.
- Выполнение отверстий и установка элементов крепежа.
- Сборка и прокладка полиэтиленовых труб.
- Проверка на герметичность.
- Окончательное крепление и запуск в работу.
Частые ошибки и проблемы при установке
При монтаже и даже при тщательной подготовке могут возникнуть проблемы. В основном это плохая герметичность соединений и неправильно отмеренные размеры. Например, если трубу не до конца усадить в фитинг, то соединение будет неплотным. Перетяжка гаек выдавит уплотнительное кольцо и тоже создаст утечку при прокладывании трубопровода.





