Особенности и принцип работы вальцов
Вальцовка разных видов металлов считается популярной технологической операцией, которая выполняется на металлообрабатывающих предприятиях. Наиболее популярные сферы, где применяется эта технология — строительство, ремонт. Вальцы для листового металла можно изготовить самостоятельно. Однако для этого необходимо ознакомиться с принципом работы этого оборудования, его устройством, сильными и слабыми сторонами.

Вальцы для изгиба листового металла
Разновидности
Вальцовочный станок присутствует на разных предприятиях, которые занимаются изготовлением различных изделий из металлопроката. С помощью этого оборудования можно делать заготовки овальной, конической, цилиндрической формы.
В домашних условиях мастера изготавливают детали для кровельных конструкций, воздуховоды, сливы, желоба. Модели разделяются по производительности, конструкции, типу приводов:
- Ручные модели. Компактные станки с малой массой, который используются для обработки листового проката, стенки которого не превышают по толщине 2 мм. Не требуют подключения электричества, стоят недорого. Часто изготавливаются своими руками.
- Электромеханические модели. На них устанавливается редуктор, которые ускоряет технологический процесс, облегчает труд человека. Позволяет обрабатывать металлопрокат толщиной до 4 мм.
- Модели с гидравлическим приводом. Применяются на крупных металлообрабатывающих предприятиях. Позволяют сгибать металлические листы толщиною до 8 мм.
Чтобы дополнительно ускорить производство, выполнять работы точнее, гидравлические станки оборудуются системами ЧПУ. Подобный тип управления сложно создать в домашних условиях.
Отдельное разделение относится к количеству вальцов, установленных на станке. Чем больше рабочих частей установлено, тем сложнее формы можно изготавливать.
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Данную задачу исполняют с помощью валов, через которые проходит лист металла. Вальцевание – термин, обозначающий наименование операции, которая решает эти задания. С помощью валковых машин происходит процесс изготовления труб, дугообразных устройств, дымоходных труб, водостоков и многое другое.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
Существует три категории вальцовочных устройств:
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
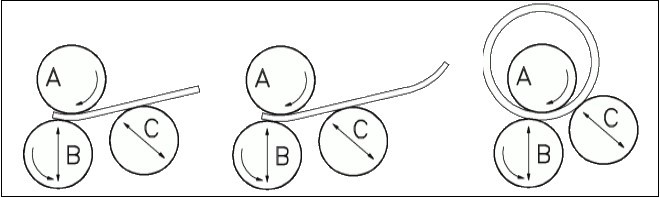
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.
Вальцы с ЧПУ на производстве
Основные принципы работы вальцов
Данный элемент конструкции вальцовочного станка – очень важное и значимое приспособление в производстве металлургической продукции. Они служат для сгибания металлических листов, труб и других деталей любой формы.
Цилиндр, который находится в постоянном вращении, является главным рабочим механизмом приспособления. Именно через данный механизм проходят и сгибаются нагретые металлические листы. Работая с железом, станок нуждается в постоянном нагревании.
Главные функции вальцовочных устройств:
- Сгибание труб на 160 градусов.
- Обработка металлических труб.
- Возможность деформирования труб вне зависимости от их размера и диаметра.
Производители
Особой популярностью пользуются следующие производители:
- Metalmaster — модели от этой компании выделяются своей надежностью, долговечностью. Дают возможность работать с металлическими листами, арматурой, трубами. Известные модели – MSR 1215 и MSR 1315.
- Stalex — еще одна известная компания, оборудование от которой ценят покупатели. Применяется во время обработки листов разной толщины. Корпуса этого оборудования изготавливаются из прочных марок стали, которые имеют повышенный показатель коррозийной устойчивости.
- Энкор Корвет. Не подходят для серийного производства из-за низкой надежности, однако для небольшой мастерской являются хорошим вариантом.
Одновременно с этим покупатели выделяют такие компании, как JET, PRINZING, SAHINLER, SCHWARTMANNS. Важно учитывать технические характеристики и возможности оборудования.
Разновидности машин для вальцевания
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Сферы применения станков
Вальцовочные станки устанавливаются на многих металлообрабатывающих предприятиях. Среди сфер, в которых они используются выделяются:
- Производство ювелирных изделий.
- Изготовление сливов для воды, кровельных элементов.
- Коммунальное хозяйство.
- Изготовление щитов, стендов.
При этом для производства разных изделий используются разные виды металлов. Станки для вальцовки листового металла упрощают строительные, ремонтные работы.
Изгиб листового металла на станке
Виды вальцовочных станков
В условиях небольшой кузницы вальцевание листового металла практически не требуется (используется листогибочный станок). Если же возникла необходимость в изготовлении круглой или овальной стальной заготовки – лучше всего обратиться в профильную производственную компанию.
Механический вальцовочный станок
Для правильной постановки задачи необходимо знать основные типы станков, чтобы уже в телефонном разговоре можно было определиться – подойдет ли это оборудование или нет.
Механический
Самый простой вариант вальцовочного станка – механический. Он состоит из трех валов, вращение которых происходит за счет шестереночной передачи. Прижим верхнего вальца осуществляется с помощью механических зажимов.
- Длина вальцевания – от 340 мм до 2 м.
- Толщина стального листа – от 0,8 до 3 мм.
- Нет возможности изготовления конусных конструкций.
Таким оборудованием чаще всего комплектуется небольшое производство, рассчитанное на обработку тонкостенного листа из металла или алюминия.
Область эксплуатации вальцовочного оборудования
Вальцовочные станки применяют при производстве металлических воздуховодов, дымоходов, промышленных и бытовых вентиляционных систем, водостоков. Малогабаритные параметры позволяют эксплуатировать станки в любых условиях, непосредственно на строительном объекте. В сфере пищевого производства применяют дробильные вальцы. В химической промышленности незаменимы вальцы листогибочного, листовального типа.
В зависимости от толщины обрабатываемого металла выбирают вальцовочный станок:
- Двухвалковое оборудование состоит из двух параллельных цилиндров;
- Трехвалковые станки используют при создании вентиляции;
- Четырехвалковые конструкции имеют нижний дополнительный вал для облегчения вальцовочного процесса.
Вальцы: принцип работы
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия.
Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается, и он становится длиннее под воздействием высокой температуры металла и степени давления.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Применение валькового оборудования в производстве
Станок вальцовочный незаменим при производстве таких вещей:
- дымоходные трубы;
- воздуховодные трубы;
- трубы различных видов и размеров;
- системы вентиляции;
- водосточные трубы.
Ввиду своего небольшого размера вальцы используются в различных сферах производства, начиная с пищевой и заканчивая химической промышленностью. Без станка для листового металла нельзя сделать элемент нужной формы (в данном случае цилиндрической). А вальцы позволяют работать с пластмассой, резиновыми смесями и различными пластичными металлами. Делая свой выбор в пользу станка, следует обратить внимание на толщину обрабатываемого металла.
Обзор вальцовочных станков
Терминами «вальцовочный станок», «валковая машина» или же «вальцы» обозначается механизм, с помощью которого специалисты совершают нужную им деформацию необходимых заготовок из листового металла для выполнения разнообразных ремонтных работ или для строительства.
Главной особенностью данного устройства является ее высокая универсальность и эффективность в работе. Эти качества дают возможность использовать этот станок в различных видах производства.
- Основные виды вальцов и их назначение
- Конструкция механизма и принцип действия
- Разновидности машин для вальцевания
- Основные принципы работы вальцов
- Применение валькового оборудования в производстве
- Несложный вариант самостоятельного изготовления вальцов
- Известные марки вальцовочных устройств
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
Существует три категории вальцовочных устройств:
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
Конструкция механизма и принцип действия
Основной деталью как заводских, так и собственноручно изготовленных вальцовых станков считается тяжелая станина, выполняющая роль основания. Обычно ее изготавливают из чугуна или листа стали большой толщины. На эту мощную станину и прикрепляется орган станка, включающий в себя от двух до девяти валков.

Эти вальцы также в некоторых устройствах оснащены специальной канавкой, позволяющей гнуть не только металлические листы, но и использовать для вальцовки труб и прутов.
- Металлические полированные.
- Обрезиненные.
Технологические возможности работы вальцового станка определяются его конструктивными особенностями, в частности:
- ширина металлолиста;
- поперечники вальцов, от которых напрямую зависит радиус изготовляемой детали;
- толщина самого металла;
- расстояние между валами (вымеряется максимальное);
- изготовление элементов конусовидной формы.
Кроме вышеперечисленных, есть еще множество факторов, от которых зависит производительность машин для вальцевания и удобство в их использовании.
Трубы на валковой машине изготовляются достаточно просто:
- Первым делом подготовленный металлический лист зажимается специальной рукояткой между валами (средним и крайним);
- После этого с помощью третьего валка к нему прижимается заготовка;
- Затем специалист запускает электрический двигатель, или же собственноручно вращает валки.
Весь процесс работы состоит в том, что металлический лист, проходя с обозначенной скоростью через валы, сгибается под необходимыми валами.
Разновидности машин для вальцевания
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Основные принципы работы вальцов
Данный элемент конструкции вальцовочного станка – очень важное и значимое приспособление в производстве металлургической продукции. Они служат для сгибания металлических листов, труб и других деталей любой формы.
Цилиндр, который находится в постоянном вращении, является главным рабочим механизмом приспособления. Именно через данный механизм проходят и сгибаются нагретые металлические листы. Работая с железом, станок нуждается в постоянном нагревании.
Главные функции вальцовочных устройств:
- Сгибание труб на 160 градусов.
- Обработка металлических труб.
- Возможность деформирования труб вне зависимости от их размера и диаметра.
Применение валькового оборудования в производстве
Станок вальцовочный незаменим при производстве таких вещей:
- дымоходные трубы;
- воздуховодные трубы;
- трубы различных видов и размеров;
- системы вентиляции;
- водосточные трубы.
Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Известные марки вальцовочных устройств
На современном рынке каждый мастер может найти подходящий для себя станок за нормальную стоимость. Не представляется сложным отыскать как бюджетную ручную валковую машину для изгибания металлических листов и труб, так и полноценное устройство цеха или большой мастерской.
Популярные торговые марки, выпускающие вальцовые станки для ручной работы:
- Stalex – данная торговая марка специализируется на производстве очень надежных и эффективных в работе устройств. Их основное назначение – развальцевание металлических листов, разных за шириной и высотой.
- Metalmaster – эта производственная компания занимается изготовлением и продажей надежного и очень функционального вальцовочного оборудования. Также его просто и удобно использовать при работе с металлопродукцией. Большинство моделей данной торговой марки оснащены специальными канавками на валках. Поэтому на данной валковой машине можно без проблем гнуть пруты и трубы.
- Энкор-Корвет – данная отечественная марка, страной-производителем которой является Китай, выпускает сравнительно дешевый, но надежный станок для развальцовки трубок и сгибания металлических листов, толщиной до 1,5мм.
- Вальцовочные машины с электромеханическим приводом:
- ВЭМ – данная валковая машина редко требует дорогостоящего ремонта ввиду своей надежности. Устройство дополнительно оснащено конструктивными деталями, что дает возможность существенно расширять специфику работы этой марки.
Как показывает количество марок, выпускающих разного рода вальцовочные станки, выбор товаров в наше время огромный. Не прилагая много усилий можно приобрести как дорогостоящее оборудование для производственных предприятий, так и небольшие станки для ручной работы.
Особенности выбора вальцов для листового металла
Вальцовка разных видов металлов считается популярной технологической операцией, которая выполняется на металлообрабатывающих предприятиях. Наиболее популярные сферы, где применяется эта технология — строительство, ремонт. Вальцы для листового металла можно изготовить самостоятельно. Однако для этого необходимо ознакомиться с принципом работы этого оборудования, его устройством, сильными и слабыми сторонами.
 Вальцы для изгиба листового металла
Вальцы для изгиба листового металла
Разновидности
Вальцовочный станок присутствует на разных предприятиях, которые занимаются изготовлением различных изделий из металлопроката. С помощью этого оборудования можно делать заготовки овальной, конической, цилиндрической формы.
В домашних условиях мастера изготавливают детали для кровельных конструкций, воздуховоды, сливы, желоба. Модели разделяются по производительности, конструкции, типу приводов:
- Ручные модели. Компактные станки с малой массой, который используются для обработки листового проката, стенки которого не превышают по толщине 2 мм. Не требуют подключения электричества, стоят недорого. Часто изготавливаются своими руками.
- Электромеханические модели. На них устанавливается редуктор, которые ускоряет технологический процесс, облегчает труд человека. Позволяет обрабатывать металлопрокат толщиной до 4 мм.
- Модели с гидравлическим приводом. Применяются на крупных металлообрабатывающих предприятиях. Позволяют сгибать металлические листы толщиною до 8 мм.
Чтобы дополнительно ускорить производство, выполнять работы точнее, гидравлические станки оборудуются системами ЧПУ. Подобный тип управления сложно создать в домашних условиях.
Отдельное разделение относится к количеству вальцов, установленных на станке. Чем больше рабочих частей установлено, тем сложнее формы можно изготавливать.
Конструкция и принцип действия
Вальцовый станок состоит из нескольких ключевых элементов, после изучения которых станет понятен его принцип действия. К ним относятся:
- Несущий элемент или как его еще называют — станина. Может изготавливаться из листовой стали или чугуна.
- Валки, которых может быть от двух до 4. Во время самостоятельного изготовления, мастера рекомендуют устанавливать 3 валка.
- Привод — электрический или гидравлический (на ручных моделях устанавливается ручка для управления валками).
- Панель управления. На системах ЧПУ устанавливаются разные датчики, монитор.
Принцип работы поэтапно:
- Изначально подготавливается лист металла, который будут подвергать вальцовке. Он должен быть ровным, без трещин, выемок. Его располагают на двух нижних валках. Заранее их разводят в разные стороны.
- После этого мастер опускает третий вал к листу, чтобы надежно зажать его между рабочими частями.
- Нижние валки начинают вращаться под действием привода или ручной силы человека. Лист перемещается. С началом движения он начинает огибать валки.
Постепенно металлическая заготовка проходит через все рабочие части по заданным конфигурациям до получения изделия требуемой формы.
 Вальцы с ЧПУ на производстве
Вальцы с ЧПУ на производстве
Основные технические параметры
Вальцы листогибочные имеют ряд технических характеристик, от которых напрямую зависит производительность, возможности оборудования. К ним относятся:
- Габариты, масса станка.
- Количество валов.
- Тип привода.
- Максимально допустимая толщина обрабатываемых металлических листов.
- Вид управления.
- Возможность выполнения разных функций.
- Наличие дополнительных элементов.
Производители
Особой популярностью пользуются следующие производители:
- Metalmaster — модели от этой компании выделяются своей надежностью, долговечностью. Дают возможность работать с металлическими листами, арматурой, трубами. Известные модели – MSR 1215 и MSR 1315.
- Stalex — еще одна известная компания, оборудование от которой ценят покупатели. Применяется во время обработки листов разной толщины. Корпуса этого оборудования изготавливаются из прочных марок стали, которые имеют повышенный показатель коррозийной устойчивости.
- Энкор Корвет. Не подходят для серийного производства из-за низкой надежности, однако для небольшой мастерской являются хорошим вариантом.
Одновременно с этим покупатели выделяют такие компании, как JET, PRINZING, SAHINLER, SCHWARTMANNS. Важно учитывать технические характеристики и возможности оборудования.
Сферы применения станков
Вальцовочные станки устанавливаются на многих металлообрабатывающих предприятиях. Среди сфер, в которых они используются выделяются:
- Производство ювелирных изделий.
- Изготовление сливов для воды, кровельных элементов.
- Коммунальное хозяйство.
- Изготовление щитов, стендов.
При этом для производства разных изделий используются разные виды металлов. Станки для вальцовки листового металла упрощают строительные, ремонтные работы.
 Изгиб листового металла на станке
Изгиб листового металла на станке
Преимущества и недостатки
Преимущества прокатного станка для листового металла:
- Возможность создавать изделия разной формы.
- Обработка листов различной толщины.
- Оборудование с ЧПУ имеет высокие показатели производительности, точности.
- Ручные модели просты в применении, надежны, долговечны.
Серьезных недостатков у вальцовочных станков нет.
Рекомендации по изготовлению вальцовочного станка
Чтобы сделать валковый листогиб самостоятельно, необходимо подготовить инструменты, расходные материалы, найти чертежи в интернете, провести сборку по представленной инструкции.
Требуемые инструменты, расходные материалы:
- Металлические листы.
- Швеллера, уголки, профиля.
- Сварочный аппарат.
- Болгарка, дрель.
- Трубы в качестве вальцов.
- Шестерни, цепь, подшипники.
- Пружины для изготовления прижимного механизма верхнего вальца.
Количество расходных материалов высчитывается по чертежу. Найти готовые эскизы можно в интернете. На них указываются размеры, расположение основных частей, направление вращения рабочих частей.
- С помощью сварочного аппарата из металлических листов сварить основание (станину). Сварочные швы зачистить, обработать антикоррозийным составом.
- Из швеллеров изготовить боковые стойки, которые навариваются на станину.
- Из металлических профилей изготовить корпус для расположения ременной передачи, шестерней. Для изготовления этого механизма можно использовать цепь, звездочки от велосипеда.
- Валы должны быть установлены в отверстиях подшипников. Перед их окончательным закреплением, проверить параллельность рабочих частей.
- Закрепить ручку для вращения валов.
Перед тем как окончательно скреплять все элементы самодельного станка между собой, необходимо проверить его в действии. Во время пробного вальцевания, необходимо точно выставить натяжение цепи. Не забывать смазывать подшипники маслом во время эксплуатации. Вальцы, собранные своими руками, которые будут установлены в холодном гараже или мастерской без отопления, необходимо покрыть защитной краской, чтобы избежать появления ржавчины.
Виды и особенности вальцовочных станков

Назначение и сфера применения
Предприятия, занимающиеся изготовлением из листового металла радиусных изделий, оснащены вальцовочным оборудованием. Вальцовка – процесс многократного гиба металлического листа, в результате которого получают заготовки для изготовления труб различного коммуникационного назначения, товаров народного потребления (тазы, вёдра и пр.), а также деталей для последующей штамповки и др.
Обратите внимание. В основе рабочего процесса вальцовочного станка заложено свойство листового металла изгибаться в заданном радиусе деформации при оказании на него механического давления посредством валов.
Вальцовочные станки можно встретить во многих сферах деятельности человека – от домашнего хозяйства до высокотехнологичных промышленных предприятий, занятых производством изделий ракетно-технического назначения.

Особенности конструкции
С помощью вальцов осуществляют пластичную деформацию листового металла. Особенностью листогибочного устройства является то, что прокат металлических заготовок происходит путём прохождения листа под давлением между двумя, тремя и даже четырьмя валками. В результате заготовка постепенно изгибается, стремясь приобрести цилиндрическую, овальную или конусную форму.
Независимо от вида модели вальцовочные станки построены по единому принципу. На примере простого ручного станка можно увидеть общепринятые элементы вальцов:

Станина может выглядеть в виде рамы, сваренной из металлопрофиля или быть чугунной плитой. Всё зависит от полезной нагрузки, на которую рассчитан станок.
Стойки
Как правило, с каждой стороны расположены по две вертикальные опоры, на которые помещена горизонтальная балка. Обычно стойки изготавливают из квадратной трубы. Мощные станки оснащены опорами из специального профиля.
Верхняя балка
Это несущая платформа, по её сторонам установлено навесное оборудование – это щёки с подшипниковыми узлами и прижимные устройства.
Одна из них может быть съёмной или иметь боковой проём, через который вынимают конец приводного вала. В них вмонтированы подшипники с шестернями, а также установлена поворотная ручка или подведён редуктор электродвигателя (приводной механизм).
Независимо от количества валов, только один из них является приводным и съёмным. Два или три вала закреплены стационарно и являются ведомыми элементами проката листового металла.
Прижимы
Устройства расположены с двух сторон валов. Прижимы оснащены винтами, которые прижимают ведущий вал к ведомым цилиндрам. Чтобы прокатка осуществлялась без брака прижим регулируют синхронно двумя устройствами. От степени прижима зависит величина радиуса изгиба заготовки.
Классификация
Основой являются прокатные вальцы – длинномерные валы, изготовленные из высокопрочного стального сплава. По их количеству листогибочное оборудование подразделяется на три вида – это станки:
Двухвалковые
Эти станки в основном востребованы в приусадебных хозяйствах, ремесленных мастерских и там, где нужно время от времени изготавливать мелкими партиями водосточные желоба, небольшие ёмкости и т.п. Валы расположены в одной вертикальной поперечной плоскости один над другим. Диаметр верхнего вала, как правило, вдвое меньше нижнего вала. От степени прижима подвижного верхнего цилиндра к нижнему катку зависит величина радиуса гиба заготовки.
Достоинства
Преимущества двухвалковых листогибов можно описать так:
ручные модели не нуждаются в силовом оборудовании так, как используется физическая сила оператора станка;
снабжённые электрическим приводом, станки обладают большей производительностью;
широкий ряд, обрабатываемых материалов – от мягких до жёстких листовых материалов различного вида.
Трёхвалковые
Самый популярный вид листогибочных вальцов – это станки с тремя катками. Их можно встретить, как в ручном исполнении, таки и с электроприводом. Станок представляет собой три вала, оси которых представляют собой вершины равнобедренного треугольника. Один из них является приводным и находится над или под двумя стационарными катками. Отличительной особенностью конструкции является то, что ведущий вал одним концом закреплён в щеке тогда, как второй конец можно вынимать из второй щеки для снятия готового изделия в виде цилиндра.

На заметку. Вальцы содержат деформационный орган, который расположен на раме или литой станине, в зависимости от массивности обрабатываемого листового материала. Особый интерес представляют электромеханические вальцы. Благодаря силовому приводу, оборудование такого типа легко обрабатывает листовой металл толщиной 1,5 мм и более.
Принцип работы
Работа трёхвалкового вальцовочного станка заключается в обкатке листового металла вокруг приводного валка. Его диаметр определяет минимальный радиус гиба заготовки, размер которого регулируют высотой ведущего вала относительно двух катков. Ручные вальцы используют в основном для гибки алюминиевых и медных листов. А также на них изготавливать цилиндрические, овальные и конусные заготовки из оцинкованной жести.
Четырёхвалковые
Вальцы такого типа оснащены гибочным органом, состоящим из одного верхнего ведущего вала и двух нижних валков + дополнительный нижний цилиндр. Этот дополнительный элемент исключает недостаток 3-х валкового оборудования, то есть на заготовках не оставляет крайние прямые участки.
Наличие четырёх валов, предназначенных для вальцовки листового металла толщиной до 7,5 мм. требует применение силового привода большой мощности. Поэтому станками такой конструкции управляет гидравлика. Сложное мощное гидравлическое вальцовочное оборудование оснащено числовым программным управлением (ЧПУ). Все настройки, регулировки и рабочие процессы полностью автоматизированы.
Заключение
Вальцовочные станки с успехом используются индивидуальными предпринимателями, в малых предприятиях и небольших слесарных мастерских.
Виды вальцов для листового металла
В основном вальцы для гибки листового металла применяют для придания заготовкам форм: круглой, цилиндрической, овальной, конической, полицентрической.

Вальцовочные станки применяют для работы с металлопрокатом, осуществляя с их помощью контролируемую продольную или поперечную деформацию для изготовления широкого ассортимента изделий. В основном они используются, как вальцы для листового металла, но также могут обрабатывать практически все профильные заготовки с плоской формой поверхности.
В зависимости от типа и назначения, вальцовый станок способен сгибать заготовки с различными габаритами и большим диапазоном толщины исходного материала. Поэтому станки для вальцовки листового металла могут иметь конструкцию от самого простого ручного листогиба с двумя валами, до сложной прокатной машины с ЧПУ, в которой могут располагаться до девяти рабочих валов.
Сфера применения
В основном вальцы для гибки листового металла применяют для придания заготовкам следующих видов форм:
- круглой,
- цилиндрической,
- овальной,
- конической,
- полицентрической.
Небольшой вальцегибочный станок, к примеру, может изготавливать из оцинкованной жести практически все элементы:
- дымоходов,
- воздуховодов,
- вентиляционных систем,
- водостоков.
Ограничения сферы использования вальцов для листового металла определяется только их техническими параметрами:
- размеры и отношение диаметров основного и вспомогательных валов, которые непосредственно влияют на минимальный и максимальный радиус гиба;
- длина рабочих валов, определяющая максимальную ширину обрабатываемого листа;
- вид привода валов, от которого зависит величина толщины будущего изделия.
А также технологические возможности вальцегибочных станков определяют их конструктивные особенности. К примеру, изготовление изделий конической и полицентрической формы напрямую зависит от способности изменять местоположение рабочих валов относительно друг друга.
Виды вальцовочных станков
- двухвалковые,
- трехвалковые,
- четырехвалковые.
Еще различают вальцовый станок по виду привода на:
- механические вальцы с ручным приводом,
- вальцы электромеханические,
- вальцы гидравлические.
Двухвалковые вальцы
Двухвалковые вальцы для изготовления простых цилиндрических форм изделий стали применять сравнительно не так давно и связано это, прежде всего, с конструктивными особенностями и технологическими новшествами, применяемыми при их изготовлении.
Двухвалковые листогибочные станки состоят из прочного каркаса и двух рабочих валов, расположенных параллельно один над другим строго по вертикали. Верхний представляет собой полированный стальной вал и имеет меньший диаметр. Нижний вал, как правило, вдвое большего диаметра, состоит из стального сердечника, на который нанесено относительно мягкое покрытие из износостойкой резины или полиуретана.
При работе нижний вал, способный перемещаться в вертикальной плоскости, прижимает с определенным усилием лист заготовки к верхнему валу и прокручивает его, тем самым и придает ему форму изгиба. Получается так, что минимальный радиус определяется диаметром верхнего вальца, а максимальный радиус гиба — усилием прижима нижнего вала.
Настройка такого станка заключается в механической регулировке силы прижатия валов, тем самым позволяя устанавливать необходимый размер радиуса цилиндрической формы готового изделия.
Двухвалковые вальцы имеют ряд существенных преимуществ таких, как:
- простота конструкции;
- при работе не повреждается материал заготовки;
- возможность сгибать без лишней деформации листовой материал, имеющий на своей поверхности штамповку, гравировку или перфорацию;
- способность обрабатывать от мягких до жестких листовых материалов;
- отсутствие не загнутых прямых участков на краях готового изделия.
Удачность сочетания простоты и технологичности сделало возможным изготавливать на базе двухвалковой конструкции универсальные станки с ЧПУ. Это, в свою очередь, позволило полностью автоматизировать процесс регулировки и центровки сжимания рабочих валов. Таким образом, современные технологии в сочетании с программным обеспечением на двухвалковых листогибочных станках с ЧПУ сделали возможным массовый выпуск широкого ассортимента сложных конических и полицентрических форм готовых изделий.
Как работает двухвалковый листогибочный станок можно посмотреть на данном видео:
Трехвалковые вальцы
- симметричные,
- асимметричные.
Вальцы ручные трехвалковые имеют, как правило, простую и легкую конструкцию, работающую по симметричной схеме. Поэтому их часто применяют для изготовления элементов вентиляции или водостоков непосредственно на месте монтажа.
Работает трехвалковый вальцегибочный станок по принципу обкатки заготовки вокруг верхнего валка. Он является основным рабочим валом и его диаметр определяет минимальный радиус гиба. Настройка и максимальный диаметр радиуса цилиндрического изделия производится регулировкой высоты верхнего вала относительно нижних вальцов. Последние располагаются статически при симметричной схеме, то есть закреплены на одинаковых расстояниях относительно основного вала.
По такой же схеме работают вальцы трехвалковые электромеханические, с той лишь разницей, что их конструкция более массивна и способна, в отличие от ручного оборудования, обрабатывать листовой металлопрокат с пределом прочности свыше 50 кг/мм2, позволяя изготавливать изделия промышленных масштабов.
Ручные вальцы трехвалковые используют для обработки медных и алюминиевых листов, а также оцинкованной жести или тонколистовых материалов с максимальной предельной прочностью до 50 кг/мм2.
При всех своих достоинствах конструкция как серийных, так и самодельных моделей трехвалковых гибочных станков имеет один существенный недостаток — при обкатке на краях заготовки остаются пусть и не очень большие, но прямые участки. Если на относительно маленьких по размерам станках это можно нивелировать, подкладывая в место разрыва дополнительную полоску жести, то на больших гибочных станках для листового металла приходиться прокатывать заготовку.
Стоит отметить, что в основном народные умельцы как раз самостоятельно изготавливают именно ручной вальцовочный станок по симметричной схеме с тремя валами. Как устроен и как работает самодельный трехвалковый листогибочный станок можно на следующем видео:
Четырехвалковые вальцы
В основном, применяются вальцы четырехвалковые гидравлические для промышленной обработки металлопроката толщиной от 1,5 мм до 75 мм, при этом, независимо от толщины листа, возможно изготовление как простых цилиндрических и овальных форм, так и сложных полицентрических изделий.
Все современные четырехвалковые вальцовочные станки оснащены числовым программным управлением, поэтому все рабочие процессы, а также регулировки и настройки, полностью автоматизированы, что практически лишает их производственных недостатков.
Работу четырехвалкового вальцовочного станка можно посмотреть, открыв видео:
Популярные производители
Германо-итальянский концерн «DEGstm», имеющий полноценный инжиниринговый центр «DEG Composite» в России выпускает, пожалуй, весь диапазон ассортиментного перечня существующего вальцовочного оборудования. Предлагаемая ими продукция представлена следующими технологическими линейками:
- двухвалковыми гидравлическими гибочными станками серии MG F, которые способны обрабатывать листовой материал с рабочей длиной от 530 до 2050 мм и при толщине 2-4 мм с минимальным радиусом от 40 до 90 мм;
- трехвалковыми гидравлическими гибочными станками серии MG G, соответственно работающими с параметрами листопроката с размерами от 1250 до 3100 мм, толщиной от 3 до 130 мм и с диаметром гиба от 120 до 940 мм.
- четырехвалковыми гидравлическими гибочными станками серии MG M, способными обрабатывать металлический лист с размерами рабочей длины от 550 до 3100 мм, толщиной от 1,5 до 75 мм и минимальным гибочным диаметром от 70 до 680 мм.
Конкуренцию им составляет также немецкая фирма «Prinzing GmbH», предлагающая весь ассортимент станков для вальцовки листового металла.
Немногочисленные российские производители представлены:
- Воронежской фирмой «Энкор», которая предлагает по конкурентным ценам трехвалковыми гибочными станки с ручным и электромеханическим приводом;
Московской инжиниринговой фирмой «METAL MASTER», которая также выпускает несложные трехвалковыми гибочные станки с ручным и электромеханическим приводом.
Вальцовка листового металла: особенности процесса
 Вальцовка — процесс гибки металла под давлением, в результате которого изделие приобретает цилиндрическую форму. Эту технологию используют на протяжении многих столетий, и за время своего существования она значительно усовершенствовалась. Появились новые инструменты, облегчающие процесс деформации твёрдых материалов.
Вальцовка — процесс гибки металла под давлением, в результате которого изделие приобретает цилиндрическую форму. Эту технологию используют на протяжении многих столетий, и за время своего существования она значительно усовершенствовалась. Появились новые инструменты, облегчающие процесс деформации твёрдых материалов.
- Область применения
- Характеристика процесса вальцевания
- Типы вальцовочных станков
- Составные части вальцов
- Изготовление листогибочного оборудования собственноручно
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс. Важно, чтобы материал был в необходимой мере пластичным.
 Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Характеристика процесса вальцевания
Принципиальная особенность вальцовки листового металла состоит в том, что процесс деформирования происходит по всей контактной поверхности. Это немного снижает производительность, но повышает стойкость прокатных рабочих валиков. К преимуществам вальцовки металла можно отнести:
 Снижение эксплуатационных расходов на оснастку и оборудование.
Снижение эксплуатационных расходов на оснастку и оборудование.- Увеличение эксплуатационного срока инструментов и станков.
- Эффективное использование в условиях единичного и мелкосерийного производства.
- Снижение потерь от брака.
- Низкую стоимость вальцовочной машины в сравнении с гидравлическим или механическим прессом. Затраты на ее приобретение окупаются в течение полугода активного использования.
 Снижение эксплуатационных расходов на оснастку и оборудование.
Снижение эксплуатационных расходов на оснастку и оборудование.В процессе выполнения вальцовки оператор может изменять скорость деформирования металла. При других формовочных операциях штамповки это не всегда возможно.
Вальцовку листа металла можно выполнять в нескольких вариантах:
- в поперечном направлении подачи заготовки;
- в продольном направлении;
- при винтовой подаче.
Первый вариант используется для получения коротких труб, второй — длинных.
Процесс листовой вальцовки характеризуется следующими особенностями:
- Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.
- При выполнении операции скорость вальцовки не влияет на энергетические затраты, напротив, при увеличении показателя рабочее усилие процесса снижается.
- Трение между валками напрямую зависит от поверхности. Снижение шероховатости приводит к снижению трения. Поэтому при постоянной эксплуатации вальцовочных машин необходимо периодически шлифовать поверхность оснастки.
 Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.
Деформирование производится крутящим моментом, а не усилием. Значение крутящего момента зависит от условий контактного трения, диаметра рабочих валиков и физико-математических характеристик материала.При вальцовке стального изделия до 6 мм толщиной исходный металл обрабатывается в холодном состоянии. Если работают с деталями из толстолистового материала, применяют предварительный подогрев. Вальцовочную машину в таких случаях устанавливают возле печей с безокислительной нагревательной системой. Благодаря этому процесс образования поверхностной окалины снижается.
Если производят деформацию горячекатаного листового проката, перед вальцеванием правят лист. Это оговаривается техническими требованиями ГОСТа.
Типы вальцовочных станков
 Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Все станки в зависимости от количества валков делят на четырех-, трех- и двухвалковые. Трехвалковые бывают симметричными и асимметричными. У четырехвалковых станков имеется дополнительный вал, что упрощает процесс вальцевания. Все элементы надежно сцеплены между собой, что сводит к минимуму вероятность выскальзывания листового материала и увеличивает скорость обработки.
По типу используемого привода вальцы бывают:
- гидравлические;
- ручные;
- электрические.
Вальцы с ручным приводом очень простые по конструкции. Такое устройство не требует дополнительного питания для работы и имеет такие преимущества:
- надежность;
- компактность и мобильность;
- невысокая стоимость;
- простота обслуживания и эксплуатации.
К минусам оборудования этого типа можно отнести:
- невозможность использования при вальцевании изделия из металла более 2 мм толщиной;
- невысокая производительность;
- для гибки листовой заготовки понадобится приложить значительные физические усилия.
 Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Вальцы, работающие от гидравлического привода, самые мощные. Устройство такого типа отличается большими габаритами. Как правило, такое оборудование устанавливают на промышленных предприятиях.
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
- электродвигатель;
- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.
 электродвигатель;
электродвигатель;Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
Изготовление листогибочного оборудования собственноручно
Чтобы собрать станок для обработки листового металла, необходимо наличие определенных навыков, расходный материал и инструменты.
Первое, что понадобится — составить самостоятельно или найти в интернете чертеж. Далее можно приступить к подготовке материалов и к сборке конструктивных узлов, к которым относятся:
- рама вальцов;
- боковые стойки;
- стальные валки (их диаметр и количество зависит от того, какой мощности будет устройство);
- рукоятка, приводящая нижние валки в движение;
- приводной узел (зубчатый или цепной), который обеспечивает синхронное вращение нижних валков;
- нажимной узел пружинного типа.
 рама вальцов;
рама вальцов;Начинают сборку вальцов с изготовления рамы. Ее можно сварить из толстых стальных заготовок согласно размерам, указанным в чертежах. Для боковых стоек подойдут мощные швеллеры из низкоуглеродистой стали, которые крепятся к раме при помощи сварки.
На одной из стоек фиксируются элементы приводного узла, для чего предусмотрены специальные отверстия. После монтирования боковых стоек в подшипниковые узлы устанавливаются валки. Их необходимо параллельно выставить и окончательно зафиксировать остальные узлы.
Вальцевание широко востребовано благодаря своим неоспоримым преимуществам. Так как это метод холодной деформации, в процессе обработки материал не подвержен действию высокой температуры. Такая особенность оставляет без изменений свойства материалов. Операция вальцевания дает возможность получить точную заготовку, полноценную деталь или декоративный элемент.
Какой газ используется в квартирах и частных домах
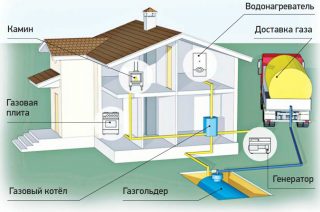
Природный газ перед использованием в жилище подвергается серии доработок. Горючую смесь очищают от вредных примесей, соединяют с добавками, чтобы придать запах, увеличить результативность горения. Топливо идет по магистралям, поставляется в газгольдеры, некоторые используют газовый баллон в частном доме. Состав смеси различается в зависимости от района добычи.
- Газоснабжение жилых домов
- Магистральный газ
- Газгольдер
- Баллон
- Разновидности бытового газа
- Природный
- Сжиженный
- Состав и давление газа в квартирах
- Цвет пламени в конфорках
- Опасность природного газа
- Токсичность
- Взрывоопасность
- Правила эксплуатации газового оборудования
- Причины взрывов газа в домах
- Можно ли отказаться от газа
- Куда обратиться
- Как получить разрешение
- Как перекрыть газ
Газоснабжение жилых домов

Газ поставляется в дом или квартиру по магистральным трубам или из газгольдера/баллона
В домах используют несколько разновидностей газового топлива. Природная смесь объединяет в себе разные соединения углеводорода, среди которых есть метан и пропан.
Газ поставляют потребителям:
- по трубопроводам, непосредственно подводящим топливо к бытовым агрегатам (колонкам, плитам, генераторам и др.);
- посредством наземной транспортировки с помощью баллонов и газгольдеров (специализированных емкостей).
В резервуарах смесь перевозится в сжиженном виде, процесс преобразования отличается в зависимости от типа газа. Для обратного превращения потребителю достаточно открыть кран баллона на кухне. Система закрытых емкостей актуальна, если проводить магистраль к частным домам экономически невыгодно.
Магистральный газ
 Газ в газопроводе к жилым домам поступает от месторождения и точки добычи. Магистральный трубопровод — основной вид снабжения бытовых потребителей многоквартирного, частного сектора.
Газ в газопроводе к жилым домам поступает от месторождения и точки добычи. Магистральный трубопровод — основной вид снабжения бытовых потребителей многоквартирного, частного сектора.
В системе предусмотрены объекты газораспределения:
- трубопроводы — наземные, подземные, на насыпях (дамбах);
- ведущие и интервальные компрессорные пункты, станции осушки, очистки;
- газораспределительные сетевые установки на конечных ответвлениях, редукторы;
- подземные хранилища.
Строят линии из стальных труб, диаметр которых предусмотрен до 142 см, а планируемое давление внутри составляет 10 Мпа. Система газораспределения проводит 50 – 60 млрд кубометров топлива в год.
На всех объектах структуры работает автоматика, руководит работой и контролирует ее сеть диспетчеров.
Газгольдер
Емкости предназначены для сохранения газообразного топлива.
Различают два типа газгольдеров:
- Переменного объема. В них газ имеет напор, близкий к существующему в атмосфере, а его температура равна показателю окружающего воздуха. Емкости меняют объем с поступлением новой порции газа или при откачке. Материалом стенок служит прорезиненный материал, резина, железобетон, металл.
- Постоянного объема. Делают подземные, надземные, шарообразной или цилиндрической формы, внутри топливо имеет напор до 1,8 Мпа. Конструкции бывают горизонтального и вертикального расположения.
Различают по объему бытовые на основе группы баллонов — 100 – 500 л, цилиндрические для дач и загородных наделов 10 – 20 м³, промышленного газоснабжения — 20 – 50 м³.
Баллон
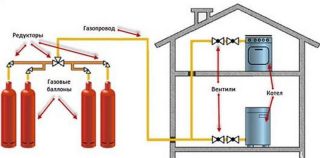
В герметичных сосудах хранят и перевозят жидкий и сжатый газ под избыточным напором. Материалом стен служит сталь 30ХМА, 34СrМо4, 30 ХГСА.
- сварные — в конструкции содержат днище, обечайку, горловину;
- бесшовные — состоят из днища, цилиндра, горловины.
Баллоны периодически проверяют, делают техническое освидетельствование. Емкости, которые не прошли проверку, не используют. При перевозке на емкость надевают резиновые кольца для безопасности.
Разновидности бытового газа
Энергоноситель для домашнего использования быстро зажигается, включает минимальный объем твердых частиц, горит без копоти и задымления. В составе содержит горючую смесь, небольшое количество модифицирующих добавок.
Бытовой газ в квартире бывает двух видов:
- природный;
- сжиженный.
Качество газового топлива, норма концентрации примесей для природного вида регламентируется в ГОСТ 55.42 – 1987, а для СУГ — в ГОСТ 20.448 – 1990.
Природный
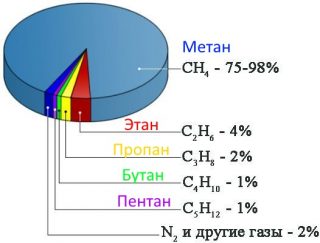
Состоит из углеводородных соединений, в основном включает метан (около 98%), также добавки других газообразных веществ (бутан, этан, пропан, пентан). В земных недрах находится в газообразном виде или растворен в жидкости и нефти.
Характеристики природного топлива:
- плотность в сухой газообразной форме — 0,68 – 0,85 кг/м³, в жидкой — 400 кг/м³;
- воспламеняется самостоятельно при +650°С;
- начинает испаряться при +161,5°С;
- с воздухом становится взрывоопасным при концентрации 4,4 – 17% от объема.
Воздух тяжелее природной газообразной смеси в 1,8 раза, поэтому в случае утечки газ поднимается, а не собирается внизу.
Сжиженный
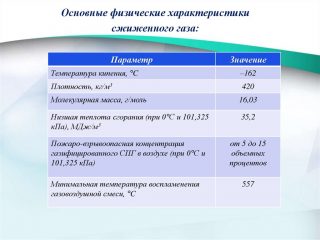
В такое состояние его приводят искусственным охлаждением до температуры -160°С, чтобы удобно перевозить и хранить. В итоге получают бесцветную жидкость, которая не имеет запаха.
- плотность 0,41 – 0,5 кг/л, значение изменяется с переменой температуры, давления;
- кипит при температуре -158° – -163°С;
- в сжиженном виде нетоксичен, не агрессивен и не взрывоопасен.
При обычной температуре и давлении жидкость превращается в газ и смешивается с воздухом. Если в это время есть контакт с открытым огнем, вещество воспламеняется. Транспортируют жидкую массу в газовозах с криоемкостями. После восстановления его можно перемещать в газопроводных магистралях.
Состав и давление газа в квартирах
Давление в трубопроводе отличается от напора газовой смеси, поступающей в квартиру или дом. Внутри главного участка магистрали показатель высокий, но на входе в ответвление для жилого сектора стоят редукторы, понижающие напор.
Показатели давления для разных объектов газопотребления:
- города и поселки, жилой сектор — 0,05 — 3 кгс/см²;
- снабжение промышленного региона — 6 кгс/см²;
- подача газа между городами — 12 кгс/см².
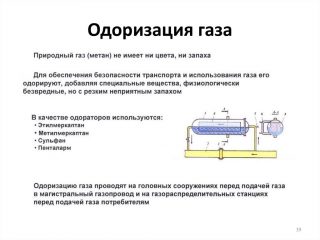
Давление в разных участках труб определяется ГОСТом. В составе бытового газа есть пропан, водяной пар, метан, сероводород, углекислота. Для запаха добавляют одоранты: этантиол и этилмеркаптан, чтобы была возможность обнаружить утечку.
Цвет пламени в конфорках

Красное пламя указывает на высокую концентрацию газа в воздухе
Цвет огня в горелке отличается в зависимости от качества голубого топлива. Чистый газ горит голубоватым равномерным пламенем без добавления других оттенков.
Значение цвета пламени:
- желтые язычки — присутствуют примеси;
- оранжевые проблески — в систему попал кислород, примешана пыль, сажа;
- красный огонь свидетельствует о повышенном выделении угарного газа в воздух.

Опасность природного газа
Если в воздухе превышена норма содержания газа, такая атмосфера может стать причиной отравления. Опасная концентрация при наличии искры вызывает взрыв, приводит к пожарам и разрушениям конструкций дома.
Любая энергия опасна, если не контролировать исправность приборов. Смесь воздуха и газа становится взрывоопасной при превышении определенного процента в атмосфере помещения. В смеси вводят ароматизаторы, чтобы при утечке человек мог определить присутствие газа уже в объеме не больше 1/5 части нижней концентрации взрыва.
Токсичность

Превышение нормы газа в воздухе приводит к плохому самочувствию и даже смерти. Первыми признаками ухудшения состояния является головная боль и удушье.
Симптомы легкого отравления:
- в висках стучит;
- появляется боль в груди и сухой кашель;
- слезятся глаза, тошнит;
- иногда возникают слуховые и зрительные галлюцинации;
- ускоренно бьется сердце, повышается артериальное давление.
При тяжелом отравлении происходит потеря сознания, начинаются судороги, развивается коматозное состояние, наступает паралич. Чтобы избежать таких неприятностей, в газовой системе дома нужно устанавливать распознавательные автоматические датчики, которые могут отключать подачу.
При запахе газа человек должен немедленно перекрыть газ в квартире, вызывать аварийную службу.
Взрывоопасность

Утечка газа сама по себе не является катастрофой, но она приводит к аварийной ситуации, взрыву. Причиной воспламенения воздуха может стать горящая сигарета, зажженная спичка. При включении электроприборов вылетает случайная искра, что также вызовет взрыв. Если в доме ощущается кисловатый запах газа, нельзя включать электричество, свет.
Все взрослые и дети должны знать правила поведения при запахе газа:
- перекрыть вентиль или клапан подачи;
- открыть окна, двери, создать сквозняк;
- вызвать специалистов.
Соблюдение правил безопасности, своевременная проверка шлангов, горелок, агрегатов сохранит целостность помещения и здоровье.
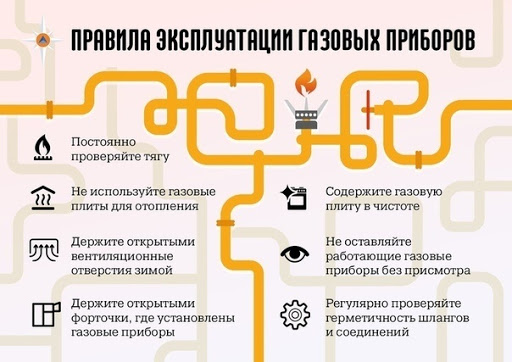
Правила эксплуатации газового оборудования
Порядок работы с газовыми приборами несложный, но каждый пользователь должен выполнять простые условия. Баллоны с содержимым или пустые хранят вне помещения. При готовке находятся рядом с плитой, следят, чтобы выкипевшая жидкость не затушила огонь, и не стала причиной поступления несгоревшего газа.
Правила эксплуатации ГО:
- Баллоны ставят в кожухах, ящиках не ближе, чем 5 м от входа в дом, снабжают табличкой «Огнеопасно. Газ». Их снабжают решетками для вентиляции, запирают на замок.
- Запрещено пользоваться плитами, газовыми приборами, если есть запах газа, или слышится характерное шипение вырывающейся струи.
- Нельзя присоединять газовое оборудование инструментом, который образует искры. Герметичность соединений проверяют мыльной пеной, но не горящей спичкой или зажигалкой.
Причины взрывов газа в домах
Лучше всего поставить специальную систему сигнализации о повышенной концентрации угарного или бытового газа в атмосфере. Сигнал будет передаваться работникам газовой службы и спасателям.
Основные причины аварийной ситуации:
- изношенность общедомовых и внутриквартирных труб;
- неисправные приборы;
- человеческая небрежность.
Можно ли отказаться от газа
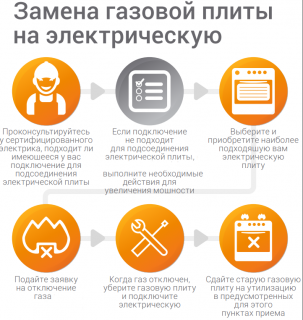
Каждый дом запроектирован на определенный источник энергии для приготовления пищи, поэтому жилец при вселении не имеет выбора. Но по правилам человек может отказаться от газа в квартире, заменить его электроплитой, для чего нужно оформление разрешения.
Есть условия для расторжения договора поставки:
- абонент полностью оплатил потребление газа по тарифу;
- оплатил расходы по отключению специализированной организации;
- спецслужба составила акт об отключении с обоюдными подписями.
Тубы демонтируют или заглушают. Во втором варианте жилец обеспечивает проход в квартиру раз в полгода для проверки состояния.
Куда обратиться
Для расторжения договора идут в территориальный участок газового хозяйства, пишут заявление с изложением просьбы об отключении. С собой берут паспорт и квитанции об оплате газа и услуг по демонтажу газовых труб. В тексте заявки указывают причину отключения. Иногда прерывают подачу только на определенный срок, например, при переезде на дачу, длительной поездке за рубеж.
Часто отключают не весь трубопровод в квартире, а только одну ветку. Например, оставляют снабжение газовой колонки, но отключают плиту.
Как получить разрешение

Самостоятельно перекрыть газ нельзя, нужно получить разрешение в газовом хозяйстве
Демонтаж газопровода связан с составлением нового проекта по прокладке труб для других жильцов в доме, поэтому такие перепланировки оговариваются в чертежах. Документацию заверяют в специальном отделе горгаза, затем выписывают разрешение на отключение газа.
В доме осматривают состояние электропроводки. Подключение электроплиты вызывает увеличение мощности, поэтому электропроводка иногда не выдерживает и горит. Потребуется заключение технической службы электриков о состоянии проводов, возможности повышения нагрузки.
Как перекрыть газ
После оформления всех документов, проекта, разрешения с пользователем связывается представитель инженерно-технической службы, уточняет время проведения работ по демонтажу газовых труб в отдельной квартире.
В день работ с клиентом подписывают договор, иногда оплату проводят на месте с применением портативного кассового аппарата. Работник государственной службы снимает показания счетчика, затем заваривает трубу. После отключения выдается акт выполненных работ. Самостоятельно такие работы проводить нельзя.





