Производство и виды фанеры
Технологический процесс, применяемый на современных фабриках, позволяет создать максимально эффективное производство фанеры высокого качества. В результате получают строительный материал, который используется в изготовлении мебели, разнообразных конструкций и для иных целей.
Сфера применения
Фанера – это строительный материал в форме многослойной плиты, созданный через склеивание слоями лущеного шпона с использованием дополнительных фиксирующих компонентов. Для производства конструкций применяют плиту с разным количеством слоев, склеенных по определенному принципу.
- Для конструирования больших и маленьких летательных аппаратов.
- Для строительства конструкций разных размеров.
- Во всех направлениях производства мебели.
- В производстве облицовочных материалов.
- В производстве строительных материалов.
- В создании музыкальных инструментов.
- Как основу рекламных щитов.
- Для установки опалубки.
- В производстве тары.
- И в других сферах.
Разновидности фанеры
Сегодня на фабриках производят продукцию, отличающуюся по технологическим и конструктивным признакам в зависимости от сферы применения. Она имеет разную внутреннюю структуру, которая определяет ее эксплуатационные качества.
- Шлифованная и не шлифованная.
- Профилированная фанера.
- Общего назначения.
- Бакелизированная.
- Ламинированная.
- Армированная.
- Облицовочная.
- Строительная.
- Авиационная.
- Водостойкая.
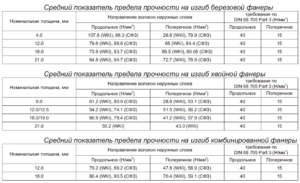
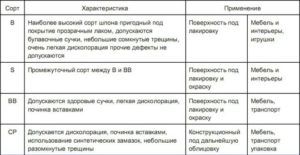
В зависимости от качества шпона наружного слоя, фанера делиться на 5 сортов: А/АВ, АВ/В, В/ВВ, ВВ/С, С/С.
Стадии производства фанеры
Фабричное производство фанеры разных видов, на некоторых этапах немного отличается, но основной технологический процесс ее изготовления остаётся все тем же.
Существуют следующие этапы производства:
- Подготовка древесины.
- Заготовка шпона.
- Склеивание шпона в листы.
- Нанесение защитного и облицовочного покрытия.
Заготовка древесины для получения фанеры
 Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Для производства фанеры используется шпон из лиственных пород и хвойной древесины. Для наружных слоев предпочитают березу, реже граб, тополь, бук и ольху. Цена березового шпона в закупке материала, является самой дешевой, потому она и обрела такую популярность среди производителей. Граб, тополь, бук и ольху считают дорогостоящими материалами, потому их используют для производства шпона по индивидуальным заказам. С хвойных пород деревьев, часто изготавливают внутренний слой, из-за хорошей прочности и небольшой стоимости этой древесины в закупке.
Привезенный материал в первую очередь проходит калибровку на специальном станке. Снимаются все излишки, сучки и кора в результате достигается ровный круг на срезе в соотношении с центром древесины. Длинные бревна разрезаются на одинаковые чурки и направляются на этап варки.
Древесина должна иметь одинаковую влажность. Это необходимо для сохранения целостности структуры будущей плиты и избегания проблем на этапе производства. Перед лущением, все заготовки на продолжительное время замачивают в теплой воде, тем самым выравнивают их общую влажность.
Размягчённое в воде бревно легче поддается лезвиям станков, это в несколько раз ускоряет процесс нарезания и сохраняет длительное время податливость материала.
В воду могут добавлять вещества, придающие будущим изделиям дополнительные свойства. Как только древесина равномерно пропитываться влагой, ее отправляют на этап изготовления шпона.
Процедура изготовления и отделки шпона
Подготовленные бревна загружают в специальные установки, фиксируя их между тремя валиками и, с помощью лезвий срезают листы или ленту шпона. Валики одновременно фиксируют и вращают бревна с заданной скоростью. Размеры определяют в зависимости от технических характеристик лущильного станка и размеров готовой продукции. Листы складывают в стопки, а ленту сматывают в рулон.
Далее, шпон загружают в форматно-раскроечный станок, с которого выпускают ленту и ножами нарезают ее на листы требуемых размеров. Весь процесс автоматический и настраивается оператором станка.
Сушка проводится в специальных закрытых помещениях, с автоматическим контролем температуры. Горячий воздух стараются распределять неравномерно, чтобы разделить сушку на несколько последовательных этапов. Рулоны или листы в подвешенном состоянии перемещают по многоэтажной роликовой системе. Это позволяет провести процесс сушки максимально эффективно с соблюдением всех временных ограничений. Влажность шпона должна быть – от 4 до 6%.
После сушки, шпон проходит ОТК. Контролеры и рабочие удаляют все дефектные участки, листы сортируют согласно требуемым размерам и влажности. Готовый элемент отправляют в цех производства фанеры.

Технологический процесс производства
Технологический процесс изготовления фанеры происходит в несколько этапов.
Склеивание
На специально оборудованных столах располагают листы шпона одинакового размера. Их поверхность очищают от древесной пыли и мелкого мусора, чтобы при склеивании не создавалось лишних бугорков. Далее, собирают и группируют по размерам в стопки для будущей склейки каждой плиты.
Вначале изготавливается хвойная фанера, как внутренний слой и будущий каркас. На первый лист наноситься влагостойкий клей, бакелитовая пленка или смола. Сверху его прижимают следующим листом шпона в результате получается своеобразный бутерброд. Процесс могут повторять до получения 3 и более слоев. Вся работа проводиться в хорошо проветриваемых помещениях из-за повышенной токсичности некоторых веществ в составе клея.
Часто, количество слоев увеличивают для повышения прочности. Например, такой способ применяют во время производства строительной фанеры.
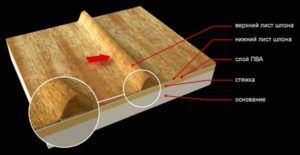
При склеивании волокна древесины каждого нового слоя стараются располагать перпендикулярно предыдущему, что в несколько раз увеличивает прочность будущей конструкции. Если слоев в плите четное количество, это значит, что направление внутренних волокон древесины расположено параллельно друг к другу. Для получения широких полноформатных листов используют способ ребросклеивания по продольным кромкам.
В случае обнаружения поврежденных участков на листах, их вырезают и заменяют специальными заранее подготовленными заплатками. Поврежденный шпон, стараются использовать для создания внутренних слоев фанеры.
Иногда на спиле листа можно увидеть резкие изменения цвета волокон с черными включениями. Это говорит о том, что производитель экономил на закупке качественной древесины, использовал подгнившее второсортное сырье или нарушил технологический процесс изготовления продукции. Такая плита редко когда выдерживает требуемые нагрузки и через непродолжительное время может разрушиться.
Холодное склеивание или термическая обработка под давлением
Первый способ – при холодном склеивании лист фанеры помещают в пресс и оставляют его там при комнатной температуре на 6 часов. После застывания, его отправляют на этап просушки.
Второй способ – готовые тщательно склеенные листы направляют под термопресс, где с давлением и высокой температурой соединения набирают окончательную прочность.

Нанесение покрытия
В отдельном цеху поверхность шлифуют и наносят разнообразные покрытия. Для этого используют всевозможные лаки, краски или готовые наклейки с изображениями.
В зависимости от покрытия фанеру разделяют:
- На облицовочную – состоит из нескольких слоев лущеного шпона. Имеет облицовочное покрытие с одной или с двух сторон.
- Ламинированную фанеру – покрытие чаще всего имитирует древесную структуру.
- Шлифованную и не шлифованную – на поверхности создаётся специфическая текстура.

Особенности производства разных видов фанеры
Бакелизированная фанера – имеет увеличенную прочность структуры. Эффект достигается пропитыванием листов шпона бакелитовой смолой с дальнейшим спрессовыванием, под высоким давлением с температурой 270 °C.
Водостойкая – для производства используется водостойкий фенолоформальдегидный или карбамидоформальдегидный клей.
Профилированная – имеет сложную волнообразную структуру волокон для увеличения продольной прочности.
Армированная – внутри размещают слой, который придает дополнительную прочность будущей плиты, вставка может быть металлопластиковой, стекловолоконной или в форме металлической сетки.
Авиационная фанера – производиться из березового шпона (один из самых легких материалов). Ее могут применять в авиастроении и создании легких конструкций.




Упаковка
Готовая продукция в зависимости от размера и пожеланий заказчика, упаковывается в различные влагозащитные материалы и коробки.
Производство фанеры не требует больших денежных вложений на закупку оборудования и запуск процесса производства. Принцип технологического процесса простой и малозатратный, потому начать свой бизнес по силе каждому предпринимателю.
Видео: Производство фанеры
Подробнейшая технология производства фанеры


Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака! Сегодня я расскажу вам про то как должна быть организована технология производства фанеры.
Сырье для производства фанеры
Сегодня мы познакомимся с получением фанеры, мы обойдем это производство от поставки сырья и до отправки готовой фанеры потребителям. Не знаю почему, но про подготовку сырья все молчат, и это является среди специалистов как бы секретом, о котором я и расскажу!
Сырьем для производства фанеры могут быть хвойные и лиственные породы древесины, но наверное самым распространенным является береза. Свое первое место береза получила из за достаточной дешевизны и хорошей прочности.
За счет прочности толщину готовой фанеры из березы можно делать меньше чем к примеру из ели. Из недостатков березового сырья можно отметить повышенный износ ножей из за твердости, большое количество кривизны, наличие ядра древесины березы.
Производство фанеры
Технология производства фанеры начинается с приемки круглого леса. На участке приемки контролируется качество приходящего сырья, контролируется соответствие объемов заявленных поставщиком, контролируется правильное складирование и хранение древесины.

Поступающее сырье окаривается и сортируется. Чем мягче древесина и менее загрязнена, тем больше продолжительность работы инструмента как при окорке, так и при лущении. Отличительной особенностью сырья для фанеры из березы является сначала ГТО (гидротермическая обработка древесины), а затем уже окорка, в то время как мягкие хвойные породы древесины окариваются без предварительной подготовки. Отделившаяся в процессе окорки кора может быть использована для нужд производства к примеру в котельных. Умные японцы придумали свой способ утилизации коры, подробнее тут.
Следующей операцией после сортировки является раскрой на чураки из которых будет получаться шпон. В процессе этой операции могут быть вырезаны дефекты древесины из хлыста, к примеру небольшой полуметровый участок гнили или участок на котором находится огромный сучок.

Далее из чураков происходит лущение шпона. Как было сказано выше мягкие хвойные породы древесины допускаются к данной операции без пропаривания, более твердые породы необходимо пропаривать. После лущения шпон необходимо высушить, затем рассортировать.
Часть шпона поступает на формирование пакетов фанеры, часть на ремонт, где он склеивается в ребро, из шпона вырезаются сучки и ставятся заплатки — данная операция называется починкой.

В процессе лущения шпона образуются дефекты, вот основные из них:
- Неравномерная толщина шпона по длине шпона.
- Неравномерная толщина по ширине шпона.
- Ворсистость, мшистая поверхность шпона.
- Шероховатость шпона.
- Трещины.
- Слабый, раздавленный шпон.
- Рифленая поверхность шпона.
- Царапины и риски на шпоне.
- Криволинейность кромок ленты шпона.

Сушка, сортировка, ребросклеивание и починка шпона.
После ремонта шпона, его также отправляют на формирование пакетов. Сформированные пакеты прессуют. Прессование фанеры в отличии от дсп может быть организованно как на карбамидоформальдегидной (подробнее о смоле тут) так и на фенолформальдегидной смоле. Температура прессования фанеры от 130 до 170 градусов Цельсия.

Прессованную фанеру обрезают в формат и шлифуют. Затем в зависимости от функций которые будет выполнять фанера, ее могут ламинировать.
Видео в тему
На закуску очень интересное видео о технологии производства фанеры:
Помощь
Если статью читают специалисты, то более глубокие знания о изготовлении фанеры можно получить у меня, если обратиться за консультацией.
Кроме этого могу организовать поставку оборудования и продать ваше оборудование.
Часто производители фанеры ставят на своем производстве собственное производство по варке смолы. Это позволяет снизить себестоимость смолы на 3 — 6 рублей. Я написал в своей новой книге как все это организовать, дал очень подробную информацию как сварить смолу и какое оборудование для этого нужно. Смола подходит как для фанеры, так и для других древесных плит и даже для бруса из опилок. Подробнее о книге в разделе «КНИГИ».
Технология производства фанеры
Изготовление листовой продукции из древесной основы осуществляется с соблюдением очередности этапов. Производство фанеры по точной и продуманной схеме обеспечивает достижение качественного результата. Характеристики плит зависят не только от условий изготовления, но и от применяемого сырья и способа его компоновки.

Какая бывает фанера?
Классификация по типу обработки:
- ФК. Влагостойкая продукция на карбамидных клеях. Назначение материала – обшивка внутренних конструкций, а также изготовление предметов интерьера и упаковочной тары. Плиты хорошо подходят для укладки на пол под ламинат и паркет в помещениях с высокой проходимостью.
- ФСФ. Фанера с повышенной влагостойкостью. Для производства применяется фенолформальдегидный клей. Материал обладает улучшенными свойствами, позволяющими размещать листы на участках, которые испытывают серьезные нагрузки. Высокие показатели влагостойкости обеспечивают долговечность и возможность использования для кровельных работ.
 Визуально фанерные листы разных классов могут быть похожи, но эксплуатационные характеристики у них порой отличаются довольно сильно
Визуально фанерные листы разных классов могут быть похожи, но эксплуатационные характеристики у них порой отличаются довольно сильно
![]() Для бытовых помещений наиболее подходящим материалом считается экологически чистая фанера марки «ФК», но при этом нужно учитывать вид клеящего состава, так как от него зависит уровень влагостойкости
Для бытовых помещений наиболее подходящим материалом считается экологически чистая фанера марки «ФК», но при этом нужно учитывать вид клеящего состава, так как от него зависит уровень влагостойкости
Сорта продукции по качеству используемого для изготовления шпона:
- I – на поверхности встречается минимальное количество дефектов;
- II – допускается небольшое коробление, наличие трещин и вставки из древесины для исправления недостатков;
- III – имеет все описанные дефекты, а также червоточины размером до 6 мм;
- IV – продукция с множеством изъянов, разрешается неровность кромок не более 5 мм.
Следует знать! Допускается комбинирование сырья, тогда фанерные листы имеют дробную маркировку. Например, 2/4 означает, что одна сторона более высокого качества (второго сорта), а обратная включает дефекты.
Из какого дерева изготавливают материал?
Производить продукцию можно из древесины хвойных и лиственных пород. Наиболее популярны следующие варианты:
- Береза. Характеризуется твердой структурой, обеспечивает отличное соединение плит между собой, поэтому подходит для получения тонкого и прочного шпона. Готовые изделия можно подвергать любой обработке, в том числе перфорации, без образования серьезных трещин и сколов.
- Ольха. Такой шпон не подвергается усыханию, а постоянное воздействие воды и высоких температур не приводит к появлению деформаций. Используется в качестве дополнения к более дешевому шпону.
- Липа. Обладает близкими с предыдущим вариантом параметрами. Относится к древесине, которая имеет однородную структуру, что обеспечивает образование ровного шпона при лущении.
- Хвойные (сосна, ель, пихта, лиственница и кедр). При обработке этих материалов могут возникать сложности, поскольку часто наблюдается неоднородность структуры годичных колец, особенно у сосны. По прочности такая фанера уступает березовой, но имеет меньший вес, что облегчает самостоятельную транспортировку и укладку. К тому же за счет натуральных смол изделия более устойчивы к появлению плесени и грибка.
 Листы из березового шпона считаются наиболее качественными, ольха и липа — средний вариант, к бюджетному направлению относятся хвойные разновидности, исключение составляет только лиственница, по качеству она приравнивается к березе
Листы из березового шпона считаются наиболее качественными, ольха и липа — средний вариант, к бюджетному направлению относятся хвойные разновидности, исключение составляет только лиственница, по качеству она приравнивается к березе
Таким образом, продукцию можно изготовлять из различных сортов, но наибольшую востребованность имеют береза, сосна и ель. Для удешевления материалы могут комбинироваться.
На заметку! Поверхность из лиственных пород имеет более однородную структуру, лицевое покрытие хвойных плит выделяется разводами и многочисленными сучками.
Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.
 На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).
 Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанеры
Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанеры
Только качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
 Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер
После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Внимание! От метода прессования и обработки зависит стоимость фанеры.
Обзор производителей
На данный момент популярностью пользуются следующие изготовители:
- Объединенная группа компаний «Свеза». Холдинг включает шесть предприятий, выпускающих качественную продукцию, которая зарекомендовала себя для различных видов работ. Особое внимание заслуживает березовая фанера, отвечающая современным стандартам качества.
- ООО «Сыктывкарский фанерный завод». Основное направление – выпуск большеформатных листов, которые используются для обшивки или изготовления мебели. Также имеется линия производства ламинированной продукции.
- Группа компаний «Юнайтед Панел Груп». Выпускает отличные фанерные материалы 27 форматов с 30 вариантами толщины, специализируется на березовых и ламинированных плитах.
 Качество Российской фанеры признано во всем мире, поэтому многие зарубежные компании создают дочерние предприятия, что позволяет позиционировать товар совместно с лидирующими брендами
Качество Российской фанеры признано во всем мире, поэтому многие зарубежные компании создают дочерние предприятия, что позволяет позиционировать товар совместно с лидирующими брендами
Также часть рынка занимают азиатские производители, качество продукции которых не всегда отвечает заявленным параметрам.
Битумно-каучуковая мастика

- Особенности
- Где используется мастика?
- Виды
- Обзор свойств
Покрытие различных поверхностей, придание им необходимых свойств обеспечивается при помощи специальных мастик. Особое место на практике имеет битумно-каучуковая мастика (БКМ), знать свойства которой полезно практически всем. Область применения этого вещества очень разнообразна, но чаще всего оно может использоваться для гидроизоляции строительных конструкций.



Особенности
Битумно-каучуковая мастика отличается:
- отменной эластичностью;
- стойкостью к нагреву;
- превосходным уровнем склеивания;
- наилучшим сопротивлением растягивающему разрыву;
- выдержкой механической и ударной нагрузки минимум в 500 кПа.


Все эти ценные свойства качественная мастика сохраняет и при -50, и при +130 градусах. Она не повреждается водой и не растрескивается при контакте с жидкостью, что и позволяет использовать такие смеси, как гидроизоляцию. Опытным путем было установлено, что мастика помогает защитить от воды оцинкованный материал, используемый на поверхностях, наклоненных от 0 до 45 градусов. Смесь на основе битума реализуется в ведрах из металла, масса нетто составляет от 3 до 42 кг, что позволяет подобрать идеальную порцию. Да и применение состава сильно различается.

Где используется мастика?
Технические характеристики позволяют с помощью этого материала:
- класть рулонные конструкции на основе битума;
- клеить черепицу;
- монтировать линолеум и деревянные материалы под паркет;
- наклеивать плиты ЭППС.



Все эти работы могут выполняться и в небольшом ремонте, и при крупном строительстве. Сохранение заявленных изготовителем свойств гарантировано до 12 месяцев подряд.
Важно: применение мастики допускается лишь при наружных работах или в основательно вентилируемом помещении. В процессе работы нельзя курить и разводить открытый огонь. Специфика есть и у каждого подвида составов, содержащих каучук.

МГББ расшифровывается как мастика гидроизоляционная битумно-бутилкаучуковая. С помощью этого средства можно герметизировать не только крышу, но и фундаменты, и границы между различными плитами, панелями. Преимуществом МГББ является устойчивость к широкому кругу вредных факторов: морозу, кислотам, озону, природному газу. Непроницаемость для световых лучей и пара позволяет обеспечить максимально высокую защиту основания.
Состав образован:
- бутилкаучуком;
- вулканизирующими добавками;
- наполнителями.


Наносить МГББ можно как в нагретом, так и в холодном виде.
Разогретый состав сохнет не более 20 часов, а когда он затвердевает, усадки не происходит. Сцепление охлажденной МГББ с поверхностью достигается за 24 – 36 часов, допустимые температуры не ниже — 50 и не выше +80 градусов.
Смесь МГХ-К предназначена для обеспечения гидроизоляции кровли. В дополнение к битуму, в нее входят растворитель органической природы, термопластичный полимер и резиновая крошка мелкой фракции.


Малая вязкость и другие характеристики делают МГХ-К идеальным решением для отделки бетона. На 1 кв. м поверхности расходуется 1 кг мастики. Время сушки составляет 24 часа, пограничные температуры: -30 и 180 градусов.
Благодаря столь широкому полю допустимых условий МГХ-К позволяет:
- изолировать от воды неодинаковые по структуре и числу пор материалы, от металла до кирпичей;
- закрыть швы и закупорить трещины между отделочными плитами;
- приклеить рулонную изоляцию на кровлю;
- отремонтировать кровельные конструкции;
- починить дороги;
- остановить действие влаги на фундаменты, на стены подвала и гаража;
- уплотнить стекло в раме из металла или дерева.


Еще один привлекательный вид мастики — это «Ребакс-М». Основным ее предназначением является гидроизоляция кровли. Поставка потребителям осуществляется в таре по 20 и 50 кг. Кроме работ на крышах, при помощи «Ребакс-М» можно защищать от воды фундаменты, заглубляемые в землю строительные конструкции из дерева или железобетона. Допускается также обработка изделий из металла.
Химический состав включает:
- битум;
- добавки, повышающие адгезию;
- каучук;
- вещества, подавляющие коррозию.


Точные пропорции всех этих компонентов и их правильное взаимодействие между собой достигаются за счет применения органического растворителя. Наносить «Ребакс-М» можно при помощи наливного и распылительного оборудования, но если более привычна работа валиком или кистью, проблем тоже не возникнет.
Распыление затруднено еще и потому, что потребуется очень тщательно подбирать вязкость состава. Минимальная рабочая температура 0 градусов, при этом влажность воздуха более 80% сказывается негативно на результате. Рекомендуется наносить два или три слоя мастики.
Сушка после нанесения каждого слоя продолжается минимум 12 часов, а прилипать материал перестает только на пятые сутки. Окончательные свойства покрытие получает через неделю после монтажа. При кровельных работах тратится от 4 до 6 л мастики на 1 кв. м. Для антикоррозийной защиты требуется куда меньше материала, всего лишь 600 – 1000 г. Стандартный цвет черный, при контакте с ненасыщенным соляным раствором мастика сохранит свои качества минимум 30 суток, она способна впитать не более 0,5% воды от собственной массы.


Обзор свойств
Холодная каучуковая мастика лучше горячей уже потому, что применение ее более быстрое, а также при этом уменьшается пожарная опасность. Способ нанесения тот же самый, что и у лаков или красок. Когда растворитель из созданного слоя испарится, покрытие застынет, сформировав крепкий слой, надежно останавливающий воду. Смеси, полученные на основе растворителя, позволяют отделывать различные поверхности даже на морозе. Но у них есть и ахиллесова пята — окончательная готовность нанесенного слоя наступает примерно через неделю, и то в благоприятных условиях.


Водная эмульсия безопасна для людей и природы, и уже через несколько часов покрытие готово к применению.
Эти положительные моменты уравновешиваются отрицательными: как использовать, так и хранить битумные мастики на основе воды можно только при положительных температурах воздуха.


Те смеси, которые не включают полимеров и иных присадок, подходят преимущественно для фундаментов. А вот кровельные работы лучше проводить модифицированными составами, которые устойчивее к сильному нагреву и колебаниям температур. Полимерная мастика также отличается усиленной адгезией, способна удерживать даже рулонный материал.
Добавление непереработанного каучука резко повышает эластичность и другие физико-механические параметры.
Важно: стойкость мастики с каучуком вырастает настолько, что она может выступить в качестве финишного покрытия кровли.
Какая бы смесь ни использовалась, основание требуется:
- очищать от всевозможных засорений;
- высушивать;
- по возможности обрабатывать битумным праймером.


Модифицированные составы, если в них добавить растворитель, могут иметь самую разную консистенцию. Срок службы покрытия может быть больше 25 лет, при этом мастика пригодна для отделки каких угодно поверхностей. Отпадает необходимость в специализированном оборудовании, можно обойтись традиционными шпателями, валиками или малярными кистями. Но модификация мастики заметно удорожает ее по сравнению с простым материалом. И любая холодная смесь усаживается сильнее, нежели подобная ей горячая гидроизоляция.


Повышенная пожарная опасность при использовании горячей мастики вполне оправдывается ее позитивными свойствами.
Так, наличие в маркировке буквы «А» свидетельствует о присутствии антисептических добавок. А если на упаковке есть обозначение «Г», значит, состав имеет гербицидные свойства. Наносить смесь, прогретую до 160 – 190 градусов, нужно только на поверхности, которые предварительно прогрунтованы. Горячая мастика не имеет пор, но применять ее весьма трудоемко.


Для гидроизоляции днища автомобиля часто применяют мастики полимерного состава с добавками эпоксидных смол. Такое покрытие уверенно противостоит даже удару гравием либо мелкими кусками асфальта. Применение битумно-каучуковой смеси в принципе неспособно обеспечить такой эффект.
В качестве химической защиты, гасящей небольшие очаги коррозии, а не только отсекающей металл механически, обычно применяется ортофосфорная кислота. Там, где она есть, неустойчивые окислы не могут образоваться, потому что уже изначально присутствует стабильное химическое соединение.


Из видео ниже вы узнаете, как применять гидроизоляционную мастику Bitumast.
Особенности, разновидности, популярные марки и особенности нанесения битумно-каучуковой мастики
Битумно-каучуковая мастика, или сокращенно БКМ, производится на основе каучукового клея, минеральных добавок, органических растворителей, природных смоляных кислот и, непосредственно, нефтяных битумов. Благодаря сочетанию таких компонентов материал обладает оптимальными техническими характеристиками для устройства качественной и долговечной гидроизоляции кровли и фундамента.
Характеристики, сфера применения
- Высокая эластичность и свойства теплостойкости;
- Хорошие клеящие свойства;
- Лучшие показатели среди прочих мастик по свойствам растяжения при разрыве, за счет чего используется для строительных работ в зданиях, склонных к усадке;
- Гарантия 25 лет;
- Стойкость к ударным, механическим нагрузкам, показатели прочности не менее 0,5 МПа;
- Сохранение физико-химических свойств при широком температурном диапазоне (от – 50 до + 130°C);
- Стойкость к влаге и появлению трещин;
- Подходит для работы по гидроизоляции оцинкованных покрытий и поверхностей под наклоном в 45 градусов.
Благодаря особенностям, БКМ получила применение при проведении укладки рулонных битумных материалов и черепицы, при монтаже линолеума, фанеры, ДВП и ДСП под паркет, для приклеивания экструдированного полистирола.
БКМ поставляется в металлических ведрах объемом 3, 16, 21 или 42 кг. Разнообразие позволяет подбирать мастику исходя из особенностей выполняемых работ: для мелких ремонтных операций или крупномасштабного строительства. Срок годности материала с полным сохранением заявленных производителем свойств в открытом виде составляет не более 12 месяцев.
За счет содержания летучих веществ и особенностей компонентного состава мастика подходит только для наружных работ или для хорошо проветриваемых помещений, огнеопасна. При работе с БКМ запрещается курить, находится вблизи с источниками открытого огня.
Видовое разнообразие
Среди видового разнообразия мастик, в основе которых есть каучуковые добавки, выделяют несколько смол, отличающихся способом нанесения, материалом растворителя и компонентным составом:
- МГББ (мастика для гидроизоляции битумно-бутилкаучуковая), подходит для работ по герметизации кровли, фундамента, а также для заделывания стыков между плитами и панелями. Она отличается высокой морозо-, озоно-, кислородостойкостью, газо-, свето- и паронепроницаемостью. МГББ разделяется по методам холодного и горячего нанесения. Основу составляет бутилкаучук, вулканизирующие компоненты и наполнители. Средний расход – 2кг/м2;
- МГХ – К (холодная мастика для гидроизоляции кровли), помимо битума основу материала составляет органический растворитель, термопластичный полимер, мелкая резиновая крошка. Материал обладает невысокой вязкостью и более предпочтительным при работе с бетоном, расход – 1 кг/м2.
 Мастика холодная 3 и 20 кг для кровли
Мастика холодная 3 и 20 кг для кровли
Главное преимущество горячей МГББ мастики – скорость высыхания (до 20 часов) и отсутствие усадки при застывании. Время схватывания холодной МГББ составляет 24-36 часов. Диапазон рабочих температур для нанесения от –50 – +80°C.
Время высыхания МГХ – К составляет сутки, с ней можно работать при температуре от – 30 до + 180 °C. Благодаря такой стойкости к климатическим факторам ее применение подходит для большего количества, чем у МГББ, строительных сфер:
- Гидроизоляция разных по структуре и пористости материалов – кирпич, бетон, металл;
- Проведение ремонтных кровельных работ и приклеивания рулонной изоляции;
- Заделка швов, трещин, стыков между различными плитами;
- Ремонт дорог;
- Закупорка трубопроводов от коррозии ;
- Изоляция фундаментов, подвалов, стен гаражей от влаги;
- Уплотнение стекла в деревянной или металлической рамке.
Производители
К наиболее известным маркам каучуковых битумных мастик относят дисперсионный состав Disprobit, который производится без синтетического растворителя. Этот фактор позволяет наносить массу даже на пенопластовую поверхность и при этом обеспечивать эффективную адгезию между материалами. Чаще используется для гидроизоляции фундамента. Наносится на влажную или сухую поверхность в количестве 3-4 слоев и только при условии плюсовой температуры.
Abizol G отличается усиленным составом с добавлением армирующих волокон. Такая мастика наиболее прочная и обладает удельно малым сроком высыхания (не более 4 часов). При нанесении создает утолщенное покрытие (до 5 мм). Подходит для любых материалов. Мастики Disprobit и Abizol G, производства компании Tytan Professional (Польша) рекомендуется комбинировать: первую использовать при покрытии ровных поверхностей, вторую – для заделки трещин и швов.
 Мастика Abizol G
Мастика Abizol G
Польская марка Baugut отличается доступной стоимостью, которая отвечает заявленному качеству. Выпускается в 2-х отдельных вариантах: для кровли и для фундамента. Не менее зарекомендовавшей себя выступает мастика для гидроизоляции отечественной марки Грида, НовБытхим, Styrbit 2000 от Izolex в виде пасты без содержания органических растворителей, что позволяет использовать ее в комбинации с пенополистирольными покрытиями.
Технология нанесения
Нанесение МГББ и МГХ – К холодной:
- Начинают работу при показателях температуры в – 20 до + 40°C, поверхность для работы – чистая от грязи, пыли, снежных осадков;
- Укрываемая поверхность сухая (показатели сырости не должны превышать 4 %), при больших показателях ее просушивают, прогревают инфракрасной или газовой горелкой, иначе материал проявит недостаточные адгезионные качества, что приведет к вздутию и отслаиванию при высыхании;
- Толщина наносимого слоя для обеспечения гидроизоляции составляет 2-4 мм, количество слоев – не менее 2;
- При нанесении содержимое ведра тщательно перемешивают до получения однородной массы;
- Первым слоем на обрабатываемую поверхность кистью наносят разбавленную мастику, пропорции для смешивания грунтовки 1:2, где 1 часть мастики разведена 2 частями уайт-спирита, или использовать готовый битумный праймер;
- После высыхания грунтовки валиком или шпателем наносится МГББ или МГХ – К, для заделки трещин, швов, стыков предпочтительнее использовать пистолет («шприц»);
 Нанесение БКМ на фундамент шпателем
Нанесение БКМ на фундамент шпателем
- При плюсовой температуре каждый последующий слой рекомендуется наносить через 6 часов (при его полном высыхании);
- Для большей прочности в межслойное пространство монтируют армирующую сетку.
Ускорить процесс нанесения мастики для гидроизоляции, обезопасить его и сэкономить на расходе материала можно с помощью механического пульверизатора, предназначенного специально для работ с вязкими жидкостями. Об особенностях нанесения и свойствах БКМ можно узнать на видео.
На заметку
Независимо от типа каучуковой мастики при ее применении помнят, что работы должны выполняться в защитном костюме, маске и перчатках. В случае попадания массы на открытый участок кожи ее смывают растворителем и затем водой с мылом.
Если мастика немного загустела, ее разбавляют на 20 % от первоначальной массы растворами на основе уайт-спирита, сольвента, бензина, керосина или нефраса. МГББ горячая нагревается в специальном оборудовании до 150 градусов. Также возможен подогрев, не снимая крышки, на водяной бане до 30-50 градусов МГХ – К мастики, но только при минусовой температуре.
 При потере мастикой эластичности ее подогревают
При потере мастикой эластичности ее подогревают
Правильное использование битумной мастики на основе каучука продлевает срок службы зданий, подходит для гидроизоляционных работ на крыше и при обустройстве фундамента, обеспечивая надежное покрытие, защищенное от влаги.
Где используется мастика каучуковая битумная? Характеристики и виды клеящей для гидроизоляции – Обзор + Видео
![]()
Разновидности каучуковой мастики битумной для гидроизоляции. Мастика – это достаточно сильное вещество связующего вида в линейке строительных материалов. При ее помощи вы сможете выполнить герметизацию окон, полов, произвести укладку плитки и сделать гидроизоляцию. Мастику обычно делают в пастообразной или жидкой форме, но иногда и в виде клеевой массы.
На сегодняшний день на современном рынке часто можно встретить порошковые составы, которые нужно по инструкции развести определенным количеством теплой воды перед началом работ.
Разновидности каучуковой мастики
Все виды мастики отличаются высоким уровнем адгезии и часто похожи между собой по составу. При выборе нужного вам материала следует сначала оценить вид работы и поверхности.
Битумная каучуковая мастика представляет собой удобный, гидроизоляционный ,современный материал, которые помимо этого часто используют еще и для устройство кровли, паро- и гидроизоляции, а также для обработки перекрытий между этажей. Эта разновидность мастики содержит в составе битумное вяжущее вещество, антисептики, гербициды и наполнители.
Она обладает рядом преимуществ, а именно:
- Высокий уровень термоустойчивости.
- Хорошо растягивается, восстанавливается благодаря эластичности.
- Надежность и долговечность.
Гидроизоляционная каучуковая мастика производится на основе битумной мастики в виде немного жидкой пасты, которая уже готова к применению. В ее составе есть минералонаполнители, специальные добавки на основе смол синтетического происхождения, битумные эмульсии. Материал имеет все свойства битумной мастики, но отличается тем, что механическая прочность в разы выше. Материал используют для гидроизоляции крыш, стен, балконов, фундаментов, цементных/металлических желобов, труб.
Холодная битумно-кукерсольная мастика производится из раствора сланцевых смол и лака кукерсоля. Чтоб улучшить характеристики в битумную мастику добавляют еще и латексные эмульсии, в основе которых есть диспергированный каучук. Эти материалы называют битумно-латексными и используют, чтобы крепить покрытие для кровли.
Кровельная мастика имеет еще и второе название, как наливная кровля и ее можно использовать как самостоятельный материал для кровли. Мастику делают в виде однородной вязкой массы, которую наносят на поверхность при помощи кисти или распылителя.
При использовании именно этой мастики у вас не будут оставаться швы и стыки, так как будет создано монолитное, сплошное покрытие. Таким изоляционным материалом могут быть покрыты рубероид, сталь, бетон и другие материалы. Кровельная мастика дает возможность выполнить ремонт уже имеющейся кровли. Также вы сможете покрыть этим материалом рубероид, сталь и другие материалы. Еще вы можете сделать герметизацию швов и стыков.
Следуя из этого, отметим преимущества:
- Высокий уровень прочности.
- Эластичность.
- Устойчивость к воздействиям атмосферного вида.
- Малый вес.
- Антикоррозийность.
- Устойчивость к перепадам температуры и солнечным лучам.
Битумно-каучуковая мастика производится в виде однородной черной массы, которая уже готова к применению. В ее составе есть синтетический каучук, нефтяной битум, мелкофракционная резиновая крошка, смоляные кислоты природного происхождения, минеральные наполнители, растворители целевые добавки.
Видео про кровельную мастику, жидкой резине
Материал отличается эластичностью, отличной теплостойкостью и возможность выдерживать такие перепады температур, как от -35 градусов до +135 градусов. Его используют при ремонте мастичной кровли и он выступает в роли клеящего состава при использовании кровельных рулонных материалов и создании гидроизоляции сооружений и конструкций.
![]() Полимерная мастика представляет собой экологически чистый и быстросохнущий материал битумного вида на основе воды, который улучшен полимерами. Ее используют для гидроизоляции подземных построек, а также при герметизации колодцев и канализации. После того, как ее нанесут на поверхность, мастика создает резиновую водонепроницаемую пленку, которая обладает длительным сроком использования.
Полимерная мастика представляет собой экологически чистый и быстросохнущий материал битумного вида на основе воды, который улучшен полимерами. Ее используют для гидроизоляции подземных построек, а также при герметизации колодцев и канализации. После того, как ее нанесут на поверхность, мастика создает резиновую водонепроницаемую пленку, которая обладает длительным сроком использования.
Герметизирующая каучуковая мастика делается в виде белой и густой массы, и ее используют для герметизации щелей, швов, стыков и трещин в бетонных и железобетонных конструкциях. Она обладает адгезией к дереву, металлу и бетону. После просыхания в полной мере мастика готова к обработке лакокрасочными материалами.
Огнеупорная мастика делается в виде пластичной и вязкой массы серого оттенка. Ее делают из неорганических веществ вяжущего вида с добавками в виде силиката и минеральных наполнителей. Эту мастику используют при изоляции газоходов и печей, она может выдерживать температуру до +1650 градусов.
Герметизирующая нетвердеющая мастика – это вязкая однородная масса, которая состоит из нескольких видов каучука, пластификаторов и наполнителей. Ее продают в брикетах и используют при герметизации стен снаружи, а также для утепления оконных/дверных блоков в месте примыкания к стенке.
Универсальная мастика выглядит как однородная масса из наполнителей различных видов и битума. Ее предназначение – проведение кровельных и гидроизоляционных работ, создание защиты от коррозии любых конструкций и трубопроводов. Еще благодаря ее использованию вы сможете склеить любые строительные материалы.
![]() Шумоизоляционная каучуковая мастика представлена в виде распыляемой массы, которая обладает отличными звукоизоляционными и вибропоглощающими характеристиками, и сделана она на основе водной дисперсии смол синтетического происхождения при добавлении компонентов противовоспламенительных элементов.
Шумоизоляционная каучуковая мастика представлена в виде распыляемой массы, которая обладает отличными звукоизоляционными и вибропоглощающими характеристиками, и сделана она на основе водной дисперсии смол синтетического происхождения при добавлении компонентов противовоспламенительных элементов.
Бутил-каучуковая мастика делается только из безопасных с точки зрения экологии компонентов и не подвержена процессам гниения. Мастику часто используют при изоляции системы вентиляции.
Гидроизоляционная акриловая мастика является самой востребованной, так как при нанесении на поверхность она создает водонепроницаемую пленочку, которая защищает покрытие от сырости, плесени, ржавчины. Она очень прочная, ее легко наносить, и используют лишь при герметизации в помещении.
Двухкомпонентная полиуретановая мастика является жидкой белой массой, которая не имеет запахов и после нанесения образует эластичное и крепкое покрытие. Ее используют для гидроизоляции резервуара питьевой воды, помещений с высоким уровнем влажности и водопроводных труб.
Как наносить мастику?
Битумную мастику можно наносить и ручным способом, то есть кистью или валиком, и механическим, например, при помощи специального воздушного распылителя.
Оба способа нанесения достаточно технологичные и дают отличную возможность произвести работы, которые связаны с кровельным устройством, достаточно просты и быстрые вне зависимости от угла наклона кровельной поверхности. Это хорошо заметно при устройстве кровли, которая обладает огромным количеством различных элементов и примыканий.
При покрытии труб, несущих конструкций, крыш шахт прочего требуется потратить много времени и сил на раскройку рулонного материала, тогда как мастика дает возможность сделать точно такое же ровное покрытие, но намного проще и быстрее, поэтому мастика преобладает над рулонными материалами.
Видео про битумную гидроизоляцию кровли
Битумная каучуковая мастика и ее расход в 1 м 2
Не получится заранее составить смету, спланировать работы и провести другие работы, если не знать, какое количество материала потребуется на 1 м 2 . Для определения расхода мастики вам будет проще всего взглянуть на этикетку, но если на ей нет таких данных, то вы сможете найти пометку о рекомендуемом минимуме материала для покрытия одним слоем. Так будет совсем несложно посчитать, сколько вам нудно будет мастики. Обычно этот материал состоит на 35-70% из летучих растворителей, а это значит, что такое же процентное значение присуще и усадке битумного состава после нанесения.
| Гидроизоляция фундамента | От 2,1 до 3-х кг/м 2 |
| Обустройство кровли | От 3,6 до 6, 1 кг/м 2 |
| Присоединение рубероида | От 1,1 до 2,1 кг/м 2 |
Правила техники безопасности
![]() Так как при создании каучуковой мастики используют растворители, которые достаточно токсичные и легковоспламеняемые, при работе с ними следует придерживаться правил безопасности. Битумная мастика должна быть подготовлена к работе только в том помещении, которое соответствует всем требованиям, а именно имеет хорошую протично-вытяжную вентиляционную систему/на открытом воздухе.
Так как при создании каучуковой мастики используют растворители, которые достаточно токсичные и легковоспламеняемые, при работе с ними следует придерживаться правил безопасности. Битумная мастика должна быть подготовлена к работе только в том помещении, которое соответствует всем требованиям, а именно имеет хорошую протично-вытяжную вентиляционную систему/на открытом воздухе.
Когда вы работаете с битумной мастикой на открытом воздухе, не отказывайтесь от использования респиратора и защитных очков, в закрытом помещении используйте противогаз. После часа работы в закрытом помещении выйдите на открытое, и проведите там хотя бы 15 минут.
Для предотвращения повышения уровня туманообразования при работе с мастикой механизированным способом, держите распылитель строго перпендикулярно к обрабатываемой поверхности и не дальше, чем на расстоянии 0,45 м. Когда работа с материалом окончена, тщательно вымойте руки в теплой воде с мылом.
Важно! Курить на участке работы с битумной каучуковой мастикой НИ В КОЕМ СЛУЧАЕ НЕДОПУСТИМО.
Работа, при которой появляется искрение или нужно использование открытого огня, должна быть выполнена на расстоянии не меньше 30-ти метров от места, где используют битумные составы. Если говорить о помещениях, где работают с мастикой, требуется использовать электрическое оборудование взрывобезопасного вида.
Каучуковая мастика для гидроизоляции — применение
Изоляционных материалов производится большое количество. В строительстве одним из самых вредных для основания факторов является влага, чтобы защитить разнообразные конструкции от нее, требуется создавать дополнительную защиту, часто для этой цели используют составы с битумом в основе. Наиболее эффективным типом среди данных средств является резино-битумная мастика. Подробно об ее особенностях будет рассказано далее.

Особенности и сферы применения
Резинобитумная мастика выделяется главной областью применения в виде создания защитного барьера пленочного типа на поверхности, через которую не может проникнуть вода. Составные компоненты средства отвечают за получаемые от использования характеристики. Основным элементом в данных мастичных веществах чаще всего считается нефтяной битум. Отличие от других мастичных средств, прежде всего, заключается в разном составе, который придает разный уровень пластичного свойства, прочность защиты.
Резиновая мастика включает также резину, разбавитель и наполняющий компонент. Эти элементы играют следующую роль в составе:
- Резиновая и битумная составляющая помогают создать требуемую гидроизоляцию поверхности, первый элемент предотвращение плавления под высокотемпературным воздействием, и растрескивания от холодного воздуха;
- Наполнители требуются, чтобы дополнить раствор прочностными характеристиками, устойчивостью к ультрафиолету и химическим элементам;
- Разбавитель необходим, чтобы процесс нанесения был проще, холодный тип может наноситься просто при этом нет нужды разогревать состав. Чтобы получить нужный уровень вязкости может потребоваться лишь разбавлять раствор растворителем.

Срок годности, расход и время высыхания
Мастика битумно-резиновая высыхает в среднем за 12-24 часа. Но на данный процесс влияют некоторые окружающие факторы. В зависимости от наполнителей у каждого типа могут быть свои сроки просушки, когда можно будет обработанную поверхность вводить в эксплуатацию. Информацию о времени производитель пишет на упаковке средства. Факторы, влияющие на темп просушки следующие:
- Толщина слоя, которым нанесен мастичный состав;
- Температурные показатели в этот период времени, уровень их изменения;
- Влажность воздуха;
- Ультрафиолетовое излучение, оказывается ли прямое воздействие или нет;
- Тип основания, на которое наносилась мастика.
Средний расход конкретного вещества также прописывается на упаковке мастики, но обычно он составляет 0.5 л/кв. м, при толщине слоя в 0.5 мм. Срок годности у мастичных составов стандартно равен 1-му году, при этом важно хранить средства вдали от отопительных приборов, в темном месте, контакта с влагой быть не должно.

Популярные фирмы-производители
Чтобы процесс выбора состава был проще, всегда можно ориентиром использовать популярные марки, которые успели зарекомендовать себя среди профессионалов и рядовых потребителей. Можно выделить четыре компании, которые производят качественный мастичный раствор для кровельных и других видов гидроизоляционных работ:
-
«Декарт», производит состав «Эксперт» холодного вида, предназначенный для обмазочных работ на кровле, гидроизоляционных работ при строительстве, поклейки рулонных материалов, создания барьера от ржавчины на металле. Объём тары есть в 1.8 кг, а также в 18 кг;



Также выделяется хорошим качеством мастики компании «Профилюкс».
Как приготовить смесь
Мастика резино битумная гидроизоляционная, как и полимерная и другого типа перед применением должна быть приготовлена. Когда речь идет о холодном виде мастики, то процесс недолгий. Обычно достаточно перемешать состав хорошо и можно его наносить. Но есть двухкомпонентные варианты, тогда требуется добавить растворитель перед работой и тщательно смешать их с основной массой. Добавление разбавителя может потребоваться и для загустевшего состава.
Горячий тип перед работой должен быть нагрет на водяной бане. Температура нагревания зависит от вида средства, действуют согласно инструкции от производителя.

Меры предосторожности
Работа требует от мастера соблюдения правил безопасности. Горячий тип мастичной пасты должен нагреваться только на водяной бане, нельзя ставить средство на открытый огонь. Греют раствор в той же таре, в которой он продавался. Другие правила:
- Во время самих работ также нельзя допускать открытого огня;
- Температура при нанесении состава не должна быть ниже -5 градусов;
- Внутренние работы предполагают создание хорошего вентилирования;
- Надеваются защитная одежда, перчатки и респиратор.

Возможные варианты нанесения битумных составов
Начинают процесс с подготовки основания. Основание требуется очистить от всех видов загрязнений, при работе с металлом требуется удалить проржавелые участки. Если материал пористый, то наносится грунтовочный слой. Переходить к нанесению мастики можно после полной просушки поверхности.
Наносить раствор можно валиком, кисточками или шпателем. Делается 2-3-слойное покрытие, слои должны быть не толще 1-2 миллиметров. Каждый слой должен качественно просохнуть до нанесения следующего, обычно просушка занимает 24 часа.

Резино-битумная мастика хороший вариант получить защищенное от влаги основание. Важно выбирать качественные составы, у продавца рекомендуется запрашивать сертификат качества. При работе соблюдаются меры предосторожности, составы токсичные и огнеопасные. Но с работой можно справиться самостоятельно, процесс не является сложным.





