Виды галтовки
Галтовка – метод финишной обработки изделий в среде сыпучих абразивных тел. Абразивные тела могут называться галтовочный наполнитель или галтовочный абразив.
В зависимости от способа перемешивания галтовочного наполнителя в барабане галтовочной машины можно говорить о нескольких видах галтовки. Рассмотрим различные типы галтовочных машин, их достоинства и недостатки.
1. Галтовочные барабаны.
 Наиболее простой вид галтовочного оборудования. Машина представляет собой барабан цилиндрической или многогранной формы. Барабан может располагаться относительно оси вращения горизонтально, вертикально, под наклоном и приводится во вращение электродвигателем. Галтовочная обработка осуществляется за счет свободного перемешивания изделий и галтовочных тел при вращении барабана.
Наиболее простой вид галтовочного оборудования. Машина представляет собой барабан цилиндрической или многогранной формы. Барабан может располагаться относительно оси вращения горизонтально, вертикально, под наклоном и приводится во вращение электродвигателем. Галтовочная обработка осуществляется за счет свободного перемешивания изделий и галтовочных тел при вращении барабана.
К несомненным достоинствам этого типа галтовочного оборудования относится дешевизна и простота. В тоже время большое количество недостатков, присущих барабанной галтовке, приводят к постепенному вытеснению этого типа обработки другими более совершенными методами галтовки.
Недостатки барабанных галтовочных машин:
- Низкая скорость обработки по сравнению с вибромашинами и роторными галтовочными машинами.
- Проблема с сепарацией (разделением) изделий и галтовочных тел после завершения обработки.
- Сложность реализации мокрого типа обработки.
- Невозможность деликатной обработки изделий сложной конфигурации, тонкостенных и легкодеформируемых изделий.
- Невозможность визуального контроля за процессом галтовочной обработки.
- Неравномерная обработка поверхностей в изделиях сложной конфигурации.
- Высокий шум при работе барабанной галтовки и необходимость дополнительной шумоизоляции или выноса галтовочного оборудования в отдельные помещения.
Все вышеперечисленное в результате привело к тому, что барабанная галтовка на сегодняшний день используется, как правило, только для простых и нетребовательных к качеству поверхности галтовочных процессов. Например, устранение следов литья (облоя, литников и т.д.) после литейных процессов.
2. Вибрационное галтовочное оборудование.
 Наиболее популярный на сегодняшний день тип галтовочного оборудования. Представляет собой рабочую область в виде барабана (ванны, тубы и т.п.) с прикрепленным виброприводом. В рабочую область вперемешку загружаются детали и галтовочные тела. Очень часто дополнительно в рабочую область добавляются растворы компаундов (мокрый или физико-химический тип галтовочной обработки).
Наиболее популярный на сегодняшний день тип галтовочного оборудования. Представляет собой рабочую область в виде барабана (ванны, тубы и т.п.) с прикрепленным виброприводом. В рабочую область вперемешку загружаются детали и галтовочные тела. Очень часто дополнительно в рабочую область добавляются растворы компаундов (мокрый или физико-химический тип галтовочной обработки).
Принцип работы виброгалтовочной машины заключается в следующем. При помощи электродвигателя с виброприводом рабочей области машины (с загруженными в нее галтовочным наполнителем и деталями) придаются колебательные движения. Эти колебания приводят изделия и наполнитель в относительное перемещения друг относительно друга. Вследствие этого абразивные галтовочные тела начинают наносить микроудары по поверхности изделий, что приводит к микросъему материала с поверхности изделия.
В настоящее время выпускается огромное количество различных по объему и конструкции виброгалтовочных машин. Например, для ускорения процесса галтовочной обработки, изделия могут жестко закрепляться на шпинделе и во время виброобработки этим изделиям сообщаются дополнительные вращательные движения.
Достоинства виброгалтовочных машин.
- Универсальность. При смене номенклатуры обрабатываемых изделий, как правило, достаточно поменять галтовочные тела на более подходящие для новых изделий.
- Возможность одновременной обработки больших партий изделий загрузкой «в навал».
- Высокая скорость обработки по сравнению с барабанными галтовочными машинами.
- Возможность обработки тонкостенных изделий.
- Возможность равномерной финишной обработки изделий сложной конфигурации.
- Возможность деликатной галтовочной обработки изделий из мягких материалов.
- Возможность визуального контроля процесса обработки.
3. Роторное (центробежное, ротационное) галтовочное оборудование.
 Специфический тип галтовочного оборудования, получающий в последнее время все более широкое распространение. Принцип действия роторных (или центробежных) галтовочных машин заключается в следующем. Рабочая камера представляет собой неподвижный, вертикально установленный барабан. В нижней части барабана находится вращающаяся тарелка с лопостями (т.н. актуатор). Изделия и галтовочные абразивы загружаются в рабочую камеру «навалом». После приведения актуатора во вращательное движение, он сообщает вращение всей смеси из галтовочных тел и изделий.
Специфический тип галтовочного оборудования, получающий в последнее время все более широкое распространение. Принцип действия роторных (или центробежных) галтовочных машин заключается в следующем. Рабочая камера представляет собой неподвижный, вертикально установленный барабан. В нижней части барабана находится вращающаяся тарелка с лопостями (т.н. актуатор). Изделия и галтовочные абразивы загружаются в рабочую камеру «навалом». После приведения актуатора во вращательное движение, он сообщает вращение всей смеси из галтовочных тел и изделий.
Причем для повышения эффективности обработки внутренняя поверхность неподвижной рабочей зоны имеет специальный профиль, который задает планетарно-торообразную траекторию движения галтовочной смеси.
К основным недостаткам роторных машин можно отнести невозможность обрабатывать тяжелые и объемные детали, а так же высокий уровень износа внутренней поверхности барабана и места сопряжения барабана с актуатором (особенно при мокрой обработке).
Достоинства роторных машин.
- Самая высокая производительность среди галтовочных машин в среде свободного абразива.
- Возможность одновременной обработки большого числа деталей.
- Возможность задавать конечную шероховатость поверхности изделий, регулируя частоту вращения актуатора. Принцип «меньше частота — чище поверхность».
- Высокое качество получаемой поверхности (достигаемый параметр Ra 0,30-0,35)
4. «Буксирная» галтовка (шпиндельная галтовка, drag finishing).
 Специфический и редко используемый тип галтовочного оборудования, отличающийся очень высокой эффективностью обработки.
Специфический и редко используемый тип галтовочного оборудования, отличающийся очень высокой эффективностью обработки.
Принцип действия: обрабатываемое изделие (или несколько изделий) прикрепляется к шпинделю. Далее шпинделю придается вращательное движение и он вместе с деталью опускается в рабочую чашу с галтовочным абразивом. В зоне контакта поверхности изделия и абразива происходит быстрый съем материала с поверхности обрабатываемого изделия. Для обновления абразива в зоне контакта либо шпинделю придают медленные дополнительные движения (влево-вправо,вверх-вниз относительно чаши с галтовочными телами) , либо к рабочей чаше подключают вибропривод (по аналогии с виброгалтовочными машинами).
Основным недостатком буксирной галтовки является единовременная обработка небольшого числа изделий.
В тоже время буксирная галтовка позволяет получить очень высокое качество поверхностной обработки при минимальном времени обработки. Это привело к тому, что буксирные галтовочные машины получили распространение в высокотехнологичных отраслях (авиастроение, точная механика, медицинское протезирование, производство инструмента и т.д.) промышленности, где требования к качеству поверхности изделий очень высоки.
Галтовка изделий из металла
Галтовка металла – один из методов обработки металлических деталей и заготовок, предусматривающий очистку поверхности от коррозии, царапин, загрязнений и заусенцев. Конечный результат галтовки похож на эффект от полирования. Она выполняется на специальном оборудовании путем обработки заготовок абразивом, в качестве которого используются различные сыпучие вещества.

Технология и применение
Технология галтовки довольно проста. Абразивный материал, который называют чипсы, загружается в емкость оборудования вместе с обрабатываемо заготовкой. В некоторых случаях для улучшения качества обработки добавляется вода и компаунд. Компаунд – это химический состав, состоящий из ингибиторов, коагулянтов и стеарина. Эти химические вещества способствуют созданию яркой, чистой поверхности без затемнений. Также создается пена, защищающая нежные материалы, такие как пластик, фарфор и керамика.
Компаунд используется повсеместно, так как помогает сохранять детали чистыми, что особенно важно для сохранения высокого качества производимого продукта. Подбирается он индивидуально, в зависимости от типа материала и конечных целей обработки. Производится он в порошковом и жидком виде. Жидкий компаунд более предпочтительный, так более универсален и прост в использовании. Порошкообразный используется в исключительных случаях, когда необходимы особые характеристики.
Использование различного оборудования и химических составов позволяет обрабатывать широкий спектр материалов. Наиболее распространенным оборудованием является круговой вибратор. В нем обрабатывается любые марки нержавеющей стали, металлические детали из цветных сплавов, пластик, деревянные изделия и минералы.

Такая технология обработки материалов широко используется на различных производствах. С ее помощью обрабатываются детали автомобилей и другой техники, часов, строительный инструмент, метизы, болты и другие крепежи, столовые приборы, детали сантехнического оборудования и множества других предметов быта.
Абразивный материал называют галтовочными телами. Он используется различной формы, структуры и из различного материала. Форма галтовочных тел напрямую зависит от геометрических параметров обрабатываемой детали. Абразив должен обрабатывать все контуры заготовки и достигать даже малейших впадин и отверстий.
Если требуется жесткая шлифовка, частицы абразива имеют жесткие грани. От размеров и веса чипсов зависит грубость и производительность шлифования. Для полировки разработаны мягкие частицы круглой формы. Важно чтобы размер обрабатываемых деталей значительно отличался от размеров абразива, чтобы их можно было легко отсепарировать. Железные детали можно отделить с помощью магнитов.
В процессе могут смешиваться галтовочные тела различной формы и размеров, также существуют специальный дополнитель. Чаще всего он применяется при обработке плоских листов материала, которые могут слипнуться. Дополнитель представляет маленькие шарики.
Технология галтовки состоит из следующих процессов:
- Первичная обработка.
Выполняется в вибрационном или барабанном оборудовании, и заключается в первичной шлифовке, удалении окислений и ржавчины, больших царапин и заусенцев.
- Вторичная обработка.

Чаще всего выполняется в роторном или центробежно-барабанном оборудовании. Именно на этом этапе стоит добавлять компаунд. Обработка предусматривает скругление кромок, мелких царапин и заусенцев, окислительных пленок, проводиться шлифовка и полировка.
Виды галтовки
В зависимости от целей, разработано несколько типов галтовки. На сегодняшний день выделяются следующие типы:
- роторная;
- вибрационная.
Суть роторной галтовки заключается во взаимодействии обрабатываемого металла и абразива внутри вращающегося барабана. Качество обработки материалов с помощью такого метода довольно высокое, но скорость работы и эффективность довольно низкая.
Поэтому наиболее распространенным является вибрационный метод. Вибрация абразива происходит из-за вибрационного привода, на который установлена рабочая емкость. Обработка поверхностей происходит быстрее и качественнее. Особенности метода позволяют обрабатывать заготовки любых размеров и формы.
Также в зависимости от типа наполнителя разделяют галтовку на:
- сухую;
- мокрую.
Сухой метод предусматривает использование обычного абразивного наполнителя. Мокрый способ основывается на добавлении в рабочую емкость воды, обычно смешенную с коагулянтом. Такой метод более эффективен, позволяет более качественно очисть и отполировать поверхность. Мокрый метод незаменимый в тех случаях, когда заготовку нужно подготовить к нанесению эмали или гальванического покрытия.

Также существует классификация, исходя из типа используемого оборудования:
- галтовка барабанная;
- галтовка планетарная;
- галтовка центробежная.
Галтовочное оборудование
На производствах используется оборудование различного типа, каждая модель имеет определенные преимущества и недостатки. Поэтому перед выбором модели стоит детально изучить ее особенности и характеристики.
Среди наиболее распространенных моделей для головки деталей выделяются:
- Галтовочный барабан:
Это самый простой тип оборудования, который представляет собой барабан цилиндрической формы, реже многогранной формы. В основе барабана установлен электродвигатель, предающий ему вращение. Барабан может располагаться вертикально, горизонтально или под наклоном. Лучше, когда предусмотрена возможность смены рабочего угла.
Для работы в барабан загружается необходимое количество абразива и заготовок. Обработка материалов происходит за счет постоянного перемещения заготовок в абразивной среде в процессе вращения емкости.
Главным преимущество такой модели является простота и низкая стоимость. Барабан можно изготовить самостоятельно в домашних условиях. Он отлично подходит для подсобных хозяйств и небольших предприятий.

Но, учитывая ряд недостатков, такие барабаны постепенно выходят с обращения и заменяются более совершенными моделями.
К главным недостаткам можно отнести:
- низкая скорость работы, что негативно влияет на эффективность и себестоимость работ;
- нет системы сепарации, что усложняет процесс разделения изделий и галтовочных тел;
- большинство моделей предусматривает только сухую обработку, реализовать на практике мокрую практически невозможно;
- в барабанах можно обрабатывать только прочные изделия простой геометрической формы, обработка тонкостенных изделий из хрупких материалов или предметов сложной формы низкоэффективная;
- такие модели не предусматривают возможность визуального контроля процесса обработки во время работы машины, нужно постоянно останавливать барабан и искать в смеси заготовку;
- такое оборудование не позволяет добиться равномерной обработки поверхности, поэтому подходит больше для шлифовки чем полировки;
- барабан создает сильный шум в процессе эксплуатации, иногда сильную вибрацию, поэтому его нельзя использовать вблизи жилых помещений, или же нужно оборудовать цех дополнительной шумоизоляцией.
Из-за большого количества недостатков, барабанное оборудование на сегодняшний день применяется только в крайних случаях, когда требуется простая обработка поверхности без достижения высокого качества, или же когда обработка имеет разовый характер. Для таких целей иногда используют бетономешалку, немного переоборудую ее. Для устранения следов литья подобный барабан отлично подойдет.
- Вибрационное оборудование.
Именно этот тип пришел на смену барабанам и является наиболее популярным на сегодняшний день. В его основе лежит рабочая емкость различной формы, может быть в виде барабана, куба, трубы, ванны или другой формы. К емкости прикреплен вибропривод. В емкость загружается галтовочные тела и обрабатываемый материал. Даная модель предоставляет возможность использования воды и компаунда.
Вибропривод приводится в работу с помощью электродвигателя, передавая колебания на загруженную смесь. Вибрация абразива кажется небольшое и практически незаметная, но такое движение позволяет качественного очистить поверхность за счет быстрого и частого перемещения компонентов относительно друг друга. Чипсы наносят микроудары по заготовке, что позволяет очистить поверхность даже в самых глубоких и сложных зонах.
Вибрационное оборудование постоянно усовершенствуется, что позволяет значительно повысить его эффективность и производительность. Некоторые модели предусматривают установку миксера, который дополнительно вращает рабочую смесь. На сегодняшний день легко подобрать модель любого объема и мощности. Оно практически не имеет недостатков, а среди преимуществ можно выделить следующие:
- универсальность, за счет возможности обработки заготовок различных размеров и форм, а также тонкостенных предметов и хрупкого сырья, нужно всего лишь заменить галтировочные тела, а также настроить мощность и параметры вибрации;
- большая производительность, которая достигается за счет больших рабочих емкостей из мощных электродвигателей, также большинство моделей позволяет одновременно обрабатывать заготовки различного типа, схожих физическими параметрами;
- большая скорость, значительно превышающая скорость работы барабанных моделей;
- позволяет обрабатывать изделия и мягких материалов;
- в процессе работы можно визуально контролировать результат, часто можно даже не выключая оборудование руками доставать заготовки.
- Роторное оборудование.

Простой, но довольно эффективный тип, который обретает все большую популярность. В основе лежит цилиндрическая емкость, которая неподвижно закреплена на раме. В основе емкости установлен вращающийся вал с лопастями. Рабочая смесь просто засыпается в барабан сверху. Затем вал приводиться в движение электродвигателем, создавая центробежное движение внутри емкости. Чтобы смесь равномерно перемещалась по барабану и не заставалась на краях, стенки емкости специально профилированы. Это создает планетарную траекторию движения смеси.
Среди недостатков роторного оборудования можно выделить возможность обработки только небольших, легких предметов, быстрый износ стенок и днища барабана, особенно в месте крепления емкости и вала.
Главные преимущества следующие:
- наибольшая производительность среди аналогов;
- позволяет одновременно загружать большой объем заготовок;
- изменяя частоту вращения вала, можно с высокой точностью контролировать степень шероховатости поверхности детали;
- высочайшее качество обработанной поверхности по всей площади заготовки;
- производители оборудования часто предусматривают возможность легко добавлять и сливать используемые в процессе галтовки реагенты.
- Шпиндельное оборудование.
Современный тип оборудования, который используется в редких случаях из-за высокой сложности. При этом оно показывает наиболее качественный результат обработки. Поэтому в некоторых случаях шпиндельное оборудование становится незаменимым на производстве.
В отличие от остальных моделей, заготовки не пребывают в свободно пространстве абразивной смеси, они крепятся к шпинделю, которому придается вращение. Вращающийся шпиндель медленно опускается в рабочую емкость с абразивной смесью. Благодаря высокой скорости шпинделя, абразив быстро очищает и полирует поверхность детали. Шпиндель постоянно двигается в смеси, чтобы абразивные частицы сменяли друг друга.

Единственным недостатком такой обработки является невозможность работы с большим количеством деталей, которое ограничивается количеством креплений на шпинделе. Чаще всего такое оборудование можно встретить в высокоточном машиностроении, где к поверхности деталей выдвигаются особые требования.
Наполнители для галтовки
От типа наполнителя напрямую зависит степень конечной обработки, будь то полировка или шлифовка материала. Наполнитель для галтовки подбирается в соответствии с определенными требованиями. В первую очередь нужно обращать внимание на следующие факторы:
- Тип материала.
В зависимости от типа используемой детали абразив для галтовки из керамики, дерева, фарфора пластика, песка, стекла или даже скорлупы ореха.
- Размер материала для галтовки. Размер должен быть подобран таким образом, чтобы шарики могли проникнуть в небольшие отверстия, углубления и других труднодоступных местах детали, при этом не застревая в них.
- Подбор формы абразивного тела. От формы тела зависит степень и качество обработки. В зависимости от целей может быть выбрана форма призмы, которая позволяет качественно избавиться от заусенцев, скругления краев и первичной шлифовки, конуса – для полировки и сглаживания ровных поверхностей, а также шарика – для обработки изделий сложной формы.
- Выбор абразива исходя из требуемых абразивных свойств. Степень обработки может быть разной, от первичной шлифовки для удаления больших трещин и заусенцев, до полировки, для придания гладкой блестящей поверхности. Например, керамические наполнители для галтовки отлично подходят для грубой обработки и снятия большого слоя.
На сегодняшний день рынок предлагает огромный ассортимент абразивных материалов как отечественного, так и импортного производства. Стоит отметить, что качество наполнителя практически не разнится в зависимости от производителя. Поэтому можно не переплачивать при покупке наполнителя. Учитывать производителя можно только при выборе пластика, так как от качества исходного сырья зависят эксплуатационные характеристики и срок эксплуатации.
Если галтовочное оборудование планируется использовать для домашних целей и обработки простых металлических деталей, не обязательно приобретать заводской наполнитель. В зависимости от целей обработки могут использоваться подручные материалы, такие как галька, мелко битое стекло или остатки битой керамической посуды. Для небольшого оборудования будет достаточно 10 л такого наполнителя, который можно использовать неоднократно.
При правильной эксплуатации галтовочного оборудования и подбора соответствующего наполнителя, можно добиться качественной обработки заготовок. Эффективность галтовки значительно превышает эффективность ручной обработки.
Мелкая галтовка. Четыре вида галтовки. Сравнение галтовочных процессов. Галтовочный барабан: принцип работы и особенности
Суть метода
Галтовка представляет собой смешение в контейнере абразивного материала и обрабатываемых деталей. Взаимодействие компонентов происходит двумя способами движения:
- роторным (вращающимся);
- вибрационным.

Твердые галтовочные тела вследствие трения очищают поверхность до нужного показателя блеска или шероховатости путем снятия с нее микрочастиц. Процесс может занимать от 4 до 80 часов.
Достоинством способа является возможность обработки поверхностей с нестандартной формой и размерами. К недостаткам относится невозможность обработки тонкостенных деталей.
Стоит отметить, что галтовка – это такой процесс обкатки деталей, который можно производить двумя методами:
- сухим;
- мокрым.
При сухом методе используются специальные пасты, порошки и абразивные компоненты. При мокром способе в барабан добавляется рабочая жидкость, коагулянты, галтовочные растворы. Мокрую галтовку применяют, как правило, перед нанесением различного вида покрытий: гальванического, эмалированного и так далее.
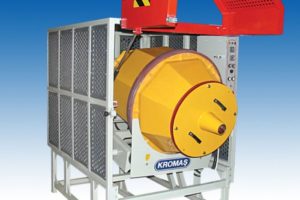
Лотковая галтовка
Лотковая галтовка — это процесс финишной обработки изделий с помощью вибрационной галтовочной машины лоткового типа. Лотковая галтовочная машина в упрощенном виде представляет собой прямоугольной формы галтовочный барабан (ванну), снизу которой крепится электромотор с виброприводом. Для работы лотковых машин больших размеров и соответственно больших мощностей недостаточно одного электромотора, в таких машинах устанавливается по два мотора с виброприводом для каждого из них.
Движение галтовочного наполнителя вместе с обрабатываемыми изделиями в барабане машины во время его работы имеет круговую траекторию относительно продольной оси барабана. В отличие от траектории движения наполнителя в барабане галтовочной машины круглого типа, в которой абразивный материал движется по круговой траектории повторяющей поверхность тора, в галтовочных машинах лоткового типа наполнитель движется по траектории повторяющей поверхность цилиндра.
Основным преимуществом галтовочных машин лоткового типа является возможность обработки крупногабаритных, корпусных и длинномерных заготовок. Такие заготовки не могут быть обработаны галтовочным способом ни в одной другой машине, а применение ручной обработки значительно дороже, а порой и невозможно из-за форм и габаритов заготовок.
Конструкция лотковой галтовочной вибромашины в виде удлиненной ванны имеет один существенный недостаток по сравнению с круглой вибромашиной. В такой машине затруднено извлечение обработанных изделий из галтовочной ванны. Как правило, в машинах лоткового типа обрабатываются крупногабаритные изделия, что позволяет загружать и вынимать их вручную из галтовочного барабана.
В некоторых случаях во время галтовки заготовок-магнетиков, можно применить электромагнитный разделитель, что значительно облегчит сепарацию изделий в лотковом барабане.
В процессе использования лотковой вибромашины, часто возникает потребность в обработке и мелких заготовок, в таком случае наилучшим решением для отделения заготовок от абразивного наполнителя будет применение внешнего вибросепаратора.
Конечно, это значительно увеличивает стоимость галтовочной машины, но позволяет использовать её в широком диапазоне обрабатываемых заготовок. Конструктивно выгрузка наполнителя и заготовок происходит через разгрузочное отверстие на боковой стенке лоткового барабана. Внешний вибросепаратор производства КРОМАШ имеет пониженную высоту приёмного лотка для удобного использования совместно с лотковыми вибромашинами.
Для встраивания лотковой галтовочной машины финишной обработки в технологическую линию производства, компания КРОМАШ может предложить ещё одну разновидность лотковых машин — т.н. лотковые машины проходного типа.
Линейная система финишной обработки — LNR (Linear Vibratory Continuous Finishing System) это вибромашина, которая сконструирована таким образом, что при работе галтовочные тела вместе с изделиями перемещаются с одного края машины к другому. Обработка заготовок происходит во врем движения заготовок по всей рабочей длине вибролотка. После прохождения наполнителя по рабочей области, обрабатываемые заготовки вместе с абразивным наполнителем попадают на сепаратор. После разделения на сепараторе галтовочные камни загружаются обратно в машину с помощью подающего мини конвейера, а обработанные изделия перемещаются на следующую технологическую операцию.
Кроме встраивания Линейных систем финишной обработки LNR в автоматизированные линии непрерывного цикла изготовления мелких деталей, существует ещё одно применение таких систем — для обработки длинномерных трубных заготовок. Подробную информацию о Линейных системах финишной обработки LNR, спрашивайте у технических специалистов нашей компании.
Компания KROMAS производит специальные галтовочные вибромашины лоткового типа, которые помогут вам справиться с обработкой изделий любой формы сложности, обеспечат идеальную очистку и поспособствуют постоянству процесса.
Где применяется
Отвечая на вопрос, что это такое – галтовка, следует отметить, что помимо полировки, она позволяет удалить с деталей облой, заусенцы, ржавчину, окалину. Подбор нужного абразивного материала позволит придать нужную шероховатость и зеркальность поверхности. Сферы применения:
- приборостроение;
- машиностроение;
- строительство;
- ювелирное дело.
Кроме того, галтовку используют для бытовых изделий (ножи, лезвия, клинки), автомобильных дисков, природных материалов (камни), изделий из пластика.
Галтовка минералов производится для придания камням красивого внешнего вида, блеска, стачивания острых граней, создания плавных линий, избавления от налета и сколов. Такие изделия могут в дальнейшем получать огранку или использоваться в качестве талисманов, оберегов. Галтовка производится для таких камней, как:
- цитрин;
- аквамарин;
- аметист;
- шунгит;
- яшма;
- кварц;
- обсидиан;
- малахит;
- агат;
- сердолик;
- горный хрусталь;
- гематит;
- авантюрин.
Отрывок, характеризующий Галтовка
– Ну, что, кончил? – обратился он к Козловскому. – Сию секунду, ваше высокопревосходительство. Багратион, невысокий, с восточным типом твердого и неподвижного лица, сухой, еще не старый человек, вышел за главнокомандующим. – Честь имею явиться, – повторил довольно громко князь Андрей, подавая конверт. – А, из Вены? Хорошо. После, после! Кутузов вышел с Багратионом на крыльцо. – Ну, князь, прощай, – сказал он Багратиону. – Христос с тобой. Благословляю тебя на великий подвиг. Лицо Кутузова неожиданно смягчилось, и слезы показались в его глазах. Он притянул к себе левою рукой Багратиона, а правой, на которой было кольцо, видимо привычным жестом перекрестил его и подставил ему пухлую щеку, вместо которой Багратион поцеловал его в шею. – Христос с тобой! – повторил Кутузов и подошел к коляске. – Садись со мной, – сказал он Болконскому. – Ваше высокопревосходительство, я желал бы быть полезен здесь. Позвольте мне остаться в отряде князя Багратиона. – Садись, – сказал Кутузов и, заметив, что Болконский медлит, – мне хорошие офицеры самому нужны, самому нужны. Они сели в коляску и молча проехали несколько минут. – Еще впереди много, много всего будет, – сказал он со старческим выражением проницательности, как будто поняв всё, что делалось в душе Болконского. – Ежели из отряда его придет завтра одна десятая часть, я буду Бога благодарить, – прибавил Кутузов, как бы говоря сам с собой. Князь Андрей взглянул на Кутузова, и ему невольно бросились в глаза, в полуаршине от него, чисто промытые сборки шрама на виске Кутузова, где измаильская пуля пронизала ему голову, и его вытекший глаз. «Да, он имеет право так спокойно говорить о погибели этих людей!» подумал Болконский. – От этого я и прошу отправить меня в этот отряд, – сказал он. Кутузов не ответил. Он, казалось, уж забыл о том, что было сказано им, и сидел задумавшись. Через пять минут, плавно раскачиваясь на мягких рессорах коляски, Кутузов обратился к князю Андрею. На лице его не было и следа волнения. Он с тонкою насмешливостью расспрашивал князя Андрея о подробностях его свидания с императором, об отзывах, слышанных при дворе о кремском деле, и о некоторых общих знакомых женщинах. Кутузов чрез своего лазутчика получил 1 го ноября известие, ставившее командуемую им армию почти в безвыходное положение. Лазутчик доносил, что французы в огромных силах, перейдя венский мост, направились на путь сообщения Кутузова с войсками, шедшими из России. Ежели бы Кутузов решился оставаться в Кремсе, то полуторастатысячная армия Наполеона отрезала бы его от всех сообщений, окружила бы его сорокатысячную изнуренную армию, и он находился бы в положении Мака под Ульмом. Ежели бы Кутузов решился оставить дорогу, ведшую на сообщения с войсками из России, то он должен был вступить без дороги в неизвестные края Богемских
Оборудование
Для галтовки используются специальные галтовочные машины, которые нормируются ГОСТ 10548-74. Рабочая поверхность в поперечном сечении представляет собой круг или призму.
-
Наиболее простой вид оборудования – галтовочный барабан. Вращение осуществляется с помощью электродвигателя, обработка происходит за счет свободного перемешивания абразива и деталей. Используется для простых изделий, имеет низкую скорость и эффективность обработки, визуальный контроль за процессом при этом способе недоступен.
Виды галтовки
В зависимости от того, используется в процессе очистки вода или нет, галтовку в Москве можно разделить на сухую и мокрую. Обработанный сухим шлифованием металл отличается приятным глянцем, а при использовании некоторых абразивов — даже зеркальной поверхностью.
Мокрое шлифование проводится с использованием трех составляющих: воды, абразива и масла. Вместо масла нередко используется обычный мыльный раствор. Абразивом при этом виде обработки обычно выступает фарфоровая крошка. Прокрученные с ними в барабане детали приобретают матовую поверхность. Для некоторых разновидностей деталей в зависимости от поставленных задач могут использоваться два типа галтовки — в последовательности “сухая — мокрая”.
Материалы галтовки
Можно сказать, что галтовка – это такие соударения, скольжения и микрорезания поверхностей деталей абразивным наполнителем, при которых конечный результат будет зависеть от вида и материала притирочных тел. В качестве инструмента для зачистки используют:
- морскую гальку;
- абразивное зерно;
- гранулированный абразив;
- мацерат кукурузы;
- скорлупу ореха;
- стальные полированные сферы;
- керамический и вулканитовый абразив;
- кварцевый песок;
- известняк;
- деревянные тела.
Часто используется поэтапная галтовка, когда происходит постепенное уменьшение размера абразивных частиц. Форма притирочных тел тоже может быть различной:
- тетраэдр;
- параллелепипед;
- куб;
- шар;
- цилиндр;
- конус;
- призма.
Иногда для финишного завершения обработки может потратиться времени и ресурсов больше, чем на изготовление детали.
Галтовка: особенности обработки металлоизделий
Как правило, для галтовки в колоколах используют частоту 10-50 об/мин., в барабанах – 20-60 об/мин. Барабанам, в которых осуществляется галтовка, присуща шестигранная либо восьмигранная форма. Также такое оборудование характеризуется наличием крышки. Для изготовления используется листовая сталь. Повышению качества перемешивания сопутствует наличие внутри продольных уголков. Также этого добиваются посредством вращения вокруг наклонной оси. Оборудование, изготовленное из стали, внутри футируют следующими материалами:
- пластмассами;
- резиной;
- деревом.
Колокол, в котором производится галтовка, изготавливают из листовой стали толщиной 3 мм. В данном оборудовании для удаления дефектов с поверхности металлоизделий используются следующие материалы:
- наждак;
- кварцевый песок;
- мраморный и фарфоровый бой;
- призмы из керамики.
Виды оборудования
Оборудование для галтовки подразделяется на: — барабанная галтовка – при вращении барабана с наполнителем и деталями происходит буксирная галтовка, и галтовочные элементы полируют неподвижное изделие; — вибрационная – в таком агрегате происходит хаотичное движение деталей и галтовочных тел в барабане за счет вибрации, создаваемой двигателем; — электромагнитная – при которой наполнитель осуществляет движение за счет магнитного поля, создаваемого ротором. Такой способ обработки позволяет отполировать детали даже в малодоступных местах.
Барабанная галтовка
Барабанная галтовка предназначена для очистки поверхности металла от коррозии, скругления кромок, снятия заусенцев, очистки штампованных и литых деталей.
Детали извлекаются вручную в емкость на поддоне.
Галтовка камня: что это такое
В процессе изготовления различных металлических изделий или деталей на их поверхности могут образовываться такие дефекты, как заусенцы, окалины, остатки частичек литья, грязь, либо участки коррозии. Все это нужно удалять с поверхности. Для этих целей можно применить метод галтовки. Что это такое? Технологический процесс обработки металла путем воздействия на него сыпучего абразивного материала, который вместе с деталями помещают внутрь специального оборудования и подвергают вращению либо вибрации.
Металлические детали после галтовочной обработки приобретают товарный вид и в некоторых случаях могут получать дополнительные положительные качества. Абразив – это не что иное, как частички корунда, наждака, песок или другие материалы. Сыпучие смеси применяют для сухой галтовки стали, для мокрой же используют специальные растворы. Методом галтовочного воздействия иногда выполняют полировку изделий.

Назначение галтовки металла
Как упоминалось выше, галтовка металла позволяет убрать с поверхности изделий такие дефекты:
- острые края при штамповке изделий из листового металла;
- заусенцы, образованные во время резки заготовок либо токарной обработки;
- окалину после сварочных работ или резки металла;
- остатки облоя с деталей, выполненных методом литья.
Кроме этого, галтовкой эффективно добиваются полирования изделий до состояния зеркальной поверхности. К деталям, которые были подвержены галтованию, можно дальше применять гальваническую обработку либо окрашивание порошковыми смесями.
Если в рабочую среду добавлять металлическую дробь или применять гидрогалтовку, то галтовочным методом можно получать уплотнение поверхностного слоя заготовок (наклеп поверхностный), тем самым повышая их прочность.
Какие металлы можно подвергать галтовке:
- сплавы специального назначения;
- металл черный;
- стали конструкционные;
- сплавы нержавеющие AISI;
- материалы титановые;
- алюминий и его сплавы;
- медь и сплавы на основе меди;
- серебряные изделия.
Галтовочное оборудование
Существует несколько типов галтовочных установок. Процесс, при котором обработка проходит методом перекатывания, осуществляется в специальных барабанах. Конструкция барабана, если посмотреть на нее с торца, выполнена по форме многогранника – это чаще шестигранник или восьмигранник. Сам барабан имеет герметично закрывающуюся крышку, чтобы препятствовать выходу наружу вредной абразивной пыли, образующейся во время вращения. Вал вращения у таких барабанов для галтовки расположен горизонтально, приводом служит электродвигатель. Стандартная частота вращения здесь находится в пределах 20–60 оборотов за минуту. Барабаны подходят для галтовки плоских металлических заготовок.
Другой тип галтовочного оборудования – это вид центробежной машины, выполненной по форме колокола. Корпус колокола изготавливают из листового металла толщиной около 3 миллиметров. Чтобы стальная поверхность оборудования не портила изделия при вращении колокола, ее покрывают изнутри пластиком или резиной. Вал вращения колокола, как правило, при галтовке расположен вертикально или под определенным наклоном к вертикали. Стандартная частота вращения оборудования находится в пределах 10–50 оборотов в минуту. Колокола подходят для проведения галтовочных операций над резьбовыми метизами.
Для выполнения галтовочных операций вибрационным способом применяют специальные камеры, снабженные механизмами, которые создают вибрацию (эксцентрики). Они заставляют камеру колебаться с определенной частотой от 50 до 15 Гц в разных направлениях, при этом внутри рабочего пространства наблюдается своеобразное перемещение заготовок и материала абразивного. Вибрационные камеры подходят для галтовки деталей крупного размера, предварительно закрепленных внутри.
Галтовочные машины
т. руб.
*Цены оборудования зависят от комплектации.
Все оборудование новое!
Бесплатная доставка оборудования по России!
Плей лист в YouTube: «Процессы и результаты галтовки».
Плей лист в YouTube: «Оборудование».
Присоединяйтесь к группе ВКонтакте: https://vk.com/cnc42
Цена зависит от комплектации. Смотрите более подробное описание.
Обработанные на станках www.CNC42.ru детали из коррозионно стойкой стали (нержавейки) марки 12Х18Н10Т (AISI 304, 316, 403)
Зеркальная обработка буровых резцов из черной стали марки 65Г и твердого сплава
Галтовочный пост 50 литров с вращающимся сепаратором барабанного типа апрель 2020 года
Работа галтовочного поста в разных режимах, выгрузка деталей, результаты обработки
Галтовочная вибромашина 50 литров 2020 года
Работа вибромашины в разных режимах, выгрузка наполнителя
Галтовочная вибромашина 150 литров 2018 года
Работа вибромашины в разных режимах, выгрузка наполнителя
Галтовочный пост 50/30 литров (новая модель 2017 г.)
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, обработку, выгрузку
Галтовочная вибромашина лоткового типа 200/150 литров
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, обработку, выгрузку, готовые детали
Галтовочная вибромашина лоткового типа 150/120 литров для обработки автомобильных дисков до R22
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, установку диска, обработку
Галтовочная вибромашина лоткового типа 20 литров
В видео вы увидите общий вид станка, пуск/останов, регулировку частоты, обработку и выгрузку, в конце виде небольшое слайд шоу
Галтовочный пост 50 л.
Работа галтовочного поста в различных режимах: обработка, сепарация, выгрузка
Галтовочная вибромашина 150 литров
Работа вибромашины в разных режимах, обработка крупных и мелких деталей 4 часа, выгрузка наполнителя, в конце ролика фотографии деталей до и после обработки
Обработка фарфоровыми шариками
Вибромашина 50/30 л.
Обработка дерева (галтовка дерева)
Вибромашина 50/30 л.
Расходные материалы
Материал, который относится к расходному при выполнении галтовки, – это разные галтовочные наполнители. К ним причисляют всевозможные сухие абразивы, которые стираются в пыль, пасты, подверженные выработке, и галтовочные тела. Последние представляют собой твердые частицы определенной формы и фракции:
- керамические частицы призматической формы;
- мелкий бой фарфора и мрамора;
- стальная дробь;
- тела абразивные из пластика;
- циркония оксид;
- наждак и корунд.
Описание процесса
Технологию галтовки понять несложно: она основана на все том же воздействии абразива на поверхностный слой металла, но в отличие от абразивных дисков сыпучий абразив способен проникнуть в любые труднодоступные места изделия, что является большим достоинством. Еще одним преимуществом можно считать тот факт, что способ галтовочной обработки не приводит к перегреву заготовки.
При вращении барабана или центрифуги во время галтовочной операции абразив естественным образом трется о поверхность металлических деталей и соскабливает тонкий слой покрытия, невидимый невооруженным глазом. Так как это трение происходит постоянно, толщина металла снимается, а вместе с ним и все дефекты.
Недостатком технологи галтовки можно считать то, что изделие после обработки может не соответствовать первоначальным линейным размерам, происходит деформация формы, поэтому режимы галтовочной обработки и абразив нужно тщательно подбирать.
На производстве существует два основных способа обработки металла таким методом:
- галтовка в сухой среде;
- галтовка во влажной среде, или мокрая галтовочная обработка.
В первом случае абразив состоит из разных сыпучих компонентов. Этот способ обработки металла подходит, если нужно провести финишную отделку либо ликвидировать заусенцы. Продолжительность галтовки определяется лишь состоянием изделия и может доходить до нескольких суток.
В процессе так называемой мокрой галтовочной обработки детали помещают в растворы разного состава, но по сути это смесь абразива сухой формы с содой каустической либо кальцинированной, раствор соды при этом должен быть двух- или трехпроцентным. Допустимо применять мыльный раствор.
Нужно уточнить, что частота вращения оборудования при галтовке выбирается, исходя из таких показателей:
- величины изделий из металла, их формы;
- объема рабочей камеры оборудования;
- результата, которого нужно достичь во время галтовочной обработки.
Технологии и оборудование для галтовки
Процесс галтовки осуществляется на различном оборудовании, например, барабанах галтовочных и галтовочных вибромашинах различных типов.
Для осуществления процесса галтовки необходим наполнитель (среда), в котором обрабатываются заготовки и обеспечивается требуемое качество и шероховатость обработанной поверхности детали.
Наполнитель и детали приводятся в движение относительно друг друга в рабочей ёмкости машины (барабане).
Машины для галтовки подразделяются на большое число типов, например: механические и электромагнитные, в свою очередь механические подразделяются по виду движения на вращающиеся барабаны и барабаны с вибрационным приводом.
Галтовочный барабан
Галтовочный барабан
Речь идет о самой примитивной и доступной машине для финишной отделки материала. Она выполнена в виде барабана многогранной формы или в форме цилиндра. По отношению к оси может находиться как стандартно горизонтально или вертикально, так и под определенным углом.
Запускается барабан с помощью электродвигателя. Отделка и очистка камня проводится в результате перемешивания материалов и абразивных чипсов в свободном пространстве во время работы установки. Такая машина считается самым доступным вариантом для частных ювелиров.
Вибрационная установка
Галтовочная вибромашина
Машина представляет собой все тот же барабан определенной формы с виброприводом, закрепленным на корпусе. Вовнутрь барабана загружают галтовочную смесь и материалы для обработки. Дополнительно могут добавлять растворы компаундов для обработки мокрого типа.
Технология работы машины состоит в следующем. Электродвигатель с виброприводом барабана с абразивом и обрабатываемым материалом запускает машину. В результате колебательных движений материалы для обработки и наполнители перемещаются внутри с определенной скоростью. Итогом движения становятся микроудары по поверхности камня со съемом верхнего слоя с поверхности – шлифовка и полировка.
Ротационная центробежная машина
Галтовка центробежная
Самый современный вариант отделочного оборудования – центробежная роторная машина. Алгоритм работы построен на использовании вертикально зафиксированного неподвижного отсека с вращающейся тарелкой и лопостями в нижней части.
Отсек полностью заполняют галтовочной смесью и запускают машину. Как только актуатор начинает вращаться, в движение приходит и галтовочная смесь вместе с обрабатываемыми изделиями.
Буксирная установка
Буксирная галтовка
Оборудование этого типа используется реже предыдущих. Машина работает так: изделие фиксируют на шпинделе, после чего приводят его в движение и опускают в рабочую поверхность с подготовленным абразивным наполнителем.
При контакте наполнителя с изделием снимается тонкий слой материала с последнего за короткий промежуток времени. С целью дополнить или обновить наполнитель шпиндель запускают в новом направлении относительно чаши с телами, либо подсоединяют к ней вибропривод.
«Буксирная» установка не предназначена для одновременной обработки крупной партии материала и это ее основной недостаток.
К достоинству стоит отнести высокий уровень качества финишной отделки за короткое время.
Галтовка камня: что это такое
Галтовка камня (Галтование) – технологический процесс обработки камня с целью улучшения его качеств, в результате которого происходит сглаживание углов, удаление грязи, шлифовка и полировка поверхности.
Обработка твердых материалов для получения обтекаемых граней проводится на специальном галтовочном оборудовании. В домашних условиях процесс наладить непросто, но возможно, если выбрать подходящий вариант оборудования и четко следовать инструкции по использованию.
Что такое галтовка?
Галтовкой называют камни природной, слегка скругленной формы, отполированные со всех сторон. Чаще всего такие вставки идут в бусы, браслеты и колье.
Это – один из немногих способов обработки камня, который выполняется автоматически: украшения из обработанных таким образом самоцветов наиболее доступны.
В металлический барабан засыпают сходные по размеру, форме и твердости необработанные камни вместе с абразивным порошком. Вся конструкция вращается и грохочет (иногда несколько дней), после чего из нее достается симпатичная полированная галька. Остается просверлить отверстия под нить – и можно собирать украшение.
Но особенно ценится и наиболее красива галтовка ручной работы. Дело в том, что вращающиеся в барабане камушки равномерно стачиваются со всех сторон, а природный материал, как правило, имеет довольно глубокие каверны и трещины. В результате к моменту, когда со шлифуются все дефекты, от них остается довольно мало. Работая с каждым камнем индивидуально, мастер может «вытянуть» из природной гальки того же размера гораздо больший объем, а, кроме того, оставить только ту ее часть, которая имеет наиболее выразительный рисунок.
Где применяются галтовочные камни
Благодаря своим характеристикам и широкой цветовой гамме этот отделочный материал применяют:
-
В ювелирном деле. Благодаря точечному воздействию на поверхность натурального камня, стираются все острые углы, материал приобретает гладкость. Такой камешек можно носить в сумке или кармане, заключить в изящную и элегантную оправу и носить на груди в качестве амулета. Из камней различной формы и размеров получаются красивые кулоны, браслеты, бусы, ожерелья и брелоки.
 Сердолик бусы галтовка
Сердолик бусы галтовка
-
Как один из вариантов отделки фасада дома или его цоколя, для создания декоративных элементов и для других наружных работ.
Галтованный камень на фасаде
-
Для дизайна интерьеров. Природным камнем, обработанным по особой технологии, можно отделывать как стены помещения, так и отдельные детали (например, камины). Островки из природного окатанного камня создают неповторимый стиль и подчеркивают вкус хозяев дома.
Камин галтованный камень
-
При украшении искусственных прудов и фонтанов различной высоты и сложности. Вода прекрасно подчеркивает оттенки камня и красоту интересной композиции.
Пруд из галтованного камня
-
В ландшафтном строительстве для создания садовых дорожек, при отделке заборов. Устойчивость к механическим воздействиям и способность выдерживать различные погодные условия делают галтованный камень востребованным у ландшафтных дизайнеров.
Галтованный камень для дорожек
-
Для создания интересного интерьера в аквариумах. Камень очень напоминает морской по своему внешнему виду, что позволяет владельцу создать интересную композицию, на фоне которой обитатели аквариума будут смотреться наиболее выигрышно.
Аквариум с камнем галтовкой
-
Для создания покрытий большой площади – площадок для летних кафе, прогулочных зон, пешеходных дорожек. Территория, покрытая окатанным камнем, пригодна для эксплуатации при различном температурном режиме, не боится влаги. Неоспоримое достоинство – простота ухода и обслуживания.
- острые края при штамповке изделий из листового металла;
- заусенцы, образованные во время резки заготовок либо токарной обработки;
- окалину после сварочных работ или резки металла;
- остатки облоя с деталей, выполненных методом литья.
- сплавы специального назначения;
- металл черный;
- стали конструкционные;
- сплавы нержавеющие AISI;
- материалы титановые;
- алюминий и его сплавы;
- медь и сплавы на основе меди;
- серебряные изделия.
- Новинки
- Акционный товар
- Ремонт оборудования
- Видеообзоры продукции
- Статьи
- Галтовка
- Наполнители
- Создание правильного первого впечатления у посетителей, поддержание корпоративного стиля,
- Зонирование приемной. Стойка ресепшн помогает разграничить пространство, создав зону для работы администратора, где он спокойно выполняет свои обязанности, даже если в приемной находятся люди, а также комфортную зону ожидания для посетителей,
- Организация удобного рабочего места секретаря или администратора. Помимо непосредственного общения с клиентами, специалист еще и занимается бумажной работой, ведет документацию, работает за компьютером, принимает звонки,
- Ориентир для посетителей. Впервые оказавшись в офисном помещении, клиент может растеряться, однако этого не случится, если он увидит ресепшн. Он направится прямиком к администратору, который сориентирует его.
- рабочий стол специалиста, частично скрытый от посторонних глаз,
- столешница для посетителей, позволяющая им с удобством расположиться в пространстве во время разговора, сделать записи и т.д.
- Прямые. Отлично подходят для небольших по площади приемных. Лаконичная конструкция прямых стоек ресепшн позволяет обслуживать сразу нескольких посетителей. Пока один беседует с администратором, другой может заполнить бланк и т.д.,
- Угловые. Этот вариант также подходит для использования в маленьких помещениях. Важным преимуществом угловых стойки ресепш является возможность соединения их с другими предметами офисной мебели, благодаря чему можно экспериментировать и менять интерьер в случае необходимости,
- П-образные. Находят применение в больших корпорациях и учреждениях, которые ежедневно сталкиваются с необходимостью обслуживания большого количества людей. За стойкой могут находиться сразу несколько администраторов,
- Полукруглые. Пожалуй, это один из наиболее востребованных вариантов оформления, что связано с особенностями восприятия скругленных форм. Полукруглые стойки ресепшн позволяют посетителям чувствовать себя более комфортно и уверенно,
- Модульные. Универсальные стойки можно комбинировать друг с другом для создания интересных вариантов прямых и угловых конструкций. Благодаря простым формам модульные стойки ресепшн можно адаптировать под необходимое количество сотрудников,
- Замкнутые. Особенность конструкции заключается в том, что она присоединяется к стене. Форма стойки при этом может быть любой – как круглой и овальной, так и прямоугольной, квадратной.
Технологии и оборудование для галтовки
Процесс галтовки осуществляется на различном оборудовании, например, барабанах галтовочных и галтовочных вибромашинах различных типов.
Для осуществления процесса галтовки необходим наполнитель (среда), в котором обрабатываются заготовки и обеспечивается требуемое качество и шероховатость обработанной поверхности детали.
Наполнитель и детали приводятся в движение относительно друг друга в рабочей ёмкости машины (барабане).
Машины для галтовки подразделяются на большое число типов, например: механические и электромагнитные, в свою очередь механические подразделяются по виду движения на вращающиеся барабаны и барабаны с вибрационным приводом.
Галтовочный барабан
Речь идет о самой примитивной и доступной машине для финишной отделки материала. Она выполнена в виде барабана многогранной формы или в форме цилиндра. По отношению к оси может находиться как стандартно горизонтально или вертикально, так и под определенным углом.
Запускается барабан с помощью электродвигателя. Отделка и очистка камня проводится в результате перемешивания материалов и абразивных чипсов в свободном пространстве во время работы установки. Такая машина считается самым доступным вариантом для частных ювелиров.
Вибрационная установка
Машина представляет собой все тот же барабан определенной формы с виброприводом, закрепленным на корпусе. Вовнутрь барабана загружают галтовочную смесь и материалы для обработки. Дополнительно могут добавлять растворы компаундов для обработки мокрого типа.
Технология работы машины состоит в следующем. Электродвигатель с виброприводом барабана с абразивом и обрабатываемым материалом запускает машину. В результате колебательных движений материалы для обработки и наполнители перемещаются внутри с определенной скоростью. Итогом движения становятся микроудары по поверхности камня со съемом верхнего слоя с поверхности – шлифовка и полировка.
Ротационная центробежная машина
Самый современный вариант отделочного оборудования – центробежная роторная машина. Алгоритм работы построен на использовании вертикально зафиксированного неподвижного отсека с вращающейся тарелкой и лопостями в нижней части.
Отсек полностью заполняют галтовочной смесью и запускают машину. Как только актуатор начинает вращаться, в движение приходит и галтовочная смесь вместе с обрабатываемыми изделиями.
Буксирная установка
Оборудование этого типа используется реже предыдущих. Машина работает так: изделие фиксируют на шпинделе, после чего приводят его в движение и опускают в рабочую поверхность с подготовленным абразивным наполнителем.
При контакте наполнителя с изделием снимается тонкий слой материала с последнего за короткий промежуток времени. С целью дополнить или обновить наполнитель шпиндель запускают в новом направлении относительно чаши с телами, либо подсоединяют к ней вибропривод.
«Буксирная» установка не предназначена для одновременной обработки крупной партии материала и это ее основной недостаток.
К достоинству стоит отнести высокий уровень качества финишной отделки за короткое время.
Галтовка камня в домашних условиях
В домашних условиях своими руками производить галтовку камня вполне возможно. Это можно делать как механизированным способом (например, бетономешалкой), так и в ручную. Ручной способ больше подходит для обработки мягких минералов, например гагата.
Объемы производства домашней галтовки, как правило, не велики. Но для отделки фасада дома, украшения интерьера или изготовления кулонов и бус перечисленные ниже способы вполне подходят.
Использование бетономешалки
Для очистки камней от грязи и грубой шлифовки в домашних условиях можно использовать бетономешалку. Для этого образцы, подлежащие обработке, помещают в бетономешалку, добавляют в нее абразивный наполнитель или моющее средство и включают на определенной скорости. Целесообразно предварительно соорудить крышку для закрытия окна барабана.
Галтовка камня своими руками
Камни с высоким показателем хрупкости и мягкости можно обработать в домашних условиях вручную. Для этого потребуется емкость с водой, металлическая пластина размером 20х10 см и мелкозернистая наждачная бумага.
Наждачной бумагой оборачивают металлическую пластину, после чего окунают ее в воду. Берут в руки камень и попеременно стачивают о наждачную бумагу все его грани до тех пор, пока они приобретут округлую форму. Периодически наждачную бумагу необходимо смачивать в воде.
Данный метод обработки подходит для изготовления штучных изделий: браслетов, кулонов, бус и т.п. предметов бижутерии.
Компактная галтовочная вибромашина лоткового типа 50/30 л.
В процессе изготовления различных металлических изделий или деталей на их поверхности могут образовываться такие дефекты, как заусенцы, окалины, остатки частичек литья, грязь, либо участки коррозии. Все это нужно удалять с поверхности. Для этих целей можно применить метод галтовки. Что это такое? Технологический процесс обработки металла путем воздействия на него сыпучего абразивного материала, который вместе с деталями помещают внутрь специального оборудования и подвергают вращению либо вибрации.
Металлические детали после галтовочной обработки приобретают товарный вид и в некоторых случаях могут получать дополнительные положительные качества. Абразив – это не что иное, как частички корунда, наждака, песок или другие материалы. Сыпучие смеси применяют для сухой галтовки стали, для мокрой же используют специальные растворы. Методом галтовочного воздействия иногда выполняют полировку изделий.

Назначение галтовки металла
Как упоминалось выше, галтовка металла позволяет убрать с поверхности изделий такие дефекты:
Кроме этого, галтовкой эффективно добиваются полирования изделий до состояния зеркальной поверхности. К деталям, которые были подвержены галтованию, можно дальше применять гальваническую обработку либо окрашивание порошковыми смесями.
Если в рабочую среду добавлять металлическую дробь или применять гидрогалтовку, то галтовочным методом можно получать уплотнение поверхностного слоя заготовок (наклеп поверхностный), тем самым повышая их прочность.
Какие металлы можно подвергать галтовке:
Галтовка
Рекомендации по подбору магнитных галтовок
Шлифовка и полировка ювелирных изделий считается трудоёмкой и дорогостоящей операцией. На финишную обработку поверхности в ювелирной промышленности приходиться примерно 60 % стоимости продукции. На смену традиционным барабанам и виброустановкам приходят более производительные методики.
Одним из перспективных методов финишной обработки деталей является метод магнитно-абразивного полирования (МАП). Сущность метода заключается в том, что обрабатываемой детали или наполнитель с магнитными и абразивными свойствами, помещенными в магнитное поле, сообщают принудительное движение относительно друг друга. Магнитно-абразивный наполнитель создает режущий эффект, плотность которого можно варьировать, изменяя напряженность магнитного поля. Силами магнитного поля зерна наполнителя прижимаются к поверхности детали, оказывая давление на деталь в каждой точке ее поверхности, что приводит к съему металла и сглаживанию микронеровностей. Обработка производится при наличии жидкой среды, который в данном процессе выступает как носитель поверхностно-активных веществ, а не как средство охлаждения детали.
Магнитно-абразивным полированием можно обрабатывать детали любой геометрической формы и габаритных размеров из магнитных и немагнитных материалов.
В настоящее время для обработки изделий в ювелирном производстве широкое применение нашли магнитные галтовки. Принципиальное устройство которой показано на рис 1. Принцип действия основан на движении наполнителя, в виде иголок, за счёт магнитного поля. Магнитное поле создаётся за счёт перемещающихся постоянных магнитов. Иголки перемещаются с определённым ускорением, осуществляя взаимодействие с помещенными в ёмкость ювелирными изделиями, при этом последние подвергаются многочисленным микроударам со стороны наполнителя. За счёт взаимодействия происходит обработка поверхности изделий во всех труднодоступных местах, а также частичное упрочнение поверхности изделий, что облегчает их дальнейшую шлифовку и полировку.
При воздействии магнитного поля в рабочем зазоре магнитный наполнитель ориентируются своей большей осью вдоль магнитных силовых линий, уплотняются и прижимаются острыми гранями к обрабатываемой поверхности. В результате этого обработка поверхности детали производится острыми кромками, т. е. имеет место процесс ориентированного абразивного резания.
На рынке оборудования представлены многочисленные конструкции магнитных галтовок, в основном производства Турции и Китая.
По своей конструкции они представляют диск с расположенными по его периметру постоянными магнитами кольцеобразной формы. Диск приводится в движении электродвигателем, при этом магнитное поле созданное магнитами движется с окружной скоростью, соответствующей частоте оборотов электродвигателя, заставляя, перемещаться игольчатый наполнитель
Данная схема имеет ряд недостатков. Во первых окружная скорость наполнителя не одинакова по всей поверхности диска. Чем ближе к центру вращения, тем она ниже, а в непосредственной близости от оси вращения образуется мёртвая зона, попав в которую изделия практически остаются без взаимодействия с иглами, т.к. последние стремятся переместиться к периферии ёмкости за счёт центробежной силы. Это хорошо заметно при обработке более тяжёловесных изделий (персни, браслеты и т.д.), которые практически не перемещаются под действием движущегося наполнителя. Во вторых если мы рассмотрим расположение магнитного поля в магните кольцеобразной формы (рис. 3). При расположении кольцеобразных магнитов плоскостью на диске галтовки их полюса располагаются вверх и вниз относительно наполнителя и изделий.
При таком расположении сила магнита направлена вверх, а межу самими магнитами взаимодействие минимально. Это снижает эффективность работы, т.к. наполнитель не получает дополнительного ускорения за счёт магнитного поля самого магнита и не меняет своего направления движения попадая в зоны действия разно разряженных полюсов.
Ч.П. «ВТК» предлагает конструкцию магнитных галтовок с принципиально иной формой и расположением магнитов. Нами используются магниты прямоугольной формы расположенные на диске друг против друга одноимёнными полюсами (Рис 4 и Рис 5).
Рис 4 Рис 5
При этом поле магнитов перекрывает всю поверхность диска ,а направление его совпадает с направлением перемещения наполнителя и обрабатываемых изделий. За счет этого эффективность данной конструкции возрастает на порядок , мертвые зоны залегания отсутствуют, скорость наполнителя и обрабатываемых изделий совпадают с направлением магнитного поля. Интенсивное воздействие магнитных полей на оси вращения диска стремится вытолкнуть наполнитель в более активные зоны. Данная конструкция гатовок позволяет использовать ёмкости различной формы и размеров, в зависимости от вида и кол-ва обрабатываемых изделий.
По своей природе постоянные магниты отличаются магнитными свойствами материала и способом производства.
Существует большое разнообразие магнитов по постоянству свойств( Рис 6), используемым магнитным материалам, технологиям производства. Наиболее распространенные – ферриты и редкоземельные магниты.
Рис 6
Ферриты (или керамика, керамические магниты, ceramic) – самые популярные постоянные магниты, существующие в настоящее время. Они производятся из комбинации феррита бария или стронция и оксида железа и демонстрируют высокую коэрцитивную силу, что говорит о хорошей сопротивляемости к размагничиванию. Ферриты обладают наименьшей стоимостью, что обеспечивает им успех в тех магнитных приложениях, где не требуется выдающихся результатов по величине магнитного поля. Ферриты имеют очень хорошую коррозионную стойкость и устойчиво работают в диапазоне температур от -40 до +250 градусов Цельсия. Диапазон максимальной энергии – от 1,1 до 4,5 МГЭ.
– это магниты, произведенные с добавлением элементов лантаноидной группы. Двумя элементами этой группы, наиболее часто используемыми при производстве постоянных магнитов, являются неодим (Nd) и самарий (Sm). Существует большое количество смесей и сплавов с использованием этих элементов, но наиболее часто используются сплавы неодим-железо-бор (Nd-Fe-B) и самарий-кобальт (SmCo). В настоящее время постоянные магниты Nd-Fe-B являются наиболее коммерчески выгодными в производстве. При этом магниты Nd-Fe-B выпускаются с большим количеством градаций, чтобы охватить широкий диапазон свойств и областей применения.
В нашем оборудовании используются более дорогие неодимовые магниты( Nd-Fe-B.) обладают высокими магнитными свойствами
Неодимовые магниты, третье поколение редкоземельных магнитов, имеют наиболее высокие значения остаточной магнитной индукции, коэрцитивной силы, максимальной энергии и соотношения производительность/цена Диапазон максимальной энергии – от 1 до 48 МГЭ.
В качестве наполнителя в галтовках для обработке ювелирных изделий применяются тела виде иголок с закруглёнными либо скошенными краями. Изготовлены из технической нержавеющей стали, марок 12Х13,40Х13, обладающей магнитными свойствами. Размеры их могут быть различны от Ф 0,2 мм до Ф2 мм.
Для обеспечения нормального взаимодействия поверхности наполнителя с поверхностью обрабатываемых изделий последний надо содержать в чистом состоянии. Налипший на иглы жир, микрочастицы износа изделий и наполнителя снижают эффективность взаимного трения и следовательно процесса обработки. Изделия перед загрузкой следует мыть и при необходимости производить обезжиривание.
При загрязнении наполнитель следует промывать моющими средствами с добавлением лимонной кислоты.
Совместно с наполнителем применяют различные шампуни, в состав которых входят поверхностно активные вещества. При работе пена образованная ими выводит грязь и продукты износа из зоны контакта.
Галтовочное оборудование
Существует несколько типов галтовочных установок. Процесс, при котором обработка проходит методом перекатывания, осуществляется в специальных барабанах. Конструкция барабана, если посмотреть на нее с торца, выполнена по форме многогранника – это чаще шестигранник или восьмигранник. Сам барабан имеет герметично закрывающуюся крышку, чтобы препятствовать выходу наружу вредной абразивной пыли, образующейся во время вращения. Вал вращения у таких барабанов для галтовки расположен горизонтально, приводом служит электродвигатель. Стандартная частота вращения здесь находится в пределах 20–60 оборотов за минуту. Барабаны подходят для галтовки плоских металлических заготовок.
Другой тип галтовочного оборудования – это вид центробежной машины, выполненной по форме колокола. Корпус колокола изготавливают из листового металла толщиной около 3 миллиметров. Чтобы стальная поверхность оборудования не портила изделия при вращении колокола, ее покрывают изнутри пластиком или резиной. Вал вращения колокола, как правило, при галтовке расположен вертикально или под определенным наклоном к вертикали. Стандартная частота вращения оборудования находится в пределах 10–50 оборотов в минуту. Колокола подходят для проведения галтовочных операций над резьбовыми метизами.
Для выполнения галтовочных операций вибрационным способом применяют специальные камеры, снабженные механизмами, которые создают вибрацию (эксцентрики). Они заставляют камеру колебаться с определенной частотой от 50 до 15 Гц в разных направлениях, при этом внутри рабочего пространства наблюдается своеобразное перемещение заготовок и материала абразивного. Вибрационные камеры подходят для галтовки деталей крупного размера, предварительно закрепленных внутри.
Виды стоек ресепшн: угловые, прямые, полукруглые и другие
Дизайн интерьера офиса имеет большое значение для формирования имиджа компании. Первое, что видит посетитель банка, салона красоты, медицинского центра или туристической компании, — это стойка администратора, представляющая собой многофункциональную конструкцию.
Основные задачи стоек ресепшн:

Вас заинтересует:

Стол для ресепшн из металла и ЛДСП
Стоимость рассчитывается индивидуально.
УКАЗАНА МИНИМАЛЬНАЯ ЦЕНА ЗА 1 ПОГОННЫЙ МЕТР.

Ресепшн в фитнес клуб или салон красоты
Стоимость рассчитывается индивидуально.
УКАЗАНА МИНИМАЛЬНАЯ ЦЕНА ЗА 1 ПОГОННЫЙ МЕТР

Стойка ресепшн для информации в торговый центр
Стоимость рассчитывается индивидуально.
УКАЗАНА МИНИМАЛЬНАЯ ЦЕНА ЗА 1 КВАДРАТНЫЙ МЕТР

Ресепшн для администратора в гостиницу
Стоимость рассчитывается индивидуально.
УКАЗАНА МИНИМАЛЬНАЯ ЦЕНА ЗА 1 ПОГОННЫМ МЕТР
Задачи, которые призваны решить стойки ресепшн, определяют их конструктивные особенности. Все, даже маленькие стойки ресепшн, состоят из двух основных зон:
Разновидности стоек ресепшн
Существуют следующие основные виды стоек ресепшн:

В зависимости от материала изготовления различают стойки, созданные из ламинированного ДСП, МДФ, пластика, металл, а также из материалов премиум-класса – массива дерева ценных пород, натурального или искусственного камня.
Заказать стойку ресепш, полностью удовлетворяющую потребности персонала, а также позволяющую создать правильный имидж компании, можно в «Торг -Авиа». Предприятия группы компаний «Торг -Авиа» осуществляют разработку, производство и продажу мебели для магазина и лабораторий, прилавков, стеллажей, гаражно-слесарного оборудования с 1995 года. В производстве специалисты «Торг -Авиа» используют только современные качественные материалы, соответствующие требованиям времени. Ознакомиться с характеристиками и фотографиями стоек можно на сайте.
Большой опыт работы, широкие производственные возможности, а также индивидуальный подход к каждому клиенту позволяют эффективно реализовывать проекты любой сложности.
Получите выгодное коммерческое предложение, обратившись к специалистам «Торг -Авиа» по телефонам: +7 (843 ) 273-78-62, +7 (843 ) 273-78-72!




