Как производится гибка металлических труб: технологические тонкости выполнения работ

Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.

Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
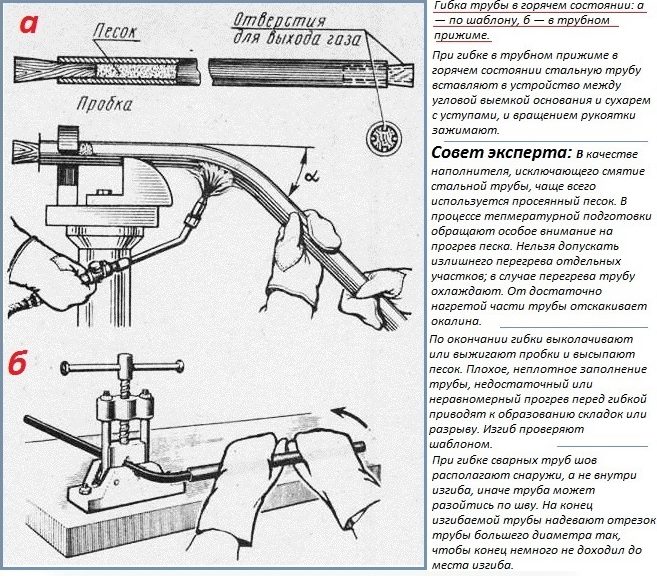
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
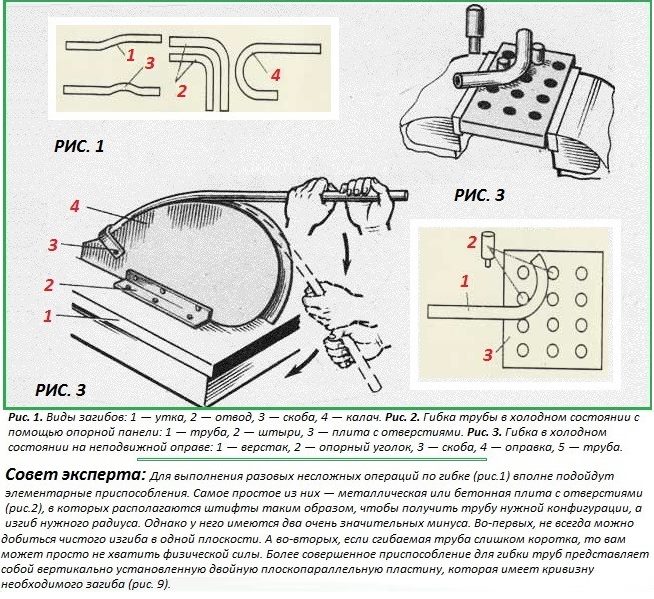
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Гибка трубы по радиусу
Вопросы, рассмотренные в материале:
- В чем преимущества гибки труб по радиусу
- Что происходит с материалом труб при данной операции
- Какие существуют методы гибки труб по радиусу
- Какое оборудование для этого используется
Трубы широко используются в различных производственных сферах. Прежде чем приступить к монтажным работам систем трубопроводов, необходимо выполнение такого основополагающего процесса, как гибка трубы по радиусу. Благодаря подобной обработке значительно сокращается число необходимых сварных швов, что положительно влияет на общее качество работ.
Преимущества гибки трубы по радиусу
Трубы используются человечеством на протяжении тысячелетий, первые водопроводы создавались из их прототипов – тростника или бамбука. Древние римляне для изготовления труб использовали бронзу. В промышленных масштабах эти металлические изделия впервые начали производиться в начале XIX века. В наши дни ежегодно выпускаются миллионы тонн металлических труб, необходимых во множестве хозяйственных отраслей.

В процессе изготовления жестких металлических конструкций из цельной заготовки чаще всего используют не сварку или резьбовое соединение, а гибку труб .
Такая технология имеет ряд преимуществ:
- более низкую материалоемкость, поскольку отсутствуют ввариваемые патрубки;
- меньшую трудоемкость в сравнении с технологиями сварки и монтажа резьбовых соединений;
- более высокие гидроаэродинамические показатели;
- лучшая герметичность в сравнении с резьбовыми соединениями.
Кроме всего прочего, в отличие от сварки, структура металла не подвергается неблагоприятному воздействию. А после выполнения гибки труб по радиусу готовые изделия обретают привлекательный внешний вид.
Что происходит с материалом труб при их гибке по радиусу
Трубы с круглым, квадратным или прямоугольным сечением по-разному ведут себя в процессе обработки. Однако стенки изделия на внешней части гиба утончаются, поскольку в результате возникающих напряжений подвергаются растягивающему моменту.
Утончившаяся внешняя стенка обращается к выгнутой части трубы, направленной к ее срединной оси. Таким образом, деформации подвергается ее поперечное сечение. При превышении предела прочности происходит разрыв заготовки по внешней плоскости изгиба.
Стенки трубы на внутренней части гиба, напротив, утолщаются, поскольку на них воздействует сжимающее напряжение. При превышении предела прочности трубы на сжатие металл, из которого она изготовлена, утрачивает локальную жесткость, в результате чего внутри изогнутого изделия появляются глубокие складки.
- Последствия гибки квадратного и прямоугольного профиля.
При гибке по радиусу труб с квадратным или прямоугольным сечением их стенки подвергаются максимальному напряжению сжатия и растяжения с наружной и внутренней стороны сгиба. Высокая склонность материала к деформации осложняет процесс контроля действующих напряжений в процессе обработки.
При работе с профильным металлом отмечается его вертикально направленное расширение с внутренней стороны изгиба, горизонтально протекающее вдоль торцевой части изделия. Эти напряжения оказывают влияние на стенки заготовки, расположенные вертикально. Поперечное сечение подвергается деформации, приобретая трапециевидную форму.

Поперечное прямоугольное или квадратное сечение плохо принимает зажимные усилия, существующие между изгибочной и зажимающей колодкой. Труба проскальзывает вдоль колодки в начале изгибания. Из-за трения с колодкой возможен преждевременный износ оборудования.
- Проблемы при гибке круглых труб по радиусу.
При гибке по радиусу труб с круглым сечением материал менее подвержен деформации в местах высокого напряжения. Участки с максимальным напряжением сжатия и растяжения располагаются по касательной осевой линии к поперечному сечению. Благодаря круглой форме профиля металл при гибке может равномерно растекаться во всех направлениях, что облегчает процесс контроля деформации.
Круглое поперечное сечение позволяет заготовке легко передавать усилия, возникающие между изгибочной и зажимающей колодкой. В процессе гибки круглых труб по радиусу они почти не проскальзывают вдоль колодки.
Методы гибки трубы по радиусу
К технологии гибки профильных труб по радиусу сегодня предъявляются довольно высокие требования на предмет качества, производительности и себестоимости. Повышение уровня качества гибки достигается за счет автоматизации и отладки процессов, повышения уровня квалификации специалистов. В настоящее время существуют разные технологии обработки заготовок.
- Горячая гибка труб по радиусу.
Если для гибки труб по радиусу невозможно использовать трубогибочные установки или приспособления для холодной обработки, заготовки подвергаются предварительному прогреванию. Эта технология сгибания является трудоемкой. Для ее выполнения необходим наполнитель, в роли которого выступает просеянный речной песок, в котором отсутствуют органические вкрапления и слишком мелкие фракции (поскольку в процессе термической обработки они подвержены спеканию и последующему пригоранию к стенкам трубы). Важно, чтобы песок был сухим, в противном случае существует риск возникновения чрезмерно высокого давления пара в процессе нагревания заготовки.
Для обработки необходима температура около +900 °С. Важно следить за тем, чтобы не появились пережоги. Кроме того, обработку следует ограничить одним нагревом, поскольку последующие действия отрицательно скажутся на качестве готового изделия. На размер разогреваемого участка трубы влияют такие параметры, как ее сечение и радиус гибки. После завершения работы необходимо извлечь из нее заглушки и песок, очистить и промыть внутреннюю часть изделия.
- Холодная гибка труб по радиусу.
У холодной гибки трубы по радиусу есть ряд преимуществ, отличающих ее от горячей обработки. Во-первых, речь идет о большей технологичности и производительности, благодаря которым снижается себестоимость готовой продукции. Технология холодной гибки по радиусу используется при работе с трубами, изготовленными из пластичных цветных металлов. Высокая ковкость, присущая меди и алюминию, позволяет выполнять их обработку, предварительно не разогревая.

Гибка труб по радиусу отрицательно сказывается на их качестве, что особенно актуально для конструкций, изготовленных из мягких металлов или имеющих тонкие стенки. В связи с этим обработка таких изделий производится при помощи механического стабилизатора – дорна. Так называется специальное приспособление, размещаемое в месте изгиба внутри заготовки во время обработки. Дорн предотвращает деформацию стенок изделия при гибке по радиусу. Приспособление может иметь жесткую или гибкую конструкцию.
В первом случае речь идет о направляющем элементе, изготовленном из твердых металлов, рабочая сторона которого имеет закругленный торец. Оснастка размещается непосредственно в точке изгиба. В конструкции гибкого дорна также присутствует твердый стержень. С одной стороны он дополнен несколькими изгибающимися сегментами шарообразной или полусферической формы. Будучи размещенной в месте изгиба, конструкция обеспечивает сохранность формы прохода. По окончании обработки по радиусу гибкий дорн выталкивают из области гиба, а внутренняя поверхность изделия дополнительно калибруется шариками.
Оборудование для гибки труб по радиусу
Строительный рынок предлагает широкий выбор индивидуальных инструментов, позволяющих выполнять гибку труб по радиусу. Сегодня можно приобрести как простейшие пружины, так и сложное электромеханическое оборудование с гидравлической подачей.
- Ручные трубогибы.
Устройства для гибки труб по радиусу, относящиеся к этому классу, характеризуются простотой конструкции, небольшим весом и габаритами, для выполнения гибки мастеру необходимо прикладывать физические усилия. В зависимости от принципа работы ручные трубогибы могут относиться к одной из следующих категорий:
Рычажные. Для выполнения гибки по радиусу используется большой рычаг, который позволяет снизить прилагаемые физические усилия. В подобных приспособлениях трубу вставляют в пуансон (оправу определенной формы и размера), затем за счет рычага огибают шаблонную поверхность заготовкой, получая в итоге готовое изделие нужного профиля. С помощью рычажного приспособления можно обрабатывать трубы малого диаметра (не более 2,5 см), изготовленные из мягких металлов, с радиусом закругления, достигающим 180°.
Рекомендуем статьи по металлообработке
Арбалетные. Для обработки необходимо поместить заготовку на два валика или упора. Гибка происходит за счет того, что на поверхность трубы давит пуансон определенной формы и сечения. Благодаря сменным насадкам и подвижным упорам можно задавать различные значения радиуса изгиба как стальных заготовок, так и изделий из цветных металлов.

Гибочный башмак располагается на штоке, для перемещения которого используется винтовая передача, гидравлическое давление жидкости, нагнетаемой вручную или электроприводом. С помощью этих приспособлений можно выполнять гибку по радиусу труб, изготовленных из мягких металлов, диаметр которых не превышает 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Наиболее распространенные устройства, используемые для гибки труб по радиусу в бытовых и промышленных масштабах, в основе работы которых лежит принцип холодной вальцовки. Их конструкция состоит из двух роликов, в которых крепится заготовка, затем к поверхности заготовки приближается третий ролик с одновременной прокаткой изделия в разные стороны. Таким образом можно обрабатывать трубы большего сечения, не опасаясь складкообразования. Аппарат не позволяет получить небольшой радиус закругления (менее 3-4 размеров внутреннего диаметра).
Названные приспособления для гибки по радиусу являются бездорновыми, соответственно, они показывают низкую эффективность при обработке изделий с тонкими стенками. Кроме того, их применение не рекомендовано при гибке заготовок со сварным стыком стенок, т. к. в процессе пластической деформации существует вероятность раскрытия отдельных участков шва.
- Электромеханические трубогибы.
В промышленных масштабах пользуются электромеханическими приспособлениями, позволяющими выполнять различные технологические процессы.
Бездорновая гибка. При радиусе гибки трубы типа 3D или 4D используются установки для бездорновой обработки. При помощи таких станков обрабатывают толстостенные трубы, используемые в мебельной и строительной отраслях, для изготовления магистральных трубопроводов. Отличительными характеристиками станков является простота конструкции и управления, малые размеры и вес.
Бустерная обработка. Применяются аппараты, в процессе работы которых деталь продвигается на специальной каретке с узлом. При помощи этих устройств для гибки труб по радиусу можно получать сложные изгибы, при этом стенки заготовок не будут утончаться. Они используются в производстве различных змеевиков, оборудования для котельных и других объектов теплоэнергетической сферы.
Дорновая гибка. С помощью такого оборудования производится высококачественная гибка по радиусу труб с тонкими стенками, наружный диаметр которых не превышает 120 мм. Управлять промышленными станками можно посредством автоматического или полуавтоматического программного правления.
Трехвалковая гибка. Оборудование подходит для обработки по радиусу заготовок из любых металлов и сплавов. Кроме того, оно без проблем справится как с заготовками, имеющими круглое или прямоугольное сечение, так и с уголками или плоскими пластинами. Многофункциональность аппаратуры обусловлена возможностью использования валков разных размеров с различными рабочими поверхностями. Показывает высокую эффективность при работе с длинными заготовками, имеющими одинаковый большой радиус закругления на всем протяжении.
- Профессиональные трубогибы.
Многое ручное и абсолютное большинство промышленного трубогибочного оборудования оснащается гидравлическим приводом.

Такая аппаратура характеризуется:
- бесступенчатой подачей привода к обрабатываемой трубе;
- возможностью развития значительных статических усилий в процессе возвратно-поступательного движения, достичь которых невозможно в устройствах с электроприводом;
- небольшими габаритными размерами основных узлов;
- высоким быстродействием;
- надежностью и долговечностью;
- отсутствием трущихся узлов и хорошей смазываемостью.
Гибка круглой или профильной трубы по радиусу своими руками
Если вы впервые планируете осуществить гибку труб по радиусу, следует прислушаться к советам профессионалов:
- Заготовки диаметром более 10 см нуждаются в предварительном разогревании для придания металлу податливости. С этой целью выполняется их отжиг. В обязательном порядке необходимо использовать наполнитель (к примеру, сухой мелкофракционный песок), который минимизирует риск возникновения вмятин, трещин и др. В качестве заглушек можно воспользоваться глиной или деревом.
- Не стоит забывать, что в процессе нагревания в трубе возникают газы, поэтому для предотвращения ее разрыва в заглушках следует сделать небольшие отверстия (диаметром 3-4 мм), через которые будут выходить газы.
- Выполнять гибку рекомендуется по радиусу, равному диаметру трубы, умноженному на 3.
- При разогреве заготовки необходимо ориентироваться на изгиб, т. е. на участок, который будет подвергаться деформации, остальные части трубы прогревать не требуется.
- Для разогрева используется газовая горелка или паяльная лампа. Металл необходимо прогревать до бордово-красного оттенка. Если же он нагреется слишком сильно, то его охлаждают с помощью воды.
- При обработке труб со швами важно контролировать их отсутствие на деформируемом участке. Оптимально, если стык располагается выше места изгиба.
- Для удаления наполнителя необходимо вынуть заглушки, простучать по трубе и высыпать песок.
- Для придания эстетического вида готовому изделию его необходимо зачистить от возникших окалин.
- При гибке трубы малого радиуса (не более 4 см) необходимости в разогреве может не возникнуть. Заготовка просто фиксируется в трубогибочном устройстве и обрабатывается.
Гибку по радиусу профильных труб необходимо выполнять с учетом:
- диаметра рабочего элемента (влияющего на технологию гибки);
- толщины стенок (от нее зависит используемое оборудование – большая величина поперечного сечения стенок требует приложения больших усилий при гибке);
- материала изготовления профильных труб (с учетом этого показателя определяют минимальный радиус гибки);
- показателя будущей окружности.

Несмотря на кажущуюся сложность, процесс такой обработки металла достаточно прост. Однако соблюдение техники безопасности является одним из ключевых требований. Тем, кто впервые решил попробовать свои силы в такой работе, стоит попрактиковаться на старых трубах, так как не всегда можно добиться нужного радиуса с первой попытки. Однако лучшим решением станет обращение в специализированную компанию, тем более что цены на гибку профильных труб по радиусу на сегодняшний день достаточно демократичны.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как рассчитать длину изогнутой трубы
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
Толщина трубных стенок на внешней части гиба становится меньше из-за того, что при возникающих напряжениях появляется растягивающий момент:
- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Толщина трубных стенок на внутренней части гиба становится больше, из-за появления сжимающего напряжения. Когда предел прочности изделия на сжимание превышается, оно утрачивает локальную жесткость. Это приводит к образованию глубоких складок на внутренней плоскости изогнутой трубы.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Как рассчитать минимально допустимый радиус
Минимальный радиус гиба трубы, при котором появляется критическая степень деформации, определяет соотношение:
- Rmin означает минимально возможный радиус гиба изделия;
- S обозначает толщину, которой обладает трубопровод (в мм).
Следовательно, радиус по срединной трубной оси равен: R=Rmin+0,5∙Dn. Тут Dn означает условный диаметр круглого стержня.
Обязательное условие, чтобы грамотно вычислить минимальный радиус изгиба — это необходимость принять во внимание соотношение:
- Кт означает коэффициент тонкостенности изделий;
- D указывает на наружный диаметр труб.
Следовательно, универсальная формула для вычисления минимально допустимого радиуса гибки:
Когда заданный радиус получается больше, нежели значение, получаемое по приведенной выше формуле, то используется метод холодной гибки труб. Если он меньше рассчитанной величины, материал следует предварительно нагреть. Иначе его стенки при гибке деформируются.
Следует учесть тот случай, когда параметр тонкостенности составляет 0,03 Читайте также: ГОСТ 26020-83. Двутавры стальные горячекатаные с параллельными гранями полок
- Для примерного вычисления упругой деформации для стальной, медной трубы с проходом до 4 см принимается величина коэффициента 1,02.
- Для аналогов с внутренним диаметром больше 4 см эта цифра будет равной 1,014.
Чтобы точно знать угол, на который следует гнуть материал, учитывая радиус инерции трубы, применяется формула:
- ∆c является углом поворота срединной оси;
- Ki — это коэффициент пружинения по справочнику.
Когда искомый радиус больше сечения полого стержня в 2-3 раза, берется коэффициент пружинения 40-60.
TG4,электромеханический трубогибочный,гибка толстостенных труб,/svb.ru.com
Как измерить радиус гиба трубы?

- 1 Выполняем расчеты на прогиб трубы самостоятельно
- 2 Радиусы гиба, изгиба, загиба стальных, медных и латунных труб в зависимости от диаметра. Наименьший радиус, наименьшая необходимая длина свободного конца, длина изогнутого участка
- 3 Радиус гиба труб: размеры, материалы и особенности
- 4 Продукция — Техмашхолдинг — группа компаний, официальный сайт 4.1 К оглавлению
- 4.2 Гибы труб. Радиусы изгиба труб
В промышленном и частном строительстве распространены профильные трубы. Из них конструируют хозяйственные постройки, гаражи, теплицы, беседки. Конструкции бывают как классически прямоугольными, так и витиеватыми. Поэтому важно правильно сделать расчет трубы на изгиб.
Это позволит сохранить форму и обеспечить конструкции прочность, долговечность.
Свойства сгибаемого металла
Металл имеет свою точку сопротивления, как максимальную, так и минимальную.
Максимальная нагрузка на конструкцию приводит к деформациям, ненужным изгибам и даже изломам. При расчетах обращаем внимание на вид трубы, сечение, размеры, плотность, общие характеристики. Благодаря этим данным известно, как поведет себя материал под воздействием факторов окружающей среды.
Учитываем, что при давлении на поперечную часть трубы напряжение возникает даже в точках, удаленных от нейтральной оси. Зоной наиболее касательного напряжения будет та, которая располагается вблизи нейтральной оси.
Во время сгибания внутренние слои в согнутых углах сжимаются, уменьшаются в размерах, а наружные слои растягиваются, удлиняются, но средние слои сохраняют и после окончания процесса первоначальные размеры.
Трубы с изгибом широко применяются в повседневной жизни
Как сделать правильные расчеты
Расчет профильной трубы на прогиб – это определение степени максимального напряжения на конкретную точку трубы.
У каждого материала существуют показатели нормального напряжения. Они не влияют на само изделие. Чтобы правильно сделать расчеты, следует применить специальную формулу. Нужно следить за тем, чтобы показатели не превышали максимально допустимые значения. По закону Гука возникающая сила упругости прямо пропорциональна деформации.
При расчете изгиба необходимо также применять и формулу напряжения, которая выглядит как М/W, где М – показатель изгиба по оси, на которую и приходится усилие, а вот W – это показатель сопротивления изгиба по этой же оси.
Изгиб трубы должен быть правильным и точным
Технологический процесс изгиба
Гнутье создает в стенках металла определенную степень напряжения. На наружном участке получается растягивающее напряжение, а на внутреннем – сжимающее. Благодаря этим воздействиям изменяется наклон оси.
В процессе изгиба на согнутом месте меняется форма поперечного сечения. В результате кольцевой профиль приобретает овальную форму. Более четкая форма овала просматривается на середине прогиба, а вот к концу и к началу деформация понижается.
Для труб с сечением до 20 мм овальность в деформированном месте не должна превышать 15 %. Для труб с сечением 20 и больше – 12,5%.
Обратить внимание следует на то, что на вогнутом месте у тонкостенной продукции могут возникнуть складки. Они, в свою очередь, негативно сказываются на функционировании системы (снижают проходимость рабочей среды, повышают уровень гидравлического сопротивления, степень засорения).
Методы сгибания труб по радиусу
Существует несколько методов гибки труб по радиусу.
С помощью ручных трубогибов. При единичном изготовлении гнутых труб используется ручной инструментарий. При этом материал может нагреваться либо обрабатываться в холодном виде. Приспособления представляют собой оправку, оснащаемую перемещающимся роликом, который гнет материал. Их принцип функционирования основан на сжатии стержня. Перед работой учитывается радиус инерции круглой или квадратной трубы.
Работать прямо на стройплощадке можно при помощи мобильных устройств разной конструкции.
Самые простые рычажные приспособления. Благодаря длинному плечу в них материал гнется с помощью силового воздействия человека. Рычажные устройства дают возможность изгибать трубы под углом до 180 градусов. При условии, что это гибкий материал (сталь-нержавейка, медь, алюминий) диаметром до 20 мм.
Арбалетные трубогибы обладают более сложной конструкцией. В них труба укладывается на две опоры, которые поворачиваются вокруг своей оси. Гибочный модуль, сопряженный с передвигающимся штоком, давит на участок стержня, находящийся меж опорами.
В арбалетных приспособлениях возможна гибка полых стержней сечением до 10 см на углы до 90 градусов.
Штоки, которые давят на заготовку, могут быть:
- винтовыми механическими;
- гидравлическими, оснащенными ручным приводом;
- гидравлическими, оборудованными электродвигателем.
Наиболее производительны электрические приспособления. В них гибка заготовок осуществляется на съемных модулях, имеющих разный радиус. Изделие сгибается под нужным углом с помощью поворачивающейся оправки. Если строительная площадь не имеет электроснабжения, устройство может работать от аккумулятора.
С помощью такого инструмента может производиться гибка заготовок под углом до 180 градусов.
Радиус гиба труб: размеры, материалы и особенности
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием.
Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Гибка в штампах при помощи прессования
Сгибание заготовок, длиной не более 70 сантиметров, можно осуществлять при помощи штампования. В данном случае используются гидравлические либо механические прессы. Этот способ позволяет изготавливать элементы конструкций со сложной формой.
Прессование заготовок является самым дорогим способом гибки. Однако и производительность его наиболее высокая. Данный метод позволяет производить широчайший сортамент продукции.
Трубогибочное станочное оборудование
Гибка труб в промышленных масштабах осуществляется с помощью станков.
Гибка вальцеванием. Наиболее распространены станки, гнущие изделия при помощи вальцевания. Чаще всего применяется оборудование с тремя валками, предназначенное для изгибания длинных заготовок. На нем может делаться спиральный трубный прокат.
Изделие двигается через ролики, местоположение которых определяет радиус его изгиба. Одновременно оно с обеих сторон сжимается деформирующим цилиндром. Он расположен между валиками, так, чтобы была возможность гнуть заготовку на весу. Ролики в процессе обработки металла выполняют функцию опоры.
Обработка сжатием
Нередко на производстве применяются станки, гнущие заготовки с малым радиусом способом сжатия. На них обрабатываются заготовки малого и большого сечения. Процесс происходит с местным разогревом изделий и одновременным осевым давлением на них.
Станок состоит из:
- станины с расположенным на ней нагревателем;
- опорного ролика;
- пары клещевых зажимов, первый из них — гибочный поворотный, второй — осадочный.
Устройство способно гнуть элементы под углом 180º. Оно зажимает заготовки с постоянным усилием независимо от их сечения и значения осевого усилия, образующегося в эпицентре деформации при изгибе изделия. Оборудование может обрабатывать квадратный и прямоугольный профиль.
Ротационно-вытяжная гибка
Ротационная вытяжка труб производится на станках с электрическими либо гидравлическими суппортами для передвижения давящих роликов. Последние служат для получения нужной конфигурации и толщины производимого элемента.
При ротационной вытяжке получают изделия из полых вращающихся стержней, деформируемых валиками по перемещающейся оправке. Сейчас в большинстве случаев используются ротационно-вытяжные станки с ЧПУ. Их программа учитывает сопротивление материала при его деформировании. При изготовлении продукции используется соответствующий ГОСТ.
Заключение
В небольших объемах гибка труб может производиться при помощи ручного инструмента. В промышленных масштабах это делается на специальных станках. Перед работой необходимо осуществить расчеты минимально допустимого радиуса гибки.
Как самостоятельно согнуть профильную трубу
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием. Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Стандарты и приспособления
Естественно, для каждой трубы применяют свои стандартные углы. Этот показатель, как уже говорилось, зависит от материала и диаметра. Чаще всего встречаются изделия с поворотами и гибкой при строительстве домов. Для этого применяют специальные приспособления – трубогибы. Рассмотрим самые часто применяемые. Итак, трубогибы бывают:
Радиус гиба трубы
- ручные;
- гидравлические;
- электромеханические;
- плоскопараллельные пластины;
- стальная пружина.
Ручные трубогибы
Ручной трубогиб применяется при гибке материалов небольшого диаметра. В данном устройстве можно легко согнуть трубы из цветных металлов и нержавейки. Принцип работы этого устройства заключается в том, что вставив один конец в специальный зажим, нужно начинать крутить ручку. Проводя эту процедуру, труба будет проходить между вальцами, и таким образом создается нужный поворот. При проведении этой процедуры рекомендуется придерживаться ГОСТ, в котором указано, что минимальные радиусы гибки для труб из чистых цветных металлов и нержавейки обязательно должен составлять:
- если диаметр меньше 20мм – не менее 2,5D;
- если диаметр больше 20мм – 3,5D и больше.
D – это показатель наружного диаметра трубы.
Оборудование для гибки труб по радиусу
Строительный рынок предлагает широкий выбор индивидуальных инструментов, позволяющих выполнять гибку труб по радиусу. Сегодня можно приобрести как простейшие пружины, так и сложное электромеханическое оборудование с гидравлической подачей.
- Ручные трубогибы.
Устройства для гибки труб по радиусу, относящиеся к этому классу, характеризуются простотой конструкции, небольшим весом и габаритами, для выполнения гибки мастеру необходимо прикладывать физические усилия. В зависимости от принципа работы ручные трубогибы могут относиться к одной из следующих категорий:
Рычажные. Для выполнения гибки по радиусу используется большой рычаг, который позволяет снизить прилагаемые физические усилия. В подобных приспособлениях трубу вставляют в пуансон (оправу определенной формы и размера), затем за счет рычага огибают шаблонную поверхность заготовкой, получая в итоге готовое изделие нужного профиля. С помощью рычажного приспособления можно обрабатывать трубы малого диаметра (не более 2,5 см), изготовленные из мягких металлов, с радиусом закругления, достигающим 180°.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Арбалетные. Для обработки необходимо поместить заготовку на два валика или упора. Гибка происходит за счет того, что на поверхность трубы давит пуансон определенной формы и сечения. Благодаря сменным насадкам и подвижным упорам можно задавать различные значения радиуса изгиба как стальных заготовок, так и изделий из цветных металлов.

Гибочный башмак располагается на штоке, для перемещения которого используется винтовая передача, гидравлическое давление жидкости, нагнетаемой вручную или электроприводом. С помощью этих приспособлений можно выполнять гибку по радиусу труб, изготовленных из мягких металлов, диаметр которых не превышает 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Наиболее распространенные устройства, используемые для гибки труб по радиусу в бытовых и промышленных масштабах, в основе работы которых лежит принцип холодной вальцовки. Их конструкция состоит из двух роликов, в которых крепится заготовка, затем к поверхности заготовки приближается третий ролик с одновременной прокаткой изделия в разные стороны. Таким образом можно обрабатывать трубы большего сечения, не опасаясь складкообразования. Аппарат не позволяет получить небольшой радиус закругления (менее 3-4 размеров внутреннего диаметра).
Названные приспособления для гибки по радиусу являются бездорновыми, соответственно, они показывают низкую эффективность при обработке изделий с тонкими стенками. Кроме того, их применение не рекомендовано при гибке заготовок со сварным стыком стенок, т. к. в процессе пластической деформации существует вероятность раскрытия отдельных участков шва.
- Электромеханические трубогибы.
В промышленных масштабах пользуются электромеханическими приспособлениями, позволяющими выполнять различные технологические процессы.
Бездорновая гибка. При радиусе гибки трубы типа 3D или 4D используются установки для бездорновой обработки. При помощи таких станков обрабатывают толстостенные трубы, используемые в мебельной и строительной отраслях, для изготовления магистральных трубопроводов. Отличительными характеристиками станков является простота конструкции и управления, малые размеры и вес.
Бустерная обработка. Применяются аппараты, в процессе работы которых деталь продвигается на специальной каретке с узлом. При помощи этих устройств для гибки труб по радиусу можно получать сложные изгибы, при этом стенки заготовок не будут утончаться. Они используются в производстве различных змеевиков, оборудования для котельных и других объектов теплоэнергетической сферы.
Дорновая гибка. С помощью такого оборудования производится высококачественная гибка по радиусу труб с тонкими стенками, наружный диаметр которых не превышает 120 мм. Управлять промышленными станками можно посредством автоматического или полуавтоматического программного правления.
Трехвалковая гибка. Оборудование подходит для обработки по радиусу заготовок из любых металлов и сплавов. Кроме того, оно без проблем справится как с заготовками, имеющими круглое или прямоугольное сечение, так и с уголками или плоскими пластинами. Многофункциональность аппаратуры обусловлена возможностью использования валков разных размеров с различными рабочими поверхностями. Показывает высокую эффективность при работе с длинными заготовками, имеющими одинаковый большой радиус закругления на всем протяжении.
Гидравлические трубогибы
Эти устройства также применяются для сгибания труб небольшого диаметра. Здесь приложение небольшой силы компенсируется за счет специального гидроцилиндра. Использование этого приспособления заключается в определении места сгиба и дальнейшем проведении этой процедуры, предварительно вставив один край в приспособление. Далее при помощи рычага просто нужно выполнять поступательные движения. Здесь также обязательно нужно учитывать минимальный радиус гиба трубы.
Требования ГОСТов к радиусам изгиба труб
Минимальный радиус гиба трубы может быть получен только на дорновых трубогибах, работающих способом наматывания. К таким трубогибочным станкам относятся:
- Ручные программируемые дорновые трубогибы СМ-30 серии PARTNER в 2-х и 3-х координатном исполнении;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-30 серии PARTNER в 2-х и 3-х координатном исполнении
- Автоматические дорновые CNC трубогибочные станки СЕ-30 серии PARTNER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-51 серии MASTER;
- Автоматические дорновые CNC трубогибочные станки СЕ-51 серии MASTER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-80 серии PROFi;
- Автоматические дорновые CNC трубогибочные станки СЕ-80 серии PROFI.3X.
Минимально допустимые радиусы гибов круглых труб
Радиус гиба трубы зависит от ее наружного диаметра (Dн), толщины стенки (S) и пластичности материала.
Важным показателем, наравне с радиусом гиба, является длина прямого участка трубы, необходимая для ее зажима при гибе.
Рекомендуемые минимальные радиусы гибов и значений длин прямых участков, при гибке медных и латунных труб, изготовленных по ГОСТ 617-90 и ГОСТ 494-90
| Dн | Наружный диаметр трубы, мм | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Радиус гиба по оси трубы (осевой радиус), мм | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Минимальная длина прямого участка, мм | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Рекомендуемые минимальные радиусы гибов и значения длин прямых участков при гибке стальных водогазопроводных труб изготовленных по ГОСТ 3262-75
| Dу | Условный проход, мм | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Наружный диаметр трубы, мм | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| R min | Минимальный радиус гиба при горячей гибке труб, мм | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Минимальный радиус гиба при холодной гибке труб, мм | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| L min | Минимальная длина прямого участка | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
При выборе радиуса гибки, предпочтение следует отдавать радиусам гиба для холодной гибки труб.
При определении длины заготовки детали складываются длины прямых участков и длины дуг изогнутых участков трубы.
Длина дуги изогнутого участка (А) рассчитывается по формуле:
Длина материала в зависимости от радиуса гибки. Радиус гиба труб: минимальные радиусы изгиба, гибки стальной, медной трубы, как рассчитать загиб, правила

ГОСТ 17365-71; Справочник по холодной штамповке
Источник: ГОСТ 17365-71; Справочник по холодной штамповке
Минимальные радиусы гибки труб R должны быть:
- для труб с наружным диаметром до 20 мм, не менее…2,5D
- для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы).
Утонение стенок в местах изгиба труб и переходов криволинейных участков в прямолинейные не должно превышать:
Утонение стенок труб, штампованных из листов, не должно превышать 15% от исходной толщины листа.
| Тип профиля | Наименьший радиус изгиба | Примечание |
| Стальные трубы: | Радиусы изгиба по оси трубы. Гибка без наполнения или оплавки. При меньших радиусах изгиба гибку следует производить с оплавкой или наполнением. | |
| при S=0,02D | 4D | |
| S=0,05D | 3,6D | |
| S=0,1D | 3D | |
| S=0,15D | 2D | |
| Обозначения: D — диаметр трубы; S — толщина стенки трубы | ||
К оглавлению
Длину изогнутого участка трубы А определяют по формуле:
Где R – наименьший радиус изгиба, мм; dн – наружный диаметр труб, мм.
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы в холодном состоянии.
Наименьшая длина прямого участка трубы Lmin необходима для зажима конца трубы при изгибе
Радиусы изгиба медных и латунных труб, изготовляемых соответственно по ГОСТ 617-90 и ГОСТ 494-90 (см рис. 1)
Наружный диаметр dн
| Наименьший радиус изгиба R | Наименьшая длина прямого участка Lmin | |
| 3 | 6 | 10 |
| 4 | 8 | 12 |
| 6 | 12 | 18 |
| 8 | 16 | 25 |
| 10 | 20 | 30 |
| 12 | 24 | 35 |
| 15 | 30 | 45 |
| 18 | 36 | 50 |
| 24 | 72 | 55 |
| 30 | 90 | 60 |
Радиусы изгиба стальных водогазопроводных труб, изготовляемых по ГОСТ 3262-75 (см рис. 1)
| Условный проход Dy | Наружный диаметр dн | Наименьший радиус изгиба R | Наименьшая длина прямого участка Lmin | |
| В горячем состоянии | В холодном состоянии | |||
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21,3 | 65 | 130 | 50 |
| 20 | 26,8 | 80 | 160 | 55 |
| 25 | 33,5 | 100 | 200 | 70 |
| 32 | 42,3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75,5 | 225 | 450 | 150 |
| 80 | 88,5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
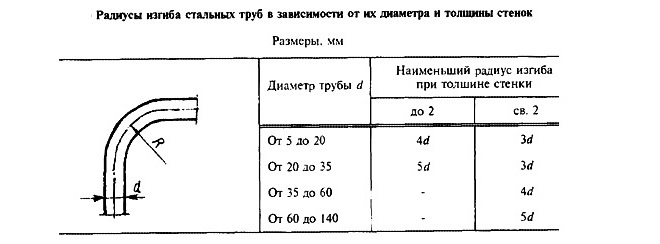
Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенокРазмеры, мм
| Диаметр трубы, d | Наименьший радиус изгиба при толщине стенки | |
| До 2 | Свыше 2 | |
| От 5 до 20 | 4d | 3d |
| От 20 до 35 | 5d | 3d |
| От 35 до 60 | — | 4d |
| От 60 до 140 | — | 5d |
В.И. Анурьев, Справочник конструктора-машиностроителя, том 3, стр.368-369., Москва 2001
Поведение круглого, квадратного и прямоугольного сечения, виды разрушений
Толщина трубных стенок на внешней части гиба становится меньше из-за того, что при возникающих напряжениях появляется растягивающий момент:
- Ставшая тонкой внешняя стенка тяготеет к выгибу, направленному к срединной оси трубы. Это приводит к тому, что ее поперечное сечение деформируется.
- Когда предел прочности изделия превышается, оно разрывается по внешней плоскости изгибания.
Толщина трубных стенок на внутренней части гиба становится больше, из-за появления сжимающего напряжения. Когда предел прочности изделия на сжимание превышается, оно утрачивает локальную жесткость. Это приводит к образованию глубоких складок на внутренней плоскости изогнутой трубы.
Как ведут себя квадратный и прямоугольный профиль:
- Их трубные стенки подвержены сжимающему и растягивающему напряжению, как на наружной, так и на внутренней плоскости изгиба, по максимуму.
- У материала повышенная склонность к деформациям, мастеру трудно их контролировать.
- Профильный материал на внутренней стороне изгиба склонен к вертикально направленному расширению. При этом он течет горизонтально вдоль торца изделия. Эти напряжения вдавливают вертикально расположенные трубные стенки. При этом квадрат поперечного сечения деформируется. Он приобретает конфигурацию трапеции.
- Поперечное сечение прямоугольной и квадратной формы плохо передает зажимные усилия между изгибочной и зажимающей колодкой.
- Профиль стремится проскользнуть вдоль колодки в начале изгибания. При этом он может ее тереть, что ведет к износу оборудования.
Поведение материала с круглым сечением, когда происходит его изгиб:
- Материал меньше деформируется на участках наивысшего напряжения. Места максимального сжимания/растягивания расположены по касательной осевой линии к поперечному сечению.
- Круглая форма дает металлу возможность равномерно растекаться по всем направлениям в ходе изгибания. Благодаря этому мастеру легче контролировать процессы деформации материала.
- Благодаря поперечному сечению округлой формы труба хорошо передает усилия между изгибочной и зажимающей колодкой.
- При гибке круглых труб по радиусу, они практически не проскальзывают в инструменте.
Гибы труб. Радиусы изгиба труб
Труба является просто незаменимым изобретением человека. Без нее не обходится ни одна техника, строительство и комфортное проживание. Трубы несут в наш дом воду и газ, отводя при этом все ненужные стоки. На производстве они также являются неотъемлемыми элементами для полноценного функционирования. Но при применении труб не всегда обходятся простым прямым прокладыванием. Они имеют изгибы и повороты. Все это делается для того, чтобы максимально комфортно расположить их для потребителя, и создать коммуникации со всеми удобствами. Для сгибания труб применяют специальные приспособления, и делать это можно даже вручную. Применяемый метод зависит от материала и диаметра. Рассмотрим, какой же бывает радиус гиба труб, и все особенности этого процесса.
Стандарты и приспособления
Естественно, для каждой трубы применяют свои стандартные углы. Этот показатель, как уже говорилось, зависит от материала и диаметра. Чаще всего встречаются изделия с поворотами и гибкой при строительстве домов. Для этого применяют специальные приспособления – трубогибы. Рассмотрим самые часто применяемые. Итак, трубогибы бывают:
- ручные;
- гидравлические;
- электромеханические;
- плоскопараллельные пластины;
- стальная пружина.
Ручные трубогибы
Ручной трубогиб применяется при гибке материалов небольшого диаметра. В данном устройстве можно легко из цветных металлов и нержавейки. Принцип работы этого устройства заключается в том, что вставив один конец в специальный зажим, нужно начинать крутить ручку. Проводя эту процедуру, труба будет проходить между вальцами, и таким образом создается нужный поворот. При проведении этой процедуры рекомендуется придерживаться ГОСТ, в котором указано, что минимальные радиусы из чистых цветных металлов и нержавейки обязательно должен составлять:
Электромеханические трубогибы
Чаще всего с их помощью сгибают трубы с разным поперечным сечением. Главное отличие электромеханического трубогиба от других станков данного типа – высокая точность радиуса сгибания и полное отсутствие нужды в человеческих усилиях.
Стоимость данных приспособлений довольно высокая, поэтому в основном они имеют профессиональное назначение. С помощью электромеханических трубогибов можно сгибать трубы значительных диаметров: ограничением в данном случае служат исключительно размеры самого станка. Сгибая стальные трубы таким образом, важно точно придерживаться соответствующих стандартов. Для этого существуют специальные сменные шаблоны в широком перечне размеров.
Гибка труб своими руками: пвх, профильные, гофрированные, пнд, двустенные, нержавеющие, дкс
Известно около 10 способов гибки металлических конструкций, при которых не задействованы производственные мощности. Народная мудрость и недюжинная смекалка выручает хозяев, желающих произвести модернизацию трубопровода без использования соединений .
Чтобы при превращалась в гармошку, рассчитайте минимальный радиус гиба. Он зависит от прочности, толщины и диаметра загибаемого материала. На этот параметр влияет также способ гибки (горячий или холодный).
Радиус загиба коррелирует с диаметром труб. С увеличением диаметра увеличивается и минимальный радиус гиба труб. Если при загибе используется горячий способ, минимальный радиус увеличивается в два раза.
Особенности сгибания в зависимости от металла
Различия в сгибании и цветных металлов:
- Толстые стенки стальных газовых и водопроводных труб гнуть сложно, поэтому такой параметр как минимальный радиус изгиба стальной трубы применять не следует. В данном случае используют уголки, тройники и другие фитинги из стали или чугуна.
- практически не поддается сгибанию в домашних условиях без специальных приспособлений. При сгибе он плющится, а не гнется.
- Зато гибка проводится легко в домашней столярке. Этот металл, как и латунь с аллюминием, легко поддается деформации. Минимальный радиус гиба трубы по госту у меди и латуни одинаков: при диаметре 3 мм, радиус гибки равен 6мм, при 36мм – 76 мм.
Как осуществляется гибка листового металла по радиусу
Гибочные операции — главные способы обработки листового металла. Сначала листы подготавливаются в гибочных станках на заготовительных участках. Часто заготовки разрезаются на штрипсы — полосы определенной ширины, которые затем деформируются согласно плану.
Рисунок 3 — Гибка листового проката
При выполнении радиусной гибки листового металла следует учитывать ряд особенностей:
- В результате обработки давлением металл становится волокнистым. Чтобы не появились трещины, гибку проводят поперек волокон. Также лист можно гнуть так, чтобы линия изгиба была под углом 45° к направлению волокон.
- Металл обладает текучестью. Если превысить ее предел, лист порвется.
- В месте гиба возникают изменения: металл истончается, деформируется в поперечном сечении, нейтральный слой смещается в сторону меньшего радиуса (изначально он расположен либо в середине, либо в центре тяжести).
Особые сложности возникают при работе с заготовками малого размера. Важно помнить следующее:
- при малом радиусе гибки деформация охватывает большую часть заготовки;
- при большом радиусе — такого эффекта нет.
Гибка в штампах при помощи прессования
Сгибание заготовок, длиной не более 70 сантиметров, можно осуществлять при помощи штампования. В данном случае используются гидравлические либо механические прессы. Этот способ позволяет изготавливать элементы конструкций со сложной формой.
Прессование заготовок является самым дорогим способом гибки. Однако и производительность его наиболее высокая. Данный метод позволяет производить широчайший сортамент продукции.
Трубогибочное станочное оборудование
Гибка труб в промышленных масштабах осуществляется с помощью станков.
Гибка вальцеванием.
Наиболее распространены станки, гнущие изделия при помощи вальцевания. Чаще всего применяется оборудование с тремя валками, предназначенное для изгибания длинных заготовок. На нем может делаться спиральный трубный прокат.
Изделие двигается через ролики, местоположение которых определяет радиус его изгиба. Одновременно оно с обеих сторон сжимается деформирующим цилиндром. Он расположен между валиками, так, чтобы была возможность гнуть заготовку на весу. Ролики в процессе обработки металла выполняют функцию опоры.
Обработка сжатием
Нередко на производстве применяются станки, гнущие заготовки с малым радиусом способом сжатия. На них обрабатываются заготовки малого и большого сечения. Процесс происходит с местным разогревом изделий и одновременным осевым давлением на них.
Станок состоит из:
- станины с расположенным на ней нагревателем;
- опорного ролика;
- пары клещевых зажимов, первый из них — гибочный поворотный, второй — осадочный.
Устройство способно гнуть элементы под углом 180º. Оно зажимает заготовки с постоянным усилием независимо от их сечения и значения осевого усилия, образующегося в эпицентре деформации при изгибе изделия. Оборудование может обрабатывать квадратный и прямоугольный профиль.
Ротационно-вытяжная гибка
Ротационная вытяжка труб производится на станках с электрическими либо гидравлическими суппортами для передвижения давящих роликов. Последние служат для получения нужной конфигурации и толщины производимого элемента.
При ротационной вытяжке получают изделия из полых вращающихся стержней, деформируемых валиками по перемещающейся оправке. Сейчас в большинстве случаев используются ротационно-вытяжные станки с ЧПУ. Их программа учитывает сопротивление материала при его деформировании. При изготовлении продукции используется соответствующий ГОСТ.
Заключение
В небольших объемах гибка труб может производиться при помощи ручного инструмента. В промышленных масштабах это делается на специальных станках. Перед работой необходимо осуществить расчеты минимально допустимого радиуса гибки.
Добавить в закладки
Домашние мастеровые сегодня самостоятельно выполняют для своих хозяйств почти все системы жизнедеятельности: водопровод, отопление, канализацию, строят малоэтажные дома, подсобные помещения, теплицы. Изобретают недорогие приспособления для изготовления и обработки строительных материалов, гнутья всевозможных профилей, резки и гибки различных труб, используют технологии сварки и отливки.
Гибка труб используется при создании металлических ограждений, это позволяет исключить необходимость в сварке и добиться нужного результата, просто согнув цельную трубу под необходимым углом.
Постоянно встречающихся причин для частой гибки труб в домашнем хозяйстве частного домовладения нет.
Однако появившаяся потребность в гнутой трубе, как правило, заявляет о себе требовательно и безотлагательно. Это может быть ремонт индивидуального водопровода или отопления, дополнительный отвод или что-то подобное.
Встает задача взять и загнуть нужную деталь.
Методы сгибания квадратного металлопрофиля
Изгибание профиля квадратного или прямоугольного сечения хотя и применяется в промышленности, гнутый металлопрофиль более востребован в быту. При сооружении перекрытий теплиц требуется арочный профиль, который можно сделать с использованием несложного устройства. Принцип действия этого приспособления заключается в прокатке профильной заготовки через систему из трех вращающихся валков, два крайних из которых являются неподвижными, а третий перемещается в продольном направлении, задавая угол изгиба.
Если необходимо получить в прямоугольном профиле меньший радиус закругления, используют термический нагрев металлопрофиля паяльной лампой или газовой горелкой с одновременным физическим воздействием.
Рис. 6 Рычажные гибы в ручных приспособлениях
Как гнуть профильную трубу своими руками в домашних условиях
Вопросом о том, как согнуть профильную трубу, не используя для этого специальное оборудование, задаются многие из тех, кто собирается возвести на своем приусадебном участке теплицу. Такие сооружения, изготовленные из гнутых труб, не только пропускают значительно больше света, но и отличаются высокой устойчивостью и долговечностью, если сравнивать их с конструкциями из деревянных брусков. Кажется, что загнуть профтрубу, создав из нее арочную конструкцию, непросто, но, если разобраться в особенностях этого процесса, вполне возможно эффективно выполнить его, используя для этого простейшие приспособления.

Самодельные конструкции из профильных труб характеризуются хорошей надежностью и низкой металлоёмкостью
В чем заключается сложность гибки профильного проката
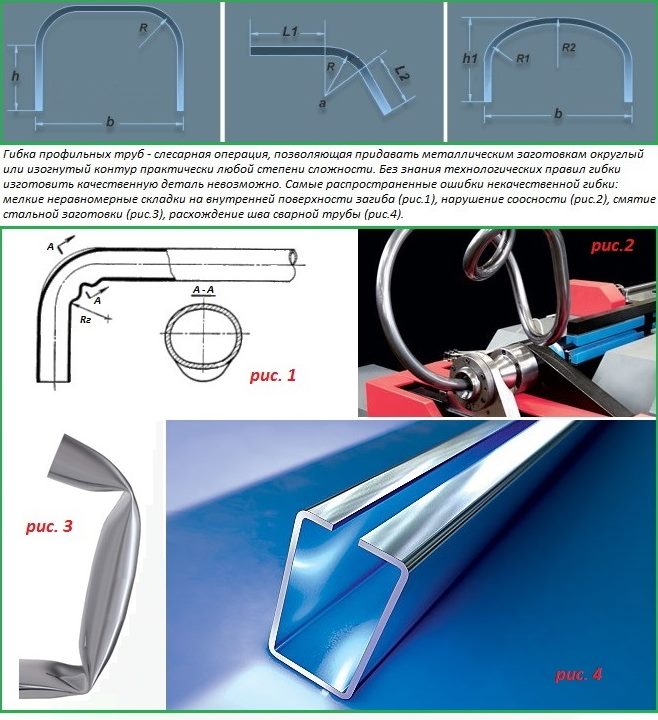
Суть гибки металлического проката вне зависимости от формы его профиля состоит в том, что профильным трубам придается частичный или полный изгиб. Выполняют такую технологическую операцию двумя способами: воздействуя на изгибаемую трубу только давлением или дополнительно нагревая участок трубы, в области которого выполняется изгиб. В ходе выполнения изгиба на металлическую трубу одновременно действуют две силы:
- сила сжатия (с внутренней части изгиба);
- сила растяжения (с внешней части изгибаемого участка).
Именно воздействие таких разнонаправленных сил вызывает сложности, характерные для процесса гибки любых профильных труб.
- Сегменты материала трубы, которая в процессе гибки изменяет свою форму, могут утратить соосность своего расположения, что приводит к тому, что отдельные участки трубы будут располагаться в разных плоскостях;
- Стенка профтрубы, расположенная с внешней стороны изгиба и подвергаемая растяжению, может не выдержать нагрузки и лопнуть.
- Внутренняя стенка трубы, подвергаемая сжатию, может покрыться складками, которые напоминают гофру.
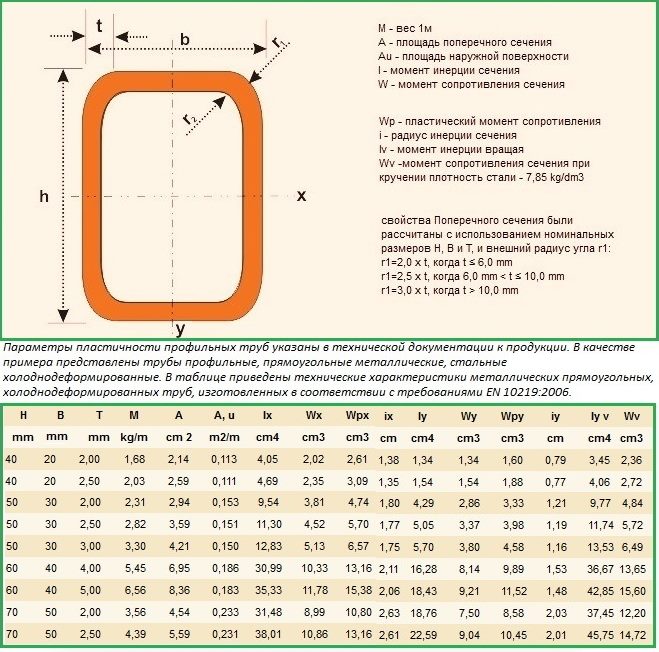
Технические характеристики профильных трукб
Если не учитывать тонкости такого технологического процесса, то вместо того, чтобы согнуть профильную трубу, можно просто смять изделие, безвозвратно испортив его.
Чтобы такого не произошло, необходимо учитывать не только характеристики материала трубы, но и ее геометрические параметры – размеры сечения, толщину стенок, радиус, на который необходимо выполнить изгиб. Знание перечисленного позволит выбрать подходящую технологию и согнуть профтрубу правильно, не смяв ее и не получив гофрированную поверхность.
Необходимость учета профиля
К категории профильного трубопроката причисляются изделия, имеющие различную форму поперечного сечения – круглую, квадратную, овальную или плоскоовальную. Несмотря на такое разнообразие, для возведения теплицы или навеса преимущественно используют прямоугольные или квадратные трубы. Это связано с тем, что на их плоских стенках намного легче смонтировать внешнее покрытие.
Ассортимент современных профильных труб отличается большим разнообразием. Их геометрические параметры, основными из которых являются площадь поперечного сечения и толщина стенки, определяют пластические возможности изделия. Последние характеризует такой показатель, как минимально допустимый радиус закругления. Именно данный параметр позволяет определить, на какой минимальный радиус можно согнуть профтрубу, чтобы она не подверглась повреждению.
Избегайте типичных ошибок, приводящих к порче заготовок
Чтобы определить такой параметр трубы с квадратным или прямоугольным профилем, как минимальный радиус сгибания, достаточно знать высоту ее профиля. Если вы собираетесь согнуть профильную трубу с поперечным сечением в виде прямоугольника или квадрата, следует придерживаться следующих рекомендаций.
- Трубы, высота профиля которых не превышает 20 мм, можно гнуть на участках, длина которых превышает величину, равную 2,5хh (h – высота профиля).
- Изделия, высота профиля которых превышает 20 мм, можно успешно сгибать на участках, длина которых соответствует 3,5хh и более.
Минимальные радиусы изгиба стальных труб
Такие рекомендации пригодятся тем, кто своими руками собирается согнуть профильные трубы для того, чтобы изготовить из них стеллажи, навесы и различные рамные конструкции. При этом, однако, следует иметь в виду, что на возможность качественного сгибания труб оказывает влияние и толщина их стенки. Изделия, толщина стенки которых меньше 2 мм, лучше вообще не гнуть, а при необходимости создания конструкций из них использовать сварные соединения.
В домашних условиях согнуть профтрубы, которые изготовлены из углеродистых или низколегированных сталей, можно только с учетом определенных нюансов. Такие трубы после гибки могут отпружинивать и возвращаться в исходное состояние, поэтому готовые конструкции необходимо повторно подгонять по шаблону. Величину отпружинивания характеризует такой параметр профильных труб, как пластический момент сопротивления – Wp. Данный параметр указывается в сопроводительной документации (чем он ниже, тем меньше будут отпружинивать профтрубы в процессе их гибки).
Особенности наиболее популярных методов гибки труб
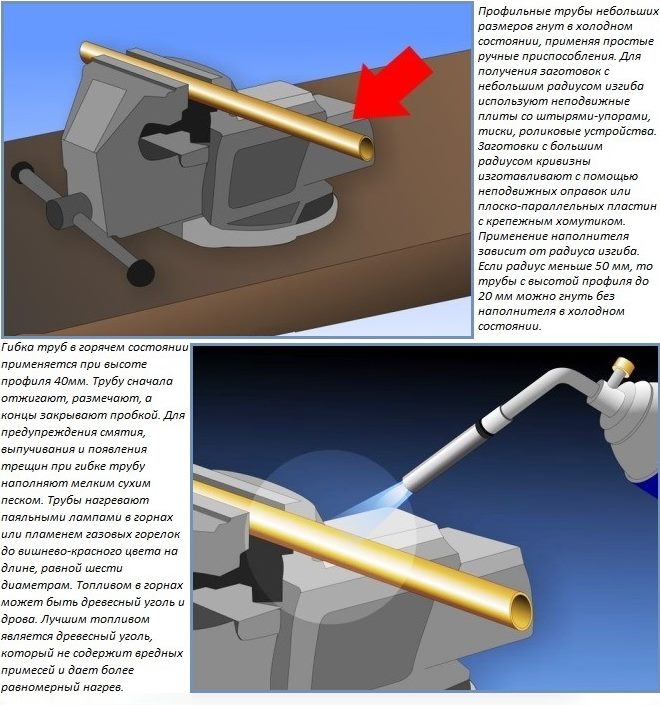
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью.
Нормативные рекомендации относительно использования нагрева имеются только для изделий круглого сечения. Так, нагревать перед гибкой рекомендуется трубы, диаметр сечения которых превышает 10 см. В тех случаях, когда согнуть необходимо квадратные или прямоугольные трубы, ориентироваться стоит на собственный опыт или советы других домашних мастеров.
- Без предварительного нагрева гнут трубы, высота профиля которых не превышает 10 мм.
- Если высота профиля труб превышает 40 мм, их обязательно следует нагревать перед гибкой.
Перед началом работ определитесь со способом гибки
Если в вашем распоряжении имеется трубогиб, с его помощью вы легко справитесь с задачей холодной гибки труб, высота профиля которых находится в интервале 10–40 мм. При отсутствии такого приспособления необходимо решать вопрос о том, как согнуть трубу без трубогиба, предварительно проведя несложные испытания. Они помогут вам определить, следует нагревать профтрубу перед гибкой или нет. Проводятся эти испытания следующим образом. Один конец трубы зажимается в тиски, а на второй надевается труба с большим размером внутреннего сечения. Если при помощи такого плеча удается согнуть зажатую в тиски трубу, можно выполнять этот процесс без предварительного нагрева.
Гибку труб по различным методикам хорошо демонстрирует обучающее видео, однако не будет лишним предварительно изучить этот процесс во всех подробностях.
Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
- Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
- После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
- Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
- В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
- Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
- Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
- После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
- Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
- Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме. При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
- Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки. После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
- После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
Как согнуть трубу без предварительного нагрева
Самому согнуть профильную трубу, не нагревая ее предварительно, можно как с наполнителем, так и без него. Не требуют наполнения песком или канифолью трубы, высота профиля которых не превышает 10 мм.
Нюансы гибки тонкостенных труб малого азмера
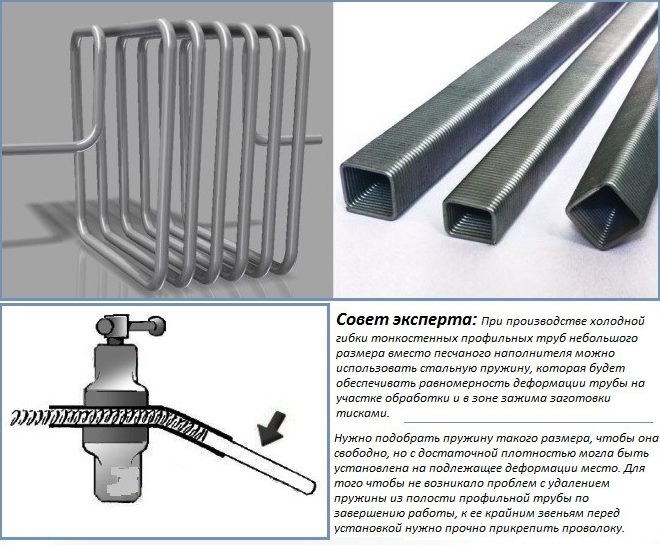
Существует еще одна методика, предполагающая использование вместо наполнителя пружины с плотной навивкой витков, которая вставляется во внутреннюю полость профтрубы и защищает стенки изделия от деформации, а также от чрезмерного изменения их толщины в процессе гибки.
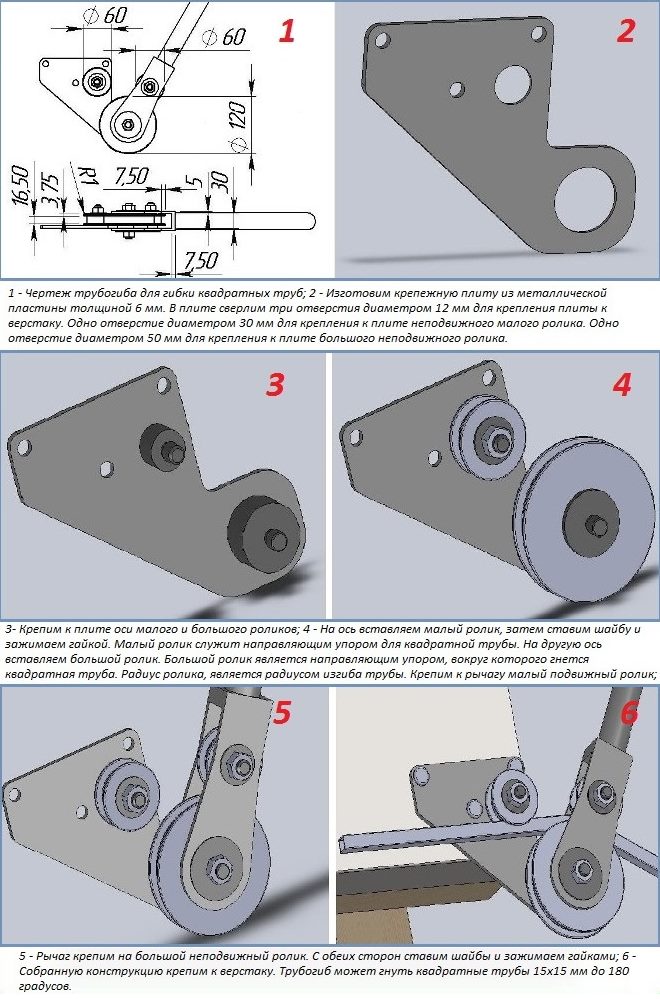
Чертеж и детали механического трубогиба для профильных труб

Конструкция элементарного трубогибочного приспособления проста и доступна для самостоятельного изготовления
Тем, кому надо согнуть своими руками профильные трубы, предварительно не нагревая их, можно воспользоваться обучающим видео и следующими несложными рекомендациями.
- Получать требуемый изгиб на профильных трубах можно с помощью простейших приспособлений – тисков, оправок, гибочных плит.
- Можно использовать ручной трубогиб для изделий с круглым профилем. В этом приспособлении необходимо переделать рабочие ролики, форма выемки в которых должна соответствовать профилю трубы.
- Наиболее эффективно и точно согнуть трубы можно с помощью профилегибочного станка, который можно приобрести или изготовить своими руками.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
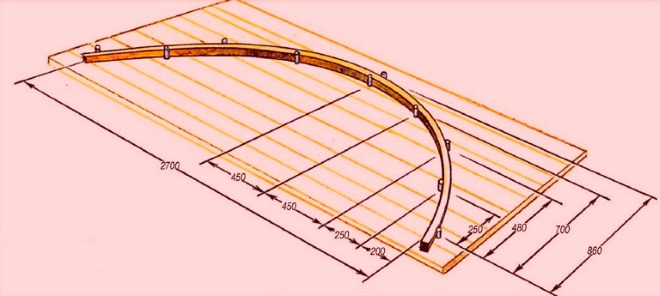
Схема стенда для гибки профильных труб
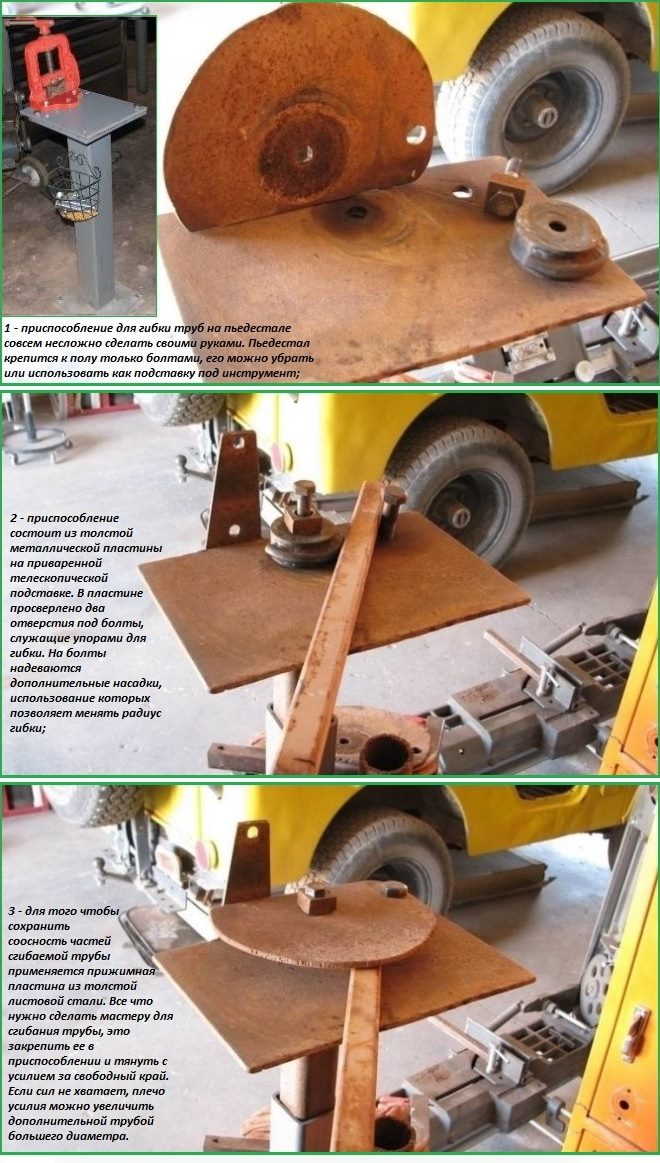
Принцип изготовления несложного самодельного гибочного устройства
В тот момент, когда вы не будете использовать такой модернизированный трубогиб, его пьедестал можно приспособить для выполнения различных слесарных операций.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Очевидно, что вариантов устройств, позволяющих эффективно сгибать профильные трубы для изготовления теплицы, навеса или других конструкций, достаточно много. Рассмотрев эти варианты и выбрав из них тот, который оптимально соответствует вашим возможностям и потребностям, всегда можно обеспечить себя удобным и недорогим трубогибочным устройством.
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
Какие сложности возникают в процессе гибки профильной трубы
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
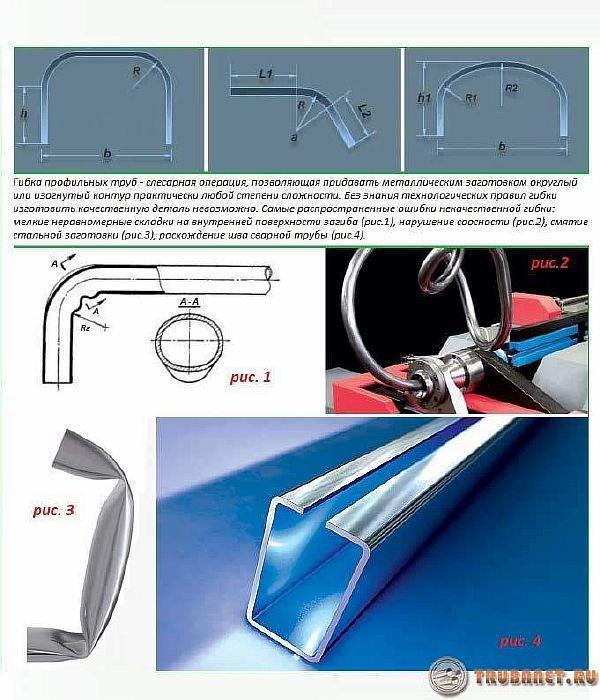
Как загнуть с предварительным подогревом (с наполнителем — песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.





