Труба стальная бесшовная горячедеформированная
Бесшовная горячедеформированная труба — изделие, отличающееся особой прочностью по сравнению с трубами сварными. Бесшовные трубы, изготовленные путем проката разогретого сырья на заводском оборудовании, применяются в строительстве монолитно-каркасных сооружений, где надежность трубных изделий является приоритетной.

Отличие холоднодеформированных труб от горячедеформированных
Бесшовные трубы могут быть холоднодеформированными и горячедеформированными. Оба вида способны выдерживать высокие эксплуатационные нагрузки. Отличие изделий заключается в механизме производства:
- Холоднодеформированные изделия изготавливаются методом прокатки на станках, прошивающих трубы, из сырья, которым чаще всего служит профилированная труба, которая уже прошла горячую обработку.
- Горячедеформированные трубы производят из заготовок в виде трубы в форме цилиндра, который меняет свою форму под воздействием термической обработки.
Внешнее отличие бесшовных труб выражается в отсутствии продольного стыковочного шва, что определяет гладкость внутренних стенок, отсутствие наплывов и шероховатостей, и, как следствие, повышенную ударопрочность и герметичность.
Обратите внимание! Горячедеформированные трубы в сравнении с трубами холоднодеформированными более хрупкие, но при этом они меньше подвержены ржавлению.
Изготовление горячекатаных труб
Материалом для изготовления бесшовных труб методом горячего проката служит сталь углеродистого и легированного типа.
Цилиндрические заготовки рекристаллизирую, т.е нагревают для преобразования структуры стали, в результате крупные кристаллы уменьшаются, и сталь становится более пластичной.
Гильза, полученная после нагревания на прессах или на станках для винтовой прокатки (возможно комбинированное изготовление с применением обеих технологий), раскатывается в черновую трубу, которую затем редуцируют и калибруют. После остывания трубу нарезают на определенные отрезки в соответствии с требованиями ГОСТ 8732-78.
Обратите внимание! Надежность гоячедеформированных изделий гарантируется государственными стандартами. Предприятия, выпускающие трубы, постоянно контролируются на предмет состава сырья для труб и на качество изделий.
Важным показателем считается коэффициент SDR (соотношение диаметра изделия и толщины стенки трубы):
| SDR 40-12,5 | Тонкостенная |
| SDR 12,5-6 | Толстостенная |
| SDR 6 или ниже | Усиленная |
Свойства бесшовных труб горячедеформированных
Трубы, полученные методом горячего проката, отличаются:
- надежностью и длительностью использования;
- устойчивостью к температурным перепадам;
- более слабой восприимчивостью к коррозии (справедливо для легированной стали).
Обратите внимание! Дополнительная антикоррозионная защита в виде специальных покрытий продлевает срок службы бесшовных трубных изделий.
Высокая теплопроводность таких труб требует дополнительной изоляции для сохранения тепла, особенно, при прокладке внешних магистралей.
Толстостенные изделия отличаются особой прочностью и небольшим линейным расширением.
Области применения
Применение бесшовных горячедеформированных труб обусловлено их надежностью, там, где прочность трубопровода или конструкций из труб играет приоритетное значение, лучший выбор — бесшовные трубы. Несмотря на более высокую цену в сравнении со сварными изделиями, она экономически более выгодна именно благодаря своей надежности. Используются для сооружения коммуникаций, в химической и нефтедобывающей промышленности, строительстве, в машиностроении.
Все о горячедеформированных бесшовных трубах: виды, размеры, вес и ГОСТы + применение и монтаж
Современная цивилизация без трубопроводов просто перестанет существовать. Никто не будет жить в доме без воды, отопления и канализации; невозможно представить мало-мальски сложное производство без трубопроводов. Труба бесшовная горячедеформированная – один из самых известных представителей обширного и разнообразного семейства. Мы предлагаем нашему уважаемому читателю статью с информацией о бесшовных трубах, их характеристиках и особенностях монтажа.
Виды бесшовных труб
Бесшовные изделия подразделяются в первую очередь по способу производства:
- Прокатка.
- Волочение – применяют при получении цельнотянутых стальных труб без нагрева заготовки. Такие изделия нуждаются в термообработке – отжиге или нормализации.
- Прессование – применяют при производстве конструкций из малопластичных высоколегированных сталей и сплавов; биметаллических; со сложной конфигурацией поперечного сечения, производство которых другими способами невозможно или очень затратно.
- Ковка – затратный и редкий способ изготовления.
- Литье – применяется для производства чугунных канализационных раструбных элементов; стальных толстостенных отливок, применяемых в качестве заготовок для изготовления деталей в машиностроении; пластиковых изделий.
По форме сечения трубы подразделяются на круглые и профильные (квадратные, прямоугольные, овальные и других видов).
Металлы
Материалом для трубопроводов служит огромное множество самых разнообразных материалов: сталь, чугун, стекло, пластик, медь, другие металлы и сплавы, керамика, асбоцемент, железобетон, и многие другие материалы. Но самый распространенный, универсальный и прочный материал для трубопроводов, находящихся под давлением и служащих для транспортировки различных сред, является сталь – углеродистая, легированная, нержавеющая. Все чаще применяются легированные стали, обеспечивающие высокие качество и прочность трубопроводов и конструкций.

Еще стоит выделить чугун – при прокладке канализации в сложных геологических условиях без чугунных канализационных элементов не обойтись. В последнее время немалое распространение получают изделия из меди (а также бронзы и латуни). Медь используют в холодильном оборудовании и для сантехнических систем.
Тонкостенные и толстостенные
Стальные трубы подразделяются на тонкостенные и толстостенные в зависимости от отношения диаметра к толщине стенки (d/s). К тонкостенным относятся изделия с наружными диаметрами меньше 20 мм и толщиной стенки 1,5 мм, и с отношением d/s в пределах 12,5-40. Толстостенные изделия имеют соотношение d/s от 6 до 12,5. В быту и на производстве мы сталкиваемся в основном с универсальными тонкостенными изделиями, толстостенные модификации применяются в тех производствах, где используются очень большие рабочие давления (сотни атмосфер или десятки МПа).
Разница между горячей и холодной прокаткой
Горячее деформирование проводится на заготовке, разогретой до температуры выше 1000° С. При холодной прокатке – заготовка не нагревается. Холодная прокатка требует больших усилий, более дорогого рабочего инструмента, степень обжатия/вытягивания заготовки при этом способе меньше. Кроме того, после прокатки в металле больше напряжений и больше вероятность возникновения дефектов. Поэтому намного чаще применяется горячая прокатка. Но тонкостенные трубы с высокими требованиями к геометрическим размерам (толщине стенки) изготавливают методом холодной прокатки.
Как производится горячедеформированная труба (подробно)
Трубы изготавливают из круглых заготовок – слябов.
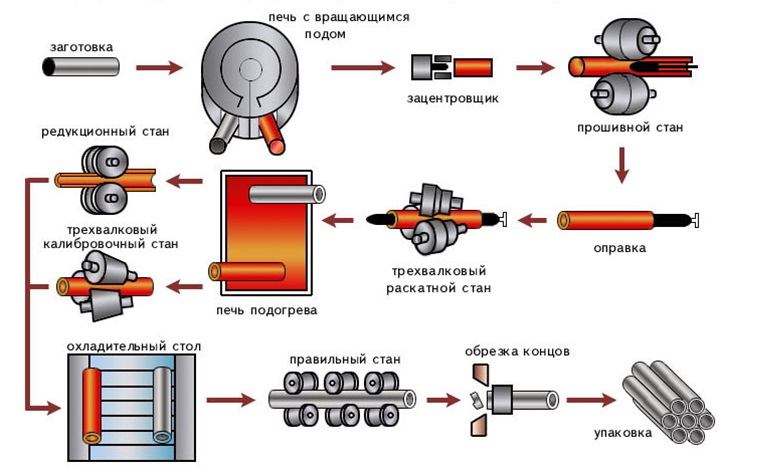
Раскатка гильзы
Самая первая операция – прошивка раскаленной заготовки в круглую полую гильзу. При горячей прокатке обычно начинают прошивать заготовку сразу после выхода из слябинга, пока она еще не успела остыть. Заготовка получается с размерами, близкими к размерам готового изделия. Затем заготовку подогревают в специальной печи и прокатывают гильзу в тонкостенную заготовку с точными размерами, затем калибруют и получают окончательные размеры трубы.

ТПА с автоматичеким станом
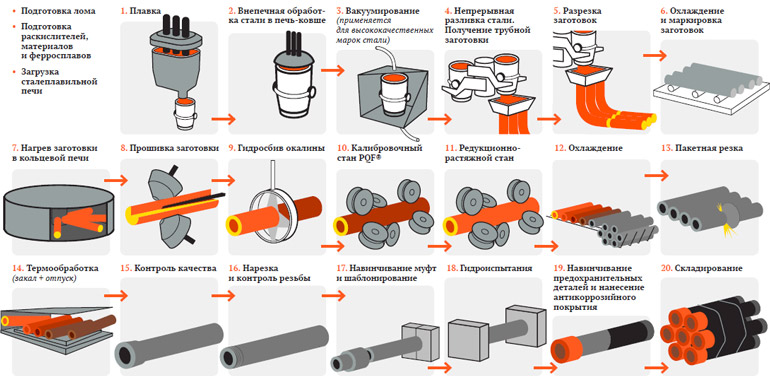
Технологическая схема изготовления труб бесшовных горячекатаных на более производительном трубопрокатном агрегате с автоматическим станом:
- Нагрев круглой заготовки в кольцевой печи с вращающимся подом.
- Прошивка заготовки на прошивном стане – получается гильза с толстыми стенками.
- Прокатка гильзы на автоматическом стане – получается трубка со стенками с разной толщиной.
- Станов для обеспечения непрерывной работы комплекса обычно устанавливается два.
- Подогрев заготовки в печи.
- Раскатка изделия на раскатном стане (риллинг-стане) – исчезает разнотолщинность стенок по всей длине изделия.
- Калибровка горячей гильзы в калибровочном стане.
- Охлаждение.
- Холодная правка в косовалковом стане.
Линия с непрерывным станом
Более производительный и современный метод – прошивка заготовок на непрерывной линии с 8-9 станами. Производительность и сортамент готовой продукции при этом методе максимальны.
Заготовки нарезают, разогревают, прошивка гильзы при этом методе происходит на станах валкового типа. Прокатка выполняется на длинных оправках на ряде последовательно установленных клетей с постепенно уменьшающимися размерами калибров. Оправки снимают и охлаждают. При этом способе иногда применяют оборудование для винтовой прокатки.Трубы подогревают и калибруют, раскатывают, режут. Необходимо постоянно следить за износом оправок и точностью настройки всех клетей – иначе велик риск получения продукции с разной толщиной стенок.

При необходимости получения труб малого диаметра с тонкими стенками выполняется операция редуцирования – обжатие в большом количестве последовательно расположенных клетей до нужных размеров.
Безоправочная методика
Существует и такая методика – экономичная, относительно простая. Применяют много последовательно расположенных калибровочных и редукционных станов. На каждом стане сечение и толщина стенок трубы снижается на небольшую толщину, натяжение заготовок на каждом стане относительно небольшое. Недостаток такого способа обработки заготовок – большой риск получить готовые изделия с разной толщиной стенок. Более прогрессивным считается безоправочное редукционно-растяжное оборудование, позволяющее получать продукцию хорошего качества.
Плюсы и минусы
У металлических горячедеформированных труб много достоинств:
- Высокая прочность. Сталь способны выдерживать очень высокие давления и незаменима на многих производствах, тонкие трубы из меди выдерживают также немалое давление. Системы магистральных водопроводов, нефте- и газопроводов без стальных трубопроводов просто не существовали бы – альтернативы просто нет.
- Прочность горячедеформированных изделий выше, чем прочность электросварных.
- Прочность и при монтаже трубопроводов в цехах – там, где есть возможность повреждения трубопроводов грузоподъемными и транспортными механизмами.
- Огнестойкость – в горячих цехах.
- Стойкость к перепадам температуры, не очень большое термическое расширение – сталь не пойдет волной при повышении температуры всего на 100 °С.
- Длительный срок службы – 30 лет, оцинкованные или гидроизолированные изделия простоят и 50 лет, срок службы меди и нержавейки приближается к 100 годам.
- Устойчивость к ультрафиолету.
- Теплопроводность – иногда ее можно рассматривать как плюс.
- Отсутствие швов.
Недостатки горячедеформированных труб такие же, как и у всех металлических изделий:
- Самым серьезным и неустранимым недостатком стали считается склонность к коррозии. Для предохранения стали ее покрывают снаружи и по внутренней поверхности цинком, снаружи красят. Не ржавеет нержавеющая сталь, но стоимость такого трубопровода в промышленных масштабах становится запредельной.
- Сталь склонна отложению на стенках отложений солей кальция и магния, уменьшающих просвет трубопровода.
- Большой вес.
- Сложность монтажа с помощью сварки — если требуется большая герметичность трубопровода, работающего при высоком давлении. Но именно сварка обеспечивает надежность конструкций и максимальную герметичность трубопроводов.
- Большой вес.
- Отдельно следует упомянуть характерный недостаток именно горячедеформированных изделий – их цена выше, чем электросварных. Связано это с большей сложностью и энергоемкостью производства.
Отсутствие шва
Характерной особенностью горячедеформированных труб является отсутствие шва. Именно его отсутствие обеспечивает максимальную надежность и герметичность трубопроводов. В некоторых случаях отсутствие шва имеет и эстетическое значение.

Особенностью горячедеформированных изделий является оптимальное соотношение твердости и вязкости, обеспечивающее высокую надежность конструкций, устойчивость к смятию, изгибу, скручиванию. Именно такие трубы используют при монтаже ответственных конструкций в строительстве.
Сферы применения бесшовных горячекатаных изделий
Представить себе нашу жизнь без больших и маленьких трубопроводов невозможно. Трубы окружают нас со всех сторон: газопроводы, системы отопления, водоснабжения, канализации, вентиляции, дымоходы – все обеспечивают нам комфортное цивилизованное проживание. Чем дальше в цивилизацию, тем больше труб нас окружает.
Трубопроводы обеспечивают существование любой сферы нашей жизни:
- Промышленности.
- Сельского хозяйства.
- Горнодобывающей промышленности.
- Электростанциях.
- Нефтегазодобывающей промышленности; гигантских нефтегазопроводах.
- Во всех видах транспорта, авиа- и судостроении.
- При сооружении всевозможных предметов благоустройства – мебели, домашней техники, декоративных конструкций.
Особо следует сказать о применении труб в строительстве:
- Металлоконструкции применяют при строительстве жилых домов, производственных цехов и технических сооружений, общественных зданий.
- При сооружении огромных уникальных сооружений – мостов, аэропортов, вокзалов, стадионов, торгово-развлекательных центров, офисных зданий.
- В оформлении городов – всевозможные ограждения, навесы, павильоны, детские площадки, рекламные щиты, вывески, скамейки.
- В частном строительстве – всевозможные конструкции, навесы, ограды, решетки, вольеры.
Характеристики, стандарты, размеры и вес (сортамент)
Горячедеформированные стальные бесшовные трубы нормируются ГОСТ 8732-78 и ГОСТ 8731-74.
ГОСТ 8732-78
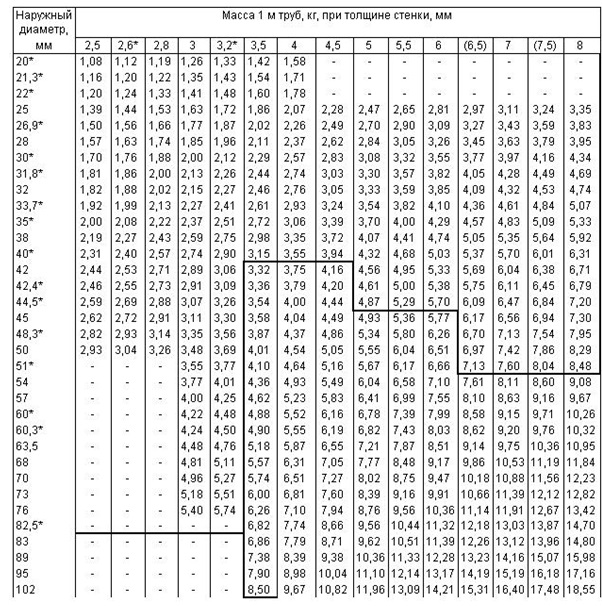
Основной стандарт, регламентирующий сортамент труб стальных бесшовных горячедеформированных общего назначения, это ГОСТ 8732-78. Согласно ГОСТа, выпускаются изделия с наружным диаметром от 20 до 550 мм, с толщиной стенки от 2,5 до 75 мм.

Формула для вычисления 1 погонного метра:

Где Dн – наружный диаметр, мм;
S – толщина стенки, мм,
Плотность стали – 7,85 т/м³.
Номинальная масса 1 м приведена в сортаменте 8732.
Длины труб бывают немерными (от 4 до 12,5 м), мерными (тех же длин), длин, кратных мерной, в пределах немерной длины. Чаще всего выпускают трубы длиной 6 и 12 м.
Маркировка также производится в соответствии с ГОСТ 8732-78. Пример маркировки:
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), повышенной точности изготовления, из стали марки 10, изготовляется по группе В ГОСТ 8731:
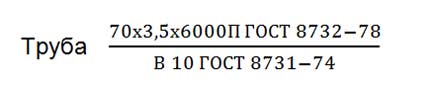
ГОСТ 8731-74
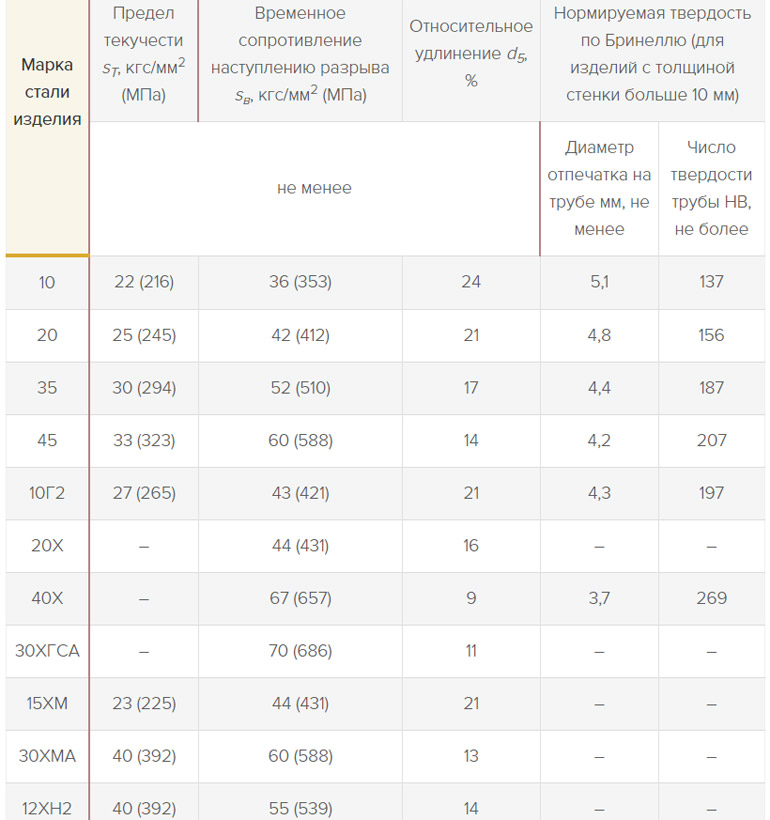
Стандарт 8731 распространяется на горячедеформированные бесшовные трубы общего назначения из углеродистой и легированной стали. ГОСТ нормирует механические свойства стали, из которой изготовлены трубы, правила приемки и внешний вид готовых изделий. В зависимости от показателей качества (нормирования механических свойств и показателей качества) трубы изготавливаются групп А, Б, В, Г, Д.
Другие параметры, устанавливаемые стандартом 8731, определяются по согласованию с потребителем.
Стандарты допустимых отклонений
Допустимые отклонения размеров приведены в ГОСТ 8732-78. Отклонения по толщине стенки приведены в таблицах:
| Наружный диаметр, мм | Предельные отклонения для труб точности изготовления | |
| повышенной | обычной | |
| До 50 включительно | ±0,5 мм | ±0,5 мм |
| От 50 до 219 | ±0,8% | ±1,0% |
| 219 | ±1,0% | ±1,25% |
| Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения по толщине стенки труб точности изготовления, % | |
| повышенной | обычной | ||
| До 219 | До 15 включ. | ±12,5 | +12,5 — 15,0 |
| 15 – 30 | +10,0 — 12,5 |
±12,5 | |
| 30 и выше | ±10,0 | +10,0 — 12,5 |
|
| Св. 219 | До 15 включ. | +12,5 — 15,0 |
|
| 15 – 30 | ±12,5 | ||
| 30 и выше | +10,0 — 12,5 |
||
По согласованию с потребителем могут применяться и другие предельные отклонения, требования и характеристики различных параметров изделий. Овальность и разностенность труб не должны изменять диаметр и толщину стенки больше предельных отклонений, приведенных в таблицах.
Где купить
Купить трубы несложно – во всех крупных строительных гипермаркетах и на крупных рынках имеется большой ассортимент трубных изделий. Производителей также немало, и в каждом регионе они свои. Выбирать трубы придется визуально и по наличию сертификата. Впрочем, еще до покупки стоит оценить будущее сооружение или систему – в домашнем строительстве высокая прочность и герметичность требуется не всегда.
Для забора, вольера, системы отопления или ограждения можно выбирать трубы любого качества, при использовании для навеса или кровли стоит выбрать бесшовные изделия. Если конструкции будут нагруженные или ответственные, обязательно требуйте сертификат качества у продавца. Но и смотрите глазами – много ли ржавчины, соответствует ли толщина стенки заявленной, нет ли сильного изгиба или даже волнистости, а то и дырочек в стенках.
Особенности монтажа
Монтаж стальных и медных систем сложнее, чем, например, пластиковых или чугунных раструбных.
Стальные системы собираются с помощью резьб, сгонов, резьбовых фитингов или на сварке. Не очень ответственные конструкции иногда собирают на резьбовых соединениях, конструкции из квадратных или прямоугольных изделий – на крабовых соединениях. Более надежные и герметичные соединения получаются при сварке.
Конечно, сварка требует наличия сварочного аппарата и квалифицированного сварщика, но результат того стоит. Стальную трубу можно согнуть под углом 90 ° и без применения резьб и фитингов. Для этого выпускаются различные механические трубогибы, которые можно использовать и дома – существуют недорогие компактные модели.

Сваривать лучше конструкции, домашние системы отопления и разводки горячей и холодной воды лучше собирать на резьбовых соединениях – легче ремонтировать и чистить. Газовые системы нужно сваривать, но не своими силами – это должен делать представитель организации с лицензией на право работы с газовыми системами.
Медные трубопроводы собираются с помощью пресс-фитингов или с помощью сварки.
Заключение
Мы прощаемся с нашим уважаемым читателем. Надеемся, что наша статья, как всегда, послужила Вам источником интересной информации о строительных материалах и о бесшовных горячекатаных трубах в частности. Делитесь полезностями с друзьями в соцсетях, подписывайтесь сами и приводите друзей на наш сайт.
Трубы стальные бесшовные горячедеформированные – в чем их преимущество?
Трубы стальные бесшовные горячедеформированные позволяют получать более надежные и прочные, чем из сварных изделий, трубопроводы. Эту продукцию широко используют для изготовления деталей машин, конструкций и иных технических целей.
1 Особенности производства стальных бесшовных горячедеформированных труб
Трубы бесшовные горячедеформированные, ГОСТ 8731-74 для которых регламентирует технические требования к качеству, изготавливают из углеродистой и легированной марок стали. Для производства этих труб используют кованые, непрерывно-литые и катанные заготовки, которые предварительно нагревают в специальной печи до температуры, превышающей на 50°С значения для рекристаллизации стали. Точные тепловые параметры зависят от марки сплава. Металл заготовки при этом приобретает достаточную для предстоящей обработки пластичность.
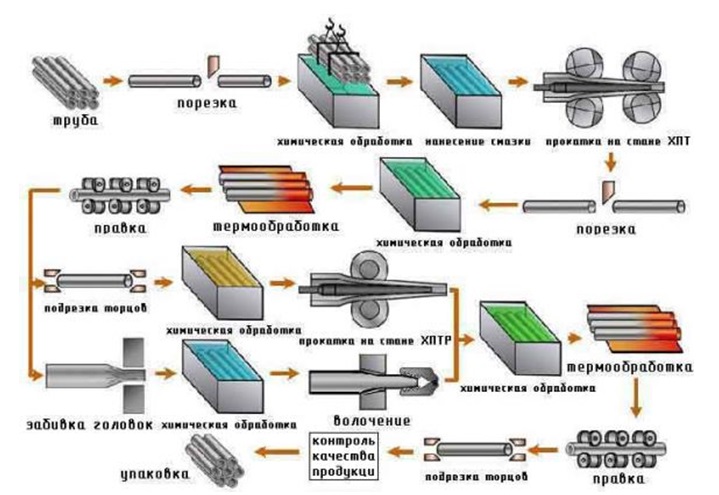
В зависимости от сортамента труб, предъявляемых к их качеству требований, а также физико-химических характеристик исходного материала горячую деформацию производят разными способами, технологическая схема каждого из которых включает следующую последовательность общих элементов:
- после нагрева металла получают гильзу (полую заготовку);
- гильзу раскатывают – получают черновую трубу;
- редуцирование и калибровка – окончательное формирование диаметра и стенки трубы.
При необходимости перед каждой последующей технологической операцией может проводиться подогрев трубы.

Гильзу получают одним из следующих способов:
- на прессах;
- в станах для винтовой прокатки;
- сочетанием предыдущих процессов (комбинированным): изготовление толстостенного стакана пресс-валковым прошиванием или прессованием с последующей прошивкой образовавшегося донышка и раскаткой стенки полученной гильзы в стане-элонгаторе (оборудование для винтовой прокатки).
Способы получения черновой трубы:
- на стане пилигримовой периодической продольной прокатки;
- в стане непрерывной продольной прокатки;
- винтовой прокаткой на валковых станах (преимущественно в 3-хвалковом Асселя, реже – в 2-хвалковом Дишера или Акку-Ролл);
- на реечном стане – гильза проталкивается через калибры, которые уменьшаются в диаметре и имеют роликовые обоймы;
- выдавливанием металла на трубопрофильном прессе в кольцеобразную щель.

Окончательный размер горячедеформированной трубной продукции обычно получают в редукционных или калибровочных станах непрерывной продольной прокатки, значительно реже – на оборудовании винтовой прокатки. В агрегатах со станом тандемом (автоматическим станом) и реечным станом указанной технологической операции предшествует риллингование (обкатка трубы в оборудовании для винтовой прокатки). В некоторых трубопрокатных агрегатах, которые специально предназначены для изготовления бесшовной трубной продукции больших диаметров, на заключительных операциях возможно использование станов-расширителей.
Готовый прокат остывает, после чего его нарезают на стандартные отрезки. В итоге произведенное изделие должно отвечать требованиям государственного стандарта – труба горячедеформированная ГОСТ 8732-78, где приводится сортамент для данного вида металлопроката.
2 Основные характеристики и особенности трубной продукции ГОСТ 8732-78
Согласно сортамента эти трубы по длине изготовляют следующими отрезками:
- немерной длины – в диапазоне размеров 4–12,5 м;
- изделия мерной длины – отрезки в пределах немерной;
- продукция длиной кратной мерной – отрезки в границах немерной с припуском в 5 мм на каждый рез;
- изделия приблизительной длины – отрезки в пределах немерной.
Наружный диаметр выпускаемых труб находится в диапазоне значений 20–550 мм, величина толщины стенки – 2,5–75 мм. Важной характеристикой является соотношение диаметра изделия к толщине его стенки. По этому показателю специалисты классифицируют трубную продукцию на:
- тонкостенную – коэффициент варьируется в диапазоне 12,5–40;
- толстостенную – соотношение выше 6 и до 12,5;
- усиленную (особо толстостенную) – коэффициент равен 6 или меньше.

При изготовлении труб производят обрезку их концов под прямым углом, но в процессе раскройки допустимо образование фаски, которая к оси изделия имеет угол не менее 70°. Резка продукции с толщиной стенки 20 мм и выше может производиться пилой, автогеном или плазменным оборудованием. В последних двух случаях припуск по длине изделия должен составлять минимум 20 мм для каждого реза. На концах труб со стенкой 5–20 мм, подлежащих сварке, по требованию потребителя снимают фаски под углом к торцу изделия в 35–40°. В этом случае оставляют торцовое кольцо, у которого ширина должна составлять 1–3 мм.
Достоинства бесшовных горячедеформированных труб:
- долговечность и высокая надежность за счет бесшовной технологии изготовления;
- отличная стойкость к перепадам температуры;
- продукция из легированных сталей менее восприимчива к коррозионным процессам.
Основным недостатком использования данных трубных изделий является появление коррозии, распространение и воздействие которой можно частично снизить с помощью различных способов (например, используя антикоррозийные или другие специальные покрытия). Кроме того, на внутренней поверхности могут образовываться отложения веществ, материалов, входящих в состав транспортируемой по трубе жидкости, среды, что приводит к уменьшению условного прохода изделия. Эти трубопроводы необходимо тщательно изолировать, так как сталь обладает высокой теплопроводностью. Особенно важно это делать в случае уличной прокладки, чтобы предотвратить большие энергетические потери теплоносителя.

Преимущества толстостенной продукции:
- повышенная прочность и долговечность;
- небольшой показатель линейного температурного расширения;
- возможность подобрать продукцию с толстыми стенками.
Если сравнивать трубы горячедеформированные с бесшовными изделиями, произведенными методом холодной деформации, то они более хрупкие, но при этом в меньшей степени подвержены коррозии.
3 Особенности монтажа бесшовных горячедеформированных труб
Технология соединения бесшовных труб совпадает с способами стыковки сварных изделий. Однако разница в диаметрах и толщине стенок определяет ряд особенностей. От этих параметров зависит выбор оптимального способа получения герметичного соединения элементов трубопровода из бесшовных изделий.
Резьбовая стыковка может применяться для систем небольшого диаметра с стенками нормальной толщины или тонкими. Нарезку производят на токарном станке или с помощью плашек. Для тонкостенных изделий такая методика подходит не всегда, так как изготовление резьбы требуемой глубины в ряде случаев может привести к нарушению целостности или прочности конструкции. В остальном процесс нарезки облегчен благодаря отсутствию шва.

Газовая сварка применяется в основном для тонкостенных труб, а также толстостенных с толщиной стенки до 6 мм. Большие значения не позволят проварить изделия полностью. Поэтому у толстостенных труб предварительно подготавливают кромки – на торцах снимают фаску.

Электросварка является универсальным методом. Так как у бесшовных труб минимальная толщина стенки составляет 2,5 мм, то этим способом можно соединять не только толстостенные, но и тонкостенные изделия. Важным моментом является выбор электродов нужного типа и необходимого диаметра (минимальный 4 мм). Руководствоваться следует простым правилом – диаметр электрода должен быть тем больше, чем толще у трубы стенка.
4 Применение бесшовных стальных труб
Область применения бесшовных стальных труб определяется их конструкцией и рабочими характеристиками:
- отсутствие шва;
- возможность изготовлять с толстыми стенками;
- невозможность утечек из-за цельного корпуса;
- повышенной прочностью на разрыв;
- высокой надежностью.

Поэтому, когда требуется гарантированное качество трубопровода, то стоит выбирать бесшовную продукцию. Она дороже, чем сварная, но за счет большей надежности не только окупит себя, а также принесет экономический эффект. Ее используют при сооружении трубопроводов большого и малого диаметра:
- для воды и газа;
- в химической промышленности и нефтедобыче;
- в энергетике и теплоснабжении – для теплообменников и другого котлового оборудования;
- в бытовых нуждах – на стояки и системы подачи;
- других.
Чаще всего трубы стальные бесшовные горячедеформированные используются в тех технологических процессах, которые протекают в сопровождении высоких показателей температурных нагрузок и давления. В этом состоит эксплуатационная особенность стального бесшовного трубного проката.

Эта продукция также нашла широкое применение в строительстве и машиностроении, при изготовлении деталей металлоконструкций, длиннопролетных балок и ферм, колонн, элементов конструкций различных машин и механизмов, трубчатых стальных опор освещения, фундаментных свай и так далее. Бесшовные трубные изделия используют в автмобиле- и судостроении, для производства станков, различного гидравлического оборудования. Из них изготовляют полые валы, гильзы гидравлических цилиндров, кольца подшипников, другие детали методом механической обработки.
Что такое горяче- и холоднодеформированная труба, и как ее выбрать
Труба стальная горячедеформированная или холоднодеформированная считается самой качественной металлической трубой, что позволяет использовать изделие в различных областях строительства и так далее. Чем различаются холоднодеформированные и горячедеформированные трубы? Где применяются данные виды труб? Какие нюансы существуют при монтаже того или иного вида труб? Ответы на эти и многие иные вопросы можно получить, ознакомившись с данной статьей.

Трубы, изготовленные из стали
Выбор труб
Наиболее сложным вопросом является выбор труб для изготовления определенных конструкций или строительства трубопроводов. При выборе рекомендуется учитывать:
- возможность применения разных видов труб для определенной цели;
- технические характеристики;
- размеры труб.
Область применения горячедеформированных труб
Горячедеформированные трубы изготавливаются из нагретого до высокой температуры металлического слитка методом прокатки.
Процесс изготовления горячедеформированных труб
Готовое изделие является цельным, то есть не имеет сварных швов и отличается следующими качествами:
- высокой устойчивостью к механическим повреждениям, перепадам температурного режима и гидравлическим ударам;
- устойчивостью к высокому давлению и высоким температурам;
- сейсмоустойчивостью.
Где используются горячедеформированные трубы? Преимущественными областями применения являются:
- химическая промышленность;
- машиностроение;
- нефтеперерабатывающая и нефтедобывающая отрасли;
- теплоснабжение.
Область применения холоднодеформированных труб
Окончательная обработка холоднодеформированной трубы производится без воздействия высокой температуры.
Процесс изготовления холоднодеформированных труб
Холоднодеформированная труба отличается следующими качествами:
- высокой прочностью. В силу особенностей производственного процесса прочность холоднодеформированных труб приблизительно на 25% больше, чем у иных видов стальных труб;
- точностью заявленных размеров;
- подверженностью сгибанию;
- возможностью выдерживать низкие и высокие температуры, разные показатели давления, гидравлические удары, перепады температур.
Преимущества холоднодеформированных труб обуславливают область их использования. Такой вид стальных труб применяется:
- при изготовлении мебельной фурнитуры и отдельных элементов мебели;
- при изготовлении электрического освещения;
- в коммунальном хозяйстве (сооружение трубопроводов различного назначения);
- строительство каркасов;
- в машиностроении;
- в котельных установках;
- в нефтегазовой промышленности.
Технические характеристики
При использовании труб важно знать не только вид, но и технические характеристики изделий, которые указываются на маркировке:
- если изготовленная труба имеет диаметр более 100 мм, то маркировка наносится на ее поверхность;
- если изготавливается труба меньшего диаметра, то маркировка должна быть в сопроводительной документации.
При нанесении маркировки указываются такие параметры, как:
- наименование предприятия изготовителя;
- ГОСТ или технические условия, в соответствии с которыми произведена данная труба;
- марка стали, примененная для изготовления;
- размеры: наружный и внутренний диаметр, толщина стенки;
- максимальное давление, температурный режим и так далее.

Технические характеристики труб
Сортамент труб
Как выбрать трубы? Кроме технических характеристик, при строительстве трубопроводов, также важно правильно подобрать диаметр.
Сортамент стальных горячекатаных труб представлен в ГОСТ 8732 78.
Выпускаемые трубы могут иметь:
- диаметр наружный 20 – 550 мм;
- толщину трубной стенки от 2,5 мм до 75 мм.
При этом длина труб, производимых в соответствии с ГОСТ, может быть:
- немерной (от 4 м до 12,5 м);
- кратной немерной с припуском в 5 мм.
Размеры горячедеформированных труб
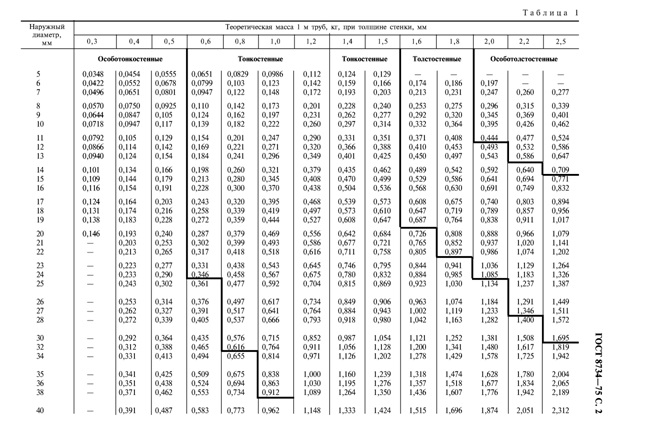
Размерность холоднодеформированных труб регламентируется ГОСТ 8734 75, в соответствии с которым:
- диаметр туб может составлять 5 мм – 250 мм;
- толщина трубной стенки находится в пределах 0,3 мм – 24 мм.
Длина труб может быть:
- мерной в пределах 4,5 – 9 м;
- немерной в пределах 1,5 – 11,5 м.
Размеры выпускаемых холоднодеформированных труб
Нюансы монтажа разных видов стальных труб
Холоднодеформированные и горячедеформированные стальные трубы могут быть соединены следующим способами:
- методом сварки;
- резьбовыми фитингами.
При сварке получается более прочный и герметичный шов, поэтому данный способ выбирается при необходимости получения прочной магистрали, например, для проведения газа, теплоснабжения и так далее.

Соединение труб методом сварки
Как правильно соединить трубы методом сварки, смотрите на видео.
Резьбовой метод преимущественно используется при сооружении бытовых трубопроводов, например, при разводке системы водоснабжения в жилом помещении.
Как произвести монтаж труб резьбовыми фитингами? Соединение выполняется по следующей схеме:
- концы труб подготавливаются к выполнению соединения: очищаются от грязи, ржавчины и так далее, нарезается резьба;
- производится уплотнение резьбы любым выбранным материалом. Можно использовать нить Тангит Унилок, льняную нить и так далее;
- фитинг соединяется с подготовленным участком трубы и закручивается.

Соединение стальных труб резьбовыми фитингами
Правильно подобранные и качественно установленные холоднодеформированные и горячедеформированные стальные трубы прослужат более 50 лет.
Трубы бесшовные горячедеформированные по ГОСТ 8732-78. Особенности производства и способы применения.
Трубы стальные горячекатаные (далее г/к) по Гост 8732-78 по своим качествам значительно превосходят любые электросварные и холоднотянутые трубы. Основные преимущества – это прочность на давление и растяжение, и большой выбор различных типоразмеров в сортаменте. Вследствие того что при производстве бесшовного варианта используется особая технология изготовления стоимость такой продукции значительно превышает цену электросварных вариантов. По этому бесшовные трубы по ГОСТ 8732-78 целесообразно применять только в тех работах где это экономически необходимо, например, при прокладке трубопровода под нефтесодержащее сырье. В таких системах нужна долговечность, стойкость к нагрузкам, способность выдержать существенное давление в сети магистрали.
Горячекатаная продукция активно применяется:
- Газовая и нефтяная промышленность;
- Автомобилестроение;
- Авиационное строительство;
- Тяжелое машиностроение;
- Химическая промышленность
Так же бесшовная продукция используется при укладке различных коммуникаций, металлических конструкциях
Сортамент труб, типоразмеры, теоретическая расчетная формула массы по ГОСТ
Вся необходимая информация прописана в Гост 8732-78- форма 1, он и является стандартизацией всего сортамента. Вступительная часть нормативного документа говорит, что данный стандарт распространен на трубную продукцию стальную бесшовную горячедеформированную (далее г/д) общего назначения. Отличия сортамента:
- Диаметр наружный;
- Заявленная толщина стенки;
- Длина продукции
Трубы выпускают немерной длины, в метрах от 4,5 до 12,5. Минимальный наружный диаметр, по ГОСТ 8732-78, составляет 22 мм, максимум 550мм. Заявленная толщина стенки — от 2,5 мм до 75 мм. Концы конечного продукта обрезаны, угол 90 градусов, может быть нанесена фаска под осевым углом от 70 градусов. Более подробно указано в таблице 1 (в конце статьи)
Допуск в отклонениях диаметра выпускаемой продукции указан в таблице 2
Предел в отклонениях по толщине стенки рассмотрен в таблице 3

По стандарту к длине есть необходимым требования:
- Немерная длина – возможны любые длины в размерах стандарта — от 4 метров до 12,5
- Мерная длина — в пределах немерных стандартов
- Кратная мерная – длины таких труб в пределах немерных стандартов, возможен допуск в 5 мм в каждый разрез.
- Приблизительная мерность — длины в пределах немеры.
По изначальной договоренности завода-производителя и конечного потребителя продукции возможен выпуск материала длиной превышающей установленные нормативы. Приблизительная мерность производится также согласно требованию покупателя. На длину выпускаемой продукции с толщиной стенки свыше 16 миллиметров необходимо дополнительное соглашение сторон. Согласно стандарту потребитель может запросить поставку продукции по внутреннему диаметру и толщине стенки.
Теоретическая масса 1 метра трубы стальной бесшовной горячедеформированной рассчитывается по следующей формуле:
Д- диаметр г/к продукта
0,025- принятый постоянный параметр.
Требования ГОСТ 8732-78
Стандарт регулирует параметры трубопровода и форму выпуска, а также возможные отклонения от нормы.
- Диаметр изделия колеблется в диапазоне от 20 до 550 мм.
- Толщина стенки может изменяться от 2 до 75 мм. По соотношению диаметра бесшовной трубы и толщины стенки различают три группы.
2.1. Особо тонкостенные – соотношение 12,5–40.
2.2. Толстостенные – 6–12,5 .
2.3. Особо толстостенные – соотношение меньше 6.
ГОСТ 8732-78 определяет сортамент изделий металлопроката, то есть, ту величину диаметра, толщины стенки и длину, которая является востребованной промышленностью или строительством. Перечень величин содержится в справочнике сортового металла. Там же указывается вес одного погонного метра. Последний параметр применяется при расчетах теоретической массы металлопроката, необходимого для сооружения конкретного объекта.
Благодаря сортаменту определить цену изделия намного проще, так как он приводит технические характеристики металлопроката в соответствии с весом.
Менее регламентированы длины стального трубопровода. ГОСТ 8732-78 регулирует мерную длину – стандартный отрезок и кратный ему, и немерную – последняя может колебаться в пределах от 4 до 12,5 м. Возможные отклонения от величины длины также стандартизированы и не могут быть отрицательными. На фото приведен образец продукции.
Требования к выпуску продукции
Поверхность должна быть без трещин, плёнов, закатов и рваных отслоений. Возможны, минимальные отслоения в виде плёнок, небольшие точки окалины, шероховатости на поверхности, главное, что бы толщина стенки и диаметр не выходили за пределы установленных нормативов;
- Толщина стенки — до 50 диаметра возможны допуски в 0,5% в обе стороны, до 219 диаметра допускается отклонения в 1 процент в обе стороны, свыше 219 размера возможные отклонения составляют 1,25% в обе стороны.
- Диаметр трубы г/к — допустимые отклонения по диаметру составляют от +10%до минус 15%, все зависит от толщины стенки.
- Кривизна продукции на 1 погонный метр меньше 1,5 мм для г/д труб с толщиной стенки до 20мм, для бесшовной продукции с толщиной стенки от 20 до 30мм допустимая кривизна на один метр равна 2 мм. У труб с толщиной стенки свыше 30 мм допустимое предельное отклонение на один метр равняется 4 мм.
Метод изготовления
Способ производства оказывает влияние на качества конечного продукта. ГОСТ 8732-78 определяет параметры бесшовных труб горячей деформации.
Производство включает в себя несколько этапов:
- металлическая штанга нагревается до пластичного состояния, но не достигая температуры плавления;
- на прошивочном стане изготавливается полая гильза. По форме она похожа на круглую трубу, но неравномерна по длине;
- заготовка обрабатывается и вытягивается для придания заданного внешнего диаметра и длины;
- производится остужение и окончательная калибровка;
- готовое изделие нарезается на отрезки требуемой длины согласно сортаменту, содержащемуся в ГОСТ 8732-78.
Контроль над качеством продукции осуществляется исходя из требований, предъявляемых к классу изделия.
Классы металлопрокатной продукции
Горячекатаные бесшовные трубы выпускаются в категориях:
- А – нормируются и проверяются только механические характеристики изделия;
- Б – проводится контроль над химическим составом стали;
- В – нормируются и механические свойства, и состав материала;
- Г – предполагает проведение испытаний на контрольных образцах;
- Д — состав стали и механические свойства не нормируются, но проводятся испытания на стойкость к гидравлическому давлению.
Помимо указанной классификации бесшовный горячекатаный трубопровод разделяется на классы по прочности.
Виды бесшовных труб
Труба круглая бесшовная классифицируется на два вида: горячедеформированная и холоднодеформированная. Следует понимать, что других форм трубы стальные бесшовные не имеют – их делают исключительно в круглой форме.
Метод изготовления и технология производства
Большая стоимость этого материала связанна со сложной технологией изготовления. В роли заготовки служит цилиндрическая форма из монолитного материала.
Изготовление бесшовных труб подразделяется на два вида: горячая прокатка и холодная деформация. Оба типа производства гарантируют простоту работ по сварке, резке и клепанию этого материала.
Горячекатанные
Производятся изделия этого типа из стали трех типов: углеродистая, легированная или низколегированная. Технология производства бесшовных труб имеет определенные особенности:
- Монолитная заготовка цилиндрической формы нагревается до температуры, которая превышает температурный порог кристаллизации металла на 60 градусов по Цельсию, чтобы заготовка приобрела пластичность;
- С помощью прошивочного станка производится пустотелая заготовка в форме цилиндра;
- Используя процесс деформации при помощи вальцовки заготовка приобретает правильную геометрическую форму и необходимые размеры;
- Заготовку погружают в воду для того чтобы охладить изделие;
- При помощи вальцовки производится окончательная калибровка;
- Изделия нарезаются на стандартные типоразмеры.
Таким образом производится горячекатанная труба.
Холоднодеформированные
Так же изготавливается холоднодеформированная труба, особенности производства которой отличаются только в двух вещах: процедуру охлаждения проводят сразу после изготовления заготовки на прошивочном станке, а калибровку проводят, когда изделие уже охлаждено.
Труба ГОСТ 8732 78. Цены поставщиков на Трубы бесшовные горячекатаные. Купить в г. Москва
Основные характеристики на Трубы стальные бесшовные, горячедеформированные ГОСТ 8732-78.
Толстостенные трубы из высокопрочной стали, – это вид трубного проката, главное отличие которого отсутствие сварного шва. Производят трубы бесшовные г/к – на специализированных прокатных установках, в которые поступает горячая металлическая заготовка, в которой «выдавливается отверстие и происходит вытягивание – раскатывание металла до нужной длинны и толщины стенки.
Основное достоинство бесшовных горячекатаных труб – это их прочность. Как известно любое сварное соединение, произведённое помочью сварки электродами или автогеном, является слабым местом любой конструкции. Именно особая прочность бесшовных труб и труб ППУ и определяет область их применения. В основном это производственная сфера, где необходим трубный прокат, трубы электросварные, который выдержит сильные перегрузки.
Трубы стальные бесшовные, горячедеформированные ГОСТ 8732-78 ГОСТ 8732-78 – регламентирует производство горячекатаных бесшовных труб, согласно установленным нормативам толщина стенок труб бш г/к может быть от 2,5 до 75 миллиметров, а диаметр от 25 до 700. Длина труб установлена от 1,5 метров до 11,7 метров для не мерного проката и от 4 до 12 м.
Новые технологии снабжения в городе Москва!
Для того чтобы найти поставщика сортамента Трубы стальные бесшовные, горячедеформированные ГОСТ 8732-78, вам не нужно долго бродить по интернету и искать сайты поставщиков, сравнивать цены, созваниваться и уточнять наличие. Мы предлагаем Вам автоматически отправить Вашу Заявку на покупку всем основным Поставщикам не только региона Москва, но и в выбранных Вами регионах РФ и СНГ.
Всего 3 минуты и Поставщики сами ответят Вам через электронную почту о наличии, цене и сроках поставки. Вам предложат оптовые и розничные цены, сформируют коммерческое предложение по доставке, резки и даже монтажу по всем видам металлопроката.
Фактически Вы объявите Тендер в регионе Москва.
Для того чтобы отправить заявку или создать свой Тендер перейдите по ссылке:
Отправить заявку поставщикам
Наша автоматическая система очень проста. Metal100.ru — это информационный портал, здесь представлены цены основных поставщиков металлопроката с ежедневным обновлением ценовых предложений. Как только Вы отправите свою заявку на поставку, система автоматически оповестит всех поставщиков в городе Москва, а так же в других указанных Вами регионах. Получив Ваш запрос, поставщики сделают соответствующий расчёт и предлежат Вам лучшие цены!
В зависимости от марок стали, используемой при производстве бесшовных горячекатаных труб, наличии свинца в составе, данный вид металлопроката подразделяется на группы:
1. группа «А» — трубы стальные с нормированием механических свойств из стали марок Ст2сп, Ст4сп, Ст5сп, Ст6сп по ГОСТ 380-88;
2. группа «Б» — трубы стальные с нормированием химического состава из спокойной стали марок по ГОСТ 380, ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281;
3. группа «В» — трубы стальные с нормированием механических свойств и химического состава из стали марок по ГОСТ 380, ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281;
4. группа «Г» — трубы стальные с нормированием химического состава из стали марок по ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281, с контролем механических свойств на термообработанных образцах. Нормы механических свойств труб стальных г/д должны соответствовать указанным в стандартах на сталь;
5. группа «Д» — трубы стальные без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления.
Обязательным этапом производства труб является их испытание — проверка на герметичность, прочность, твёрдость, загиб и т.д. Трубу подвергаю ультразвуковому исследованию, проверяют на способность выдерживать сильные давления газа и жидкости, проверяют на изгиб и сопротивляемость в вытягиванию.
Бесшовная стальная горячекатаная труба используется в нефтеперерабатывающей и геолога разведывательной отрасли, в химическом производстве, в машиностроении и военной промышленности. Широкое применение труб и опор скользящих бу в жилищно-коммунальном хозяйстве и многих других отраслях промышленной и гражданской сферы.
Кроме того, на нашем сайте размещены прайс-листы основных поставщиков, и Вы всегда можете сравнить актуальность поступивших предложений.
Трубы стальные бесшовные, горячедеформированные ГОСТ 8732-78 в наличии и под заказ, оптовые и розничные цены!
Так же просим обратить Ваше внимание на авторизацию пользователя. Как правило, все авторизованные поставщики металлопроката имеют Рейтинг и отзывы покупателей. Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции.
Удобная навигация портала МЕТАЛ100 позволяет в несколько кликов находить нужный Вам сортамент металлопроката в регионе Москва. Сравнивайте цены поставщиков сортамента и выбирайте лучшее предложение!
Желаем Вам удачных сделок!
Особенности монтажа и соединения
Тип монтажа и соединения бесшовных труб напрямую зависит от толщины стенок, но как наиболее эффективное и надежное соединение зарекомендовала себя сварка. Концы изделия при этом должны быть обязательно обрезаны – так шов будет лучше взаимодействовать с поверхностью.
Тонкостенные изделия сваривают газовым сварочным аппаратом – он позволяет проводить работы аккуратно даже новичку.
А вот трубы со стенками толщиной 20 мм и больше сваривают исключительно электросваркой – мощность газового аппарата слишком слабая.
Согнуть горячедеформированные Гост 8732 78 трубы можно используя механические трубогибы, если того требует конструкция в которой они используются.
Бесшовные горячедеформированные стальные трубы
 При необходимости обеспечения высокой надёжности и прочности трубопроводных систем в строительной отрасли и промышленности активно используются горячедеформированные бесшовные трубы.
При необходимости обеспечения высокой надёжности и прочности трубопроводных систем в строительной отрасли и промышленности активно используются горячедеформированные бесшовные трубы.
За счёт применения особой технологии производства в соответствии с нормами ГОСТ 8732-78 (под действием высокой температуры доведенной до точки рекристаллизации) удаётся добиться достаточно высоких технических характеристик, которые позволяют использовать такие трубы в особенно сложных эксплуатационных условиях.
Основной сферой применения бесшовных стальных труб стали:
- Технологические линии в машиностроительной отрасли.
- На предприятиях энергетического сектора они в системах отвода горячего пара и циркуляции теплоносителя в котле.
- В гидравлических системах, работающих при высоком давлении и требующих использования труб с большой толщиной стенок.
- В нефтегазовой отрасли для строительства трубопроводов транспортирующих углеводороды.
- В авиастроении.
- При устройстве локальных коммунальных сетей в жилых районах, при бурении скважин.
- Для стояков систем отопления в многоквартирных домах.
- Принцип производства бесшовных труб горячей деформации
- Основные преимущества и недостатки применения бесшовных стальных труб
- Классификация изделий
- Требования госстандарта
- Профильные горячедеформированные бесшовные трубы
Принцип производства бесшовных труб горячей деформации
 Штанга – заготовка с круглым сечением нагревается в печи до температуры, при которой сталь становится достаточно пластичной для последующей обработки. Для того, чтобы в итоге получить полый цилиндр такая штанга пропускается через специальный прошивной стан. Затем при помощи множества вальцов раскалённая заготовка обжимается и вытягивается до нужных параметров (внешнего диаметра, толщины стенок).
Штанга – заготовка с круглым сечением нагревается в печи до температуры, при которой сталь становится достаточно пластичной для последующей обработки. Для того, чтобы в итоге получить полый цилиндр такая штанга пропускается через специальный прошивной стан. Затем при помощи множества вальцов раскалённая заготовка обжимается и вытягивается до нужных параметров (внешнего диаметра, толщины стенок).
При этом внутри остаётся оправка, не позволяющая пластичной стали нарушить геометрию внутренней поверхности трубы. В качестве окончательного этапа металлообработки выполняется калибровка изделия вальцами, его охлаждение и нарезка на отрезки нужной длины. Холоднодеформированная бесшовная стальная труба (ГОСТ 8734-75) мало отличается процессом своего производства от вышеописанной технологии: перед вальцеванием она предварительно охлаждается, а после прокатки проходит дополнительную термообработку.
Основные преимущества и недостатки применения бесшовных стальных труб
Среди неоспоримых преимуществ технологии особенно выделяется:
- Высокая надёжность и долговечность изделий (за счёт отсутствия швов и идеально равномерной толщины стенок изделия).
- Отличная термоустойчивость.
- Невосприимчивость к коррозионным процессам.
- Стойкость к перепадам температуры.
Но в то же время, если сравнивать горячедеформированные бесшовные стальные трубы ГОСТ 8732-78 с изделиями холодной деформации, то первые оказываются более хрупкими, но в то же время более стойкими к коррозии.
Классификация изделий
Специалистами принято классифицировать трубы стальные горячедеформированные бесшовные в зависимости от соотношения толщины их стенок и наружного диаметра.
Исходя из того, что сортамент подобных изделий включает в себя трубы с толщиной стенок в пределах 2,5 ÷ 75 мм и наружным диаметром 20 ÷ 550 мм, они делятся на:
- Тонкостенные (коэффициент может варьироваться в пределах 12,5-40).
- Толстостенные (с коэффициентом 6-12,5).
- Особо толстостенные с соотношением до 6 включительно.
 В зависимости от назначения и особенностей используемой при производстве технологии также различают изделия круглого и квадратного сечения, а заготовки для труб могут быть использованы как литые, так и катаные или кованые. Поступать на производство такой металлопрокат может не только в виде штанг, но и в качестве непрерывнолитых заготовок или слитков.
В зависимости от назначения и особенностей используемой при производстве технологии также различают изделия круглого и квадратного сечения, а заготовки для труб могут быть использованы как литые, так и катаные или кованые. Поступать на производство такой металлопрокат может не только в виде штанг, но и в качестве непрерывнолитых заготовок или слитков.
Кроме того, имеет большое значение точность производства при соблюдении параметров толщины стенок и наружного диаметра трубы (практикуется деление на изделия обычной, высокой и повышенной точности), а также показатели качества, которые регламентируются соответствующими требованиями ГОСТ по нормированию химического состава стали и механических свойств металлопроката.
Требования госстандарта
Согласно действующим нормам по ГОСТ 8732-78 горячедеформированные бесшовные стальные трубы могут иметь мерную и немерную длину (в пределах 4-12,5 м). Также регламентируются и допустимые отклонения по длине изделия – до 15 мм при длине более 6 м или диаметре от 152 мм (минусовые отклонения от установленных габаритов не допускаются). Также допускается некоторое отклонение толщины стенки, в зависимости от диаметра трубы и категории качества.
Трубы стальные горячедеформированные бесшовные котельные
Изделия, предназначенные для работы со сверхкритическими параметрами температуры и давления, производятся в соответствии со специально разработанными техническими условиями ТУ 14-3-460-75. Основной сферой их использования на практике являются трубопроводные системы для паровых котлов (при этом заготовка может быть кованой, катаной, сверлёной или проточенной). Базовым материалом может служить легированная или углеродистая сталь.
Профильные горячедеформированные бесшовные трубы
Выпуск профильных бесшовных труб горячей деформации прямоугольного или квадратного сечения производится с использованием специальных станов, на которых происходит сдавливание и сжатие в валках трубы с круглым сечением. Большинство таких металлоконструкций используется для машиностроительной промышленности, а также в различных направлениях строительства.
Стоит заметить, что применение бесшовных стальных труб в профильном исполнении не допускается для транспортировки жидких сред (включая системы водоснабжения и водопроводы).
Цена на бесшовную горячедеформированную трубу из стали напрямую зависит от её внешних и внутренних параметров, категории качества и других технических характеристик. Подобные изделия в связи с особенностями технологического процесса относятся к дорогостоящим в сравнении с аналогичными сварными аналогами, поэтому используются в основном на наиболее ответственных участках: толстостенные для магистралей химической и нефтегазоперерабатывающей промышленности, а тонкостенные – для трасс сферы ЖКХ.
Выбор реечного домкрата
Реечные домкраты являются очень популярными ручными приспособлениями, которые нашли широкое применение в различных строительных, промышленных работах, а также в ремонтных работах с автомобилями, железнодорожным и морским транспортом. Они имеют механическую конструкцию, приводящуюся в действие ручным приводом. Несмотря на то, что для поднятия грузов с большим весом с помощью реечных домкратов требуется немало физических усилий, их надежность, долговечность и удобство в использовании поддерживают устойчивый спрос на них.
Такие домкраты имеют прочную реечную конструкцию со стопорным механизмом, удерживающим груз на высоте. Есть две разновидности по механизму привода: зубчатый и рычажный
Зубчатые и рычажные Зубчатые домкраты имеют шестеренчатый механизм, работающий вращением рукоятки. Груз удерживается на высоте с помощью храповика. Рычажные домкраты выдвигают рейку с помощью качания рукоятки. Среди обеих разновидностей есть модели, позволяющие поднимать грузы от 3-х до 20-ти тонн и более. Но стоит отметить, что работа с рычажными моделями требует чуть меньше физических усилий, так как длинный рычаг увеличивает прилагаемую силу.
Одно из важных достоинств реечных домкратов — это возможность передвижения груза как по вертикали, так и по горизонтали. К тому же, они имеют низкий подхват от 9 см, что позволяет использовать в работе с грузами, низко расположенными к земле.
На что нужно обращать внимание при выборе реечного домкрата?
1. Грузоподъемность
Первое, что важно учитывать при выборе реечного домкрата — это грузоподъемность. Реечные домкраты могут иметь грузоподъемность более 20-ти тонн. При выборе домкрата нужно определиться с вопросом, для каких работ он нужен. В строительстве и промышленности широко применяются домкраты с грузоподъемностью в 3-5 тонны. Реечные домкраты широко используются и автомобилистами для проведения различных ремонтных работ под автомобилем. В этом случае более популярны домкраты с грузоподъемностью в 3 тонны. Но при этом не стоит забывать, что такие домкраты не предназначены для долгого удержания груза на высоте, и рекомендуется использовать специальные опоры. Домкраты с грузоподъемностью в 20 тонн используются преимущественно в ремонтных работах на железнодорожном пути, привокзальной инфраструктуре и тяжеловесных транспортных средствах.
Для долгосрочного использования реечных домкратов рекомендуется избегать их постоянных максимальных нагрузок. Выбор домкратов с запасом грузоподъемности на 30% значительно продлит их срок службы и безопасность проводимых работ.
2. Опорная площадка
Второе — это опорная площадка. Выбирая домкрат, нужно обратить внимание на размер площади и материал опорной площадки. Она должна быть изготовлена из чугуна или из высококачественной стали. Размеры площадки должны обеспечивать ее устойчивость на грунте. При относительно маленьких размерах опорной площадки домкрат может углубиться в грунт, тем самым снижая уровень высоты подъема.
3. Подхват
Третье — это подхват, его расположение и особенности. Домкраты с низкой высотой подхвата могут использоваться для грузов, ближе расположенных к земле. Такие домкраты универсальны в поднятии грузов с разной высотой подхвата.
4. Наибольшая высота подъема
Четвертое, нужно выбирать домкрат, исходя из наибольшей высоты подъема. Реечные домкраты с большой высотой подъема очень удобны для поднятия автомобилей при проведении различных ремонтных работ или для вытаскивания из грунта.
5. Устойчивость
Пятое — это устойчивость, что зависит от качества материалов и сборки. Важно, чтобы опорная часть домкрата и контакты между его частями обеспечивали плавный ход и надежное удержание.
Какой домкрат выбрать?

На российском рынке пользуются большим интересом реечные домкраты американского, российского и китайского производства. Тут следует отметить, что американским реечным домкратам HI-Jack, как знают их многие, уже более 100 лет. Они популярны благодаря своей прочной реечной конструкции, поднимающей тяжелые грузы до 1 метра. Их длинная рычажная рукоятка увеличивает применяемую силу и обеспечивает плавное и относительно легкое поднятие. Несмотря на свою более высокую рыночную цену, они пользуются большим спросом благодаря долгому сроку службы в 15 лет. Эти модели очень популярны среди владельцев внедорожников, так как их можно использовать в самых разных условиях. Среди американских моделей можно выбрать домкраты из стали и более качественные модели из чугуна со стальными частями.
Домкраты российского производства никак не уступают своим качеством. Они имеют доступную цену и высокую надежность. Среди российских моделей есть большой ассортимент зубчатых и рычажных домкратов с разными грузоподъемностями, которые широко используются во многих строительных и производственных предприятиях. Их срок службы достигает 7-ми лет.
Китайские реечные домкраты являются аналогами российских моделей и имеют почти те же технические характеристики. Однако они не пригодны к интенсивной эксплуатации. Они имеют довольно доступную цену и могут применяться с определенным запасом грузоподъемности.
Мы предлагаем большой ассортимент реечных домкратов от американских, российских и китайских производителей. С техническими характеристиками и ценами можете познакомиться в нашем каталоге в категории «реечные домкраты».





