ГОСТ 8645-68
Трубы стальные прямоугольные

Содержание
- Трубы стальные прямоугольные ГОСТ 8645-68: сортамент и допустимые отклонения
- Нержавеющие прямоугольные трубы
- Виды стальных прямоугольных труб по ГОСТ 8645-68
- Горячедеформированные бесшовные прямоугольные трубы
- Холоднодеформированные бесшовные прямоугольные трубы по ГОСТ
- Электросварные прямоугольные трубы ГОСТ
- Трубы квадратного сечения
- Где применяются прямоугольные стальные трубы ГОСТ 8645-68
- Несущие металлоконструкции
- Перила
- Декоративные ограждения
- Изготовление мебели
- Сельское хозяйство
- Авто- и сельхозтехника
- Труба прямоугольная ГОСТ 8645-68: где купить
Вне зависимости от методов изготовления, производство прямоугольного трубопроката регламентировано универсальным стандартом: стальная труба прямоугольная ГОСТ 8645-68.

По нормативным требованиям размеры готовой продукции могут варьироваться в пределах 15х10 – 180х150 – 230х100 мм. Площадь сечения трубопроката находится в коридоре 0,44 (для изделий 15х10 мм) – 70,97 кв. см (для изделий 180х150 мм). Наибольшая площадь сечения изделий с размерами 196х170 мм составляет 113,24 кв. см.
Согласно госстандарту, прямоугольный прокат размерами 196х170 мм имеет толщину стенки 18 мм, а трубы 180х145 мм – 20 мм.
Еще одним важный показатель, который строго регламентирован ГОСТом, – это вес погонного метра трубопроката. Так, для изделий 15х10 мм этот показатель равен 0,348 кг (при толщине трубы 1 мм), а для проката 196х170 мм – 88,89 кг.
Трубы стальные прямоугольные ГОСТ 8645-68: сортамент и допустимые отклонения
Предельные величины погрешностей внешних размеров прямоугольных труб согласно госстандарту:
- для высокоточной продукции: ±1,25 % (горячедеформированные), ±0,25 мм (холоднодеформированные и электросварные до 30 мм), ±0,3 мм (холоднодеформированные и электросварные 30-50 мм), ±0,8 % (холоднодеформированные и электросварные более 50 мм);
- для продукции со стандартными показателями точности: соответственно, ±1,5 %, ±0,3 мм, ±0,4 мм, ±0,8 %.
Максимальные значения вогнутости/выпуклости сторон (мм):
- для бесшовных горячедеформируемых: 0,5 (норм. точность) и 0,75 (выс. точность) для прямоугольного проката со сторонами ≤ 50 мм; 0,8 и 1 (50-70); 1,2 и 1,5 (70-100); 1,5 и 2 (≥100);
- для электросварных и холоднодеформируемых: 0,5 (трубы ?50 мм; 0,5 и 0,75 (50-70 мм); 0,8 и 1 (?70).
Предельные погрешности толщины стенок:
- ±10 % – для сварных труб всех классов точности;
- ±12,5 % – для холодно- и горячекатаного трубопроката любой точности со стенками ?3,5 мм; 10 и 12,5 % для труб со стенками >3,5 мм.
Допустимый угол скручивания – не более 2°/1 м готового проката. Данный параметр может устанавливаться индивидуальным соглашением с потребителем.
Кроме того, ГОСТ 8645-68 исключает возможность отклонения любого угла прямоугольной трубы более чем на 1,5° от прямого, а также устанавливает предельный порог кривизны на 1 м проката на уровне не более 2 мм.
Нержавеющие прямоугольные трубы

Сортамент коррозионностойкого прямоугольного трубопроката совпадает с сортаментом обычного. Разница между двумя видами труб состоит в сферах их применения и исходном материале.
Очевидно, что нержавеющие трубы применяются в конструкциях, которые требуют высокой износостойкости, а также эстетичности.
Если для изготовления обычных прямоугольных труб по ГОСТ используется штрипс либо штанга, то для производства «нержавейки» применяются готовые электросварные трубы, изготовленные по индукционному методу (HF). Поверхность сваренной нержавеющей трубы подвергается также шлифованию или полировке.
Виды стальных прямоугольных труб по ГОСТ 8645-68
По способу производства стальные трубы прямоугольного сечения бывают бесшовными горяче- и холоднодеформированными, а также электросварными.
Горячедеформированные бесшовные прямоугольные трубы
В качестве сырья для любого бесшовного трубопроката выступает штанга, представляющая собой монолитный цилиндр из стали необходимой марки.
Процесс производства прямоугольной горячекатаной трубы выглядит следующим образом:
- Сталезаготовка раскаляется до температуры пластичности металла.
- Раскаленная заготовка вынимается из печи и передается на прошивной стан.
- На прошивном стане сталезаготовке с помощью пресса придается цилиндрическая форма. Полая внутри гильза существенно отличается от готовой трубы по габаритам.
- Горячая гильза передается на вальцы, где принимает заданные заказчиком и ГОСТом диаметр и толщину стенок.
- Круглый трубопрокат передается на калибровочные вальцы, которые придают ему форму прямоугольного профиля.
- Готовая труба поступает на охладительный стол, разрезается на отрезки нужной длины и отправляется на склад готовой продукции.
Основным преимуществом прямоугольных бесшовных труб является отсутствие слабых мест – швов-стыков, благодаря чему данный трубопрокат отличается большой механической прочностью.
Прямоугольный горячекатаный трубный прокат может производиться со сверхтолстыми (до 75 мм) стенками. Такие трубы характеризуются чрезвычайной прочностью, однако не входит в общий сортамент по ГОСТ.
Из-за значительной сложности технологического процесса изготовления все бесшовные трубы существенно дороже электросварных аналогов.
Холоднодеформированные бесшовные прямоугольные трубы по ГОСТ
Технологический процесс изготовления холоднокатаного прямоугольного трубопроката практически ничем не отличается от процесса производства труб горячим способом, описанным выше. Уникальных моментов здесь всего два:
- Холоднодеформированная труба непосредственно после прохождения прошивного стана передается в охладительную ванну с водой и проходит все последующие технологические операции в холодном виде. Отсюда и ее название.
- На завершающем этапе изготовления холоднокатаная прямоугольная труба по ГОСТ подвергается обязательной термообработке: изделие повторно нагревается до точки рекристаллизации стали, после чего отправляется на остывание. Это позволяет стали снять внутренние напряжения и придает ей большую вязкость и пластичность.
Бесшовный способ производства прямоугольного трубопроката характеризуется сравнительно высокой стоимостью, которая оправдывается возможностью выпуска особо толстостенной продукции. Кроме этого, горяче- и холоднодеформированные прямоугольные трубы значительно прочнее электросварных.
Электросварные прямоугольные трубы ГОСТ
Из всех прямоугольных труб наиболее дешевой в производстве является электросварная труба. Низкая себестоимость – это, в первую очередь, отличительная черта трубопроката, сваренного HF высокочастотными индукционными токами.
Практикуется два способа изготовления сварных труб: изделия изготавливаются с прямым и со спиральным швом. При этом профильные трубы выпускаются прямошовными. Спиральношовные изделия используются на магистральных трубопроводах.
В качестве сырья для изготовления сварных труб прямоугольного сечения выступает так называемый штрипс. Он представляет собой плоский лист стали, поставляемый в свернутом в рулоны виде.
- На первом этапе технологического процесса производства прямоугольных электросварных труб производится нарезка штрипса на узкие полосы. После нарезки готовые полосы одна за другой свариваются в длинную ленту. Такая лента позволяет обеспечить непрерывность производственного процесса. Лента подается на валки, которые придают ей форму трубы – формируют круглую сталезаготовку с открытым швом.
- На следующем технологическом этапе шов проваривается одним из способов: TIG (дуговой сваркой в инертном газе) либо HF (сваркой индукционными токами). Последний способ сварки до 20 раз производительнее первого, однако TIG позволяет получить высокую прочность шва.
- Далее заготовка задается на калибровочные валки, превращаясь из изделия круглого сечения в трубу прямоугольной формы.
- На завершающей стадии электросварной трубопрокат разрезается на отрезки нужной длины, подвергается обязательному визуальному контролю. После этого изделия подвергаются дефектоскопии: контролируется качество электросварных швов на предмет геометрических дефектов. Для этого используется оборудование, использующее вихревые токи, применяются также ультразвуковые приборы.
Прошедшая проверку труба нарезается на отрезки необходимой длины. Нарезанные трубы также подвергаются тщательному визуальному контролю. Помимо качества электросварного шва, проверяется и геометрия готового прямоугольного трубопроката, которая может нарушаться вследствие дефекта вальцов. По завершении итоговой проверки трубы пакуются и отправляются на хранение.
Описываемый стандарт содержит сортамент, однако производство прямоугольного трубопроката регламентируется также ГОСТ 8639-82, который формально регулирует производство квадратных стальных труб. В описываемом стандарте содержится ряд отсылок к нему: в тексте и таблицах прямоугольный трубопрокат упоминается неоднократно.
Трубы квадратного сечения

По электросварной технологии также изготавливаются квадратные трубы. Далее приведем общее описание технологического процесса их производства.
- для изготовления трубы квадратного сечения используется рулонный лист стали, который разрезается вдоль, и принимает форму непрерывной лентозаготовки;
- на вальцах лента изгибается, модифицируется в круглое изделие с открытым швом;
- шов проваривается быстрой индукционной сваркой HF либо электродной TIG.
- сваренная труба передается на валки для завершающей калибровки.
С охладительного стола выходят стальные квадратные электросварные трубы (регламентируются по ГОСТ 8639). Швы подвергаются финальной проверке вихревыми токами. Геометрия проверяется путем визуального осмотра.
Где применяются прямоугольные стальные трубы ГОСТ 8645-68
Прежде чем перейти к перечислению сфер применения прямоугольного стального трубопроката опишем его основные особенности, которые отличают его от круглых труб.
Во-первых, по сравнению с круглой, прямоугольная труба обладает значительно большей прочностью на изгиб. При этом степень данной прочности варьируется в зависимости от вектора нагрузки. Если вектор нагрузки параллелен широкой стороне изделия (расположен перпендикулярно ее оси), это обеспечивает максимальную степень прочности трубы.
Однако профильный трубный прокат уступает круглому по максимальному давлению, приводящему к деформации стенок. При равной толщине стенок и одинаковом удельном весе площадь сечения прямоугольной трубы значительно меньше по площади, у круглой трубы. Следовательно, пропускная способность первой весьма ограничена.
Таким образом, сфера применения прямоугольной трубы по ГОСТ определяется наличием больших поперечных нагрузок. При этом ее использование в водо-, нефте- и газопроводных системах категорически исключено.
Несущие металлоконструкции

Прямоугольные трубы находят широкое применение в качестве элементов основы металлокаркасов зданий общественного назначения: супермаркетов, выставочных павильонов, спортивных комплексов, офисных центров.
На сконструированный из прямоугольного трубопроката каркас навешиваются внешние и внутренние панели, в необходимых местах сооружаются оконные и дверные проемы, организуются принудительная вентиляция и кондиционирование. Быстрота возведения зданий из профильного металлического каркаса сочетается с удобством и надежностью строительства.
В данном случае значительная часть каркаса здания склада сконструирована из прямоугольной трубы. ВАЖНО: наибольшую прочность при заданном удельном весе обеспечивает не прямоугольная труба, а балка-двутавр и швеллер. Преимущество же самих прямоугольных труб заключается, прежде всего в том, что они сочетают в себе высокую устойчивость к изгибающим нагрузкам и эстетичный внешний вид.
Перила

Здесь также играют роль прочность прямоугольной трубы и ее эстетичный внешний вид. В качестве декоративных ограждений используют не только прямоугольные, но и другие профильные трубы – квадратные и даже в форме параллелепипеда.
Обычная черная сталь плохо подходит для изготовления перил, особенно неокрашиваемых, – она подвержена коррозии. Наилучший выбор для этих целей – хромированные трубы, а также трубопрокат, изготовленный из нержавеющей стали или биметалла.
Декоративные ограждения

В большинстве случаев для создания декоративных ограждений используются коррозионностойкие прямоугольные трубы небольших габаритов. Выбор в пользу нержавеющей стали в этом случае вполне разумен: прокат отличается привлекательностью и практически вечен.
Изготовление мебели

Главной сферой применения прямоугольного трубопроката в мебельной индустрии является изготовления надежной мебели для общественных учреждений, а также учебных заведений. Из прямоугольных труб изготавливают каркасы для парт и стульев, столов, лавок и других предметов мебели, подвергающейся интенсивной эксплуатации.
Сельское хозяйство

Прямоугольные трубы широко используются для создания каркасных сельхозукрытий: тепличных сооружений, оранжерей и зимних садов. Трубный прокат малых размеров служит надежной основой стекольных или пленочных панелей, предназначенных для защиты растений от неблагоприятных погодных воздействий.
Авто- и сельхозтехника

Трубы прямоугольного сечения используются для создания рам автотранспортных средств и сельскохозяйственной техники. Высокая прочность данного проката в сочетании с его сравнительно низким весом обеспечивает его широкую востребованность у производителей авто- и сельхозтехники.
Труба прямоугольная ГОСТ 8645-68: где купить
Вы можете заказать прямоугольный трубопрокат в каталоге Складского комплекса группы «ЧТПЗ» или по телефону . Как производитель, мы предлагаем лучшие цены на продукцию белой металлургии, гарантируя при этом ее абсолютное соответствие действующим ГОСТам, отсутствие дефектов и отличное качество.
ГОСТ 8645-68 Трубы стальные прямоугольные. Сортамент
Сортамент профильных труб квадратных и прямоугольных – таблицы. Особенности их применения. ГОСТы на трубы 13663 86, 8645 68, 8639 82, 30245 2003
Водостоки. Это надо знать!
Водосточная система это одна из наиболее важных систем наружной конструкции дома. Такая конструкция — это не просто украшение для дома, или дань моде. Водостоки предназначены для сбора и направления потока дождевой воды с кровли здания в специально отведенное место вдали от фундамента постройки.
Правильно работающая водосточная система защищает от преждевременного износа крышу, кровлю, стены дома, цоколь здания и фундамент. Не говоря уже об эстетической составляющей пользы водостоков.
Они избавляют вас от грязи у дома, луж у цоколя и случайных падений. Рассмотрим самые простые вопросы на то каким должна быть водосточная система жилого дома. Какой должен быть размер водосточных труб? Размер труб зависит от того, в какой части страны вы живете, от среднегодового количества осадков и от площади той части кровли на которую рассчитывается водосток.
При умеренном климате при расчете учитывается, что с 1,5 см² поперечного сечения водостока достаточно для слива воды с 1м² кровли. Исходя из этого, труба в диаметре 10 см. способна слить воду с участка крыши площадью около 53 метров.
Какой материал лучше всего использовать для изготовления желобов и водостоков?
Наиболее распространенные материалы — это алюминий и винил. Но можно применить стальные и медные водостоки. В этом случае определяющим фактором может оказаться цена изделия.
Установка медных водостоков обойдется дорого, но зато при должном обслуживании, эти водостоки будут служить десятки лет. Если вы живете в местности с небольшими температурными разбросами, то виниловые водостоки — это рациональный выбор.
Бесшовные водостоки или нет? Бесшовные водостоки и желоба, по мнению экспертов, это лучший вариант. Эти желоба изготавливаются под конкретные размеры. Такой вариант водостоков дороже обойдется хозяину дома. Сборные желоба со временем протекают и прогибаются. При любом выборе установку водостоков желательно, чтобы проводил специалист в этой области строительного дела.
Строительство любого объекта, будь то жилой многоквартирный дом или производственный цех, не обходится без обустройства коммуникаций, поставляющих в здание тепло, воду и газ.
Учитывая сложность и объем данного вида работ, целесообразным и выгодным будет являться обращение к специалистам, предлагающим услуги в области прокладки и подключения инженерных коммуникаций всех видов.
Применение тщательно подобранных материалов и современных образцов техники позволяет завершить работу в минимальные сроки, гарантировать ее качество и предложить заказчикам оптимальный уровень цен на предлагаемые услуги.
Траншейным или бестраншейным способ
В зависимости от назначения объекта и особенностей грунта, работы по обустройству коммуникаций могут осуществляться траншейным или бестраншейным способом.
Первый считается традиционным – он требует времени и использования экскаваторной техники, а также – необходимости подготовить место для временного размещения грунта, извлеченного из земли, место которого займут трубы и их отделка.
В свою очередь, бестраншейный метод – современный, разработанный, в связи с необходимостью обустройства коммуникаций в сложно проходимых местах под землей, когда стоит задача сохранить транспортные пути и здания на ее поверхности. Основные методы бестраншейного обустройства коммуникаций – это горизонтальное или наклонно бурение, продавливание грунта, прокол, осуществляемые, с применением специальной техники и оборудования, гарантирующего целостность слоя грунта и сохранность объектов.
Каждый из типов коммуникаций требует соблюдения особых мер, в процессе разработки котлованов и рытья траншей.
Так, водопроводные сети отличаются разветвленностью и необходимостью обустройства частых разводок к расположенным рядом объектам. Их обустройство требует, в первую очередь, соблюдения условий, для сохранности проводящих свойств и защиты от негативного внешнего воздействия, а также – экономичной эксплуатации и возможности осуществления ухода и периодического контроля.
Чтобы экономично и быстро выполнить все виды работ, строительные и ЖКХ-организации берут в аренду строительное оборудование и технику.
В свою очередь, тепловые сети отличаются значительным размером диаметра труб.
Их проектирование требует тщательности и внимания, а также – подбора материалов, с одной стороны, устойчивых к продолжительному тепловому воздействию, с другой, способных выдержать понижение температуры в грунте в зимний период, а с третьей, обеспечить сохранность температуры теплоносителя.
Поэтому проектирование работ по обустройству теплосетей доверяют опытным специалистам, гарантирующим соблюдение всех необходимых условий.
Трубы стальные прямоугольные. Сортамент
Приложения к ГОСТу
Изменение №1 к ГОСТ 8645-68
| Обозначение: | Изменение №1 к ГОСТ 8645-68 |
|---|---|
| Дата введения в действие: | 01.10.1984 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №2 к ГОСТ 8645-68
| Обозначение: | Изменение №2 к ГОСТ 8645-68 |
|---|---|
| Дата введения в действие: | 01.02.1987 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №3 к ГОСТ 8645-68
| Обозначение: | Изменение №3 к ГОСТ 8645-68 |
|---|---|
| Дата введения в действие: | 01.01.1992 |
Текст поправки интегрирован в текст или описание стандарта.
Изменение №4 к ГОСТ 8645-68
| Обозначение: | Изменение №4 к ГОСТ 8645-68 |
|---|---|
| Дата введения в действие: | 01.07.2010 |
Сортамент профильных труб прямоугольного сечения: ГОСТ 8645-68
Нагляднее всего информация о сортаменте стальных прямоугольных труб представлена в соответствующем ГОСТ, который и представлен ниже.
Трубы стальные прямоугольные ГОСТ 8645-68: сортамент и допустимые отклонения
Предельные величины погрешностей внешних размеров прямоугольных труб согласно госстандарту:
- для высокоточной продукции: ±1,25 % (горячедеформированные), ±0,25 мм (холоднодеформированные и электросварные до 30 мм), ±0,3 мм (холоднодеформированные и электросварные 30-50 мм), ±0,8 % (холоднодеформированные и электросварные более 50 мм);
- для продукции со стандартными показателями точности: соответственно, ±1,5 %, ±0,3 мм, ±0,4 мм, ±0,8 %.
Максимальные значения вогнутости/выпуклости сторон (мм):
- для бесшовных горячедеформируемых: 0,5 (норм. точность) и 0,75 (выс. точность) для прямоугольного проката со сторонами ≤ 50 мм; 0,8 и 1 (50-70); 1,2 и 1,5 (70-100); 1,5 и 2 (≥100);
- для электросварных и холоднодеформируемых: 0,5 (трубы ?50 мм; 0,5 и 0,75 (50-70 мм); 0,8 и 1 (?70).
Предельные погрешности толщины стенок:
- ±10 % – для сварных труб всех классов точности;
- ±12,5 % – для холодно- и горячекатаного трубопроката любой точности со стенками ?3,5 мм; 10 и 12,5 % для труб со стенками >3,5 мм.
Допустимый угол скручивания – не более 2°/1 м готового проката. Данный параметр может устанавливаться индивидуальным соглашением с потребителем.
Кроме того, ГОСТ 8645-68 исключает возможность отклонения любого угла прямоугольной трубы более чем на 1,5° от прямого, а также устанавливает предельный порог кривизны на 1 м проката на уровне не более 2 мм.
ГОСТ 8645-68
Нержавеющие прямоугольные трубы
Сортамент коррозионностойкого прямоугольного трубопроката совпадает с сортаментом обычного. Разница между двумя видами труб состоит в сферах их применения и исходном материале.
Очевидно, что нержавеющие трубы применяются в конструкциях, которые требуют высокой износостойкости, а также эстетичности.
Если для изготовления обычных прямоугольных труб по ГОСТ используется штрипс либо штанга, то для производства «нержавейки» применяются готовые электросварные трубы, изготовленные по индукционному методу (HF). Поверхность сваренной нержавеющей трубы подвергается также шлифованию или полировке.
Сортамент прямоугольной профильной трубы
Популярные сплавы, которые используются при выпуске металлопродукции:
Углеродистые марки: 10, 20, 1ПС, 2ПС, 3СП/ПС, 08ПС.
Низколегированный сплав: 09Г2.
Допустимое качество, размеры, массу изделий, площадь сечения, сопротивление регулируют государственные стандарты.
Ширина стенки (мм)
Масса (кг на 1 м)
Труба бесшовная (холодная или горячая деформация), электросварная (печная сварка, горячая калибровка, холод. деформ.)
от 15х10 до 180х150
от 50х25 до 400х200
от 97х80 до 230х80
Купить профильную прямоугольную трубу, выбрав лучший вариант из представленного на сайте сортамента, помогут наши эксперты. Вы можете обратиться к ним за консультацией по телефону или через чат.
Критерии выбора
Из всего сортамента современного профильного трубопроката наиболее распространены изделия с квадратным и прямоугольным сечением. Традиционно они производятся из металла, но сейчас этот материал все активнее вытесняется пластиком.
Основная область применения профильного трубопроката – производство металлоконструкций различного назначения, где этими изделиями с успехом заменяют стальные бруски сплошного сечения. Большими преимуществами труб по сравнению с такими брусками являются доступная стоимость и небольшой вес.
Выбирая из сортамента профильные трубы для изготовления металлической конструкции, очень важно правильно подбирать их профиль и размеры сечения. Основным критерием, которым руководствуются при таком выборе, является несущая способность труб как квадратного, так и прямоугольного сечения. Следует также учитывать и то, что изделия с разными размерами поперечного сечения могут значительно отличаться по весу.
Профильные трубы квадратного сечения
По способу производства, как уже отмечалось выше, в сортаменте выделяют холодно- и горячедеформированные стальные профильные трубы. В соответствии с требованиями ГОСТ 13663 86 сюда относят также продукцию, изготовленную с использованием электросварки. Эти трубы, как и холоднодеформированные, могут покрываться слоем цинка, который предотвращает коррозию.
Размерами сечения профильного трубопроката, наиболее востребованными на строительном рынке, являются:
- 15х15;
- 20х20;
- 25х25;
- 30х30;
- 40х40;
- 60х60;
- 80х80;
- 100х60;
- 100х100.
Виды стальных прямоугольных труб по ГОСТ 8645-68
По способу производства стальные трубы прямоугольного сечения бывают бесшовными горяче- и холоднодеформированными, а также электросварными.
Горячедеформированные бесшовные прямоугольные трубы
В качестве сырья для любого бесшовного трубопроката выступает штанга, представляющая собой монолитный цилиндр из стали необходимой марки.
Процесс производства прямоугольной горячекатаной трубы выглядит следующим образом:
- Сталезаготовка раскаляется до температуры пластичности металла.
- Раскаленная заготовка вынимается из печи и передается на прошивной стан.
- На прошивном стане сталезаготовке с помощью пресса придается цилиндрическая форма. Полая внутри гильза существенно отличается от готовой трубы по габаритам.
- Горячая гильза передается на вальцы, где принимает заданные заказчиком и ГОСТом диаметр и толщину стенок.
- Круглый трубопрокат передается на калибровочные вальцы, которые придают ему форму прямоугольного профиля.
- Готовая труба поступает на охладительный стол, разрезается на отрезки нужной длины и отправляется на склад готовой продукции.
Основным преимуществом прямоугольных бесшовных труб является отсутствие слабых мест – швов-стыков, благодаря чему данный трубопрокат отличается большой механической прочностью.
Прямоугольный горячекатаный трубный прокат может производиться со сверхтолстыми (до 75 мм) стенками. Такие трубы характеризуются чрезвычайной прочностью, однако не входит в общий сортамент по ГОСТ.
Из-за значительной сложности технологического процесса изготовления все бесшовные трубы существенно дороже электросварных аналогов.
Холоднодеформированные бесшовные прямоугольные трубы по ГОСТ
Технологический процесс изготовления холоднокатаного прямоугольного трубопроката практически ничем не отличается от процесса производства труб горячим способом, описанным выше. Уникальных моментов здесь всего два:
- Холоднодеформированная труба непосредственно после прохождения прошивного стана передается в охладительную ванну с водой и проходит все последующие технологические операции в холодном виде. Отсюда и ее название.
- На завершающем этапе изготовления холоднокатаная прямоугольная труба по ГОСТ подвергается обязательной термообработке: изделие повторно нагревается до точки рекристаллизации стали, после чего отправляется на остывание. Это позволяет стали снять внутренние напряжения и придает ей большую вязкость и пластичность.
Бесшовный способ производства прямоугольного трубопроката характеризуется сравнительно высокой стоимостью, которая оправдывается возможностью выпуска особо толстостенной продукции. Кроме этого, горяче- и холоднодеформированные прямоугольные трубы значительно прочнее электросварных.
Электросварные прямоугольные трубы ГОСТ
Из всех прямоугольных труб наиболее дешевой в производстве является электросварная труба. Низкая себестоимость – это, в первую очередь, отличительная черта трубопроката, сваренного HF высокочастотными индукционными токами.
Практикуется два способа изготовления сварных труб: изделия изготавливаются с прямым и со спиральным швом. При этом профильные трубы выпускаются прямошовными. Спиральношовные изделия используются на магистральных трубопроводах.
В качестве сырья для изготовления сварных труб прямоугольного сечения выступает так называемый штрипс. Он представляет собой плоский лист стали, поставляемый в свернутом в рулоны виде.
- На первом этапе технологического процесса производства прямоугольных электросварных труб производится нарезка штрипса на узкие полосы. После нарезки готовые полосы одна за другой свариваются в длинную ленту. Такая лента позволяет обеспечить непрерывность производственного процесса. Лента подается на валки, которые придают ей форму трубы – формируют круглую сталезаготовку с открытым швом.
- На следующем технологическом этапе шов проваривается одним из способов: TIG (дуговой сваркой в инертном газе) либо HF (сваркой индукционными токами). Последний способ сварки до 20 раз производительнее первого, однако TIG позволяет получить высокую прочность шва.
- Далее заготовка задается на калибровочные валки, превращаясь из изделия круглого сечения в трубу прямоугольной формы.
- На завершающей стадии электросварной трубопрокат разрезается на отрезки нужной длины, подвергается обязательному визуальному контролю. После этого изделия подвергаются дефектоскопии: контролируется качество электросварных швов на предмет геометрических дефектов. Для этого используется оборудование, использующее вихревые токи, применяются также ультразвуковые приборы.
Прошедшая проверку труба нарезается на отрезки необходимой длины. Нарезанные трубы также подвергаются тщательному визуальному контролю. Помимо качества электросварного шва, проверяется и геометрия готового прямоугольного трубопроката, которая может нарушаться вследствие дефекта вальцов. По завершении итоговой проверки трубы пакуются и отправляются на хранение.
Описываемый стандарт содержит сортамент, однако производство прямоугольного трубопроката регламентируется также ГОСТ 8639-82, который формально регулирует производство квадратных стальных труб. В описываемом стандарте содержится ряд отсылок к нему: в тексте и таблицах прямоугольный трубопрокат упоминается неоднократно.
Трубы квадратного сечения
По электросварной технологии также изготавливаются квадратные трубы. Далее приведем общее описание технологического процесса их производства.
- для изготовления трубы квадратного сечения используется рулонный лист стали, который разрезается вдоль, и принимает форму непрерывной лентозаготовки;
- на вальцах лента изгибается, модифицируется в круглое изделие с открытым швом;
- шов проваривается быстрой индукционной сваркой HF либо электродной TIG.
- сваренная труба передается на валки для завершающей калибровки.
С охладительного стола выходят стальные квадратные электросварные трубы (регламентируются по ГОСТ 8639). Швы подвергаются финальной проверке вихревыми токами. Геометрия проверяется путем визуального осмотра.
Прямоугольные профильные трубы: размеры и вес
В таблице ниже представлены размеры и вес наиболее распространенный типов профильных прямоугольных труб.
ГОСТ 8645-68Трубы стальные прямоугольные. Сортамент
8 800 200-56-17
Официальный дилер, скидки на объём,
Большой ассортимент, гарантия доставки в срок,
Свои склады в России, энергичный коллектив,
Сплочённая команда “ТеплоСити”, – Ваш успех!
- О компании
- Монтажнику
- Услуги
- Сертификаты
- Прайс-лист
- Контакты
- Вакансии
- Спец. предложения
- Новинки
- Распродажа
- Норм. документы
- Клиенты
- Объекты
- Подбор
- Перевод Ду в дюймы
- Калькулятор стандарт
- Перевод единиц давления
- Перевод мощности
- Перевод температуры
Конвертер единиц давления
Конвертер единиц мощности
Перевод Ду в дюймы
| DN (Ду), мм. | Дюймы |
|---|
| Ду (Dn) = 10 | 3/8″ |
| Ду (Dn) = 15 | 0,5″ |
| Ду (Dn) = 20 | 3/4″ |
| Ду (Dn) = 25 | 1″ |
| Ду (Dn) = 32 | 1,25″ |
| Ду (Dn) = 40 | 1,5» |
| Ду (Dn) = 50 | 2″ |
| Ду (Dn) = 65 | 2,5″ |
| Ду (Dn) = 80 | 3″ |
| Ду (Dn) = 90 | 3,5″ |
| Ду (Dn) = 100 | 4″ |
| Ду (Dn) = 125 | 5″ |
| Ду (Dn) = 150 | 6″ |
| Ду (Dn) = 175 | 7″ |
| Ду (Dn) = 200 | 8″ |
| Ду (Dn) = 225 | 9″ |
| Ду (Dn) = 250 | 10″ |
| Ду (Dn) = 275 | 11″ |
| Ду (Dn) = 300 | 12″ |
| Ду (Dn) = 350 | 14″ |
| Ду (Dn) = 400 | 16″ |
| Ду (Dn) = 450 | 18″ |
| Ду (Dn) = 500 | 20″ |
| Ду (Dn) = 550 | 22″ |
| Ду (Dn) = 600 | 24″ |
| Ду (Dn) = 700 | 28″ |
| Ду (Dn) = 800 | 32″ |
| Ду (Dn) = 900 | 36″ |
| Ду (Dn) = 1000 | 40″ |
| Ду (Dn) = 1050 | 42″ |
| Ду (Dn) = 1100 | 44″ |
| Ду (Dn) = 1200 | 48″ |
| Ду (Dn) = 1300 | 52″ |
| Ду (Dn) = 1400 | 56″ |
| Ду (Dn) = 1500 | 60″ |
| Ду (Dn) = 1600 | 64″ |
| Ду (Dn) = 1700 | 68″ |
| Ду (Dn) = 1800 | 72″ |
| Ду (Dn) = 1900 | 76″ |
| Ду (Dn) = 2000 | 80″ |
| Ду (Dn) = 2200 | 88″ |
- Водоснабжения
- Пароснабжения
- Пищевой промышленности
- Теплоснабжения
- Газоснабжения и Нефтехимии
Производители оборудования








































 |
Шаровые краны, задвижки и поворотные затворы: Naval, Genebre, KMC от компании “ТеплоСити” » Библиотека » ГОСТы по трубам » Гост 8645-68 – Трубы стальные прямоугольные. Сортамент. |  |
Государственный стандарт союза сср
Трубы стальные прямоугольные
Сортамент
Rectangular steel tubes. Range
Скачать полный текст ГОСТа: gost-8645-68.pdf
Гост
8645-68
Дата введения 01.01.69
1. Настоящий стандарт распространяется на трубы стальные бесшовные горячедеформированные и холоднодеформированныс, трубы электросварные, электросварные холоднодеформированныс электросварные горячекалиброванные, а также трубы, изготовленные методом печной сварки.
(Измененная редакция. Изм. № 4)
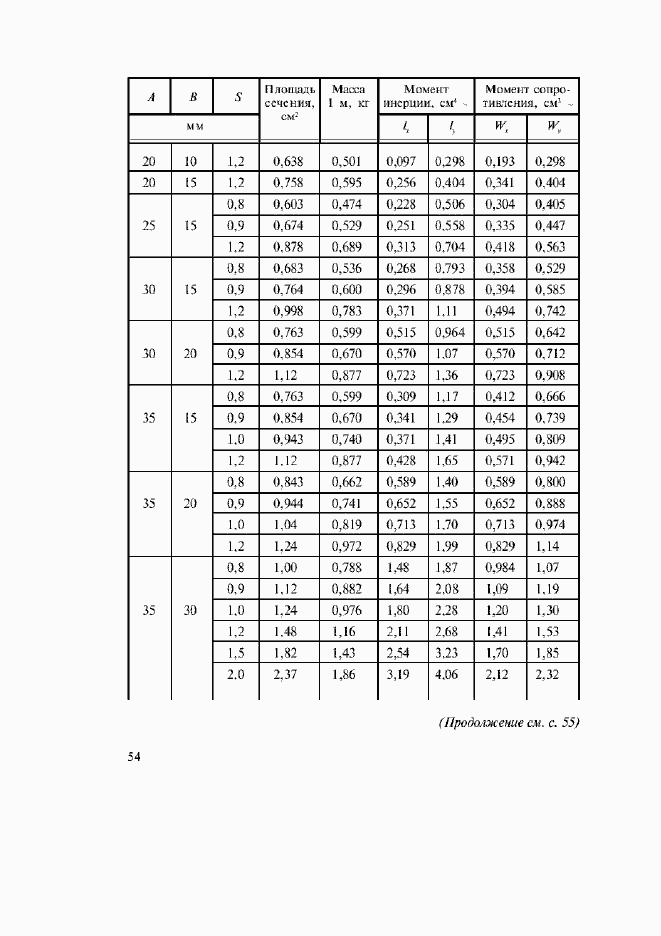
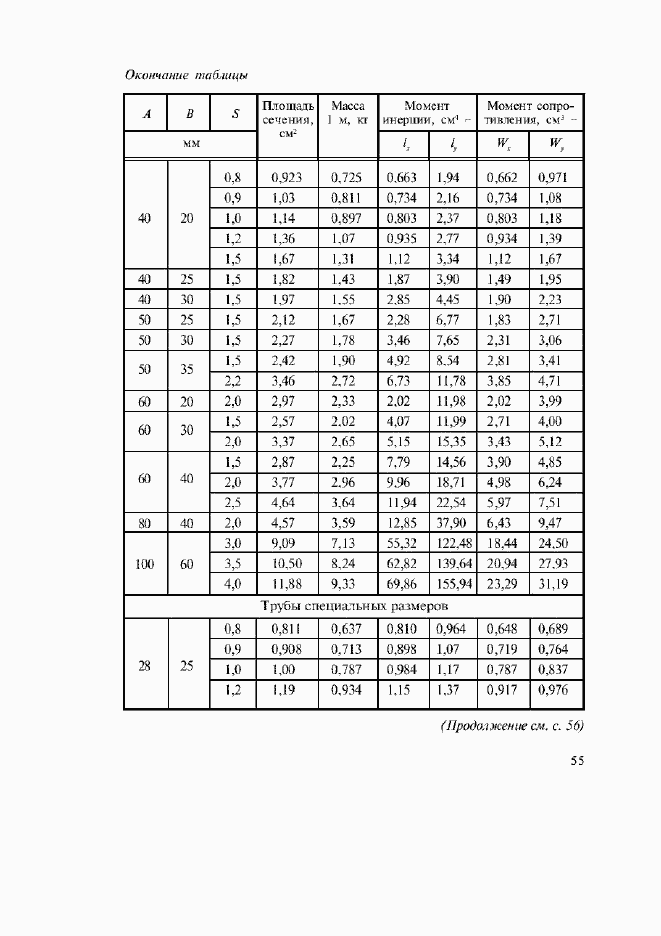
2. Форма и размеры труб должны соответствовать указанным на чертеже и в таблице.

Площадь сечения, см 2
Момент инерции, см 4 =
Момент сопротивления, см 3 =
Трубы специальных размеров
(Измененная редакция. Изм. № 4)
1. Масса труб вычислена при плотности стали 7,85 т/см 3 .
2. Статические характеристики труб рассчитаны для R = 1,5.
3. Размеры труб, взятые в скобки, нерекомендуемые.
4. По согласованию изготовителя с потребителем допускается изготовление труб других размеров.
Примеры условных обозначений
Трубы наружными размерами А = 40 мм, В = 25 мм с толщиной стенки 3 мм, длиной кратной 1250 мм, из стали марки 10, группы В ГОСТ 13663-86:
Труба То же, мерной длиной 6000 мм: Труба То же, немерной длины: Труба (Измененная редакция, Изм. № 1, 2, 3). 3. Длина труб и предельные отклонения по размерам должны соответствовать ГОСТ 8639. 4 Радиус закругления должен быть не более 2 S. По согласованию изготовителя с потребителем радиус закругления должен быть не более 1,5 S; для труб, изготовленных методом печной сварки, – не более 2,5 S. (Измененная редакция, Изм. № 2, Изм. № 4). 5. Технические требования должны соответствовать ГОСТ 13663. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР РАЗРАБОТЧИКИ Г. И. Гуляев, канд. техн. наук, М. М. Бернштейн, канд. техн. наук, Н. Ф. Кузенко 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 25.04.68 3. ВЗАМЕН ГОСТ 8645-57 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ Обозначение НТД, на который дана ссылка 5. Ограничение срока действия снято Постановлением Госстандарта от 17.06.91 № 878 6. ПЕРЕИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в апреле 1984 г., феврале 1987 г., июне 1991 г. (ИУС 8-84, 11-86, 9-91) ВНИМАНИЕ. Вы находитесь в Разделе Справочной информации! Здесь Вы можете: скачать ГОСТ и узнать основные характеристики интересующего Вас вида металлического проката. Если вы хотите узнать цены основных Поставщиков Балки стальной в Вашем Регионе или друго вида металлопроката, выбрать Поставщика с минимальной ценой, сравнить прайсы метало-торгующих организаций, Пожалуйста, пройдите по ссылке “Балка стальная Двутавровая“ Производство данного проката регламентируется положениями: ГОСТ 19425-74 «Балки двутавровые и швеллеры стальные специальные» ГОСТ 26020-83 «Двутавры стальные горячекатанные с параллельными гранями полок» ГОСТ 8239-89 «Двутавры стальные горячекатанные» СТО АСЧМ 20-93 «Прокат стальной сортовой фасонного профиля. Двутавры горячекатанные с параллельными гранями полок» Стальная двутавровая балка – важная часть несущей конструкции. Основная сфера применения – строительство. Балка давно используется в работе строителей. До Октябрьской революции ее широко применяли для постройки домов. Внешне этот строительный элемент представляет собой определенный профиль из металла. Форма напоминает букву Н. Простота конструкции, ее устойчивость к большим нагрузкам и прочность в эксплуатации стали основными причинами того, что эта разновидность проката стала необыкновенно распространенной в строительной сфере. Основное направление работы балки – изгиб в несущей конструкции. Этот металлопрокат имеет специфическое симметричное сечение. Оно максимально выгодно для работы, т.к. изгиб позволяет достигнуть необходимого для соответствия материала распределения нагрузки. Опытные специалисты советуют использовать сплошные балки для таких типов конструкций. Их длина достигает 15-20 м. Значения зависимости степени нагрузки и показателя длины пролета прямо пропорциональны. Чем больше значение одного показателя, тем больше величина и другого. Балки являются частью перекрытий, расположенными между этажами, колонн, материалом для постройки мостов и эстакад. Варианты классификаций балок подразумевают их деление по нескольким признакам: предлагаемая внешняя форма, полученные грани полок изделий и их расположение, характерные особенности производственного процесса и способы реализации функций металлопроката в работе. Различные типы балок отвечают определенным стандартам и общепринятым требованиям. Нормы, применяемые к горячекатаной балке, регламентированы ГОСТ 8239-89, другой вид, стальная специальная, – ГОСТ 19425-74, тип балки, имеющий параллельные грани полок, отвечает требованиям ГОСТ 26020-83. 1. Двутавровая горячекатаная. Процесс изготовления не такой трудоемкий, по сравнению с другими видами балки. Формирование такой балки предусматривает реализацию двух типов проката: изделие, внутренние полочные грани которого находятся под уклоном, и изделие с параллельными гранями. Именно для первого вида прокатных балок и разработан ГОСТ 8239-89. Степень уклона равна 6-12%. В качестве материала используют определенные сорта стали, углеродистые виды и низколегированные. Наиболее подходящий вариант для работы с поперечным изгибом. Точность прокатки определяет балки повышенной точности (Б) и стандартной (В). Раскрой двутавров тоже имеет свои особенности. Используются профили 4-12м. Бывают мерной, кратной мерной и, конечно же, немерного типа длины. 2. Двутавровая специальная. Предлагаемый сортамент определен нормативной документацией, такой, как ГОСТ 19425-74. Процесс строительства подвесных путей (определен маркировкой М), упрочнение шахтных стволов методом армирования (С), автомобильная промышленность (роль швеллера) – наиболее распространенные способы применения. Важная особенность этого металлопроката заключается в специфических характеристиках каждой категории. Для работы подвесных путей отлично подходят двутавры с степенью уклона до 12%, для категории С – не более 16%. Уровень точности металлического профиля делит двутавры на изделия высокой точности, маркировка А, и обычной – обозначение В. Реализуются балки 4-13м. Показатель длины подразделяет специальные двутавры на несколько категорий: мерной, кратной мерной, а также мерной с остатком не больше 5% массы партии и двутавры немерной длины. 3. Двутавр с параллельно расположенными гранями полок. Распространенный элемент строительной работы. Демонстрирует отличные свойства и характеристики в сочетании с другими элементами и силовых нагрузках. Предлагаемый сортамент определяется соответствующим государственным органом в ГОСТ 26020-83, который подходит для горячекатаных двутавров, отличающихся параллельными полочными гранями с параметрами: высота 100-1000 мм, соответственно ширина полок 55-400 мм. Размеры, принципы применения – факторы, влияющие на тип изделия. Используют нормальные (Б), балки широкополочные (Ш), а также колонные (К) изделия. В широкополочных поперечный размер полки соответствует высоте используемого профиля. Каждый из представленных видов имеет свою техническую специфику. Первый тип двутавров применяется для конструкций с решетчатым типом колонн. Их функция – работать на изгиб. Такая деталь, как широкие полки позволяет реализовывать функции проката на сжатие в различных конструкциях с небольшими колоннами. Предусмотрена длина изделий 6-24 м. Различают длину мерную, с отрезком и кратную мерной. Также выделяют кратную мерной с отрезком и немерную длину. Общепринятым стандартом допущено изготовление балок определенной длины, соблюдая пределы. Для определения уровня качества необходимо учитывать большое количество особенностей данного вида проката: максимально правильное распределение используемого материала в профильном сечении, нормативные документы и ограничения, применяемые технологические требования, а также особенности конструкций. 4. Еще один вид балок – горячекатаная с полочными гранями, расположенными параллельно, ее особенности процесса производства отвечают собственному стандарту, техническому условию (СТО АСЧМ 20-93). Примечание. Уклон внутренних граней полок должен быть 6—12 %. В таблице указанны все размеры по ГОСТ (высота, ширина, толщина стенки, толщина полки) всех видов двутавровых балок стальных и металлических, в порядке возрастания, а так же вес погонного метра. Таблица размеров балки: с уклоном вг, нормальных, широкополочных, колонных, мостовых, специальных Размеры балок делятся по виду на: Размер двутавровой балки характеризуется четырьмя измерениями — это её высота h, ширина b полки, толщина стенки и толщина полки t. Для некоторых видов балок применяется измерение уклона внутренних граней. Все эти размеры необходимо знать для того что бы правильно подготовить проект для строительства. Размеры балки используются для расчетов нагрузки на конструкцию и подготовки проектной документации. ГОСТ Р 57837-2017 НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ С ПАРАЛЛЕЛЬНЫМИ ГРАНЯМИ ПОЛОК Hot-rolled steel I-beams with parallel edges of flanges. Specifications Дата введения 2018-05-01 1 РАЗРАБОТАН Центральным научно-исследовательским институтом строительных конструкций им.В.А.Кучеренко (институтом АО “Научно-исследовательский центр “Строительство”), ФГУП “ЦНИИчермет им.И.П.Бардина” при участии АО “ЕВРАЗ Нижнетагильский металлургический комбинат”, Ассоциации “Объединение участников бизнеса по развитию стального строительства”, ОАО “Мечел” 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 367 “Чугун, прокат и металлоизделия” 4 Настоящий стандарт разработан с учетом основных нормативных положений стандарта ASTM A6/A6M* “Стандартная спецификация на общие требования для проката из конструкционной стали прутков, пластин, фасонных профилей и шпунтовых свай” (ASTM A6/A6M “Standard Specification for General Requirements for Rolled Structural Steel Bars, Plates, Shapes, and Sheet Piling”, NEQ) ________________ 5 ВВЕДЕН ВПЕРВЫЕ 6 ИЗДАНИЕ (апрель 2019 г.) с Поправкой (ИУС 7-2018) Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ “О стандартизации в Российской Федерации”. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе “Национальные стандарты”, а официальный текст изменений и поправок – в ежемесячном информационном указателе “Национальные стандарты”. В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного указателя “Национальные стандарты”. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru) Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 6-7, 2020, с поправкой, опубликованной в ИУС N 4, 2021 год Настоящий стандарт распространяется на стальные горячекатаные двутавровые профили с параллельными гранями полок (далее – двутавры) из нелегированной и легированной стали, предназначенные для стальных строительных конструкций со сварными и болтовыми соединениями. Двутавровые профили могут быть использованы для любых видов строительных конструкций (балок, колонн, элементов ферм, элементов вертикальных и горизонтальных связей), а также для зданий и сооружений любого уровня ответственности (в соответствии с терминологией и при условии соблюдения положений [1]) и любого назначения. Примеры способов стыковки двутавров приведены в приложении А. Двутавровые профили, изготовляемые по настоящему стандарту, допускается использовать по другому назначению. В настоящем стандарте использованы нормативные ссылки на следующие стандарты: ГОСТ 535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение ГОСТ 7502 Рулетки измерительные металлические. Технические условия ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава ГОСТ 7566 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах ГОСТ 12344 Стали легированные и высоколегированные. Методы определения углерода ГОСТ 12345 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы ГОСТ 12346 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния ГОСТ 12347 Стали легированные и высоколегированные. Методы определения фосфора ГОСТ 12348 (ИСО 629-82) Стали легированные и высоколегированные. Методы определения марганца ГОСТ 12350 Стали легированные и высоколегированные. Методы определения хрома ГОСТ 12351 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия ГОСТ 12352 Стали легированные и высоколегированные. Методы определения никеля ГОСТ 12355 Стали легированные и высоколегированные. Методы определения меди ГОСТ 12356 Стали легированные и высоколегированные. Методы определения титана ГОСТ 12357 Стали легированные и высоколегированные. Методы определения алюминия ГОСТ 12359 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота ГОСТ 12361 Стали легированные и высоколегированные. Методы определения ниобия ГОСТ 14019 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб ГОСТ 17745 Стали и сплавы. Методы определения газов ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита ГОСТ 22536.2 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3 Сталь углеродистая и чугун нелегированный. Методы определения фосфора ГОСТ 22536.4 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца ГОСТ 22536.7 Сталь углеродистая и чугун нелегированный. Методы определения хрома ГОСТ 22536.8 Сталь углеродистая и чугун нелегированный. Методы определения меди ГОСТ 22536.9 Сталь углеродистая и чугун нелегированный. Методы определения никеля ГОСТ 22536.10 Сталь углеродистая и чугун нелегированный. Методы определения алюминия ГОСТ 22536.11 Сталь углеродистая и чугун нелегированный. Методы определения титана ГОСТ 22536.12 Сталь углеродистая и чугун нелегированный. Методы определения ванадия ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы ГОСТ 27772-2015 Прокат для строительных стальных конструкций. Общие технические условия ГОСТ 27809 Чугун и сталь. Методы спектрографического анализа ГОСТ 28033 Сталь. Метод рентгенофлюоресцентного анализа ГОСТ 28473 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам анализа ГОСТ 28870 Сталь. Методы испытания на растяжение толстолистового проката в направлении толщины ГОСТ 30415 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом ГОСТ Р ИСО 4943 Сталь и чугун. Определение содержания меди. Спектрометрический метод атомной абсорбции в пламени ГОСТ Р ИСО 14284 Сталь и чугун. Отбор и подготовка образцов для определения химического состава ГОСТ Р 50424 Сталь и чугун. Метод определения кальция ГОСТ Р 50779.10 (ИСО 3534-1-93) Статистические методы. Вероятность и основы статистики. Термины и определения ГОСТ Р 50779.11 (ИСО 3534-2-93) Статистические методы. Статистическое управление качеством. Термины и определения ГОСТ Р 51927 Сталь и чугун. Атомно-эмиссионный с индуктивно связанной плазмой спектральный метод определения кальция ГОСТ Р 54153 Сталь. Метод атомно-эмиссионного спектрального анализа Примечание – При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования – на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю “Национальные стандарты”, который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя “Национальные стандарты” за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. В настоящем стандарте применены термины по ГОСТ 21014, а также следующие термины с соответствующими определениями: 3.1 балочные нормальные двутавры: Двутавровые профили для элементов строительных конструкций, которые работают преимущественно на изгиб; высота профиля нормального двутавра по значению больше, чем ширина полок. 3.2 балочные широкополочные двутавры: Двутавровые профили для элементов строительных конструкций, которые работают преимущественно на изгиб; высота профиля широкополочного двутавра равна или близка по значению ширине полок. 3.3 колонные двутавры: Двутавровые профили для элементов строительных конструкций, которые работают на растяжение, сжатие и сжатие с изгибом; как правило, высота профиля колонного двутавра равна или близка по значению ширине полок. Дата введения 1986-01-01 Постановлением Государственного комитета СССР по стандартам от 17 декабря 1983 г. № 6095 дата введения установлена 01.01.86 Ограничение срока действия снято по протоколу № 2-92 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93) 1. Настоящий стандарт распространяется на стальные горячекатаные двутавры с параллельными гранями полок высотой от 100 до 1000 мм и шириной полок от 55 до 400 мм. 2. По соотношению размеров и условиям применения двутавры подразделяются на типы: 3. Поперечное сечение двутавров должно соответствовать указанному на черт. 1. Обозначение к чертежу и табл. 1: 4. Размеры двутавров, площадь поперечного сечения, линейная плотность и справочные величины приведены в табл. 1. 5. Предельные отклонения по размерам и геометрической форме двутавров (черт. 1 и 2) не должны превышать величин, приведенных в табл. 2. 6. Двутавры в соответствии с заказом изготовляют длиной от 6 до 24 м: 6.1. Отрезком считаются двутавры длиной не менее: 6.2. Для двутавров мерной длины с отрезком и кратной мерной длины с отрезком допускаются отрезки в объеме: 6.3. Допускается изготовление двутавров ограниченной длины в пределах немерной. 7. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать значений, приведенных в табл. 3. 8. Косина реза не должна выводить длину двутавров за предельные отклонения по длине. В качестве длины двутавра принимается максимальная длина условно вырезанного двутавра с торцами, перпендикулярными продольной оси. 9. Поверхность притупления углов полки должна быть выпуклой без уступов. Радиус притупления не должен превышать 0,2 t , но не более 3 мм. 10. Проверка размеров проводится на расстоянии не менее 500 мм от торца профиля. Высота профиля измеряется по оси Y – Y.
Справочник металлопроката
Балка Двутавровая стальная



Балка размеры

Номер двутавра
h — высота, мм
b — ширина полки, мм
s — толщина стенки, мм
t — толщина полки, мм
Масса 1 м, кг
Балка размер 10
h=100
b=55
s=4,5 мм
7,2 мм
9.46 кг
Балка размер 10 Б1
h=100
b=55
s=4,1 мм
5,7 мм
8.1 кг
Балка размер 12
h=120
b=64
s=4,8 мм
7,3 мм
11.5 кг
Балка размер 12 Б1
h=117,6
b=64
s=3,8 мм
5,1 мм
8.7 кг
Балка размер 12 Б2
h=120
b=64
s=4,4 мм
6,3 мм
10.4 кг
Балка размер 14
h=140
b=73
s=4,9 мм
7,5 мм
13.7 кг
Балка размер 14 Б1
h=137,4
b=73
s=3,8 мм
5,6 мм
10.5 кг
Балка размер 14 Б2
h=140
b=73
s=4,7 мм
6,9 мм
12.9 кг
Балка размер 14 С
h=140
b=80
s=5,5 мм
9,1 мм
16.9 кг
Балка размер 16
h=160
b=81
s=5,0 мм
7,8 мм
15.9 кг
Балка размер 16 Б1
h=157
b=82
s=4,0 мм
5,9 мм
12.7 кг
Балка размер 16 Б2
h=160
b=82
s=5,0 мм
7,4 мм
15.8 кг
Балка размер 18
h=180
b=90
s=5,1 мм
8,1 мм
18.4 кг
Балка размер 18 Б1
h=177
b=91
s=4,3 мм
6,5 мм
15.4 кг
Балка размер 18 Б2
h=180
b=91
s=5,3 мм
8,0 мм
18.8 кг
Балка размер 18 М
h=180 мм
b=90
s=7,0 мм
12 мм
25.8 кг
Балка размер 20
h=200
b=100
s=5,2 мм
8,4 мм
21 кг
Балка размер 20 Б1
h=200
b=100
s=5,5 мм
8,0 мм
21.3 кг
Балка размер 20 Ш1
h=194
b=150
s=6,0 мм
9,0 мм
30.6 кг
Балка размер 20 К1
h=196
b=199
s=6,5 мм
10 мм
41.4 кг
Балка размер 22
h=220
b=110
s=5,4 мм
8,7 мм
24 кг
Балка размер 24
h=240
b=115
s=5,6 мм
9,5 мм
27.3 кг
Балка размер 24 М
h=240
b=110
s=8,2 мм
14 мм
38.3 кг
Балка размер 25 Б1
h=248
b=124
s=5,0 мм
8,0 мм
25.7 кг
Балка размер 25 Б2
h=250
b=125
s=6,0 мм
9,0 мм
29.6 кг
Балка размер 25 Ш1
h=244
b=175
s=7,0 мм
11 мм
44.1 кг
Балка размер 25 К1
h=246
b=249
s=8,0 мм
12 мм
62.6 кг
Балка размер 25 К2
h=250
b=250
s=9,0 мм
14 мм
72.4 кг
Балка размер 25 К3
h=253
b=251
s=10 мм
15,5 мм
80.2 кг
Балка размер 27
h=270
b=125
s=6 мм
9,8 мм
31.5 кг
Балка размер 30
h=300
b=135
s=6,5 мм
10,2 мм
36.5 кг
Балка размер 30 Б1
h=298
b=149
s=5,5 мм
8,0 мм
32 кг
Балка размер 30 Б2
h=300
b=150
s=6,5 мм
9,0 мм
36.7 кг
Балка размер 30 Ш1
h=294
b=200
s=8 мм
12 мм
56.8 кг
Балка размер 30 Ш2
h=300
b=201
s=9 мм
15 мм
68.6 кг
Балка размер 30 К1
h=298
b=299
s=9 мм
14 мм
87 кг
Балка размер 30 К2
h=300
b=300
s=10 мм
15 мм
94 кг
Балка размер 30 Ш2
h=300
b=201
s=9 мм
15 мм
68.6 кг
Балка размер 30 К1
h=298
b=299
s=9 мм
14 мм
87 кг
Балка размер 30 К2
h=300
b=300
s=10 мм
15 мм
94 кг
Балка размер 30 К3
h=300
b=305
s=15 мм
15 мм
105.8 кг
Балка размер 30 К4
h=304
b=301
s=11 мм
17 мм
105.8 кг
Балка размер 30 М
h=300 мм
b=130
s=9,0 мм
15 мм
50.2 кг
Балка размер 33
h=330
b=140
s=7 мм
11.2 мм
42.2 кг
Балка размер 35 Б1
h=346
b=174
s=6,0 мм
9.0 мм
41.4 кг
Балка размер 35 Б2
h=350
b=175
s=7 мм
11 мм
49.6 кг
Балка размер 36
h=360
b=145
s=7,5 мм
12,3 мм
48.6 кг
Балка размер 36 М
h=360
b=130
s=9,5 мм
16 мм
57.9 кг
Балка размер 40
h=400
b=155
s=8,3 мм
13,0 мм
57 кг
Балка размер 40 Б1
h=396
b=199
s=7 мм
11 мм
56.6 кг
Балка размер 40 Б2
h=400
b=200
s=8 мм
13 мм
66 кг
Балка размер 40 Ш1
h=383
b=299
s=9,5 мм
12,5 мм
88.6 кг
Балка размер 40 Ш2
h=390
b=300
s=10 мм
16 мм
106.7 кг
Балка размер 40 К1
h=394
b=398
s=11 мм
18 мм
146.6 кг
Балка размер 40 К2
h=400
b=400
s=13 мм
21 мм
171.7 кг
Балка размер 40 К3
h=406
b=403
s=16 мм
24 мм
200.1 кг
Балка размер 40 К4
h=414
b=405
s=18 мм
28 мм
231.9 кг
Балка размер 40 К5
h=429
b=400
s=23 мм
35,5 мм
290.8 кг
Балка размер 45
h=450
b=160
s=9 мм
14,2 мм
66.5 кг
Балка размер 45 Б1
h=446
b=199
s=8 мм
12 мм
66.2 кг
Балка размер 45 Б2
h=450
b=200
s=9 мм
14 мм
76 кг
Балка размер 45 Ш1
h=440
b=300
s=11 мм
18 мм
123.5 кг
Балка размер 45 М
h=450
b=150
s=10,5 мм
18 мм
77.6 кг
Балка размер 50
h=500
b=170
s=10 мм
15,2 мм
78.5 кг
Балка размер 50 Б1
h=492
b=199
s=8,8 мм
12 мм
72.5 кг
Балка размер 50 Б2
h=496
b=199
s=9 мм
14 мм
79.5 кг
Балка размер 50 Б3
h=500
b=200
s=10 мм
16 мм
89.7 кг
Балка размер 50 Ш1
h=482
b=300
s=11 мм
15 мм
114.2 кг
Балка размер 50 Ш2
h=487
b=300
s=14,5 мм
17,5 мм
138.4 кг
Балка размер 50 Ш3
h=493
b=300
s=15,5 мм
20,5 мм
156.1 кг
Балка размер 50 Ш4
h=499
b=300
s=16,5 мм
23,5 мм
173.8 кг
Балка размер 55
h=550
b=180
s=11 мм
16,5 мм
92.6 кг
Балка размер 55 Б1
h=543
b=220
s=9,5 мм
13,5 мм
89 кг
Балка размер 55 Б2
h=547
b=220
s=10 мм
15,5 мм
97.9 кг
Балка размер 60
h=600
b=190
s=12 мм
17,8 мм
108 кг
Балка размер 60 Б1
h=596
b=199
s=10 мм
15 мм
94.6 кг
Балка размер 60 Б2
h=600
b=200
s=11 мм
17 мм
105.5 кг
Балка размер 60 Ш1
h=582
b=300
s=12 мм
17 мм
137 кг
Балка размер 60 Ш2
h=589
b=300
s=16 мм
20,5 мм
170.7 кг
Балка размер 60 Ш3
h=597
b=300
s=18 мм
24,5 мм
198.1 кг
Балка размер 60 Ш4
h=605
b=300
s=20 мм
28,5 мм
225.6 кг
Балка размер 70 Б0
h=693
b=230
s=11,8 мм
15,2 мм
120.1 кг
Балка размер 70 Б1
h=691
b=260
s=12 мм
15,5 мм
129.3 кг
Балка размер 70 Б2
h=697
b=260
s=12,5 мм
18,5 мм
144.2 кг
Балка размер 70 Ш1
h=692
b=300
s=13 мм
20 мм
166 кг
Балка размер 70 Ш2
h=698
b=300
s=15 мм
23 мм
190.4 кг
Балка размер 70 Ш3
h=707
b=300
s=18 мм
27,5 мм
226.9 кг
Балка размер 70 Ш4
h=715
b=300
s=20,5 мм
31,5 мм
258.6 кг
Балка размер 70 Ш5
h=725
b=300
s=23 мм
36,5 мм
294.9 кг
Балка размер 80 Ш1
h=782
b=300
s=13,5 мм
17 мм
164.6 кг
Балка размер 80 Ш2
h=792
b=300
s=14 мм
22 мм
191.1 кг
Балка размер 90 Ш1
h=881
b=299
s=15 мм
18,5 мм
191.5 кг
Балка размер 90 Ш2
h=890
b=299
s=15 мм
23 мм
212.6 кг
Балка размер 100 Ш1
h=990
b=320
s=16 мм
21 мм
230.6 кг
Балка размер 100 Ш2
h=998
b=320
s=17 мм
25 мм
258.2 кг
Балка размер 100 Ш3
h=1006
b=320
s=18 мм
29 мм
285.7 кг
Балка размер 100 Ш4
h=1013
b=320
s=19,5 мм
32,5 мм
314.5 кг
Балка двутавровая размеры
Двутавровая балка: размеры, ГОСТ
Предисловие
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. – Примечание изготовителя базы данных.1 Область применения
2 Нормативные ссылки
3 Термины и определения
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
с ПАРАЛЛЕЛЬНЫМИ ГРАНЯМИ ПОЛОК
Сортамент
ГОСТ 26020-83Hot-rolled steel I-beam with parallel flange edges
Dimensions


Условные обозначения:

мм
Длина профиля
Интервал значений параметров
Предельные отклонения
До 12000 включ.
h h ≥ 790
+80
Св. 12000
+100





