Виды сварных труб, способы производства, преимущества материала
История труб уходит корнями далеко в прошлое, но первое упоминание о стальных трубных изделиях датируется серединой 19 века. Первые стальные трубные изделия изготовляли с помощью сварки. Этим методом производители пользуются и сегодня, изготовляя половину изделий такого типа от общего производства. Стальная сварная труба находит применение в большинстве отраслей промышленности, так как достойная замена изделиям из стали, полученным сварным методом, в настоящее время не найдена.

Назначение современных стальных труб сварного типа
Даже быстро развивающиеся технологии не позволяют представить, что когда-то появится подходящая замена стальным трубам, которые используются при строительстве разных строений и конструкций или проведении коммуникационных сетей.
Сварные трубные изделия современного изготовления могут быть как универсального назначения (доставка различной всевозможной рабочей среды потребителю), а могут иметь узкую специализацию (газопроводы и нефтепроводы).

Прокладку коммуникационных сетей над землей и под землей невозможно представить без стальных трубных изделий разного диаметра. Они входят в состав сложнейших технологических устройств, различных приспособлений и механизмов. Строительные процессы предполагают использование прочных, но легких элементов армирования, в качестве которых используется стальной трубопрокат. К тому же такие изделия могут выступать в качестве основы при строительстве каркасных конструкций.
Также стоит сказать о трубных изделиях сварного типа, для изготовления которых использовалась нержавеющая сталь. Этот материал характеризуется уникальными эксплуатационными свойствами, благодаря которым предоставляется возможность применения труб в пищевой и химической отрасли, энергетике и фармации. Эстетическая привлекательность поверхности труб из «нержавейки» делает их популярными у современных архитекторов в качестве элементов оформления помещений разного типа.
Сырье для производства сварных труб
В качестве исходного сырья для изготовления стальных трубных изделий большая часть производителей использует металл. Это могут быть листы стали толщиной не больше 5 сантиметров, или стальная лента, имеющая различную толщину и свернутая в рулоны. Современная экономика отдает предпочтение трубным изделиям сварного типа, для производства которых использовалась низколегированная или углеродистая сталь. Ее отличительное свойство – содержание углерода в определенном количестве и минимум легирующих веществ. По количеству углерода определяется тип стали: низкоуглеродистая, среднеуглеродистая и высокоуглеродистая.
Углерод в большом количестве, входящий в состав исходного материала, неоднократно повышает прочностные характеристики сварной трубы при нормальном использовании. Однако параллельно снижаются эластичные свойства изделий, и возрастает степень их ломкость в холоде. Следовательно, большое количество углерода делает материал более хрупким при эксплуатации в холоде, что значительно сужает сферу использования готовой продукции.

Сталь, в которой легирующие вещества содержатся в количестве, не превышающем 2,5%, отличается прочностью независимо от эксплуатационных условий. Трубопрокат из такой стали имеет продолжительный срок службы и меньшую массу при одинаковых условиях. Низколегированная сталь для трубных изделий повышает стоимость готовой продукции, и одновременно увеличивает прочностные характеристики, устойчивость к износу и коррозии. Если сравнивать аналогичные качества труб сварного типа из углеродистой стали, то высокая стоимость трубопроката из низколегированной стали не имеет особой важности.
Для изготовления нержавеющих трубных элементов используется аналогичная сталь. Это материал устойчив к коррозии, прост в обработке, с небольшой массой и привлекательной поверхностью. Труба из нержавеющей стали может быть холодного или горячего проката. В первом случае стальные листы имеют толщину от 0,4 до 5 миллиметров, во втором – от 2 миллиметров до 5 сантиметров.
Разновидности сварных трубных изделий
Производство сварных труб с продольным прямым швом осуществляется посредством метода сварки мест соединения стальных листов. Другими словами стальной лист или лента сворачиваются, а их края сваривают друг с другом. Швы таких изделий прямые и располагаются по всей длине. На трубах большого диаметра делают два шва, так как в ширину стальные листы имеют ограничения.
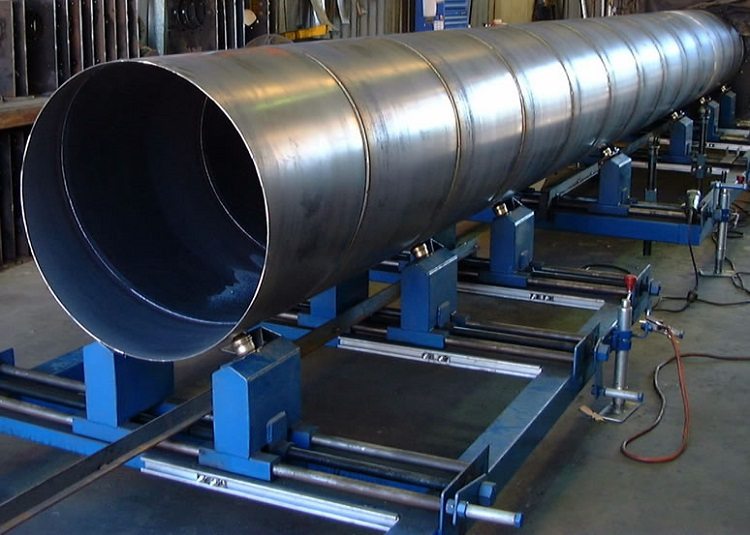
Спиралешовные трубы производятся из рулонной листовой стали (прочитайте также: “Изготовление труб из листового металла – что необходимо, чтобы сделать самостоятельно”). Трубопрокат этого вида имеет одно неоспоримое преимущество – труб могут выпускаться с диаметральным сечением около 2,5 метров с использованием заготовки равной ширины. Трубопрокат, изготовленный по такой технологии, характеризуется отношением диаметра к толщине стенок более 100.

Спиралешовные трубные изделия производятся с применением более простых механизмов, чем трубы с прямым швом. Однако стоит заметить, что процесс изготовления характеризуется высокой точностью. Спиральный шов имеет еще одно весомое преимущество: при аварийной ситуации не образуется продольная магистральная трещина, которая считается самой опасной деформацией трубопровода.
Следовательно, последствия аварии ликвидировать намного проще. Недостатком спирального шва является его увеличенная длина и, как следствие, дополнительные расходы на сварочные материалы.
Способы изготовления
Труба сварная производится несколькими способами, среди которых наибольшее распространение получили: метод печной сварки, электросварной метод и сварка в защитной газовой среде.
Способ печной сварки
Согласно этой технологии стальные заготовки (штрипсы) подвергаются воздействию высоких температур. Полоска металла, выступающая в качестве заготовки, в специальной туннельной печи нагревается до температуры 1300 0 С. Выходящая из печи заготовка подвергается обдуву направленным потоком воздуха, что приводит к нагреванию боковых кромок до 1400 0 С и очищению их от окалин, способствующих ухудшению качества шва.

Полученную горячую заготовку отправляют на формовочно-сварочный стан, в настройках которого заложен определенный диаметр. Здесь будущее изделие принимает нужную форму. Далее выполняется дополнительный воздушный обдув, и кромки стали свариваются при воздействии высокой температуры и определенного давления.
Штрипсу повторно отправляют в печь, где, проходя через формовочные валики, она подвергается обжатию, способствующему повышению качества сварного шва. Технология печной сварки позволяет получать изделия горячего проката.
Метод электросварки
Изготовление сварных труб с использованием электрической сварки считается самым распространенным способом, так как в результате можно получить трубы большого диаметра, имеющие тонкие стенки, хороший шов и поверхность высокого качества. Существует несколько видов электросварки, но производство трубных изделий, предназначенных для магистрального трубопровода, в большинстве случаев осуществляется методом дуговой сварки под флюсом.
По этой технологии производство делится на несколько этапов. Вначале специальные прокатные станы выполняют формовку холодных стальных листов, в результате этого на выходе получаются трубные заготовки. Процесс изготовления прямошовных труб любого диаметрального сечения подразумевает применение валковой формовки. Чтобы изготовить полуцилиндры или круглые заготовки для прямошовных труб, используют прессовую формовку. Сталь для изготовления спиралешовных трубных изделий проходит процедуру формовки в валково-оправочных или втулочных станах.

Дальнейшее изготовление зависит от вида трубы: используя электродуговую сварку, кромки заготовок сваривают с двух сторон, получая в результате продольный прямой или спиралевидный шов. Далее снимается грант со шва, и труба охлаждается водой. Затем ее отправляют в калибровочный стан, где добиваются соответствия диаметра определенным параметрам по всей длине трубного изделия.
После этого труба подвергается визуальному и ультразвуковому контролю качества швов, проходит специальные гидроиспытания, которые позволяют проверить прочность шва под воздействием высокого давления, аналогичное тому, что будет оказываться в эксплуатационный период. Затем проводится еще одна ультразвуковая проверка, и при отсутствии дефектов трубные изделия отправляют потребителю.
Метод сварки в защитных газах
В большинстве случаев такой технологией пользуются при производстве стальных сварных труб из нержавеющей или высоколегированной стали. У таких металлов под действием стандартной сварки наблюдается карбидизация легирующих элементов, в результате чего отмечается значительное ухудшение качества швов. Решить такую проблему помогает сварка стали в защитной газовой среде с использованием аргона, гелия или углекислого газа.

Такая технология позволяет пользоваться достоинствами и газовой, и электрической сварки. Указанные газы имеют больший удельный вес по сравнению с воздухом, поэтому при попадании в рабочую зону сварки выталкивают его. В результате взаимодействие сварочной ванны и атмосферы полностью исключается. Сварка трубных изделий с использованием защиты газом выполняется посредством вольфрамовых электродов.
Полученные швы отличаются высоким качеством, так как становятся одним целым с изделием. Такая технология гарантирует герметичное соединение стальных элементов и высокие прочностные характеристики готовой продукции. Методом электрической сварки или сварки в защитном газе получают стальные трубы холодного проката.
Преимущества сварных труб
Сварка с применением современных технологий позволяет получать швы высокого качества, которые могут сравниваться по прочности с цельнометаллическим изделием. Это позволяет существенно расширить сферу использования такого трубопроката и выполнять монтаж в таких местах, где ранее допускалось применение только бесшовных материалов. Трубные изделия сварные делают производственный процесс более дешевым, благодаря и технологии производства, и незначительным финансовым расходам.
Сварной трубопрокат отличается утонченной стенкой, чем у бесшовных изделий. Это дает возможность выпускать облегченные трубы и сэкономить расход стали. Более легкие трубные изделия упрощают их транспортировку и монтажные работы, для которых необходимо меньшее число единиц техники и занятых людей. Помимо этого готовая листовая сталь имеет одинаковую толщину в любом месте, следовательно, стенки сварных трубных изделий не будут иметь большие погрешности по толщине.
Сварные трубы – технология, применение, достоинства
![]()
![]()
![]()
![]()
![]()
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных артерий требуется много, и одними только бесшовными изделиями не обойдешься. Бесшовные трубы при всех своих многочисленных достоинствах обладают еще и одним очень существенным с точки зрения потребителя недостатком – они дороги в производстве. Между тем, главное достоинство бесшовных труб – способность выдерживать огромные давления – востребована далеко не всегда. Во многих трубопроводных сетях давление в трубах никогда не достигает тех сотен атмосфер, которые делают необходимым использование бесшовных труб. Опять же – технологии обработки металлов не стоят на месте и прочность сварных швов в наше время позволяет сварным трубам держать давление в разы большее, чем тридцать-сорок лет назад.
Поэтому нет ничего удивительного в том, что сварные трубы сохраняют свои позиции и кое-где даже выигрывают в конкуренции с бесшовными. Во всяком случае, сейчас до половины труб больших диаметров являются сварными. Этого уже достаточно для того, чтобы дополнительно разобраться с тем, какими бывают сварные трубы, какие технологии применяются при их производстве и в каких отраслях экономики их можно использовать наиболее успешно.
Прямо или по спирали?
Как ни странно, но сварные трубы – это довольно «молодой» вид металлических изделий. Первые образцы сварных (точнее даже – кованых) труб появились  менее 200 лет назад – в 1824. И только в начале ХХ века для изготовления труб начали применять т.н. «печную» сварку, при которой скрепление раскаленных краев трубы происходит за счет их обжатия валками.
менее 200 лет назад – в 1824. И только в начале ХХ века для изготовления труб начали применять т.н. «печную» сварку, при которой скрепление раскаленных краев трубы происходит за счет их обжатия валками.
И только с появлением электросварки шовные трубы и делятся на прямошовные и спиралешовные.
Название «прямошовные» говорит само за себя: такой метод изготовления труб связан с тем, что стальную полосу – штрипс – разогревают до придания металлу пластичности и пропускают через два ряда валков, которые сворачивают металл «в трубочку» – так что остается только соединить его края электросваркой.
Это довольно простая и дешевая технология, но при ее использовании возникают некоторые проблемы, а именно:
– для изготовления труб разного диаметра будут необходимы заготовки-штрипсы разной ширины.
– переход на выпуск труб другого диаметра будет требовать переоснащения новыми деталями (прежде всего – 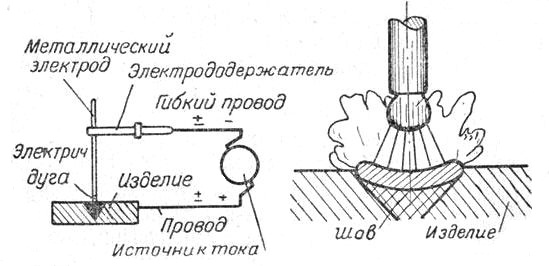 валками) всей производственной линии.
валками) всей производственной линии.
– при остывании заготовки в сварном шве будут возникать напряжения, которые существенно снизят его прочность.
– если такая труба все же не выдержит подаваемого по ней давления, то ее разрыв произойдет именно по шву и на всю длину отрезка трубы, что будет создавать дополнительные проблемы при ликвидации аварии.
Другой вариант производства сварных труб – это соединение стальных полос при помощи спиралевидного шва. При таком технологическом варианте сам шов получается гораздо длиннее, чем при прямошовном соединении, но зато появляется целый ряд преимуществ:
 – при изготовлении спиралешовной трубы нет необходимости пользоваться заготовками-штрипсами четко определенных размеров; трубу можно сварить из металлической ленты любой ширины
– при изготовлении спиралешовной трубы нет необходимости пользоваться заготовками-штрипсами четко определенных размеров; трубу можно сварить из металлической ленты любой ширины
– изменение диаметра выпускаемых труб может быть произведено при помощи простой переналадки производственной линии; достаточно будет просто поменять угол подачи ленты.
– при сварке трубы из металлической ленты не требуется сильно разогревать всю металлическую полосу; это снижает возможность изменения свойств металла при нагреве-охлаждении и уменьшает возможность внутренние напряжения в нем.
– при спиралевидной сварке образовавшийся шов сам по себе становится элементом, придающим дополнительную прочность конструкции
– если такой шов все же не выдерживает и расходится, то расходится не «вдоль», а «наискось», что уменьшает размеры того отрезка трубы, который придется заменить.
Плюсы и минусы сварных или электросварных труб
Разумеется, что все технологические проблемы и энергозатраты при производстве прямо- и спиралешовных труб не идут ни в какое сравнение с теми усилиями, которые производитель должен затратить на производство бесшовных труб. Отсюда и главное достоинство этого вида стального проката – относительная дешевизна.
Другим несомненным достоинством сварных труб является их большой диаметр, который может в 100 и более раз превышать толщину стенок. Это делает трубы более легкими, а значит и удобными при транспортировке. Кроме того, именно большой диаметр сварных труб делает их незаменимыми при строительстве магистральных нефте- и газопроводов.
Технология изготовления прямошовных труб позволяет формировать не только круглые, но и профильные трубы (прежде всего квадратные и прямоугольные).
Эти достоинства в условиях рыночной экономики перевешивают все минусы, но эти минусы все-таки есть. В чем же они состоят?
Во-первых – сварные трубы выдерживают давление на порядок меньшее, чем бесшовные. Об этом можно судить даже по нормам ГОСТов. Если от бесшовных труб с минимальной толщиной стенок ГОСТ требует выдерживать давление в 20 мегапаскалей (то есть около 200 атмосфер), то ГОСТ-10705 предельно допустимым для сварных труб давление в 16 мегапаскалей (160 атмосфер). То есть шовные трубы на 25% менее устойчивы к таким нагрузкам.
Во-вторых – сварные трубы, в отличие от бесшовных, не поддаются изгибанию. Если надо изменить направление газо- или водопровода, собранного из  сварных труб, то обязательно придется пользоваться фитингами.
сварных труб, то обязательно придется пользоваться фитингами.
В-третьих – сама технология производства сварных труб требует использования таких сортов стали, которые хорошо поддаются сварке – то есть должны изготавливаться из низколегированных углеродистых сталей, сравнительно мало устойчивых к коррозии. Таких, как стали марок 17Г1с и 09Г2С.
Это обстоятельство заставляет производителей сварныхтруб использовать различные способы предотвращения коррозии, к которым относятся:
– оцинковка внутренних и внешних поверхностей (для сталей ст3 и ст20)
– покрытие внешних поверхностей гидроизоляцией
– покрытие внешних поверхностей тепло и гидро-изоляцией
Области применения и ГОСТы
Поскольку главным достоинством (кроме дешевизны) сварных труб является большой диаметр при тонких стенках, то они применяются в бытовых водопроводах, различных металлоконструкциях – но больше всего используются прежде всего в крупных строительных проектах.
Способность сварных труб выдерживать высокое давление жидкости дает возможность использования их для прокладки как магистральных, так и локальных коммуникаций, распределительных веток, местных технических водоводов и в сфере ЖКХ.
Соответственно и стандарты, определяющие их параметры настроены соответственно:
ГОСТ, наименование
ГОСТ 10705-80
ГОСТ 10706-76
ГОСТ 20295-80
Трубы стальные электросварные
Трубы стальные электросварные прямошовные
Трубы стальные электросварные для магистральных нефтегазопроводов
Марки стали
Качественные 08, 10, 20
Качественные 10, 20
Низколегированные 09Г2, 09Г2С, 17ГС, 17Г1С
Выбор марки стали обусловлен классом прочности К34-К60
Размеры (наружный диаметр)
от 10 мм. до 530 мм.
от 478 мм. до 1420 мм.
от 159 мм. до 820 мм.
Области применения электросварных труб
Сооружение трубопроводов общего назначения для холодной и горячей воды, бытового газа
Сооружение трубопроводов подачи воды и теплотрасс
Сооружение магистральных трубопроводов – нефтепроводов и газопроводов высокого давления
Соответственно, правила реализации сварных труб тоже будут зависеть не только от желаний клиента, но и от параметров самих изделий. Внешний диаметр труб варьируется в пределах до1620 мм, а толщина стенок в соответствии с диаметром – до 20 мм.
Классифицируются трубы по внешним геометрическим показателям следующим образом:
1-трубы диаметром менее 70 мм при толщине стенки не менее 3 мм;
2-трубы диаметром от 70 до 219 мм при толщине стенки не менее 4 мм;
3-трубы диаметром более 219 мм при толщине стенки не менее 5 мм.
Сейчас почти все сварные трубы изготавливаются стандартной мерной длины:
– 6 м до 76 диаметра
-11,7 и 12 метров для всех диаметров более 76.
Наиболее востребованными являются стальные электросварные трубы для производства водопроводов, а также электросварная труба ГОСТ 10704 91, используемая для строительства металлических конструкций.
Сварные трубы достаточно универсальны и доступны по цене, но при их выборе нужно быть особенно внимательным в расчетах гидравлической нагрузки.
Видео по теме:
Электросварные стальные трубы: виды и область применения
Первые письменные упоминания о трубопроводах появились на заре цивилизации. В древнем Китае их строили из пустотелых стволов бамбука, для подачи воды с гор в города римляне строили закрытые акведуки, мастера средневековой Европы трубы делали из свинца. Первая труба сварная была изготовлена в середине позапрошлого века и сейчас этим способом производится больше половины трубной продукции.

Область применения сварных труб
Трубопроводы из них работают во всех отраслях промышленности и сельского хозяйства, агрегатах и механизмах, технологическом оборудовании. Без стальных труб был бы недоступен монтаж подземных коммуникаций. Универсальные разновидности используются для перемещения разнообразных газообразных и жидких веществ. По специализированным трубопроводам перекачивается газ, нефть и продукты, получаемые из нее. Кроме этого труба сварная также используется как силовой элемент при строительстве каркасных сооружений (домов, теплиц, навесов и пр.).
В особую разновидность выделены сварные трубы из нержавеющей стали. Уникальность эксплуатационных параметров позволяет им работать на химических, фармацевтических и предприятиях по производству пищевых продуктов. Благодаря презентабельной внешней поверхности сварные трубы из нержавейки встраиваются в дизайн помещений как декоративные элементы.
Материалы для изготовления
Сварной трубопрокат делается из листовой стали толщиной до 5 см или ленты свернутой рулонами. Для изготовления производителями используется углеродистое или низколегированное железо. В зависимости от процентного содержания углерода сталь подразделяется на низко, средне и высокоуглеродистые сорта. Чем его больше, тем прочнее металл. Однако при отрицательных температурах высокоуглеродистая сталь становится хрупкой, что ограничивает область применения.
У низколегированного металла, содержащего не больше 2,5% легирующих добавок, высокая прочность сохраняется в широком диапазоне температур. Это дает возможность снизить вес за счет уменьшения толщины стенок. Такие сварные трубы дороже, чем из простой стали. Однако за счет уменьшенного износа и повышенной стойкости к коррозии увеличивается срок эксплуатации. Поэтому расходы окупаются с лихвой. Сварные трубы из нержавейки делают из холоднокатаной (толщина 0,4 — 5 мм) или горячекатаной (2 — 50 мм) листовой стали.
Виды и особенности сварных труб
Прямошовные виды делаются из свернутого по окружности металлического листа или ленты с последующим свариванием кромок. Линия соединения проходит вдоль оси. Поскольку ширина листов ограничена изделия большого диаметра сваривают из двух полусфер, накладывая швы на обе стороны.

Для производства спиралешовных разновидностей используется длинная стальная лента в рулонах. Линия сварки проходит по внешней поверхности в виде спирали. Этот способ дает возможность производить изделия диаметром до 2,5 м на одном прокатном стане из материала равномерной ширины. По данной технологии делаются сварные трубы с соотношением диаметра и толщины стенки более 100.

Для производства спиралевидного вида не нужно сложного оборудования используемого при производстве трубы прямой прямошовной. Из достоинств отмечается, что спиральная форма шва не позволяет образоваться длинной продольной трещине при разрыве. Однако из-за повышенной длины шва увеличивается расход материалов для сварки.
Способы изготовления
Сварные трубы делаются по трем технологиям:
- Печная сварка. Заготовки, называемые штрипсами, нагреваются в туннельной печи до 1300˚ После выхода из нее производится обдув кромок горячим воздухом, повышающим их температуру до 1400˚C с одновременным сдуванием окалины. Затем заготовку обрабатывают на формовочно-сварочном стане, придавая ей нужную форму. После вторичного обдува кромок горячим воздухом их сваривают между собой. Заготовка еще раз проходит через печь, затем шов для улучшения качества обжимается формовочными валиками. Продукция, производимая по этой технологии, классифицируется как горячедеформированная.
- Электросварка. Это самый распространенный метод, так как позволяет делать тонкостенные изделия больших диаметров. Швы накладываются сваркой под флюсом. Трубные заготовки из холодных штрипсов получают на прокатном стане методом валковой формовки. Полусферы для прямошовных видов большого диаметра делаются методом прессовой формовки. Спиралешовные заготовки получают на валково-оправочных или втулочных станах. После сварки кромок на поверхности образуется прямолинейный или шов в форме спирали. После его очистки и водяного охлаждения заготовка переносится на калибровочный стан, где проводится корректировка диаметра по всей длине. Затем проверяют качество шва визуально и ультразвуком, после чего проводят гидроиспытания его прочности. Если после еще одного просвечивания ультразвуком дефектов не обнаружено, электросварные трубы отправляются на склад готовой продукции.
- Сварка в среде инертного газа. По данной технологии производятся варианты из легированной и нержавеющей стали. При обычной сварке качество шва из-за карбидизации легирующих добавок происходящей при взаимодействии с кислородом воздуха снижается. Для устранения этого явления место сварки защищается аргоном, гелием, углекислым газом. Шов создается путем плавления электрической дугой присадочной проволоки из того же материала что и труба. Сварка ведется неплавящимся электродом из вольфрама. Продукция, создаваемая по этой и предыдущей технологии, относится к холоднодеформируемым.
Параметры сварных труб
Размеры и допуски отклонения нормируются ГОСТ 10704-91. В зависимости от качественных характеристик сварные трубы подразделяются на четыре класса, в каждом из которых указываются:
- А — механические характеристики;
- Б — химический состав;
- В — механические и химические свойства;
- Г — величина гидравлического давления.
Толщина стенки в зависимости от диаметра:
- не меньше 2 мм при диаметре до 3 см;
- от 3 мм при 3 — 7 см;
- не менее 4 мм, если диаметр 7 — 15,2 см;
- от 5 мм, когда размер больше 15,2 см.
В зависимости от внешнего диаметра в диапазоне 10 — 620 мм толщина стенки должна быть 2 — 20 мм.
Длина также зависит от диаметра. Для немерной длины она равна:
- не меньше 2 м при диаметре до 30 мм;
- от 3 м — 30 — 70 мм;
- не менее 4 м — 70 — 152 мм;
- от 5 м при размере свыше 152 мм.
Для сварных стальных труб мерная длина нормируется в пределах:
- 5 — 9 м, если диаметр 7 см;
- 6 — 9 м до 21,9 см;
- 10 — 12 м до 42,6 см;
- при диаметре больше 42,6 см устанавливается немерная длина.
Для прямошовных труб указано 2 класса точности:
- 1 — обрезные с удаленными заусенцами, несоответствие по длине не более 15 мм;
- 2 — без обработки торцов, несовпадение длины до 10 см.
Преимущества и недостатки
Если сравнивается труба электросварная и бесшовная, то у первой при прочих равных параметрах меньше вес и больше пропускная способность. Это обусловлено тем, что у нее стенки в 2 раза тоньше. Соответственно материалов для производства сварных труб тратится меньше, поэтому стоят они дешевле, чем бесшовные. Поскольку для изготовления используются ровные металлические листы, толщина стенки одинакова по всей площади. К достоинствам относится также расширенный ассортимент — сварные трубы выпускаются диаметром 10 — 2520 мм, а бесшовные — 5 — 550 мм.
Из недостатков отмечается снижение прочности по шву. Независимо от применяемой технологии сварное соединение будет слабее основного металла. Из-за шва, который нарушает гладкость внутренней поверхности, у сварных труб повышается коэффициент шероховатости.
Несмотря на недостатки, сварные трубы успешно заменяют бесшовные виды при прокладке магистральных и коммунальных трубопроводов. Поэтому объем их производства увеличивается. По таким же технологиям делают отводы, сгоны, переходы.
Сварные трубы: их применение, виды и способы производства
Данная продукция изготавливается на трубосварочном стане из металлической полосы, листа или ленты. Она имеет широкую сферу применения и поэтому должна отвечать разнообразным требованиям, установленным в нормативных документах. О том, для чего используются и как создаются сварные трубы по ГОСТу, вы можете прочесть ниже.

Применение сварных труб
Инженерные технологии стремительно идут вперед, но, несмотря на это, производство сварных труб по–прежнему остается востребованным. Дело в том, что в ближайшем будущем данной продукции нет замены, особенно при возведении зданий и монтаже коммуникаций.
Всего выделяют два основных вида такого товара:
- универсальные изделия – они используются в самых различных областях для широкого круга целей;
- узкоспециализированные – их применяют для какой-либо отдельной сферы. Чаще всего это газовая или нефтяная промышленность.

На фото – газопровод из сварных элементов
Чаще всего эти конструкции используют для следующих целей:
- монтаж отопительных, газо- и водопроводных сетей – это касается как подземных, так и надземных коммуникаций;
- создание технологически сложного оборудования – к примеру, это могут быть системы мелиорации, применяемые в сельском хозяйстве;
- возведение зданий – сварные трубные конструкции применяются здесь в качестве легкой и прочной арматуры.

Использование сваренных деталей в мелиорации
Отдельно стоит упомянуть, что широкое использование нашла для себя нержавеющая сварная труба. Она незаменима для целого ряда отраслей хозяйства, таких как фармацевтическая, химическая и пищевая промышленность.
В силу своих эстетических свойств ее считают весьма привлекательной архитекторы и дизайнеры. Поэтому нержавеющие трубные изделия нередко можно увидеть среди элементов архитектуры и дизайна.

Использование трубчатых конструкций в дизайне
Преимущества сварного трубного материала
Трубопрокат, созданный с помощью сварки, имеет весомые достоинства.
Опишем их подробно:
- Экономичность – современные технологии позволяют создавать максимально прочные сварные соединения. Благодаря им труба, созданная с помощью сварки, ничуть не уступает цельнометаллическим образцам. Это позволяет ставить ее там, где ранее могла применяться лишь бесшовная продукция. Это приводит к хорошей экономии, поскольку цена сборных изделий значительно ниже, чем у их литых аналогов;
- Меньший вес – сварные конструкции по сравнению с цельнометаллическими образцами имеют более тонкие стенки, что заметно снижает вес изделия. Благодаря этому упрощается процесс перевозки и последующей установки элементов. Ведь это требует меньшего участия техники и людей;
- Меньшая величина отклонений по толщине – это объясняется тем, что сварная продукция создается из листовой стали, которая является однородной по всей своей длине. Точность форм облегчает задачу по монтажу сварного изделия.
Виды сварных труб и ГОСТы на них
Выделяют три основных разновидности таких изделий:
- конструкционные;
- трубопроводные;
- магистральные трубы.
Их краткая характеристика представлена в виде таблицы.
| Вид трубы | Характеристика |
| Конструкционные | Изготавливаются в соответствии с требованиями ГОСТ №10704-91, а также ГОСТ №10705-80, за исключением показателей по гидроиспытаниям. Они в данном случае не важны, поскольку этот вид продукции не используется для транспортировки жидкостей и газов. Сварная электросварная труба по ГОСТу 10704 91 изготавливается из стали марок Ст2, Ст3 или же Ст10, Ст20. |
| Трубопроводные | В отличие от предыдущего вида, для этих изделий крайне важным является соответствие показателям по гидравлическому давлению. Ведь именно эта продукция используется для создания трубопроводов, по которым перемещаются различные жидкости и газы. Поэтому ее проверяют при давлении от 30 до 60 кгс/см2. В зависимости от требуемой прочности изготавливают данные товары из стали марок Ст2, Ст3, либо Ст10, Ст20. |
| Магистральные | Трубы, предназначенные для магистральных газо- и нефтепроводов создаются в соответствии с ГОСТ 2095-85. Они имеют диаметр от 159 и более миллиметров. Их в обязательном порядке подвергают гидравлическим испытаниям по ГОСТ №3845-75. Используемые марки стали – Ст10, Ст20, а также 09Г2С и 17Г1С. |
Совет!
Предпочтительнее приобретать товар, изготовленный из стали Ст10 и Ст20, поскольку именно эти марки материала являются наиболее качественными.
Технологии изготовления сварных труб
Сегодня существует целый ряд технологий, по которым изготавливают сварные трубные изделия.
Самыми распространенными являются следующие методы:
- печная сварка;
- электрическая сварка;
- сварка в защитном газе.
Рассмотрим их по очереди.
Печная сварка

В этой технологии используются специальная заготовка для сварных труб – штрипс. Так называют стальные полосы, из которых изготавливается конечная продукция.
Ее создание происходит следующим образом:
- Штрипса поступает в печь туннельного типа и набирает там температуру около 1300°C;
- Сразу после выхода из печи боковые части штрипсы обдуваются воздухом, благодаря чему они прогреваются до 1400°C и очищаются от окалины, что повышает качество будущего шва;
- Далее, заготовка пропускается через формовочно-сварочный стан. Он придает заготовке нужную форму;
- Происходит повторная обдувка воздухом, после чего производится сваривание кромок штрипсы под действием высокой температуры и давления;
- Заключительным этапом работы является повторное протягивание изделие сквозь печь и формовочные валики. Это делает полученный шов более прочным.
Электросварка
Вышеупомянутый ГОСТ на стальные сварные водогазопроводные трубы под номером 10704-91 регламентирует характеристики электросварных изделий, которые являются самыми распространенными. Это объясняется тем, что электросварка позволяет создавать тонкостенную продукцию, имеющую большой диаметр и хорошее качество шва.
Обратите внимание!
Существует несколько разновидностей такого соединения, но наиболее используемой является сварка под флюсом.
Остановимся на ней подробнее.

Получить общее представление о данной технологии вам поможет следующая инструкция по созданию электросварных трубных изделий:
- Вначале холодные листы из стали проходят формовку на прокатных станах. В результате получаются трубные заготовки;
- При помощи электродуговой сварки, кромки заготовок скрепляются друг с другом. В результате, получается прямой или спиралевидный шов;
- Изделие охлаждается водой и поступает в калибровочный стан. Он позволяет добиться одинакового диаметра на всем протяжении трубы;
- Осуществляется проверка швов полученного изделия. Вначале визуально, затем с использованием ультразвука. Затем проводятся гидроиспытания, позволяющие определить, выдержит ли труба высокое внутреннее давление. Завершается проверка повторным использованием ультразвука, после чего готовая продукция поступает к потребителям, которые будут своими руками осуществлять ее монтаж.
Следует отметить, что для создания прямошовного трубопроката различного диаметра используется валковая формовка. Если нужно произвести полуцилиндры или круглые заготовки большого диаметра применяется прессовая формовка. Спиралешовные конструкции изготавливаются на валково-оправочных или втулочных станах.

Сварка в защитном газе
Данный метод применяется при создании трубопроката из нержавеющей, а также высоколегированной стали. Он позволяет получить более надежный шов благодаря использованию защитных газов. Таковыми являются аргон, гелий, а также углекислый газ.
Их применение позволяет объединить в одной технологии достоинства электрической и газовой сварки. Находясь в сварочной ванне, защитный газ вытесняет из ее полости атмосферный воздух.

Соединение металла в защитном газе
В результате, повышается качество образуемых швов. Они становятся равномерными и прочными. Для проведения такой работы используются специальные вольфрамовые электроды. Минусом данного процесса является более высокая по сравнению с иными технологиями стоимость сварного шва трубы.
Вывод
Сварные трубопроводы применяются при создании различных инженерных сетей, сложных технологических систем и строительстве зданий. По сравнению с цельнометаллическими аналогами они имеют меньший вес, более доступную цену и менее значительные отклонения по толщине.
Классифицировать сварной трубопрокат можно по различным критериям, но наиболее общим является его разделение по назначению. В соответствии с этим выделяют конструкционные, трубопроводные и магистральные изделия. Первые из них используются в строительстве, вторые – при создании инженерных сетей и технологических систем, третьи – в газо- и нефтепроводах.
При производстве сварного проката используются технологии печной сварки, электросварки, а также применяется проведение сварочных работ в защитном газе. Самым распространенным является первый способ, поскольку он наименее затратен и позволяет создавать тонкостенную продукцию.
Наиболее прочное соединение обеспечивает сварка в защитном газе, он вместе с тем, она является наиболее затратным методом. Дополнительные сведения по этой теме вы сможете узнать, посмотрев видео в этой статье.
Виды труб: способы производства и преимущества

Процесс производства труб сильно изменился с XIX века. Тогда использовалась единственная технология, которая включала длительные процессы — прокатанные стальные листы соединялись с помощью сварки. Сегодня они изготавливаются как со швами, так и без них.
Производство сварных труб
Электросварной трубопрокат имеет утончённые стенки, что позволяет сэкономить на расходе стали. Малый вес упрощает транспортировку и монтаж. Используемая для их изготовления готовая листовая сталь везде одинаковой толщины. Следовательно, сварные трубные изделия практически не имеют больших погрешностей по толщине. Но сварной шов — слабая часть трубы, именно он определяет максимальное напряжение, которое она может выдержать. Поэтому важно выбрать и купить электросварные трубы у надёжного поставщика. Цена сварных труб обычно ниже, чем у бесшовных, поскольку требуется меньше металла, процессов вытяжки и отпуска, время изготовления сокращается.
Соединение сваркой производится несколькими способами:
С продольным швом
Это самый старый производственный процесс. Листовой металл разрезается по ширине, которая соответствует размеру трубы. Эта заготовка сгибается роликами, чтобы можно было соединить концы в продольном направлении. В зависимости от расстояния между роликами получаются разные диаметры. Сварка герметизирует соединение прямо, по длине всего изделия.
Со спиральным швом
Этот процесс изготовления трубы осуществляется по той же методологии, что и у продольно сваренной. Разница в том, что сварной шов проходит по спирали по всей длине диаметра. Чтобы замаскировать место соединения, применяются процессы термической и механической обработки. В итоге шов полируется и его практически не видно невооружённым глазом.
Спиральный шов обладает весомым преимуществом: при аварийной ситуации трещина не продольная, а она уводится снизу вверх, поэтому последствия аварии менее опасны.
Основные области применения сварных труб
Электросварные трубные изделия обычно применяют в тех местах, где требуется более высокая доступность, оптимальное соотношение стоимости и качества. Например:
♦ Расходники в строительстве и промышленности.
♦ Промышленное оборудование.
♦ Мебель и отделка.
♦ Бытовая техника.
♦ Медицинская промышленность.
♦ Монтаж трубопроводов.
♦ Структурные применения (где практически нет различий в характеристиках).
Производство бесшовных труб
Трубные изделия без сварных швов получают путём плавления металла. Он вводится в конец сосуда круглой формы, а затем проталкивается под давлением через матрицу, превращающую его в трубу. Изделие выходит через отверстие уже приблизительных размеров, постепенно охлаждается и доводится до требуемых показателей с помощью различных обработок.
Экструзионный способ
Цельнотянутые трубы выпускаются под воздействием экструзионных производственных процессов. Цилиндрический слиток нагревают в печи перед процессом экструзии. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой.
Так изготавливаются толстые трубы, которые трудно сгибать в процессе прокатки. Они имеют однородную структуру по всей длине, устойчивы к коррозии, поэтому способны выдерживать высокое давление в любом направлении.
Кованные бесшовные трубы
Этим способом изготавливаются бесшовные изделия большого диаметра. Нагретая заготовка помещается в ковочную матрицу с диаметром немного больше, чем будет у готовой трубы. Цилиндрическая ковка осуществляется с помощью гидравлического пресса ковочного молота, имеющего соответствующий внутренний диаметр. После ковки трубу подвергают механическим обработкам для получения окончательного размера.
Бесшовные горячедеформированные трубы
Обычно они изготавливаются из вращающегося нагретого до температуры 900—1200 градусов стержня, в котором высверливается отверстие, образовывая полую трубу. Метод используется как более экономичная альтернатива кованным и экструзионным бесшовным трубам горячей прокатки. У них более широкий диапазон допусков по внешнему и внутреннему диаметру, поэтому при производстве уделяется особое внимание толщине стенки.
Основные преимущества бесшовных труб этого типа заключаются в том, что у них толстые стенки, хорошее соотношение цены и качества, доступны в широком диапазоне размеров, просты в обработке.
Бесшовные холоднодеформированные трубы
Для их производства применяется технология холодной прокатки. Исходное сырьё для изготовления — горячекатаные стальные трубные изделия. Процесс холодного волочения улучшает физические свойства за счёт сокращения времени обработки.
Этот вид бесшовных трубных изделий имеет более однородный внутренний и внешний диаметр относительно друг друга, точные допуски, хорошее соотношение прочности к весу. Их можно подвергать разной обработке, которая проще, чем у горячедеформированных.
Основные области применения бесшовных труб
Бесшовные трубы пользуются высоким спросом в следующих областях:
♦ Авиакосмическая, военно-морская техника: гидравлические системы, топливопроводы высокого давления.
♦ Нефтегазовая промышленность: подводные предохранительные клапаны, линии управления, перекачка сжиженного или сжатого природного газа.
♦ Строительная промышленность: структурные и архитектурные элементы.
Классификация и технологическая характеристика способов производства сварных труб
Сварные трубы изготавливают диаметром от 5 до 2520 мм из разных сталей и сплавов.
В зависимости от назначения труб, характеристики и размеров исходного материала сварные трубы получают различными способами, каждый из которых имеет определенные технологические преимущества и недостатки. Все способы производства сварных труб можно классифицировать по двум отличительным признакам:
по температуре формуемого металла: формовка холодного листа (все виды современных трубоэлектросварочных агрегатов) и формовка горячего листа (агрегаты непрерывной печной сварки труб);
по способу получения окончательных размеров готовых труб: в калибровочных клетях формовочно-сварочных агрегатов или на редукционных станах.
Производство труб на агрегатах печной сварки является специфическим и отличается от всех остальных видов сварочного производства.
Способы производства электросварных труб классифицируются по характеру протекания процесса, количеству и направлению швов на трубах, способу формовки трубной заготовки и способу ее сварки.
По характеру протекания процесса различают непрерывный и дискретный способы производства труб. Непрерывным способом изготавливают прямошовные трубы малых (DT ≤ 114 мм) и средних (DT = 114 — 530 мм) диаметров из рулонной стали или отдельных предварительно состыкованных листов. Дискретным способом изготавливают трубы большого диаметра (DT > 530 мм) из отдельных листов или предварительно сваренных листов (“карт”), а также многослойные трубы из обечаек.
По количеству и направлению швов на трубах различают одно- шовные и двухшовные, прямошовные и спиральношовные трубы. Трубы двухшовные с прямым швом выпускают большого диаметра. Выпуск одношовных труб с прямым швом ограничен шириной ис- Дного листа. При производстве труб со спиральным швом обеспечивается получение труб большого диаметра из более узкого листа, однако спиральношовные трубы имеют по сравнению с прямо- шовными большую протяженность сварного шва и при их производстве используются меньшие скорости выхода трубы из стана.
По способу формовки листовой трубной заготовки различают валковую – при производстве прямошовных труб малого, среднего и большого диаметра; прессовую – при формовке листов в круглую заготовку или листов в полуцилиндры; в станах валково-оправочного или втулочного типов – при производстве спиральношовных труб; на вальцах при формовке листов или предварительно сваренных “карт”.
По способам сварки различают производство труб дуговой сваркой под слоем флюса, электросопротивлением, индукционной сваркой, сваркой токами высокой частоты, электросваркой в среде инертных газов, постоянным током, электроннолучевой, плазменной и ультразвуковой сваркой.

Рис. 1. Технологические схемы производства прямошовных электросварных труб: 1 – размотка рулона; 2 – правка ленты; 3 – очистка; 4 – формовка; 5 – сварка; 6 – калибровка трубы; 7 – резка трубы; 8 – обрезка концов; 9 – стыковка; 10 – смотка ленты в рулон; 11 – размотка ленты; 12 – набор петли; 13 – нагрев трубы; 14 – редуцирование
По совокупности отличительных технологических признаков трубоэлектросварочные агрегаты условно подразделяют на следующие типы: непрерывные агрегаты для производства труб малого и среднего диаметра от 6,0 до 530 мм без редукционного стана (типоразмеры ТЭСА по действующей в России номенклатуре 6-32, 20-76, 51-114, 102-220, 202-530 мм) или с редукционным станом (типоразмеры 20-114, 51-220 мм); непрерывные агрегаты для производства труб большого диаметра с одним или двумя продольными швами.
Технологические схемы производства прямошовных электросварных труб приведены на рис. 8.1, а их преимущества и недостатки в табл. 1.
Преимущества и недостатки технологических схем производства прямошовных электросварных труб
Все, что нужно знать о саморезах со сверлом

- Особенности
- Обзор видов
- Изделия с шестигранной головкой
- Крепежи с пресс-шайбой
- Фиксаторы с потайной головкой
- Фиксаторы с полусферической головкой
- Саморезы с круглой головкой
- По дереву
- Мебельные винты
- Кровельные виды
- Антивандальные разновидности
- Размеры
- Советы по выбору
- Использование
Строительные работы всегда требуют большого количества различных крепежных деталей. Наиболее простым и удобным вариантом являются саморезы. Но некоторые модели можно закреплять в материале только после сверления. Чтобы сделать такую работу более быстрой и комфортной, можно воспользоваться специальными саморезами со сверлом. Сегодня мы поговорим об особенностях таких изделий и о том, каких размеров и видов они могут быть.

Особенности
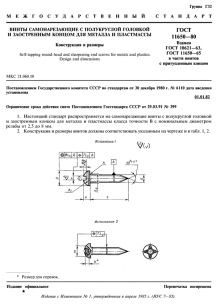
Саморезы со сверлами, как правило, используют для фиксации металлических конструкций. Они чаще всего выпускаются с острым наконечником с резьбой мелкого шага. Требования, предъявляемые к качеству таких фиксаторов, можно найти в ГОСТ 11650-80.
Данные крепежные детали позволяют сделать конструкцию из металла максимально крепкой и прочной. Они плотно скрепляют между собой металлические листы. Кроме того, эти саморезы при создании обязательно покрываются специальным защитным нанесением, которое предотвращает образование коррозии на поверхности фиксаторов. К наиболее распространенным вариантам относятся вещества, которые создают оцинкованное покрытие. Но также существуют модели, обработанные в фосфатированных составах.
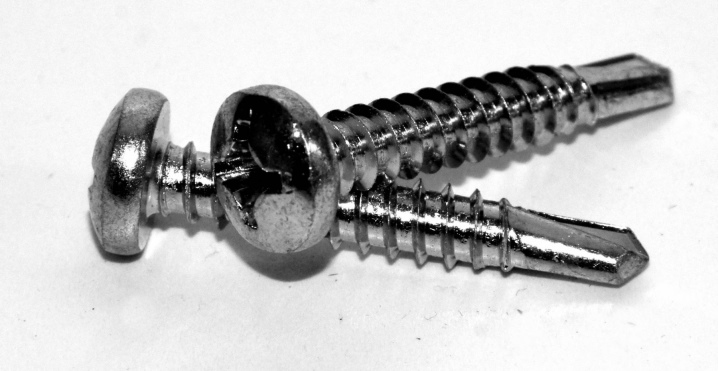
Конструкция самореза с буром или со сверлом состоит из трех основных элементов:
- заостренный наконечник;
- резьба (ее витки идут по всей длине металлического стержня до шляпки);
- шляпка (она служит опорой, чтобы элемент не входил в материал слишком глубоко).


Обзор видов
Саморезы с заостренным наконечником можно классифицировать по разным признакам. Так, в зависимости от разновидности головки, они подразделяются на следующие модели.
Изделия с шестигранной головкой
Такие приспособления внешне похожи на обычные болты. Но они отличаются редкой винтовой резьбой и несильно заточенным наконечником. Данные образцы, как правило, берут для крепления крупных массивных конструкций из дерева.
Если использовать их вместе с дюбелями, то тогда они подойдут и для бетонных поверхностей.


Крепежи с пресс-шайбой
Данные крепежные элементы отличаются увеличенной площадью контактного места площади шляпки. Пресс-шайба позволяет максимально плотно прижимать деревянные либо металлические доски (но их толщина не должна превышать 10 миллиметров).


Фиксаторы с потайной головкой
Чаще всего их применяют для крепления деревянных листов, но их можно использовать и для металла. Данные виды считаются универсальными вариантами, они имеют средний шаг резьбы, их головки отличаются особым усиленным упором, но при их фиксации в материале не стоит применять много физических усилий.
Как правило, такие типы выпускаются с крестообразным шлицем, который позволяет закреплять деталь с максимальной точностью.


Фиксаторы с полусферической головкой
Подобные варианты для крепежа также можно отнести к универсальной группе. Они имеют сильно заостренный наконечник. Модели считаются наиболее подходящим вариантом для крепления металлического каркаса к деревянной обрешетке. Их можно брать и для присоединения профилей друг к другу.
Образцы с полусферической конструкцией часто дополнительно выпускаются с пресс-шайбой, которая позволяет немного придавливать скрепляемый материал с основой, обеспечивает более надежную и прочную фиксацию.
Саморезы с круглой головкой
Подобные разновидности крепежей можно использовать для присоединения металлических профилей, преимущественно тех, которые изготовлены из алюминия или из мягких сплавов с алюминием. На головке имеется небольшой шлиц крестообразной формы, такой элемент дает возможность применять саморезы для мощных шуруповертов. Центральный стержень изделия имеет плотную резьбу однозаходного типа.
Наконечник деталей сильно заострен.


Также саморезы с острым наконечником можно классифицировать в зависимости от того, для какого материала они могут использоваться.
По дереву
Крепежные детали для древесины, вагонки обладают редкой резьбой в виде тонких винтов. Деревянные изделия считаются мягкими и более податливыми к обработке, поэтому для них не требуется слишком острых саморезов. Крепежи можно вставлять в поверхности и без предварительного сверления, но саморезы со сверлом могут значительно ускорить данный процесс, сделать его более простым.
Нередко такие саморезы делают с белой или желтой головкой.


Мебельные винты
Подобные варианты позволяют скреплять доски ДСП и МДФ, из которых в основном изготавливаются мебельные конструкции. Фиксирующие элементы имеют традиционную длину в 50 миллиметров. Шляпка у них шестигранной формы.
Она имеет специальную пазовую нишу под шестигранник.

Кровельные виды
Такие саморезы со сверлом имеют шляпку-шестигранник и особую резиновую шайбу-прокладку. Последний элемент играет важную роль, так как именно благодаря ему обеспечивается достаточная изоляция от большого количества влаги, также она выступает в качестве амортизирующего уплотнителя соединений.
Кровельные типы могут выпускаться в самых разных расцветках, в данном случае выбор будет зависеть от цветовой гаммы кровли.


Антивандальные разновидности
Эти специальные саморезы с наконечником имеют шляпку с особыми пазами. Они могут иметь звездчатую, многогранную форму.
Стандартными бытовыми инструментами антивандальные саморезы закрутить не получится.


Саморезы со сверлами также отличаются друг от друга и по типу резьбы.
- Крупная резьба. Как правило, она идет по всей длине металлического стержня и имеет редкий шаг. Модель сможет подойти для работы с мягкими материалами, в том числе и с разными видами древесины, гипсом и пластмассой.
- Средняя. Данная резьба встречается у универсальных видов саморезов. Такими моделями можно фиксировать практически все материалы.
- Частая двухзаходная резьба. Этот тип подойдет для работы с тонкими листами из металла. На конце стержня имеется тонкий острый наконечник.
- Ассиметричная резьба. Она нередко используется в производстве, в бытовых условиях ее можно взять для сборки мебельных конструкций.
- Переменная резьба с насечкой. Данная разновидность применяется в случаях, когда нужно присоединить изделия к кирпичной или бетонной поверхности, не используя при этом дюбели.

Размеры
Перед покупкой саморезов с наконечником стоит уделить особое внимание их размерам, ведь от данных характеристик во многом зависит качество будущей работы. Кроме того, при выборе нужно правильно соотносить эти параметры с габаритами обрабатываемого материала, с типом поверхностей (дерево, металл, гипсокартон).
На просторах интернета можно увидеть таблицы, в которых указываются стандартные размеры различных саморезов. Так, их длина чаще всего варьируется в пределах от 13 до 51 мм. Диаметр головки может составлять примерно 7 мм. Диаметр пресс-шайбы достигает 10-13 мм. НоНо существу модели, обладающие нестандартными размерами. Так, длина моделей, предназначенных для кровельных работ, может достигать 150-170 миллиметров.


Советы по выбору
Перед покупкой подходящих саморезов со сверлом следует обратить особое внимание на некоторые правила подбора. Сначала учитывайте, для какого материала вам нужны будут крепежи. Так, для обработки деревянных изделий можно подбирать образцы с редкой резьбой, для металлических предметов лучше подбирать модели с частой заостренной резьбой.
Также перед приобретением внимательно смотрите на размеры саморезов. Для тонких материалов не следует подбирать слишком длинные модели с большим диаметром. Последние варианты смогут подойти для крепежа деревянных или металлических листов небольшой толщины. Более крупные разновидности чаще применяют для массивных твердых конструкций.
Для монтажа крыши стоит покупать только кровельные разновидности. Именно они обеспечивают максимальную герметизацию сделанных углублений.
Все эти модели оснащены прочной пресс-шайбой.

Кровельные саморезы со сверлом выпускаются со шляпками, обработанными специальными полимерами, которые создают особое защитное покрытие. Чаще они имеют запрессованную подушку, сделанную из искусственного каучука. Такая обработка позволяет применять эти крепежи для наружной установки. Кровельные модели также различаются по размерам, их надо подбирать в зависимости от толщины крыши.
Внимательно просмотрите саморезы. Их поверхность должна быть абсолютно ровной, без искривлений. На резьбе не могут иметься даже мелкие неровности, такие изделия смогут испортить обрабатываемый материал или просто привести к образованию большого количества мусора во время работы.
Проверьте, чтобы саморезы были покрыты специальными защитными нанесениями. Подобные составы позволяют предотвращать образование коррозии на изделиях. Наиболее оптимальными вариантами будут вещества, которые создают оцинкованное или фосфатированное покрытие. Вид наконечника также играет большую роль. Модели могут быть оснащены остроконечными черными элементами, которые прошли фосфатирование, или светлыми оцинкованными концами.

Иногда наконечники подразделяют еще на два вида: просто заостренная модель или сверловочная.
- Первый вариант используется для крепежа профилей друг к другу. Он отличается относительно небольшими размерами.
- Второй вариант берут, когда обязательно требуется предварительно сверление, либо когда требуется установка дюбелей.
Приобретать лучше саморезы, изготовленные из прочного обработанного металла. Чаще всего они создаются из разных видов качественной стали. Они смогут легко войти в материал и при этом не погнуться. Некачественные образцы, сделанные из мягких металлических сплавов, долго прослужить не смогут, они часто деформируются уже в процессе установки.

Использование
Чтобы саморезы со сверлом смогли прочно держаться в материале и обеспечивали прочную фиксацию, следует руководствоваться некоторыми правилами по их установке. Если вы присоединяете металлические профили, то тогда саморезы лучше постепенно вкручивать, а не забивать в поверхность. Вкручивают саморез с определенным шагом.
Чем толще будет металл, тем больше будет происходить нагрузка на конструкцию. Детали для металла выпускаются с максимально острым наконечником, поэтому подготавливать материал, высверливать отдельно дополнительное отверстие не надо. Качественные модели смогут плотно войти в предмет, не погнувшись.
Если вы монтируете саморезами кровлю, то тогда можно немного ударить по ним молотком. Делать это нужно аккуратно, чтобы они не погнулись.
Модели для древесины часто просто постепенно вбиваются этим же инструментом.

О том, какой металл можно просверлить простым саморезом со сверлом, вы можете узнать из видео ниже.





