Как заварить трубу с водой — несколько проверенных вариантов
Каждому квалифицированному специалисту при проведении сварочных работ приходится решать ряд сложных задач. Одна из проблем, с которой может столкнуться любой сварщик — как заварить трубу с водой.
Стоит отметить, что сварка стальной трубы с протекающей по ней водой не является технически грамотным решением и технологически верным процессом проведения работ. Однако в некоторых аварийных, экстренных ситуациях знание различных способов сваривания трубопроводов со свободно или под давлением протекающей по ним водой может сильно помочь специалисту.

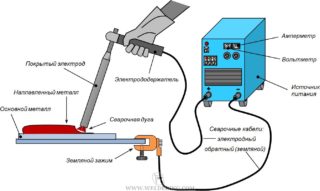
Рис. 1 Технология электродуговой сварки
- Особенности сваривания трубопроводов с водой
- Как заварить трубу с водой
- При образовании трещины
- Со свищом
- На стыке двух соединяемых труб
- Врезка в трубопровод под давлением
Особенности сваривания трубопроводов с водой
Под сваркой трубопровода с водой мы подразумеваем ту ситуацию, когда она тем или иным способом попадает в сварочную ванну. Этот фактор привносит в проведение сварных работ следующие нюансы:
- Электрическая дуга, которая образуются при сварке, имеет температуру около 7000 °С. Этого более чем достаточно, чтобы сделать жидкой любую низкоуглеродистую сталь, средняя температура плавления которой составляет 1500 °С. Так как вода закипает при нагревании до температуры в 100 °С, то она мгновенно испаряется в зоне сварки, не оказывая существенного влияния на процесс. То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.
- Общеизвестно, что вода обладает наивысшей тепловой емкостью из всех жидкостей, то есть для нагревания любого исходного объема требуется значительное количество энергии. Поэтому при проведении сварочных работ на трубах с водой желательно еще повысить температуру электродуги. Этого добиваются увеличением силы тока в сварочном аппарате в зависимости от конкретных условий на 10 — 20%.
- При сварке предпочтительнее применение инверторного сварочного агрегата с рядом удобных функций: форсаж дуги, антизалипание.

Рис. 2 Дефекты в трубах и заделка их чопиками
- Сварку с вытекающей водой можно вести в двух режимах, без отрыва и с отрывом электрода от шва (ванны). Однако на практике безотрывную технологию довольно сложно использовать — попавшая в ванну вода может охладить электрод, что приведет к его залипанию. Поэтому большинство сварщиков даже высокой квалификации практикуют сварку охлаждаемых водой щелей или стыков труб с отрывом.
- Трубу с водой можно варить как на постоянном, так и переменном токе. Так как последний вариант рассчитан на сварку толстостенных изделий из низкоуглеродистых сталей, проводить сварочные работы таким методом и соответственно аппаратом чуть проще.
- При сваривании стыка или щели с водой следует быть готовым к невысокому качеству шва. Из-за постоянного охлаждения сварочной ванны образуются наплывы, ухудшающие внешний вид шовного буртика. Также у сварщика не времени сбивать окалину, что также не способствует повышению качества сварки.

Рис. 3 Таблица применяемых электродов для электродуговой сварки
 Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
- Перед проведением сварочных работ электроды лучше дополнительно прокалить при температуре 200 °С. Помимо трубопроводов из низкоуглеродистой стали (электроды АНО, УОНИ), также можно сваривать трубы с водой из нержавейки (электроды НЖ, ЛМ, ОЗЛ) чугунные стояки (электроды МНЧ, ОЗЧ, ОЗА). Для инверторных сварочных аппаратов можно использовать электроды МР-3, ЦЧ-4, которые хорошо подходят для ремонта труб из-за относительно низкой температуры плавления.
- Следует учитывать и то, что сварка труб под давлением водной среды — вынужденная и временная мера. Стык с высокой вероятностью может треснуть при дальнейшей эксплуатации, связанной с изменением давления в трубопроводе, физическом воздействии на его оболочку.
- Стоит отметить, что не каждый сварщик возьмется за проведение подобных работ в силу следующих причин:
- Обзор рабочей зоны будут постоянно перекрывать водные пары — маску придется регулярно протирать.
- При задержке электрода в сварочной ванне он может залипнуть.
- Попавшая на работника и спецодежду вода снижает электробезопасность работ, увеличивает вероятность поражения сварщика электрическим током, приводит к дискомфорту.

Рис. 4 Заварка трубных щелей сваркой — примеры
Как заварить трубу с водой
Как отмечалось выше, сварка труб под давлением с вытекающей водой — это прямое нарушение технологии из-за низкого качества соединения. Однако в реальных условиях мастера сварщики, работающие, к примеру, в тепловых сетях, регулярно проводят данные операции по просьбе или требованию начальства.
Перед работами проверяют удобство доступа к дефектному участку трубопровода, хорошо освещают место проведения сварочных операций. Если прямым электродом сложно проводить сварку или по нему будет стекать вода, его изгибают под удобным или безопасным углом. Для защиты сварщика при работе в помещениях с высокой влажностью используют водонепроницаемую одежду.

Рис. 5 Примеры наложения заплаток для заделки дефектов
При образовании трещины
Если вода капает через трещину, ее можно заваривать несколькими методами:
Прямым завариванием. Место проведения работ очищают от краски, слоя ржавчины и начинают сварку. Ток в аппарате устанавливают побольше, (для этого нужен опыт и практические навыки) и начинают заваривание щели в месте, наиболее удаленном от точки вытекания воды.
Электрод ведут елочкой, постепенно опускаясь к участку с течью. Можно пройти щель сразу по всей длине с одного конца до другого или сваривать попеременно с каждой стороны и закончить в точке вытекания воды.
Для гарантии прочности соединения после формирования основного шва его поправляют, обваривая по периметру. Ток в сварочном аппарате при этом устанавливают в обычный рабочий режим.
При помощи накладки. Для ремонта труб многие используют хомуты с резиновыми прокладками, накладываемые вокруг трубы и затягиваемые болтами. Если щель большая и через нее вытекает значительный объем воды, можно при помощи сварочного аппарата сделать подобие данного приспособления.
Для этого берут пластину нужный длины и ширины, изгибают ее вокруг трубы в месте утечки и привязывают проволокой. Далее по периметру приваривают элемент к трубной оболочке в обычном режиме работы сварочного аппарата. Сделанная таким методом заплатка хоть и отнимет чуть больше времени, чем непосредственное заваривание щели, гарантирует более высокое качество ее заделки.

Рис. 6 Примеры заварки свищей
 Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Со свищом
Под свищом обычно подразумевают дефект в трубе в виде сквозного отверстия, через которое под давлением наружу вытекает вода. Для его заваривания применяют следующие способы:
Прямая заделка. Есть свищ небольшой, его обваривают по периметру небольшими каплями при повышенном токе, а затем расплющивают их молотком, заделывая отверстие и предотвращая ток воды.
Затем поверх свища наваривают еще один слой металла, установив на сварочном аппарате обычный режим.
При большом свище еще один оригинальный вариант его обварки – вбивание деревянного чопика. Колышек загоняют до конца и обрезают почти заподлицо с трубной оболочкой. При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При помощи болта. Если через свищ поступает значительный объем воды, можно воспользоваться подходящим по диаметру (точнее чуть большим) болтом. При помощи сверла, равного размеру резьбового штыря, в свище делают круглое отверстие правильной формы, в которое затем вкручивают болт.
Резьбовая ножка почти полностью перекрывает водный поток, поэтому шляпка без труда обваривается по периметру, тем самым полностью предотвращая течь.
При помощи гайки. Если под руками нет сверла и болта нужных диаметров, подбирают гайку по размерам чуть больше свища. Ее устанавливают по центру отверстия и обваривают по периметру. Затем берут подходящий болт, обрезают его на нужную длину болгаркой, делая фаску на кромках, и ввинчивают в гайку. Для герметизации резьбового соединения используют льняное волокно или подкладывают под резьбовой штырь на свищ маленький кусочек резины.

Рис. 7 Как заварить трубу с водой при помощи гайки и болта — пример
На стыке двух соединяемых труб
В практике опытного сварщика могут возникнуть ситуации, когда в трубопровод потребуется вставить новый трубный фрагмент или элемент с запорной, регулирующей арматурой. Для этого в старой трубе вырезают участок по длине нового, стачивают фаски на кромках всех труб для образования сварочной ванны и вставляют трубный отрезок в разрез трубопроводной магистрали.
Очень важно точно подогнать вставляемый трубный фрагмент к краям обрезанного трубопровода. В идеале, если кромки свариваемых труб плотно соприкасаются, течь может практически отсутствовать.
Затем вставленный фрагмент соединяют с основным трубопроводом сваркой с двух сторон в нескольких точках и приступают к полной заделке стыков.
Если труба расположена горизонтально, сварку ведут сверху вниз обычным (отрывным или безотрывным) способом попеременно с двух сторон или непрерывной дугой снизу-вверх, минуя участок с вытекающей водой. На расстоянии около 10 мм от точки вытекания воды увеличивают ток в аппарате и производят заваривание оставшегося участка с течью. Некоторые сварщики поступают наоборот, заделывая вначале участок с протечкой от точки на 10 мм выше.
Аналогичные сварочные операции проводят и с другим стыком.

Рис. 8 Как заварить трубу с водой на стыке
Врезка в трубопровод под давлением
Если давление воды в трубопроводе невелико (не более 6 бар, как в линии холодного водоснабжения коммунальных домов), не так сложно произвести врезку в трубопровод при помощи сварки. Для этих целей подбирают отрезок трубы с резьбой, подходящей к запорной арматуре: шаровому крану или вентилю. Сразу готовят герметизирующие материалы (сантехническую ленту, льноволокно, пасту), перфоратор со сверлом по металлу диаметром, соответствующему проходному каналу отвода.
Дальнейшие операции проводят в следующей последовательности:
- Стачивают нижние кромки переходной стальной муфты с резьбой болгаркой под полукруглый профиль трубопровода, делают по периметру фаску для сварочной ванны.
- Приставляют переходную муфту к трубе, фиксируют в нескольких точках каплями расплавленного металла и приступают к ее приварке по периметру в обычном режиме.

Рис. 9 Приварка муфтового бокового отвода с резьбой под шаровый кран
 Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
- Затем в перфоратор или шуруповерт вставляют сверло по металлу и проделывают в трубопроводе отверстие через приваренную муфту, предварительно подготовив шаровый кран и намотав на резьбу льноволокно.
- После просверливания отверстия в трубопроводе извлекают сверло с электроинструментом и быстро накручивают на резьбовой патрубок отвода шаровый кран.
- Более надежный и простой вариант, если давление в системе неизвестно — заранее накрутить на резьбовой патрубок шаровый кран, используя уплотнители из льноволокна, сантехнической нити, и произвести высверливание трубы через него. Стоит отметить, что арматура при этом должна быть полнопроходной без внутреннего заужения проходного канала.
- Как только на выходе появится сильный водный поток после извлечения сверла, его быстро перекрывают консольной рукояткой крана.
Важный нюанс. Чтобы выходящая из трубопровода вода при сверлении не попала в электроинструмент, на сверло одевают защитный экран – кусок плотной картонки, фанеры, пластика.

Рис. 10 Операции по врезке в трубопровод через шаровый кран
Сварка труб с вытекающей через них водой — операция, выполнение которой по силам высококвалифицированным сварщикам с большим опытом работы. Также при помощи сварки несложно произвести врезку в любой металлический трубопровод, транспортирующий воду под давлением.
Сварка водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления. Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?

Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48 V ). Варить при этом очень неудобно.
Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
С варка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
Какая сварка водопроводных труб лучше – виды и особенности сварки
Всю трубопроводную арматуру можно воедино собрать сваркой. Такое крепление считается одним из самых надежных, не требующих внедрения дополнительных приспособлений. Сварка водопроводных труб − явное подтверждение сказанному выше.

Виды сварки
Технологический процесс сваривания составляющих трубопроводной арматуры может быть:
- термическим;
- термомеханическим;
- механическим;
- электромеханическим.

В свою очередь, термическая сварка, которая в действительности представляет плавление, классифицируется как:
- лазерная;
- электронно-лучевая дуговая;
- газовая;
- плазменная и т.д.
Благодаря магнитоуправляемой дуге, можно выполнить термомеханическое сваривание. Последнее бывает стыковым контактным.
Особенности сварки водопроводных труб
Механический процесс сварки можно произвести способом трения и взрыва.
Согласно категории носителя, сварочные методы классифицируются по типу:
- лазерных;
- газовых;
- дуговых;
- плазменных.

Согласно требованиям получения стыковочного шва, сварка бывает:
- свободной;
- принудительной.
Защитить зону сварки можно при помощи:
- газов;
- проволоки-электродов;
- флюса.

Технологический процесс сварки постоянно автоматизируется и механизируется, поэтому классифицируется, как:
- ручной;
- автоматизированный;
- механизированный;
- роботизированный.
Сварочные работы встык
Если вы стыкуете изделия из нержавейки, то лучше применить дуговой способ. При сварке трубы с водой, являющейся частью единой магистрали, в 60 процентах случаев специалисты прибегают к автоматическому дуговому варианту под флюсом.
Если по каким-то причинам механический метод недопустим, то сваривание изделий лучше выполнить ручным дуговым. Тогда шов может принимать всевозможные положения в пространстве: быть вертикальным, нижним, потолочным. При механическом либо автоматизированном способе сварки электроды движутся по окружности совмещения. Их скорость достигает 8-20 м/ч, при ручном варианте − 20-60 м/ч.

При наличии газовой защиты можно воспользоваться:
- активными и инертными газами;
- их одновременным смешением.
В данной ситуации электродом может быть как плавящийся, так и неплавящийся инструмент.
К дуговому методу с газовой защитой прибегают, когда арматура водопровода стыкуется в разных положениях.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.

При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.
Особое внимание необходимо обратить на обязательную очистку труб от мусора перед монтажом и дальнейшую обработку краев и прилегающей плоскости до десяти миллиметров.
Первоначальный нагрев труб
Благодаря стартовому подогреву, можно добиться правильной терморегуляции в ходе сварочных работ. При этом скорость охлаждения металлических изделий взаимосвязана с характеристиками сварочного шва при температуре 500-800°С.
Если по окончанию процесса сварки материал трубы быстро охладится, то получится достаточно прочная, но не пластичная структура.
При желании можно менять скорость охлаждения кромок, но для этого потребуется:
- корректировка их первоначальной температуры;
- подогрев;
- учет толщины стенок составляющих водопровода.

С помощью первоначального подогрева создаются комфортные условия для активной эвакуации из сварочной зоны и стыка диффузионного водорода, а также изделие более защищено от возникновения трещин.
При корректном определении нужной температуры первоначального подогрева особое внимание следует уделить таким параметрам, как:
- структура материала;
- толщина стенки;
- температура наружного воздуха;
- разновидность покрытия электрода.
Подогрев и поддержание стабильной температуры в месте сварочного стыка обеспечивают газовые или электронагреватели. Местом нагрева называют площадь изделия, составляющую около 75 мм от стыка в каждую сторону.
Ручная дуговая сварка
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.
Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Сварка труб с водой
В этой ситуации приемлемы три варианта, непосредственно зависящие от вида электродов, которые могут быть:
- газозащитные;
- с покрытием.
Сварочные работы могут проводиться и с одновременным использованием двух видов электродов: первым − газозащитного типа, которым нужно пройти у корня стыка и в горячем проходе; вторым − с покрытием − для облицовочных и заполняющих изделий.
При ведении сварочных работ с помощью электродов газозащитного типа движения колебательного типа отсутствуют, а край инструмента для сварки опирается на края трубного изделия. Работы осуществляются под напряжением от 75 В.

Если диаметр электрода 3,25 мм, то сила тока может быть 110 ампер, если 4 мм, то 120 ампер в полувертикальном положении и 160 ампер − в нижнем. В остальных случаях сила тока может варьировать от 100 до 140 ампер. При этом скорость сварки колеблется от 16 до 22 м/ч.
Ведение сварочных работ с электродом с покрытием происходит, в противоположность первому варианту, с колебательными движениями снизу вверх. От ширины разделения шва зависит величина амплитуды. Нередко, когда требуется много сварки одновременно на разных участках, прибегают к услугам нескольких специалистов, применяющих поточно-расчлененный способ. При крупногабаритных трубных изделиях сварочные работы могут выполнять даже четыре работника. Если же в наличии только пара людей, то лучше вести разносторонние действия снизу вверх от надира. Затем каждый следующий слой смещать от низа оборудования примерно на 50-60 миллиметров.
Соблюдая все наши рекомендации, вы поймете, как правильно варить трубы отопления, а сам процесс вам не покажется трудновыполнимым.
Как варить трубы под давлением
Сварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье сайта о ручной дуговой сварке mmasvarka.ru , будут даны советы по поводу того, как варить трубы под давлением.
Какими электродами варить водопроводные трубы
По праву лучшими электродами для сварки водопроводных труб под давлением уже долгое время считаются:
Электроды УОНИ 13/15 — универсальные высококачественные электроды для ММА сварки, которые дают возможность отремонтировать протекающие трубы. Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.

Электроды МГМ-50К — сравнительно новый вид электродов, которые оптимизированы для сварки трубопроводов под давлением. Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением. Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
Сварка труб под давлением
Придерживаясь нижеприведённых советов, вы существенно сможете облегчить работы связанные с ремонтом водопроводных труб под давлением:
- Во время сварки трубы, когда из неё идёт вода, силу тока на сварочном аппарате следует увеличить. В таком случае электрод не будет все время прилипать к трубе из-за того, что металл слишком быстро остывает.
- Перед сваркой труб под давлением, электроды следует прокалить . В таком случае можно добиться более качественной и стабильной дуги, которая, в свою очередь, будет быстрее испарять просачивающуюся воду со свища.
- Выбор постоянного или переменного тока для сварки водопроводных труб, зависит не только от напора водяного слоя, но и от толщины металла, который требуется заварить.
Так, например, сварка на переменном токе, даёт возможность формировать более мощную дугу. Поэтому варить «переменкой» можно даже трубы под высоким давлением.

При этом качество сварочного шва оставляет желать лучшего. В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
Как заварить свищ в трубе с водой под давлением
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.
Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.

После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Врезка в водопровод под давлением
И хотя на сегодняшний день существуют специальные седелки для врезки в водопровод под давлением, многие, до сих пор, используют сварку для этих целей. Как врезаться в водопроводную трубу под давлением?

В первую очередь, нужно подготовить металлический патрубок требуемого диаметра, на одном конце которого была бы нарезана резьба. На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
Выбрав место врезки, и очистив трубу от грязи и ржавчины, можно приступать к выполнению сварочных работ:
- Приложите патрубок с краном к трубе для врезки, после чего обварите его по кругу. Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
- Через открытый кран на патрубке, просверлите отверстие в трубопроводе, используя для этих целей дрель и длинное сверло по металлу;
- После того, как из трубы пойдёт вода, быстро перекройте кран.
Таким образом, можно не только заварить свищ в водопроводной трубе под давлением, но и врезаться в действующий трубопровод.
Как заварить трубу с водой электросваркой
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Перед проведением сварки магистральное давление понижают до возможных пределов. Для выполнения работ требуется опыт. Новичку с такой сваркой не справиться. Особенно сложно заваривать чугунные стояки. У чугуна большая текучесть, при нагреве происходят структурные изменения в металле, ухудшающие эксплуатационные характеристики.

Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.
Это не все ситуации, при которых нужна сварка трубопроводов с водой.
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Работать надо на малом токе, чтобы не допустить прожогов на поврежденной коррозией стенке.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным. Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
Как заварить трубу с водой электросваркой
Устранение причин аварий инженерных коммуникаций иногда требует быстрых решений, чтобы избежать серьезных угроз для строительных конструкций и безвозвратной потери материальных ценностей. Главное — не подвергать риску жизнь и здоровье людей. В ряде случаев отключить подачу воды не представляется возможным. Необходим экстренный ремонт трубопровода под рабочим давлением сети.
- Виды сварки труб с водой
- Особенности сварки водопроводной трубы
- Ремонт протечек холодной сваркой
- Особенности ручной дуговой сварки труб с водой
Виды сварки труб с водой

Хомут для пластиковой трубы
Доля трубопроводов с резьбовым соединением незначительна. В большинстве случаев стыки металлических элементов трассы выполнены сваркой. Порой случаются непредвиденные аварии, связанные с ошибками при монтаже, критической внешней нагрузкой на трубы. Возникают протечки, трещины.
Если участок, требующий ремонта, изготовлен из пластиковой трубы, устранить аварию можно либо хомутом, либо после полного отключения подачи воды. Температура, необходимая для сварки полимерных элементов, будет разрушительна для трассы, в которой находится вода под давлением. Полипропилен становится пластичным при 95-130° C, а сварку выполняют при более высоких значениях. Электромуфта имеет рабочий диапазон температур от 250 до 300° C.
Металлические трубы ремонтировать можно. Квалифицированный сварщик обладает необходимым опытом, чтобы правильно заварить трубу с водой под рабочим давлением. Устранить течь можно следующими способами:

- Электродуговая сварка — оптимальный надежный способ устранения аварии.
- Газосварка — необходим генератор и баллон с кислородом. Прогреть металл в трубе с водой очень сложно, поэтому в ряде случаев от этого способа приходится отказываться;
- Холодная сварка — принцип заделки течи основан на затвердевании мягких активных веществ под действием небольших температур, воздуха, либо по прошествии необходимого времени. Холодная сварка подойдет для труб с горячей и холодной водой.
Электросварка — наиболее приемлемый вариант для качественного ремонта трубы с водой. Современные аппараты пользуются популярностью у домашних мастеров. При строительстве магистральных трубопроводов широко используется полуавтомат, для самостоятельной работы лучше приобрести компактный ручной электродуговой прибор. Сварочный инвертор доступен по цене, выполнить элементарные операции по хозяйству может любой желающий.
В экстренных случаях можно в качестве аварийной меры изготовить самодельный хомут, воспользоваться набором для холодной сварки. После этого в ближайшее время следует провести капитальный ремонт.
Особенности сварки водопроводной трубы
Для прочного надежного соединения необходимо оставлять зазор 1-2 мм, тогда расплавленный металл образует шов с обратным наплывом, края трубы равномерно на молекулярном уровне соединяются между собой. Зазор размером менее 1 мм с таким качеством соединить сложнее. Трубопровод сначала собирают, затем подключают воду. Отдельные элементы системы проверяют специальным оборудованием на надежность опрессовки под повышенным давлением.
Сварку магистральных трубопроводов делают электродуговыми аппаратами. Способ гарантированно выдерживает необходимый срок эксплуатации, если выполнены технологические условия. Диаметры труб менее 50 мм в разводке домов часто делаются газовым оборудованием. В условиях ограниченного пространства и недостатка квалификации исполнителей, обладающих навыками электросварщика, этот способ оказывается предпочтительнее.
При ремонте газовая сварка также применяется чаще. Однако при невозможности отключения подачи воды способ не используется. Температура свариваемого участка не успевает доходить до нужных значений. Вода охлаждает металл, надежного соединения не получится. Единственный вариант, когда пользуются этим методом не отключая магистральную подачу — если выше места протечки имеется внутренняя запорная арматура, позволяющая на этом участке сбросить давление. Если конструкция системы позволит образоваться воздушной пробке, есть шансы качественно сварить место свища.
Принципиальная разница газового и электродугового оборудования заключается в том, что во втором случае нет необходимости прогревать металл. Нужную температуру он набирает за доли секунды.
Опасность представляет горячий пар, выброс которого может привести к ожогам. Не рекомендуется заваривать трубу с горячей водой электросваркой. В случае прорыва последствия могут быть критическими. Работы выполняются в маске, перчатках, спецодежде. Повышенная влажность опасна рисками поражения электрическим током. Выполняя работу необходимо соблюдать технику безопасности при подключении к сети, размещении кабелей.
Ремонт протечек холодной сваркой
Холодная сварка для труб
На рынке и в специализированных магазинах продаются ремонтные наборы для домашнего и профессионального применения. По химическому составу эти препараты отличаются друг от друга, но характерная особенность заключается в способности застывать без использования дополнительного оборудования. Пластическая масса перед употреблением разминается, соединяется с отвердителем, затем наносится на свищ в трубе. Все работы проводятся в резиновых перчатках. В мягком состоянии вещества холодной сварки могут быть вредны для кожи.
При ремонте протечек в системе с водой возникает серьезная проблема. Эластичность массы не дает возможности выдерживать ее указанное время на нужном участке. Струйка воды пробивает мягкий состав до того, как он отвердевает. В этом случае возможен вариант дополнительного укрепления в виде временного бандажа, хомута. После подготовки необходимой массы препарата его зажимают между трубой и армирующим элементом на время затвердения. Использовать можно заводской, самодельный хомут и прокладку, фиксирующую холодную сварку. Холодная сварка для бытовых водопроводных металлических труб, находящихся под давлением требует предельной аккуратности и точности.
Рекомендации производителей продуктов гарантируют устранение трещин и зазоров на трубах при отключенной подаче воды, поэтому при работе на участке с рабочим давлением необходима особая аккуратность, внимание и точность. В инструкции указано время отвердения. Выдерживать его необходимо неукоснительно. Полимеризация происходит от 10 мин до часа.
Не рекомендуется подключать воду в зависимости от типа холодной сварки по прошествии 8-24 часов. Используя временный, хомут нельзя его убирать после полимеризации. Необходимо выдержать полное время, рекомендуемое производителем.
Особенности ручной дуговой сварки труб с водой

Удовлетворительно выполнить работу можно только четко понимая поставленную задачу. Прежде всего, необходимо произвести осмотр поврежденного участка. Опасности протечек подвержены больше сварные трубы, нежели цельнотянутые аналоги. На месте стыка образуется свищ в виде трещины. Для определения характера повреждения рекомендуется шкуркой пройти этот участок. Становится видно место свища, его размеры, форма.
Особая сложность в работе возникает, когда ремонт нужно производить в труднодоступном месте. Требуются навыки, знания специальных технологий сварки. Опытные мастера используют для облегчения работы зеркало и электрод, загнутый под небольшим углом. Специалист хорошо различает расплавленный металл и образующийся шлак. Неопытный исполнитель может не заметить нюансов, и качество шва будет недостаточным для длительной эксплуатации. Такой ремонт продержится год-два, затем труба даст течь. Доверять работу лучше специалисту.
Сварка труб считается сложной операцией. Квалификации мастера, работавшего только с конструкционным строительным прокатом может быть недостаточно. При давлении воды операция осложняется. Настоятельно рекомендуется проводить это мероприятие как временную меру.
ГОСТ не предусматривает сварочные работы под давлением. Операция предполагает экстренное устранение аварии. При первой возможности отключения подачи воды нужно провести капитальный ремонт, замену поврежденного участка.
Как заварить протекающую трубу электросваркой? Ремонт водопровода под давлением!
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.

Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.

В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.

Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
При подборе диаметра сверла нужно иметь в виду, что сформированное отверстие должно быть достаточно широким для обеспечения эффективной работы новой ветки трубопровода.
Смотрите видео про врезку в стальную водопроводную трубу под давлением:
Заключение
Итак, ответ на вопрос, как заварить трубу отопления или водоснабжения довольно прост. Справиться с задачей может и новичок.
Главное – придерживаться указанных рекомендаций, а также соблюдать технику безопасности, учитывать, что температура транспортируемой среды может быть достаточно высокой. А также использовать средства защиты во избежание ожогов.





