Вольфрамовые электроды в технологии сварки
| Статья рассказывает о применении вольфрамовых электродов в технологии сварки. Приведены российские и международные марки, описаны характеристики и условия применения различных электродов из вольфрама. |
Сварочные вольфрамовые электроды широко используются для ручной, механизированной и автоматической электродуговой бесконтактной сварки тонколистовых (толщиной от 3-4 до 0,05 мм) и крупногабаритных металлических конструкций, требующих высокой прочности, геометрической точности и чистоты шва. Электроды способны качественно сваривать элементы практически из любых металлов, в том числе из высоко- и низкоуглеродистых, легированных и коррозионно-стойких (нержавеющих) сталей аустенитного класса, цветных металлов (меди, магния, алюминия и др.), разного рода сплавов, а также металлов с высокой температурой плавления (молибден, тантал, титан и др.). Благодаря исключительной тугоплавкости (температура плавления – 3422°С, температура кипения – 5900°С), вольфрам во время технологического процесса выгорает незначительно, поэтому электроды из вольфрама называют неплавящимися. Их задача – обеспечение устойчивого горения дуги между торцевым соединением (прилегающими кромками) свариваемых деталей и концом электрода. Температура столба сварочной дуги способна достигать 2000°С. Наряду со сваркой, вольфрамовые электроды применяются для плазменной резки, наплавки и напыления твердых металлов и сплавов.

Рисунок 1. Ручная сварка вольфрамовым электродом.
Описание сварочного вольфрамового электрода, преимущества и недостатки
Стандартные сварочные вольфрамовые электроды имеют форму прямолинейного прутка круглого сечения длиной 50, 75, 150,175 мм с номинальным диаметром от 0,5 мм до 10 мм. Также вольфрамовый электрод может быть выполнен в виде прутка немерной длины в пределах 800-1000 мм. Продукцию изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими (присадками) добавками редкоземельных металлов (двуокиси тория, окисей лантана, иттрия), которые в определённой пропорции с вольфрамом:
- улучшают показатели производительности;
- повышают устойчивость к перегрузкам и значения ударной вязкости;
- увеличивают глубину проникновения пучка дуги при небольшой силе тока;
- уменьшают степень выгорания и износа пика (острия) изделия;
- обеспечивают оперативный и уверенный первичный и повторный поджиг;
- ускоряют плавление и спаивание металлов разных фракций.
Перечисленные свойства делают вольфрамовый электрод одним из самых востребованных расходных материалов для качественной сварки металлов и сплавов всех типов.
С точки зрения функциональности, производительности и эффективности, минусов у вольфрамовых электродов практически нет. Их недостатками, при определенной степени условности, можно считать необходимость разогрева для зажигания дуги, что легко решается увеличением мощности сварочного аппарата, а также выделение небольшого количества радиоактивных паров и пыли у электродов, легированных торием-232, что успешно нивелируется проветриванием помещения для сварки.
Условия применения вольфрамовых электродов
С целью недопущения окислов на поверхности соединительного шва, сварка вольфрамовыми электродами осуществляется в среде защитного газа, ограждающей зону сварки от воздействия кислорода, паров воды. Для создания такой среды используется химически инертный газ, не взаимодействующий с металлом сварного шва – аргон (Ar), гелий (He), специальные сварочные газовые смеси. Чаще всего используют аргон, поскольку он доступен и стоит недорого, чем объясняется распространенное название этого типа сварки – аргонодуговая сварка. Полуавтоматическая и автоматическая сварка с защитной средой из инертных газов в профессиональных (промышленных) условиях обозначается аббревиатурой MIG, где M – металл, I – инертный, G – газ (Metal inert gas welding).
Ручная сварка вольфрамовым электродом, применяемая на небольших предприятиях, в мастерских, автосервисах, обозначается аббревиатурой TIG (Tungsten Inert Gas), где которой слово «Tungsten» переводится с английского как «вольфрамовый». Формирование защитной среды в разных сварочных аппаратах происходит по-разному. Наиболее распространена локальная защита шва, когда инертный газ выбрасывается из сопла сварочной горелки. Для получения сварных швов максимально высокого качества, например, при производстве титановых конструкций для самолётов, детали свариваются в герметичных камерах с инертным газом. Существуют камеры с встроенным сварочным оборудованием, которое управляется оператором извне, а также большие обитаемые камеры, где сварщики работают в скафандрах.
Буквенно-цифровая маркировка отечественных вольфрамовых электродов по ГОСТ и ТУ
В маркировке отечественных электродов первые две литеры «Э» и «В» указывают на то, что это «электрод вольфрамовый», а химический состав присадок отражают последние литеры аббревиатур:
- ЭВЧ – «Ч» – чистый (вольфрам не менее 99,92%) ГОСТ.
- ЭВЛ – «Л» – лантан (массовая доля окиси лантана 1,1 – 1,4%) ГОСТ, (ВЛ) ТУ.
- ЭВЛ-2 – «Л» – лантан (массовая доля окиси лантана 1,4-1,6%) ТУ.
- ЭВИ-1 – «И» – иттрий (массовая доля окиси иттрия 1,5 – 2,3%) ГОСТ.
- ЭВИ-2 – «И» – иттрий (массовая доля окиси иттрия 2,0 – 3,0%, тантала 0,1%) ГОСТ.
- ЭВИ-3 – «И» – иттрий (массовая доля окиси иттрия 2,5 – 3,5%, тантала 0,1%) ГОСТ.
- ЭВТ-15 – «Т» – торий (массовая доля двуокиси тория 1,5 – 2,0%) ГОСТ.
Международная буквенно-цифровая маркировка вольфрамовых электродов по ISO 6848
В маркировке вольфрамовых электродов, выпускаемых по международному стандарту ISO 6848, так же как в случае с изделиями по ГОСТ 23949-80, содержится указание на химический состав легирующей добавки. Первая латинская литера в международной маркировке всегда «W», которая указывает на базовый материал электрода – вольфрам. Вторая литера обозначает тип присадки. Первая цифра после второй литеры обозначает долю легирующей добавки в процентах:
- Электроды из чистого вольфрама маркируются литерами WP или W.
- Электроды типа WL15 и WL20 содержат оксид лантана (литера «L») в массовой доле около 1,5% и 2% соответственно.
- Маркировка WT10, WT20, WT30, WT40 со второй литерой «T» говорит о присутствии в вольфрамовом электроде присадки двуокиси тория.
- Марка WY-20 указывает на содержание иттрия около 2%.
- Электроды WC-20 содержат оксид церия.
- В марке WZ-8 применяется оксид циркония.
Соответствие параметров электродов (аналоги) разных стандартов
Основная часть выпускаемых по международным стандартам электродов прямо соотносится с российскими изделиями по процентному содержанию легирующих добавок и сварочно-технологическим свойствам. Это позволяет потребителю в любой стране выбрать нужный электрод, вне зависимости от места его производства и поставщика.
- WP (ISO 6848) – ЭВЧ (ГОСТ 23949-80)
- WL15 (ISO 6848) – ЭВЛ (ГОСТ 23949-80), ВЛ (ТУ 48-19-27-91)
- WL20 (ISO 6848) – ЭВЛ-2 (ТУ 48-19-527-83)
- WY-20 (ISO 6848) – ЭВИ-1 (ГОСТ 23949-80), СВИ-1 (ТУ 48-19-221-83)
- WT-20 (ISO 6848) – ЭВТ-15 (ГОСТ 23949-80)
Международная цветная маркировка (цветовой код), свойства и назначение разных типов вольфрамовых электродов
Для упрощения и ускорения выбора нужного типа вольфрамовых электродов по марке, на торцевые части стержней в мировой практике общепринято наносить дополнительную цветовую индикацию, которая отражает их характеристики и назначение. Чтобы выбрать необходимое изделие, сварщику не нужно читать текст на упаковке, цветовой код позволяет быстро и безошибочно определить электрод для выполнения конкретной задачи.

Рисунок 2. Вольфрамовые электроды в пенале.
- Зелёный (green) – марка ЭВЧ/WP (чистый вольфрам без легирования).
Работа на переменном синусоидальном токе (AC) в среде аргона или гелия. Специальное назначение: сварка алюминия, магния, никеля и их сплавов, а также алюминиевой бронзы. Свойства: высокая стабильность дуги, качественный, прочный и геометрически ровный шов.
- Чёрный (black) – марка WL-10 (легирование оксидом лантана 1%).
- Золотистый (golden) – ЭВЛ/ВЛ/WL-15 (легирование оксидом лантана около 1,5%).
- Синий (blue) – марка ЭВЛ-2/WL-20 (легирование оксидом лантана 1,8 – 2,2 %).
Чёрный, синий и золотистый лантановые электроды способны эффективно работать на переменном и постоянном токе (AC/DC), что указывает на их универсальность. Назначение: плазменное напыление, резка, наплавка металлов на различных деталях и формах, а также сваривание тонких листовых нержавеющих, низколегированных, жаропрочных сталей, меди и ее сплавов, никеля, бронзы, магния. Свойства: способность выдерживать высокие токовые нагрузки, длительное сохранение заточки рабочего конца, чистота шва.
- Тёмно-синий (dark blue) – марка WY-20 (легирование оксидом иттрия 1,8 – 2,2 %).
Работает на постоянном токе (DC). Назначение: сваривание особо ответственных конструкций методом TIG в защищённой инертными газами среде. Основные металлы сварки: все типы сталей, титан, медь и их сплавы. Свойства: выдерживает большие токи, при соблюдении технологии сварки обеспечивает качественный шов повышенной надёжности.
- Жёлтый (yellow) – марка WT10 (легирование двуокисью тория 1%).
- Красный (red) – марка ЭВТ-15/WT-20 (легирование двуокисью тория 2%).
- Лиловый (lilas) – марка WT-30 (легирование двуокисью тория 3%).
- Оранжевый (orange) – марка WT-40 (легирование двуокисью тория 4%).
Электроды марок WT содержат торий, который является радиоактивным материалом низкого уровня, и хотя не является фактором риска, при сварке и их заточке в закрытых помещениях необходимо соблюдать определенные требования безопасности. Наиболее используемая марка WT-20 имеет российский аналог ЭВТ-15. Работают электроды на постоянном токе (DC). Основные металлы сварки: нержавеющие стали, тугоплавкие металлы, ниобий, тантал, медь, кремниевая бронза, никель, титан и их сплавы. Свойства: значительно прочнее электродов из чистого вольфрама, не теряют форму рабочего конца при высоких токах.
- Бирюзовый (turquoise) – марка WS-2 (легирование смесью оксидов редкоземельных элементов).
Работа на переменном и постоянном токе (AC/DC). Изделие характеризуется универсальностью сваривания всех типов сталей и сплавов, быстрым запуском и повторным зажиганием дуги, её стабильностью и качеством, отсутствием склонности к прожигам. Рекомендованное назначение: сварка углеродистых и легированных сталей, меди, алюминия, никеля, а также сплавов на их основе.
- Розовый (pink) – марка WC-10 (легирование оксидом церия 1%).
- Серый (gray) – марка WC-20 (легирование оксидом церия 2%).
Цериевые вольфрамовые электроды работают на переменном и постоянном токе (AC/DC). Назначение: сваривание всех типов сталей и сплавов. Это изделия высокой универсальности, которые не требуют специальной подготовки для проведения сварочных работ, характеризуются высокой устойчивостью дуги, формируют аккуратный ровный шов.
- Коричневый (brown) – марка WZ-4 (легирование оксидом циркония около 4%).
- Белый (white) – марка WZ-8 (легирование оксидом циркония 7-9%).
Работа на переменном токе (AC). Особенности: электроды данного типа требовательны к чистоте сварочной среды, но при этом могут работать при более высоких токах, чем изделия с присадками церия, лантана или тория, имеют очень стабильную дугу. Назначение: сварка конструкций из цветных металлов (алюминий, магний, никель, бронза) и их сплавов.
Производство вольфрамовых электродов
В качестве исходного материала для изготовления вольфрамовых электродов используются заготовки в виде прутков, которые обрабатываются ковкой, протяжкой или бесцентровым шлифованием до заданных стандартом размеров. Реже применяется технология волочения, поскольку она более трудоёмка и предполагает дополнительную специальную химическую очистку (травление) заготовок с целью удаления с их поверхности окислов и иных загрязнений.
Подготовка вольфрамовых электродов к сварке
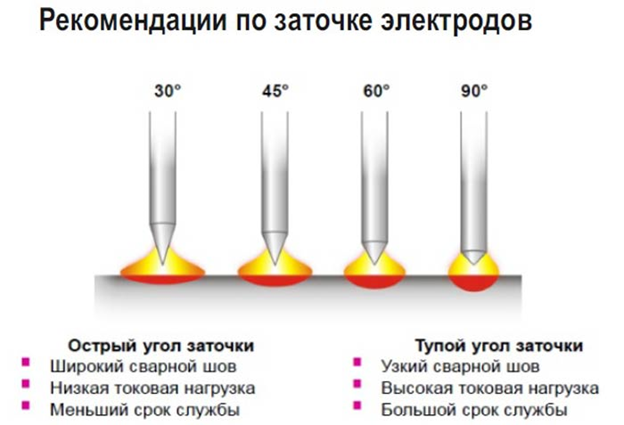
Торцы выходящих с заводского конвейера вольфрамовых электродов имеют прямой срез, поэтому после подбора нужного изделия для решения конкретных производственных задач, выполняют заточку их рабочего конца. От геометрической формы заточки зависит стабильность горения, мощность и глубина проплавления дуги, плотность энергии на аноде, эрозионная стойкость изделия, и в конечном итоге, скорость сварки, чистота и надёжность сварного шва. Длина затачиваемого участка электрода определяется умножением диаметра прутка на 2,5. Для сварки при невысоком токе угол заточки обычно составляет 10-20 градусов, для среднего тока – 20-30 градусов, для тока высокой мощности – 60-120 градусов. Универсальный угол конуса рабочего конца имеет значение в пределах 28-30 градусов. Угол и форму заточки необходимо менять в зависимости от мощности тока, характеристик свариваемого материала, поставленных задач в соответствии с технологическими требованиями. Например, торец ториевых электродов ЭВТ-15/WT-20 обрабатывается в форме площадки с выступами. Рабочий конец электродов марок ЭВЛ/ВЛ/WL-15 и WZ-8 затачивается в форме полусферы.
Формирование сварного шва вольфрамовым электродом
При металлургической совместимости материалов (химических и теплофизических свойств), совмещаемые детали свариваются сплавлением входящих в основные металлы элементов. Под воздействием высокой температуры сварочной дуги по линии стыка или нахлёста запускаются тепловые и диффузионные процессы, шов между деталями заполняется молекулами соединяемых металлов, они «перемешиваются» образуя физически прочную и химически однородную связь – сварное соединение с необходимыми для эксплуатации характеристиками. Если материалы разнородны, используется метод вставки. В зазор между совмещаемыми кромками деталей вводится металлическая присадочная проволока (пруток), которая расплавляется под воздействием температуры сварочной дуги от вольфрамового электрода и формирует стойкое сварное соединение. Существуют и другие технологии аргонодуговой сварки, например, на медной подкладке по ГОСТ 14771-76. В каждом отдельном случае технология формирования сварного шва определяется задачами производства, характеристиками соединяемых металлов, их теплопроводностью, теплоёмкостью, электромагнитными свойствами и т.д.
Области применения вольфрамовых электродов
Вольфрамовые электроды применяют в авто-, авиа-, судо-, двигателестроении, десятках других отраслей народного хозяйства. В роли ключевого рабочего компонента аппаратов аргонодуговой сварки они незаменимы в современных условиях при строительстве и ремонте трубопроводов, восстановлении металлических деталей и узлов конструкций машин и механизмов, производстве сварных металлических объектов из тугоплавких металлов для экстремальных условий эксплуатации: космос, Арктика и т.д.

Рисунок 3. Сварочный аппарат.
телефоны:
8 (800) 200-52-75
(495) 366-00-24
(495) 504-95-54
(495) 642-41-95
Классификация вольфрамовых электродов
 Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Вольфрамовые электроды применяют при аргонодуговой сварке (TIG).
Ими сваривают изделия из металлов и их сплавов: углеродистых и легированных сталей, меди, титана и специальных жаропрочных составов.
Так же их используют для наплавки твердых сплавов. Они подходят для работ как на постоянном, так и на переменном токе.
Маркировка вольфрамовых электродов по цветам
В данной статье мы перечислили все основные маркировки, по которым ведется классификация вольфрамовых электродов.
- WZ-8 (белый) – содержат 0,8% оксида циркония.
Их лучше использовать для сварки переменным током, при этом рабочий торец обрабатывается для придания ему сферической формы. Также нельзя допускать даже минимального загрязнения сварочной ванны. Циркониевые электроды создают очень сильную и стабильную сварочную дугу. Поэтому н агрузка по току на них может быть намного больше, чем на электроды с цериевым, лантановым и ториевым покрытием.
Основные свариваемые металлы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
- WP (зеленый) – содержат 99,5% вольфрама.
Применяются при сварке переменным синусоидальным током (с осциллятором). Такие электроды создают и поддерживают устойчивую дугу в любой инертной среде (лучше всего с аргоном или гелием). Из-за ограниченной тепловой нагрузки рабочий конец WP формируют в виде шарика.
Основные свариваемые металлы: алюминий, магний и их сплавы.
- WC-20 (серый) – содержат 2 % оксида церия.
Этот редкоземельный металл повышает эмиссию с улучшением первоначального запуска сварочной дуги и поддерживают ее устойчивость даже при небольшом значении тока. Это универсальные электроды, которые применяются для сварки переменным током и током положительной прямой полярности.
Цериевые электроды используется при сварке трубопроводов, а так же тонколистовых стальных изделий и при сварке неповоротных стыков орбитальными автоматами.
Основные свариваемые металлы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.

- WL-15 (золотистый) , WL-20 (синий) – содержат оксид лантана (1,5% и 2% соответственно).
Обладают легким первоначальным запуском сварочной дуги и маленькой склонностью к прожигу. Устойчивая первичная дуга и отличный повторный розжиг дуги выдвигают их на первые места в промышленном применении. Оксид лантана значительно увеличивает рабочий ток, меньше загрязняют сварной шов и уменьшают износ на 50% по сравнению с обычными вольфрамовыми электродами.
Слой оксида лантана распределяется равномерно по всей поверхности, поэтому заточка сохраняется очень долго. Это является большим преимуществом при сварке черной и нержавеющей стали постоянным током прямой полярности или переменным током при запитывании от современных сварочных источников питания. Сварка переменным синусоидальным током требует шарообразной формы рабочего конца электрода.
Основные свариваемые металлы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
- WY-20 (темно-синий) – содержат иттрий (1,8-2,2%).
Применяются при сварке ответственных узлов и конструкций на постоянном токе прямой полярности (DC). И считаются самыми устойчивыми из всех неплавящихся электродов, известных на сегодняшний день. Иттрированые электроды делают катодное пятно на конце более стабильным, поэтому устойчивость дуги значительно повышается.
Основные свариваемые металлы: углеродистые, низколегированные и нержавеющие стали, титан, медь и их сплавы.

- WT-20 (красный) – содержат оксид тория.
Это наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе.
Однако торий – радиоактивный элемент низкого уровня, поэтому пыль, которая неизбежна при заточке, может быть вредной для здоровья сварщика и небезопасной для окружающей среды. Если их применять не так часто, то незначительные выделения не нанесут никакого ущерба здоровью. Но если планируется постоянная работа такими электродами, то необходимо оборудовать место хорошей системой вентиляции.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Они отлично сохраняют свою форму даже на больших токах, в отличие от чисто вольфрамовых электродов, которые начинают плавиться.
В отличие от предыдущих электродов этому типу не нужно придавать сферическую форму при сварке переменным током концу – достаточно сделать совсем небольшую выпуклость. Однако следует обратить внимание на то, что в данном случае сварочная дуга будет скакать по выступающим поверхностям, вызывая так называемое “брожение”. Поэтому WT-20 не рекомендуется использовать для сварки на переменном токе.
Основные свариваемые металлы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Как выбрать вольфрамовый электрод?
В этой статье мы расскажем, как правильно выбрать вольфрамовый электрод для аргонодуговой сварки, какие разновидности вольфрама бывают, их отличительные свойства, и как состав влияет на качество сварного шва.
Но в самом начале мы хотим обратить ваше внимание, что в ассортименте фирменной продукции ПТК появились вольфрамовые электроды марок WL-15, WL-20, WС-20, WY-20 и WZ-8.
Наши вольфрамовые электроды прошли рентгеноспектральный микроанализ элементного состава в Национальном Исследовательском Центре «Курчатовский институт». Это платное исследование мы провели по собственной инициативе, чтобы продемонстрировать дилерам и потребителям высшее качество нашей продукции.
Анализ проводился на растровом электронном микроскопе «Tescan Vega II», который позволяет получать СЭМ-изображения и проводить анализ элементного состава в реальном времени, что необходимо для контроля качества продукции и материалов.
Ознакомиться с протоколами исследований и результатами элементного состава вольфрамовых электродов производства ПТК вы можете в отчетных документах.
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
Диаметр и длина вольфрамовых электродов может варьироваться. Стандартные электроды имеют длину от 50 до 175 мм, а номинальный диаметр от 0,5 до 10 мм. В России электроды изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими добавками редкоземельных металлов.
Вольфрамовые электроды используются исключительно в TIG сварке, из-за недопущения окислов на поверхности соединительного шва. Сварка происходит в среде защитного газа, который ограждает зону сварки от воздействия кислорода.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Буквенно-цифровая маркировка вольфрамовых электродов
В России могут использоваться и применяться 2 типа маркировки вольфрамовых электродов – это классификация по ГОСТ, ТУ и международная классификация по ISO 6848. Кратко рассмотрим эти виды маркировок.
Маркировка отечественных электродов по ГОСТ и ТУ
Продукция, которая произведена в России и соответствует установленным ГОСТ и ТУ, в своем наименовании содержит буквы «Э» и «В», они идут первые в названии и обозначают «электрод вольфрамовый». Далее, в названии идет обозначение химического состава присадок и их массовая доля.
- ЭВЧ — «Ч» — чистый (вольфрам не менее 99,92%);
- ЭВЛ — «Л» — лантан (массовая доля окиси лантана от 1,1 до 1,4%);
- ЭВЛ-2 — «Л» — лантан (массовая доля окиси лантана от 1,4 до 1,6%)
- ЭВИ-1 — «И» — иттрий (массовая доля окиси иттрия от 1,5 до 2,3%)
- ЭВИ-2 — «И» — иттрий (массовая доля окиси иттрия от 2,0 до 3,0% и тантала 0,1%)
- ЭВИ-3 — «И» — иттрий (массовая доля окиси иттрия от 2,5 до 3,5% и тантала 0,1%);
- ЭВТ-15 — «Т» — торий (массовая доля двуокиси тория от 1,5 до 2,0%).
Международная маркировка по стандартам ISO 6848
Большая часть вольфрамовых сплавов была стандартизирована Международной организацией по стандартизации в стандарте ISO 6848. Ниже в таблице приведены буквенно-числовые обозначения и процентный состав легирующих добавок.
Маркировка вольфрамовых электродов по цветам

- Электроды для сварки нержавейки
- Электроды сварочные E4303 (аналог МР-3)
- Электроды чугун
- ER 308L (04Х19Н9)
- ER 309L (07Х25Н13)
- ER 316L (04Х19Н11М3)
- ER 321 (06Х19Н9T)
- ER 347 (07Х19Н10Б)
- ER 4043 (AlSi5)
- ER 5183 (AlMg4,5Mn)
- ER 5356 (AlMg5)
- Графитовые электроды
- Сварочные аксессуары
-
- TIG WP-17
- TIG WP-18
- TIG WP-26
- Расходные части
-
- Клеммы заземления Italian Type
- Клеммы заземления American (Netherland) Type
-
Аргонодуговая сварка неплавящимся, вольфрамовым электродом – это оптимальный метод сварки для получения качественного сварочного шва. Этот метод позволяет получить красивый шов, с высокими прочностными характеристиками. Этот метод позволяет производить сварку широкого спектра материалов – легированные и нелегированные стали, чугун, цветные металл и их сплавы и т.д. В зависимости от рода сварочного тока и свариваемого материала выбирают марку вольфрамового электрода.
Вольфрам — самый тугоплавкий из известных современной науке металлов, температура его плавления равна 3410°С, а температура кипения — 5900°С. Это обусловливает незначительный расход электродов при сварочных работах.. Чистота и точность итогового шва – еще один критерий, наличие которого влияет на выбор именно аргонодуговой сварки вольфрамовым электродом в ряде отраслей, к примеру, в автомобилестроении. Для усиления стабильности и устойчивости сварочной дуги создаются специальные электроды из вольфрама с добавлением оксидов редкоземельных элементов — лантана, циркония, тория, церия.
Особенности применения конкретной марки вольфрамовых электродов зависят от химического состава и количества в нем легирующей добавки. Маркировка вольфрамовых электродов с одного конца разными цветами дает возможность ориентироваться в ассортименте продукции и значительно упрощает выбор необходимого вида изделия. Дополнительным ориентиром служат буквенные обозначения в названиях материалов для сварки — вторая буква, следующая в наименовании за буквой W (вольфрам), означает название добавочного элемента. Числовые обозначения в маркировке всех вольфрамовых электродов отвечают за такую характеристику материала, как процентное содержание легирующего элемента (в десятых долях процента). Кроме того, в обозначении конкретной марки вы можете встретить дополнительные числовые значения. Они характеризуют длину неплавящегося электрода, которая может составлять 50, 75, 150 и 175 мм. Диаметр изделий также может различаться, наиболее распространены электроды нижеперечисленных диаметров (в миллиметрах): 1,0, 1,6, 2,0, 2,4, 3,0, 3,2, 4,0, 4,8, 5,0, 6,0, 6,4.
Рассмотрим перечень основных марок вольфрамовых электродов.

Электрод с содержанием вольфрама, не опускающимся ниже 99,5%, известен также под названием «чистый вольфрам». Обеспечивает отличную устойчивость дуги при работе на переменном токе. Приоритетной областью использования изделия является сварка на переменном токе таких металлов, как алюминий, магний и их сплавы. Подходит для использования в аргоновой и гелиевой защитной среде. Отличительной особенностью сварки также можно считать то, что электрод не затачивают, как в случае с другими электродами, а формируют сферу с рабочей стороны электрода. Сферическая форма у вольфрамового электрода получается под воздействием высоких температур в процессе сварки. Данная марка вольфрамового электрода характеризуются относительно небольшим сроком службы и безопасностью для здоровья сварщика.

Электрод с 2-процентной добавкой диоксида тория. Это самые популярные легированные электроды, именно они впервые продемонстрировали превосходство легированных электродов над классическими изделиями при работе в условиях постоянного тока. Приоритетной областью использования изделия считается сварка нержавеющих, углеродистых, низколегированных сталей, а также меди, титанов и их сплавов. При сварке торированным электродом необходимо менять угол заточки в зависимости от тока сварки, чтобы подстраиваться под любую задачу.

Универсальный электрод с 2-процентной добавкой диоксида церия. Это вещество повышает допустимый диапазон значений тока сварки. Но даже при малых значениях тока цериевые электроды превосходят изделия из чистого вольфрама. Подходит для работы с любыми типами сталей и сплавов (включая молибден, никель, титан, бронзу) в условиях переменного и постоянного тока. Отличаются высоким сроком службы. Наиболее яркий недостаток материала – концентрация оксида церия на раскаленном конце электрода при сварке с большими значениями тока.

Электрод с добавкой диоксида иттрия, размер которой может составлять 1,8-2,2%. Иттрированные вольфрамовые электроды являются наиболее устойчивыми из используемых сегодня неплавящихся электродов. Применяются для сварки особо ответственных соединений на постоянном токе прямой полярности. Подходит для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов.

Электрод с содержанием 0,8% оксида циркония. Подходит для работ с алюминием, магнием и их сплавами в условиях переменного тока. Идеальное решение для задач, при которых недопустим даже минимум загрязнения сварочной ванны. Изделия позволяют создать максимально стабильную дугу.

Электроды с добавкой 1,5% и 2% оксида лантана. Изделия обеспечивают чрезвычайно легкий запуск дуги, устойчивость дуги на всем протяжении работ и превосходные показатели повторного запуска дуги. Оксид лантана снижает износ рабочего конца изделия и повышает токовую нагрузку на 50% в сравнении с электродом из чистого вольфрама при одинаковом типоразмере. Равномерное распределение оксида лантана по всей длине изделия позволяет сохранять изначальную заточку электрода в ходе длительных работ. Электроды полностью безопасны для здоровья сварщика.
Компания GlobalWeldingCompany предлагает приобрести вольфрамовые электроды с легирующими добавками и унифицированной маркировкой, рабочие характеристики которых отвечают современным мировым стандартам. Огромный ассортимент профессиональных сварочных материалов напрямую от поставщиков всегда в наличии в Москве — чтобы вы могли сделать выбор в пользу баланса цены и качества. У нас вы найдете как стандартные типоразмеры вольфрамовых электродов с требуемой маркировкой, так и редкие, которые другие поставщики не предлагают или обычно возят под заказ.
Купить вольфрамовые электроды можно в нашем интернет-магазине.
Оптовые цены уточняйте у наших менеджеров.
Вольфрамовые электроды ЭВИ 3, 2 и 1 – характеристики и маркировки
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ СВАРОЧНЫЕ НЕПЛАВЯЩИЕСЯ
Welding nonconsumable tungsten electrodes. Specifications
ОКП 18 5374 0000
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по стандартам от 18 января 1980 г. N 217 дата введения установлена с 01.01.81
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ПЕРЕИЗДАНИЕ. Сентябрь 2004 г.
Настоящий стандарт распространяется на электроды из чистого вольфрама и вольфрама с активирующими присадками (двуокиси тория, окисей лантана и иттрия), предназначенные для дуговой сварки неплавящимся электродом в среде инертных газов (аргон, гелий), а также для плазменных процессов резки, наплавки и напыления.
1.1. В зависимости от химического состава электроды должны изготовляться из вольфрама марок, указанных в табл.1.
Вольфрам с присадкой окиси лантана
Вольфрам с присадкой двуокиси тория
2. СОРТАМЕНТ
2.1. Размеры электродов и предельные отклонения должны соответствовать указанным в табл.2.
Не менее 3000 в мотках
3,0; 4,0; 5,0; 6,0; 8,0; 10,0
2,0; 3,0; 4,0;
5,0; 6,0; 8,0; 10,0
75±1; 150±1;
200±2; 300±2
2,0; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0
Пример условного обозначения электрода марки ЭВЛ, диаметром 2,0 мм, длиной 150 мм:
Электрод вольфрамовый ЭВЛ- 2-150 – ГОСТ 23949-80
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Вольфрамовые электроды должны изготовляться в соответствии с требованиями настоящего стандарта из марок чистого вольфрама и вольфрама с активирующими присадками, химический состав которых соответствует указанному в табл.3.
Вольфрам, не менее
Примеси, не более
Алюминий, железо, никель, кремний, кальций, молибден (сумма)
1. Указанные в таблице массовые доли окиси лантана, окиси иттрия, двуокиси тория и тантала входят в массовую долю вольфрама.
2. Для марки ЭВЛ никель в сумму примесей не входит.
3.2. На поверхности электродов не должно быть раковин, расслоений, трещин, окислов, остатков технологических смазок, посторонних включений и загрязнений.
На поверхности электродов, обработанных бесцентровым шлифованием до размеров, указанных в табл.2, не допускаются поперечные риски от шлифования глубиной более половины предельного отклонения на диаметр.
3.3. Поверхность электродов, изготовленных волочением, должна быть очищена от окислов, технологических смазок и прочих загрязнений химической обработкой (травлением).
На поверхности электродов не допускаются следы волочения глубиной более половины допуска на диаметр.
3.4. Неравномерность диаметра по длине электродов и овальность не должны быть более предельных отклонений на диаметр.
3.5. Электроды должны быть прямыми. Непрямолинейность электродов не должна быть более 0,25% длины.
3.6. Торцы электродов должны иметь прямой срез. Не допускаются на торцевом срезе электродов сколы величиной более предельного отклонения на диаметр.
3.7. Внутренние расслоения и трещины не допускаются.
4. ПРАВИЛА ПРИЕМКИ
4.1. Электроды принимают партиями. Партия должна состоять из электродов, изготовленных из шихты одного приготовления, и оформлена одним документом о качестве.
Документ о качестве должен содержать:
наименование предприятия-изготовителя и товарный знак предприятия-изготовителя;
наименование и марку продукта;
результат химического анализа;
массу партии и количество мест в партии;
Документ о качестве вкладывают в ящик N 1.
Масса партии не должна быть более 1300 кг.
4.2. Для определения активирующих присадок отбирают три-пять сваренных или спеченных штабиков от каждой партии.
Определение примесей проводит предприятие-изготовитель на каждой партии вольфрамового порошка на выборке по ГОСТ 20559-75.
4.3. Проверку соответствия электродов пп.2.1, 3.2-3.7 проводят на каждом электроде.
4.4. При получении неудовлетворительных результатов по химическому составу по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор и подготовка проб
5.1.1. Для определения активирующих присадок от выборки отбирают три-пять штабиков, отбивают кусочки массой 30-50 г и истирают их в механической ступке.
Полученный порошок подвергают магнитной сепарации.
5.2. Содержание примесей алюминия, железа, кремния, молибдена, кальция, никеля определяют по ГОСТ 14339.5-91.
Содержание активирующих присадок (двуокиси тория, лантана, иттрия) определяют по методикам, изложенным в приложении.
Содержание вольфрама определяют по разности 100% и суммы содержания примесей.
5.3. Геометрические размеры, равномерность диаметра по длине и овальность электродов проверяют микрометром по ГОСТ 6507-90 или штангенциркулем по ГОСТ 166-89, а также линейкой по ГОСТ 427-75.
5.4. Качество поверхности электродов проверяют визуально. При разногласии в оценке качества применяют оптические средства и измерительный инструмент.
5.5. Прямолинейность электродов проверяют с помощью щупа по ТУ 2-034-225-87* на ровной металлической плите по ГОСТ 10905-86.
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. – Примечание изготовителя базы данных.
5.6. Проверку отсутствия внутренних расслоений и трещин проводят с помощью токовихревого дефектоскопа.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Каждый электрод должен быть маркирован в соответствии с табл.4.
Характеристики вольфрамовых электродов: чем отличаются, особенности, маркировка
Вольфрамовый электрод – это проводник, применяемый для сварки в домашних и промышленных условиях. Этот тип электродов с минимальным расходом актуален в аргонодуговой сварке, поскольку предназначен для удержания дуги. Вольфрамовые по своим характеристикам считаются тугоплавкими элементами, не боятся воздействия агрессивных факторов. Вольфрамовые электроды выдерживают до 3410 градусов, плавятся существенно медленнее в отличие от аналогов, поэтому столь востребованы при сварке. Даже при раскалывании на максимальных температурах, проводник сохраняет твердость, выполняя свою функцию. Если вы хотите применить вольфрамовые электроды, важно определить все тонкости работы:
- какой тип тока используется – переменный или постоянный;
- какая толщина металла;
- характеристики способа подготовки проводников.
Маркировка вольфрамовых электродов – это классификация по цветным кодам, которые помогают определить состав. Исходя из этого, сварщик может правильно сориентироваться в выборе расходника.
Маркировка: как определяют нужный тип электрода
- Серый цвет. Это подвид редкоземельного электрода, который производят с примесями оксидов, определяющих специфику и свойства проводника. Базовое преимущество редкоземельных вольфрамовых электродов заключается в том, что электроды даже небольшого диаметра могут обеспечивать надежность образуемого шва. В ходе применениях серых электродов наблюдается меньшее расщепление вольфрама.
- Зеленый цвет. Это вариант чистого вольфрама. Подходит для сварки только с постоянным током. Доля вольфрама в составе – не менее 99,5%. Круглый наконечник обеспечивает устойчивую дугу. Подходит для работы с магниевыми или алюминиевыми сплавами.
- Золотой цвет. Такие электроды называют еще лантанированными. По своему составу они отличаются от чистых вольфрамовых электродов содержанием латана, на который припадает до 1,7%. За счет лантана увеличивается способность электродов переносить ток к дуге почти на 50%. Эксперты выделяют низкую скорость выгорания электрода и отличную возможность повторного зажигания.
- Оранжевый цвет. Этот тип электродов еще называют церированным. На вольфрам уходит около 97,3%, а оксид церия – до 2,2%. Такие электроды используются для нагревания переменным током. Оранжевые электроды подходят для работы с тонкими металлическими пластинами. Сфера применения может быть, например, обработка тонких металлических листов, изготовление орбитальных труб. По своим свойствам
они считаются долговечными, обеспечивают стабильность дуги, отличаются низкой коррозийностью, имеют хорошее зажигание и быстрое повторное зажигание. Они должны использоваться при низких значениях силы тока.
- Красный цвет или торированный. К вольфраму добавляют до 2,2% оксида тория, который считается менее радиактивным. Этот вид электродов считается более токонесущим, поэтому активно применяется для дуговой сварки. Электроды достаточно легко использовать для сварки и они отличаются долговечностью. Они также обеспечивают низкий уровень потребления, потому что функционируют ниже их температуры плавления. Торированные вольфрамовые электроды пользуются спросом за счет своей универсальности, поскольку подходят для сварки при воздействии переменного и постоянного тока. Активно используются для сварки деликатных деталей. Во время производства в электродах сохраняют острые края, поэтому они подходят для работы с тонкими металлическими основаниями. В кругах профессиональных сварщиков торированные вольфрамовые электроды актуальны, поскольку от них остается меньше загрязнения. Они подходят для использования со средней силы тока, имеют среднюю скорость эрозии и имеют тенденцию к расщеплению в среднем по сравнению с другими материалами.
- Коричневый цвет или циркониевый. Примесь циркония составляет до 0,4%, остальное – вольфрам. Основное преимущество цирконизированных вольфрамовых электродов – способность удерживать зазубренные наконечники. Их устойчивость к расщеплению, высокая токонесущность способствуют созданию стабильной дуги. Цирконизированные вольфрамовые электроды подходят для сварки с переменным током, но его сила должна быть высокой.
Давайте знакомимся с таблицей.
Таблица маркировки

Заточка вольфрамовых электродов: острая или сглаженная поверхность

Заточенный электрод – вариант для работы со сваркой постоянного тока. Важно грамотно определить угол и расположение заточки, чтобы кончик получился острым. В этом случае вы сможете работать с металлами разной прочности. Сварочная дуга ориентируется на сварочную ванну.
Под сварочной ванной подразумевают количество расплавленного металла, который образовался при плавке. Этот этап считается основным, поскольку от сварочной ванны зависит форма и толщина шва. Если вы проигнорируете заточку вольфрамового электрода, создать аккуратный шов будет практически нереально.
Заточка при использовании переменного тока имеет свои особенности. В этом случае мы отходим от острых концов и притупляет наконечник. В результате нам удастся создать рассеянную дугу. Важно правильно определить диаметр электрода, ориентируясь на диаметр будущего шва, который вы хотите получить. Так, электрод будет отлично держать форму.
Характеристики электрода влияют на параметры заточки. При изготовлении вольфрама важно учитывать форму сглаживания, заострения или усечения. Заостренный наконечник используется для работы с электродами из чистого вольфрама. Ключевое правило: диаметр зачищенного конца не должен превышать в 1,5 раза диаметр электрода.
Если вы сориентировались, какой шов хотите получить, подстройте под него свой сварочный аппарат, определите тип наконечника и форму электрода.
Аргонодуговая сварка плавящимся и неплавящимся электродом
Электроды с высокой стойкостью к нагреванию имеют затупленный конец. Это объясняется образованием рассеянной дуги, которая предотвращает процесс плавления проводника. Сварщику нужно правильно определиться с электродом, чтобы в результате получить шов нужного диаметра. В работе с такими электродами используют осциллятор. Он защищает проводник от плавления. В результате реально выдержать нагрев до 5000 градусов. Альтернатива осциллятору – присадочный материал.
Если электрод склонен к плавлению, нужно убедиться в целостности смазки – защитной поверхности из рутила. Образование сварочной дуги происходит при разжигании от паров сварочной ванны.
Сфера применения вольфрамовых электродов
Вольфрамовые электроды и аргонная сварка актуальны в промышленности и сельском хозяйстве. Технология достаточно популярна на рынке, поскольку с ее помощью реально соединять различные по составу, структуре стали. Тип электродов актуален и в аэрокосмической отрасли. Она считается основным пользователем этого типа сварки. Аргонная сварка применяется для прочного и долговечного соединения труб.
Вольфрамовые электроды способны создавать качественные швы, на которых не образуются трещины. Они не деформируются под воздействием химических составов и демонстрируют долговечность. Поскольку они не поддаются влиянию агрессивных веществ, вольфрамовые электроды актуальны в работе с ядерными отходами.
В домашних условиях можно использовать технологию сварки. Однородный шов сливается с металлом, создавая единое целое. Аргонная сварка, по мнению экспертов, считается одной из наиболее качественных в производстве.
Характеристики и особенности электродов WC-20
Вольфрамовые электроды марки WC 20 применяются для сварки высоколегированных сталей и тугоплавких металлов. Нюансы применения, характеристики читайте далее.

Для соединения трудносвариваемых металлов применяют тугоплавкие вольфрамовые электроды марки WC-20 с дополнительным компонентом – оксидом церия. Работают они с постоянным и переменным током. Ценятся своей способностью плавить края соединяемых деталей и создавать прочный аккуратный шов. Для сваривания листов большой толщины применяется аргонодуговая сварка c проволочным припоем под газовым флюсом.

Характеристика и особенности вольфрамовых электродов
Универсальные вольфрамовые электроды уникальны в своей способности работать на переменном низком и постоянном токе с положительной полярностью. Неплавящиеся WC-20 применяют, когда необходимо соединить детали из трудносвариваемых сталей:
- высоколегированных;
- жаропрочных;
- цветных металлов.
Универсальные вольфрамовые WC-20 соединяют между собой стали, одинаковые по химическому составу и разных марок. Основа WC-20 сделана из тугоплавкого вольфрама с температурой плавления 3422 ⁰C. Дополнительный элемент – оксид церия – составляет 2 % от веса, частично имеется в сплаве стержня и присутствует на поверхности в виде обмазки.
Маркируются электроды с церием серым цветом. Обозначаются буквенно по основному составу (W – вольфрам) и легирующему веществу (C – церий), с указанием его содержания: 20 означает 2 % от общего веса. Выпускаются WC-20 диаметром от 0,2 до 6 мм. Соединяют дуговым способом листы до 10 мм толщиной. Для сваривания швов более 10 мм применяется аргонно-дуговая сварка с проволочным припоем. Шов накладывается в несколько проходов.

Тугоплавкий металл хорошо держит дугу, создает в сварочной ванне высокую температуру, при которой плавятся края деталей. Металлы смешиваются и образуют прочное соединение. Электроды группы W относятся к неплавящимся, поскольку вольфрам почти не оплавляется, на 1 м шва расходуется менее 1 г вольфрама.
Дополнительный элемент – оксид церия – положительно влияет на технологический процесс сварки: улучшает эмиссию электрода и начальный запуск, способствует увеличению допустимого сварочного тока. Благодаря добавлению двуокиси церия WC-20 имеют отличную характеристику повторных зажиганий.
К недостаткам WC-20 относятся:
- подтекание церия;
- образование капель на конце электрода;
- уменьшение температуры плавления дуги;
- возможное попадание церия в материал шва.
Оксид церия (CeO₂) – светлый, почти белый порошок с желтоватым или розовым оттенком. Имеет высокую ионную проводимость. Кроме металлургии и сварочного производства, применяется в оптике для полирования линз и стекол фото- и видеотехники, драгоценных камней, керамики. Специалисты называют его «ювелирными румянами».
Сфера применения и особенности использования
- машиностроении;
- приборостроении;
- ювелирной промышленности;
- строительстве трубопроводов.
WC-20 сваривают тонколистовую сталь, детали с высоким содержанием легирующих элементов, трубопроводы с неповоротными стыками, тугоплавкие молибден и тантал. Применяют орбитальную автоматическую сварку. При создании ювелирных изделий соединяют серебро, титан, никель, медь и сплавы на их основе.
В зоне сварки образуется высокая температура, при которой плавится сталь. Для защиты материала от окисления сварку проводят в среде инертных газов: аргона, криптона, ксенона. Во время аргонодуговой сварки надо следить, чтобы газ полностью покрывал ванну, не допуская окисления металла.
Стабильную дугу проще получить на подготовленном вольфрамовом электроде. Перед работой его надо заточить. Для переменного тока достаточно снять фаски на торце, и в процессе работы он сам примет овальную форму. Постоянный ток требует острого конца. Заточка возможна на угол от 20 ⁰. Наилучшая стабильность дуги проявляется при угле в пределах 30–60 ⁰.
Для получения прочного качественного соединения детали конструкции собирают и фиксируют прихватками, используя вольфрамовые WC-20. Варить следует бесконтактной дугой, делая возвратно-поступательные движения, не затрагивая краев деталей. Дугу зажигают «чирканьем» вдоль шва, не касаясь металла.
Проволоку для присадки в глубоких стыках с многорядным швом прокладывают по дну. При соединении листа 6–10 мм ее подают в сварочную ванну немного сбоку, поступательно-поперечными плавными движениями, заполняя постепенно шов.
Угол наклона инструмента выбирается в соответствии с толщиной листа. До 6 мм – наклон 60 ⁰, сварка производится начиная с правого края и ведется налево. Листы соединяются оплавлением краев. Глубина соединения более 6 мм требует другого режима. Горелка строго перпендикулярна плоскости соединения, используется проволока.
Если у вас есть опыт работы с электродами WC-20, поделитесь им с нами.





