Сравнительная характеристика гильотинных ножниц
Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует несколько разновидностей и модификаций этого оборудования.

Резка листового и профильного металла требуется практически на всех металлообрабатывающих и машиностроительных предприятиях, от небольшой слесарной мастерской до огромного завода. Нередко приходится резать металл в домашней мастерской или непосредственно на стройплощадке. Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует их несколько разновидностей и модификаций, о которых более подробно будет сказано дальше.
Резка металла на гильотине используется в случае, когда требуется изготовить детали прямолинейной конфигурации довольно большого размера — полосы, прямоугольники, треугольники со стороной от нескольких сантиметров до нескольких метров. Толщина металла находится в диапазоне 2-60 мм, заготовка по ширине может достигать 2 метров, а по длине практически неограничена.
Основные виды гильотинных ножниц

Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы

Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Одной из главных особенностей гидравлических ножниц является их бесшумность — ножи двигаются плавно, нет ударных воздействий, характерных для пневматических и электромеханических гильотин.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Электромеханические гильотинные ножницы

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Пневматические гильотины
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
Ручная гильотина для металла

Гильотинный механический резак оборудуется двумя ножами. Нижний, как и у гидравлической или электрической гильотины — неподвижный. А верхний может передвигаться по направляющим вертикально вниз, как у промышленных установок, или поворачиваться вокруг оси. Точка вращения находится на одном из концов ножевой балки, на втором — рукоятка.
Ручная гильотина механическая может оборудоваться редуктором, позволяющим развить на ноже значительное усилие, позволяющее резать листы толщиной более 1 мм толщиной и нержавеющею сталь. Гильотина ножная приводится в действие педалью, ручная — рычагом. Возможен и комбинированный привод. Мобильная гильотина для рубки металла устанавливается на любой ровной поверхности, обеспечивающей устойчивость станка, и применяется на строительных площадках, например, для резки кровельной стали или профнастила.
Гильотинная рубка на ручных станках возможна и при работе с арматурой, уголком и профилем. Если рубка листа на гильотине возможна на всех видах станков, то мини гильотина по металлу для работы с фасонным прокатом должна быть оборудована редуктором.
Гильотинные ножницы по металлу — виды и назначение

Раскрой металла является неотъемлемой частью многих современных производственных процессов. Гильотинные ножницы (гидравлические, механические, пневматические) позволяют производить точную, качественную резку различных материалов из стали, цветных металлов и их сплавов.
1 Назначение и конструкция гильотинных станков
Ножницы гильотинного принципа действия – это специальное оборудование, предназначенное для резания металла. В зависимости от типа и назначения станка, толщина разрезаемого металлического листа может достигать 35 мм. Раскрой может производиться как поперечный, так и продольный, но только прямолинейный (вырезы делать нельзя).
Гильотинные ножницы по металлу применяют для разрезания как листовых материалов, так и материалов круглого, углового, прямоугольного сечения. К преимуществам этого оборудования относят высокую точность разреза, отсутствие дефектов (зазубрин, вмятин) в местах среза, сохранение целостности защитного полимерного слоя или покрытия краской на поверхности обрабатываемых изделий.
Основные элементы конструкции гильотинного станка:
- станина (из сваренных листов или монолитная);
- два ножа.
Станина состоит из двух стоек, которые связаны друг с другом балкой и траверсами, оснащена закрепленным к ней рабочим столом, служащим для удобной подачи разрезаемого материала. Нижний нож имеет фиксированное положение, а верхнее лезвие закреплено на подвижной балке. Стол оборудован удлинителями и угольником для раскроя длинных листов, а также прижимным устройством. Станок также оснащен градуированным упором, предназначенным для проведения серийной резки, и приспособлением, ограничивающим глубину подачи изделий.
Мощные ножницы снабжаются предохранительным механизмом – при возникновении перегрузки срезается специальная шпилька, и процесс резки останавливается. Встречаются станки, оборудованные возвратным поддоном, используемым для сбора отрезанного материала. В случае применения электропривода на стойках устанавливают балку, к которой закреплен двигатель-редуктор, соединенный с валом. На последнем расположены тормозной барабан и 2 кривошипа, которые с помощью кронштейнов и посредством шатуна соединяются с траверсой, где установлены ножи.

Ножи для гильотинных ножниц изготавливают из инструментальной высоколегированной стали, их режущие поверхности закаляют методом наклепа или высокочастотным током. Предназначены они для резки металла, находящегося в холодном или горячем состоянии. В настоящее время производятся ножи более 100 различных типоразмеров:
- длинами 110–2000 мм;
- толщиной 12–120 мм;
- шириной 50–200 мм.
Гидравлические гильотинные ножницы
Главное преимущество гидравлического привода – большое развиваемое усилие. Совсем небольшой гидравлический насос типа экскаваторного вполне обеспечит давление в цилиндрах 200 атмосфер и выше. При этом сам привод на гидроцилиндрах устроен проще электрического, однако сложным элементом является напорный гидронасос.
Гидравлические ножницы оправданны для эксплуатации на крупных предприятиях. Они могут разрезать толстые листы металла, которые недоступны электрическим или пневматическим ножницам. Станок обычно имеет массу станины в несколько тонн, что хорошо гасит вибрации от режущего ножа. Из других положительных моментов можно отметить, что гидропривод бесшумный, особенно если гидронасос вынести за пределы станка. Однако часто это смысла не имеет, так как сам нож при работе уже производит значительный шум.
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).

Общий вид современной ручной гильотины для раскроя металла:
1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.

Процесс резания на гильотинном станке:
1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.

Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.

Установка активного лезвия под углом наклона β:
1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.

Гильотинные ножницы для раскроя металла с ручным приводом
Принцип работы
Механизм работы гильотинных ножниц очень прост. Сама режущая конструкция состоит из двух частей, из которых нижняя находится в неподвижном состоянии и жёстко закреплена на станине, а верхняя — перемещается в вертикальном направлении с помощью различного вида приводов.

Такой принцип разрезание металла получил своё название в честь гильотины, которая использовалась во Франции в конце XVIII века для отсечения головы приговорённым к смертной казни преступникам.
Основное отличие от европейского орудия казни и станка для обработки металла, заключается в том, что верхнее рабочее лезвие опускается на металлическую плоскость не только под силой собственного веса, но обязательно усиливается электрическим или гидравлическим приводом. Самые простые конструкции разрезающего устройства приводятся в движения с помощью мускульной силы человека.
Ручные гильотинные ножницы
Режущая часть их аналогична ножницам с другим типом привода. Верхний нож соединен с зубчатой рейкой на одной из вертикальных направляющих. Через замедляющий редуктор на эту рейку передается вращающее усилие от ручного воротка. Иногда на каждой стойке устанавливается по своему воротку и они соединяются общей штангой. Не исключены варианты со средней стойкой с приводом, а две крайних используются только как направляющие.
Ручные ножницы отличаются малой производительностью, зато они совершенно бесшумны. Идеальное их применение – в мастерской, где нечасто требуется отрезать металлические листы по прямым линиям. Местом их применения может быть металлобаза или небольшой магазин. Там необходимо отрезать стальные листы или ленту из рулона. Ручные ножницы хорошо подходят для изготовления поделок и корпусов из металла. Они дают чистый ровный рез, не требующий дальнейшей обработки.
Виды инструмента
Перед тем, как купить ручные ножницы для резки тонколистового материала, нужно разобраться с их видами. Для выполнения соответствующих работ по обработке листовой стали, надо брать подходящий инструмент, что позволит достичь необходимых результатов. Какие бывают рассматриваемые устройства или их виды, выясним далее.
- Инструмент для прямой резки — это самый простой вид устройства, который предназначен для вырезания больших окружностей и прямолинейного раскроя материала

- Механические с криволинейными лезвиями — используются для вырезания отверстий, а также для получения вырезов разных форм
- Пальцевые с тонкими лезвиями — применяются для получения вырезов разной формы. Лезвия на пальцевых ножницах имеют разное расположение относительно друг друга. Отсюда выходит, что инструменты делятся на левые и правые, и в зависимости от поставленной задачи, необходимо применять соответствующего вида устройства
- Стуловые — применяются для резки толстой листовой стали. Они справляются с толщиной стали до 2-3 мм. При разрезании толстой листовой стали надо прилагать усилия, поэтому в конструкции устройств имеется специальный изгиб. Этот изгиб нужен для того, чтобы зацеплять инструмент к верстаку, тем самым обеспечивая прижим верхней ручки с высокой силой, повышая усилие резки
- Силовые — еще одна разновидность устройств для разрезания листового металла толщиной от 2,5 мм. Состоят силовые механические ножницы из двух рычагов, которые фиксируются при помощи шарнирного кронштейна. К силовым моделям инструментов прилагаются сменные диски и лезвия, которые можно применять для разрезания металлических прутьев толщиной до 8 мм
- Рычажные — профессиональные модели ножниц, которые крепятся к верстаку. Конструкция таковых устройств такова, что одно лезвие является подвижным, а второе неподвижное. В движение подвижное лезвие приводится за счет рукоятки на инструменте. Используются они для разрезания алюминия, стали, меди, латуни и т.п. Максимальная толщина стали достигает 4 мм, а латуни, меди и алюминия до 8 мм






Все виды ножниц делятся на профессиональные и любительские. Отличаются они не только по цене, но и по качеству. Профессиональные модели изготавливают из высококачественных материалов, поэтому предназначены они для постоянного применения. Имеют продолжительный срок службы, и стоят по сравнению с любительскими, в 2 раза дешевле. Любительские предназначены для нечастого применения, так как для их изготовления используются низкосортные виды стали.
Электромеханические гильотинные ножницы
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Электромеханические гильотинные ножницы
Являются наиболее персептивным типом ножниц для эксплуатации на промышленных предприятиях. В них в качестве привода устанавливается электромагнит. Это позволяет получить очень высокий КПД, а также развить значительное усилие. Толщина разрезаемых листов может превышать 10 мм. Например, рубка металла от ЛесМаш позволяет обрабатывать заготовки до 12 мм толщиной. Основным инструментом для этого являются электромеханические гильотинные ножницы с числовым программным управлением. Точность разрезания составляет микроны и вычисляется с помощью встроенного компьютера. Получать высокоточные детали резанием затруднительно по причине деформации металла (сплющивании), а сами ножницы давно обеспечивают высочайшую точность.
Разновидности гильотинных ножниц
В промышленности при обработке металлических деталей применяется технологическая операция раскроя металла. Для этого используются гильотинные ножницы. С их помощью можно разрезать различные материалы.
 Гильотинные ножницы на производстве
Гильотинные ножницы на производстве
Предназначение
Станок для резки позволяет раскраивать заготовки толщиной до 35 мм. Однако каждый вид имеет свои технические параметры. Ручная гильотина способна разрезать металл толщиной до 3 мм. Рез на станках может выполняться в разных направлениях.
На оборудовании обрабатывают заготовки листового профиля, а также круглого, углового и квадратного сечения. Особенностью при работе на данных станках считается точность, предотвращение возможных дефектов, а также сохранение лакокрасочного покрытия на металлических поверхностях.
Устройство и принцип работы
Гильотина для металла имеет следующее устройство:
- станина основания представляет собой две тумбы скрепленных между собой траверсой, а также соединительных балок;
- рабочий стол фиксируется на траверсе, он служит для установки обрабатываемой заготовки на поверхности;
- верхнее лезвие крепится на подвижной балке, а нижнее во время работы остается без движения;
- рабочий стол имеет дополнительные элементы для выравнивания материала и его прижима, а также механизм при помощи которого настраивается глубина реза.
Станки большой мощности оснащаются предохранительным устройством, при увеличении нагрузки происходит срез шпильки, в результате подвижная часть прекращает движение. В некоторых ножницах снизу устанавливают поддон для сбора обрезков металла. При использовании гильотины с приводом от электродвигателя на траверсу устанавливают редукторный узел.
Принцип работы оборудования основан на первичном подъеме лезвия и последующем его ускоренном спуске к заготовке, происходит разделение деталей. При работе на станке соблюдают следующий алгоритм:
- на поверхности рабочего стола располагают материал для нарезки;
- заготовку выравнивают по упорам, закрепляют, а затем настраивают глубину опускания режущего лезвия;
- прижимной механизм обеспечивает высокую точность, а также предотвращает смещение детали;
- при включении привода происходит передача момента на траверсу, она начинает движение;
- после реза разделенные элементы металла поступают в сторону оператора, либо в накопительный лоток;
- достигая верхнего положения траверса, перекрывает датчик и происходит отключение двигателя.
Для блокировки верхних и нижних точек применяются концевые выключатели. Их устанавливают на станине, при помощи данных устройств отключается и включается электродвигатель станка
Технические характеристики
Гильотина механическая имеет следующие технические характеристики:
- форма и вид материала, который можно обрабатывать ножницами по металлу;
- общее число операций, выполняемых на оборудовании;
- величина нагрузки, с которой лезвие действует на металл;
- размерные показатели заготовки;
- максимальная толщина металлической детали;
- количество резов за минуту времени;
- разновидность режущих лезвий;
- номинальная мощность и напряжение питания электродвигателя;
- тип редуктора для преобразования движения.
Разновидности
При нарезке металлических заготовок применяют материал разной формы и толщины. Для повышения производительности операции применяют станки следующих видов:
- Ножницы гильотинные ручные. Данный вид оборудования используется в промышленности, с их помощью оператор может нарезать оргстекло, листовой металл, картон, пластмассу.
- Ножницы гильотинные гидравлические. С их помощью добиваются высокой точности разреза, при этом обрабатывается металл максимальной толщины. Привод производится за счет работы системы гидравлики, заготовка крепится при помощи прижимных цилиндров. Зазор между рабочим столом и лезвием устанавливается вручную металлической линейкой.
- Ножницы гильотинные механические считаются надежными установками. При эксплуатации потребляется низкий уровень электроэнергии. Процесс резки происходит при движении вала от приводного двигателя.
- Электромеханическое оборудование имеет повышенный КПД. Управление механизмом происходит встроенным блоком ЧПУ.
Принцип выбора
При покупке механической гильотины учитываются факторы:
- стоимость станка;
- кем изготовлено оборудование;
- уровень надежности;
- наличие хороших отзывов в сети;
- гильотина для резки должна быть изготовлена из качественных комплектующих;
- сервисное и гарантийное обслуживание.
Преимущества и недостатки
Преимущества гильотинных ножниц по металлу:
- простота резки;
- снижение затрат энергии при эксплуатации механических гильотин;
- резка происходит без стружки и опилок, снижаются отходы производства;
- заготовка после обработки имеет ровный край без щербления;
- точность раскроя;
- высокая производительность гидравлической гильотины;
- управление и контроль операции резки при помощи ЧПУ.
Производители и стоимость
Гильотина для резки изготавливается в России, Китае, Турции. При выборе оборудования необходимо учитывать производительность и размерные характеристики станка. Цена ручной гильотины для резки металла — от 5000 рублей. Стоимость сложного оборудования — от 500000 рублей.
Изготовление своими руками
Конструкция, изготовленная своими руками, способна раскроить листовой металл толщиной до 3 мм.
Сборка ручной гильотины по металлу:
- Определяется размер конструкции, чертится схема.
- Рассчитываются усилия, которые будут испытывать разные участки установки.
- После на принтере распечатывают детали и собирают макет будущего ручного станка.
- Подбор материала для изготовления ножниц. Распечатанные элементы выступают в роли примера для металлических заготовок.
- При помощи абразивных материалов деталям придается аналогичная форма.
- Ручная гильотина состоит из пары ушей, рукояти, станины и держателя.
- На тело устанавливаются два уголка с зазором.
- Рукоятка крепится к телу при помощи пары ушей.
- В качестве лезвий могут применяться старые напильники, их обрабатывают согласно размерам удерживающих механизмов.
- Затачивание ножей производят после крепления.
- Изготовленный механизм устанавливают на рабочую поверхность верстака.
Эксплуатация
При работе на гильотине для рубки металла необходимо соблюдать меры предосторожности:
- оператору следует надеть спецодежду и обувь, рекомендуется спрятать свисающие предметы;
- установить защитные ограждения, не убирать, а также не проводить их замену до окончания процесса резки металла;
- при неисправности запрещается запускать ножницы, необходимо сообщить специалисту;
- при наличии грязи ее следует устранить;
- рабочие поверхности освобождают от посторонних предметов;
- зона резки оснащается соответствующим освещением.
Производители не рекомендуют превышать номинальные нагрузки на элементы гильотины. Материал перед обработкой необходимо закреплять. По окончании процесса раскроя узлы протирают и убирают от загрязнений, станок отключают.
Гильотинные ножницы – незаменимое оборудование для резки металла
Раскрой металла является неотъемлемой частью многих современных производственных процессов. Гильотинные ножницы (гидравлические, механические, пневматические) позволяют производить точную, качественную резку различных материалов из стали, цветных металлов и их сплавов.
1 Назначение и конструкция гильотинных станков
Ножницы гильотинного принципа действия – это специальное оборудование, предназначенное для резания металла. В зависимости от типа и назначения станка, толщина разрезаемого металлического листа может достигать 35 мм. Раскрой может производиться как поперечный, так и продольный, но только прямолинейный (вырезы делать нельзя).
Гильотинные ножницы по металлу применяют для разрезания как листовых материалов, так и материалов круглого, углового, прямоугольного сечения. К преимуществам этого оборудования относят высокую точность разреза, отсутствие дефектов (зазубрин, вмятин) в местах среза, сохранение целостности защитного полимерного слоя или покрытия краской на поверхности обрабатываемых изделий.

Основные элементы конструкции гильотинного станка:
- станина (из сваренных листов или монолитная);
- два ножа.
Станина состоит из двух стоек, которые связаны друг с другом балкой и траверсами, оснащена закрепленным к ней рабочим столом, служащим для удобной подачи разрезаемого материала. Нижний нож имеет фиксированное положение, а верхнее лезвие закреплено на подвижной балке. Стол оборудован удлинителями и угольником для раскроя длинных листов, а также прижимным устройством. Станок также оснащен градуированным упором, предназначенным для проведения серийной резки, и приспособлением, ограничивающим глубину подачи изделий.
Мощные ножницы снабжаются предохранительным механизмом – при возникновении перегрузки срезается специальная шпилька, и процесс резки останавливается. Встречаются станки, оборудованные возвратным поддоном, используемым для сбора отрезанного материала. В случае применения электропривода на стойках устанавливают балку, к которой закреплен двигатель-редуктор, соединенный с валом. На последнем расположены тормозной барабан и 2 кривошипа, которые с помощью кронштейнов и посредством шатуна соединяются с траверсой, где установлены ножи.

Ножи для гильотинных ножниц изготавливают из инструментальной высоколегированной стали, их режущие поверхности закаляют методом наклепа или высокочастотным током. Предназначены они для резки металла, находящегося в холодном или горячем состоянии. В настоящее время производятся ножи более 100 различных типоразмеров:
- длинами 110–2000 мм;
- толщиной 12–120 мм;
- шириной 50–200 мм.
2 Принцип действия гильотинных ножниц
Начали использовать гильотины довольно давно, но изначально их применяли не для разрезания металла, а для казни преступников. Принцип действия современных станков для раскроя материалов основан на работе самого первого устройства, которое имело только один верхний нож. Резка происходит методом рубки в результате опускания лезвия, предварительно поднятого на предусмотренную конструкцией высоту.
Ножницы механические с электроприводом работают следующим образом. Листовой металл через подающее устройство поступает из разматывателя на стол, выдвигающийся при необходимости. Заготовка выравнивается по боковому упору и ограничителю для регулирования глубины подачи, затем происходит ее фиксация прижимным устройством в виде балки, что обеспечивает достаточно высокую точность разрезания.

При включении реза крутящий момент от двигателя-редуктора передается на вал, вращение которого преобразуется посредством шатунов и кривошипов в возвратно-поступательные перемещения траверсы. Сначала при ее движении верхний нож опускается и производит рез. В зависимости от вида ножниц, отрубленные обрезки выбрасываются в лоток, в сторону оператора, вперед или назад. Готовые заготовки попадают в приемник. Затем траверса, продолжая движение, поднимается и занимает исходное верхнее положение. В тот же момент срабатывает датчик, мотор-редуктор отключается.
Контроль верхнего и нижнего расположения траверсы станка осуществляют конечные выключатели. Вверху ее фиксирует тормозной барабан, установленный на валу. Раскрой, в зависимости от разновидности и размещения ножей, возможен в поперечном или продольном направлении. В случае поперечного разреза нож совершает один цикл рабочего движения, а при продольном – несколько, повторяющихся с поступательным перемещением металла по столу. Второй режим применяют для резки рулонного материала на полосы, а также раскроя листа длиной более 2 метров.

Остро заточенный нож гильотинного станка опускается с высоты верхнего положения под воздействием сил тяжести. Его ускорение значительное, так как он довольно массивен, но недостаточное, чтобы разрезать прочный металл. Одного веса рубящего устройства в данном случае будет мало, потому что протяженность разбега (высота падения ножа) в современных установках гораздо меньше, чем в аналогичных первых станках прошлого тысячелетия. Для придания режущему механизму необходимого ускорения изготавливают специальную конструкцию, в которой установлен нож с массой в несколько десятков килограммов.
Эти же причины определили установку в гильотинных станках по металлу дополнительного нижнего неподвижного ножа. Таким образом, работа современных установок сочетает в себе функционирование обычных ножниц и гильотины. Разрезаемый материал размещается на столе оборудования между нижним и верхним режущими ножами. Такое инженерное решение, безусловно, значительно усложняет конструкцию самого станка, что в итоге отражается на его себестоимости, но при этом позволяет получить высокое качество и точность обработки заготовок.
3 Виды гильотинных ножниц по металлу
В зависимости от толщины, размеров и свойств разрезаемого материала, интенсивности эксплуатации станка в ряде случае достаточно использовать ножницы гильотинные ручные, а в других – требуется установка гидравлического или электромеханического оборудования. На сегодняшний день производители предлагают большой ассортимент разнообразных моделей станков с различными опциями.
Самые мощные установки оснащены электроприводом и используются на крупных предприятиях в серийном производстве. Управление таким оборудованием осуществляют с помощью системы ЧПУ или контроллера. Качество резки отличное в обоих случаях, но гильотинные ножницы с ЧПУ позволяют полностью автоматизировать рабочий процесс и более функциональны. Цена на станки по металлу, соответственно, также варьируется в очень широких пределах. Но по принципу работы на сегодняшний день выделяют 5 типов данных установок:
- Гильотинные ручные ножницы по металлу – простейшее оборудование, которое применяется в производстве наиболее широко. Станок разрезает тонкие металлические листы, оргстекло, пластмассу, плотный картон и резину. Так как для функционирования этого оборудования электроэнергия не нужна, то подведение дополнительных коммуникаций не требуется, и его можно разместить в любом помещении. Благодаря этому, стоимость производственных процессов гораздо меньше, чем при использовании других типов гильотинных установок. Работу станка обеспечивает механизм рычажно-пружинного действия.
- Гидравлические ножницы – используют преимущественно на средних и крупных предприятиях. Их отличает высокая точность разреза, а также возможность обработки металла различной толщины. Нож приводится в действие гидравлическим приводом. Фиксация листа производится по всей длине разрезания прижимными гидравлическими цилиндрами, а регулировка зазора между верхним и нижним режущими ножами осуществляется механическим способом. Высокая точность реза достигается за счет высокоточной линейки и большой массы конструкции станка.
- Ножницы пневматические – принцип действия этого оборудования идентичен принципу гидравлических установок, но в них используется сжатый воздух, а не рабочая жидкость. Высокую точность резки обеспечивает задняя встроенная линейка. Работа механизма, основанная на давлении сжатого воздуха, позволяет обрабатывать заготовки большой толщины.
- Механические станки – это оборудование зарекомендовало себя как качественное и надежное, способное выполнять поставленные задачи. В то же время, они характеризуются низким уровнем электропотребления. Нож приводится в действие посредством карданного вала, получающего крутящий момент от электрического двигателя через промежуточную муфту.
- Электромеханическая гильотина – этот вид является самым продуктивным, потому что отличается значительным КПД и большой точностью разрезания, высчитываемого в микронах встроенным компьютером.


Существуют также комбинированные модели станков. Наиболее распространенная и популярная модель – пневматические ножницы НА3214 с наклонным ножом. Они надежны, просты в эксплуатации и ремонте. Предназначены для высокоточного разрезания листовых материалов с предельными характеристиками:
- прочность до 50 кгс/мм2 (500 МПа);
- ширина до 1,6 м;
- толщина до 2,5 мм.
Приводятся в действие кривошипным механизмом, лист фиксируется пневматическими цилиндрами. Задний упор имеет ручной привод, зазор между верхним и нижним режущими ножами настраивается вручную. В отличие от гидравлических ножниц, их возможно эксплуатировать при низких температурах, а благодаря отсутствию подтеков масла рабочая зона станка всегда чистая.
Основные виды и характеристики гильотинных ножниц
Изобретение Жозефа Гильотена (1791 г., Франция), получившее название в честь изобретателя guillotine, проработало до 1981 г. по прямому назначению. Гильотина для резки металла была разработана несколько позже. Чтобы промышленный станок оказался востребованным, необходимо создание определённой технической базы.
Принцип движения ножа сверху вниз под действием силы тяжести нашел применение не только в области исполнения наказаний. В 1817 г. «машина смерти» была апробирована для выполнения иных функций. Ее стали использовать для рубки мяса и костей. В тот же год использовали устройство в кожевенном производстве, начали кроить кожу для сапог, головных уборов и верхней одежды с помощью падающих косых резаков.
Позже (в двадцатых-тридцатых годах девятнадцатого века) возникла необходимость изготавливать изделия из металла. Потребителями выступили паровозы. Именно для них требовалось раскраивать металлические пластины в идентичные размеры. Металлопроката еще не было, в кузнечных цехах из-под молота выходили полосы и небольшие листы металла. Их превращали в детали облицовки паровых котлов, кабин машиниста, прицепных вагонов. Обычная рубка с помощью молотка и зубила не могла удовлетворить развивающегося железнодорожного транспорта. Рельсовый транспорт появлялся по всему миру.
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).

Общий вид современной ручной гильотины для раскроя металла:
1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.
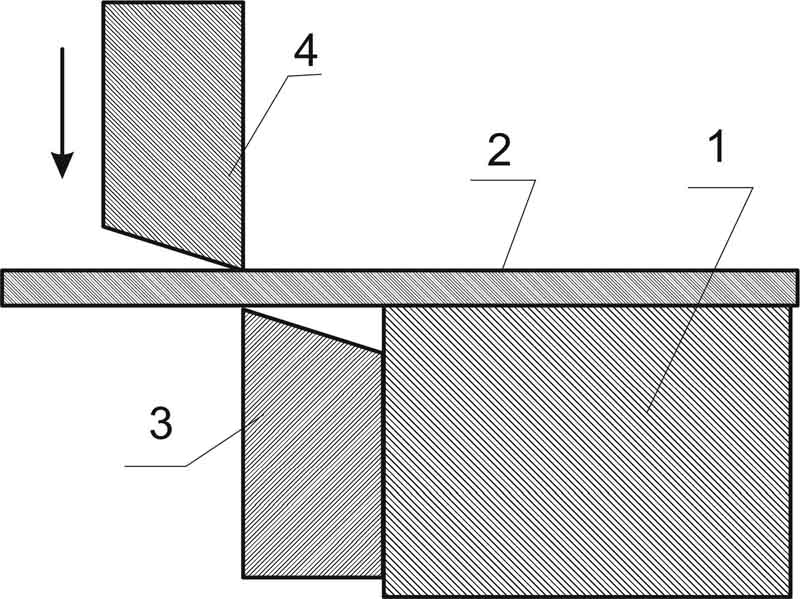
Процесс резания на гильотинном станке:
1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.

Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.

Установка активного лезвия под углом наклона β:
1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.

Гильотинные ножницы для раскроя металла с ручным приводом
Станки с ручным приводом
Многим кажется, что ручные станки неудобны для производства. На самом деле эти установки довольно востребованы на небольших предприятиях. В условиях мелкосерийного выпуска продукции важно обеспечивать качество продукции:
- Важнее обеспечивать точные размеры всех деталей.
- Грамотную обработку кромок. Удаление заусенцев.
- Параллельность и перпендикулярность резаных прямых.
Когда требуется значительный объем, то довольно часто качество отводится на второй план. Нужны механические устройства, способные в течение ограниченного времени произвести несколько ударов и отрезать определенное количество заготовок.
Если же в цеху производят единичную продукцию, то скорость и количество ударов устройства не столь актуально.
Несколько металлических противопожарных дверей, имеющих опции по запрету распространения дыма и огня, изготавливают небольшие предприятия. Там и используют простые и надежные гильотины с ручным приводом.

Профессиональная гильотина с ручным приводом
В этих установках предусмотрено следующее:
- лист металла располагается на специальном столе;
- с помощью дополнительных приставных столов заготовка может иметь значительные габариты (до 2500 мм в длину и 2500 мм в ширину);
- регулирование глубины реза ограничивается специальным упором, располагаемым за подвижным ножом;
- специальные направляющие позволяют обеспечить перпендикулярность реза;
- другие направляющие точно выставят заготовку под нужным углом или дадут ей двигаться только в параллельном направлении;
- перед резанием для предотвращения возможных колебаний в зоне активной работы происходит прижатие заготовки к столу. Она теперь не сместится ни в какую сторону.
Видео: гильотина для резки металла.
Гильотины с механическим приводом
Установки с гидравлическим приводом
Отличительной чертой подобных станков является возможность резать довольно толстые металлические заготовки. Производители оборудования в инструкциях по эксплуатации отмечают, что для конструкционных сталей максимальная толщина может составлять до 40 мм.
Подобные устройства на кромке лезвий развивают усилие в 200…400 тонн. В этом случае важно использовать толстые ножи, способные передать усилия в зоне резания.

Установка с гидроприводом. Насосная станция расположена вне станка
Для работы гильотины с гидравлическим приводом необходимо иметь специальную насосную станцию. От нее по армированным шлангам подается масло к исполнительным механизмам. Давление жидкости может достигать до 135…150 бар. Гидроцилиндры передают усилие на исполнительный орган через систему рычагов.
Главное преимущество подобных гильотин – это тихая работа. Ножи движутся без удара.
На пульте управления оператор указывает ряд параметров, встроенный компьютер сам произведет расчеты:
- какой зазор требуется установить между ножами;
- где выставить упор;
- с какой скоростью подавать масло в гидравлическую систему.
Если указывается, что будут резаться несколько однотипных деталей, то указывают и этот параметр. Тогда будет осуществляться автоматическая подача материала.
Оператору с помощником остается только:
- уложить лист металла на рабочий стол;
- выровнять его относительно направляющих;
- выставить по упорам;
- указать номер программы, по которой требуется выполнять раскрой металла;
- выставить количество требуемых деталей.
По завершению цикла с обратной стороны станка окажутся нарубленные заготовки или детали, которые нужно отвести на площадку полуфабриката. Другие работники предприятия их используют в следующих производственных процессах.
Цена на подобные станки высокая, составляет несколько десятков, а то и сотен тысяч евро. Гильотины подобного типа изготавливают под заказ. В дальнейшем производитель оборудования в течение всего жизненного цикла технологической установки обслуживает ее, обеспечивает программами и предлагает оригинальные запасные части. При необходимости даже солидный по возрасту станок модернизируется. После модернизации он готов на равных с новыми агрегатами служить еще довольно долго.
Видео: рубка металла гильотиной.
Видео: гидравлическая гильотина с ЧПУ.
Электромеханические гильотинные ножницы
Самым распространенным типом станков являются электромеханические гильотинные ножницы. В них постоянно вращается вал с маховиком. Через кривошипный механизм осуществляется передача крутящего момента на активный нож.
Чтобы произвести рез необходимо:
- установить лист металла на стол;
- выставить упор на заданный размер;
- зафиксировать заготовку на столе и прижать к упору;
- нажать на педаль управления.
Произойдет рубка металла по разметке. Переместив лист снова к упору, можно повторить операцию.

Такие станки достаточно легкие. Ими оснащают небольшие мастерские и довольно крупные предприятия. Они отличаются высокой производительностью. За минуту можно произвести рубку до 60 деталей.
Недостатком считается шум при работе. Здесь металл режется с сильным ударом. Приходится часто отправлять ножи на переточку. Кромки при ударной нагрузке имеют тенденцию выкрашиваться.
Приходится часто проверять состояние кромок готовых изделий. Если наблюдается образование загнутых кромок и заусенцев, то ножи снимают и направляют на заточной станок.
Видео: принцип работы электромеханических гильотинных ножниц.
Пневматические гильотины
При наличии развитой системы пневмопроводов предприятие использует оборудование, работающее от сжатого воздуха. Пневматические гильотины используют сжатый компрессорами воздух для выполнения основой производственной деятельности. В них установлены пневмоцилиндры.
Установки подобного типа нуждаются в ресивере. Объем воздуха, используемого в цикле, может достигать нескольких литров, поэтому нужен запас рабочего тела.

Работа подобных устройств происходит несколько громче, чем при использовании гидравлики. Но есть и свои преимущества. На подобных станках проще установить компьютерное управление. Поэтому ряд европейских стран, выпускающих технологическое оборудование, ориентируется на создание именно таких гильотин. Здесь проще проводить настройку, программы для управления производственными операциями пишутся сравнительно просто.
Обучать операторов для подобных станков тоже несложно. Уже через 2-3 дня работы рабочие осваивают основные приемы работы на гильотине. Остается только выдать им производственное задание, указать размещение заготовок и площадки для выгрузки полуфабрикатов.
Видео: гильотинные ножницы.
Дополнительные опции на рабочем месте
Чтобы облегчить труд операторов на гильотинных станках им в помощь устанавливают пневматические подъемники с вакуумными захватами.
- Чтобы поднять лист из пакета, нужно подвести захват к верхнему листу.
- Дается команда на откачку воздуха из присосок.
- Подъемник поднимает лист на нужную высоту.
- Оператор укладывает его на рабочий стол.
- Отключается вакуум.
Что такое гидрострелка (гидравлический разделитель) в системе отопления
Спроектировать собственную систему отопления далеко непросто. Даже если «планируют» ее монтажники, вам надо быть в курсе многих нюансов. Во-первых, чтобы проконтролировать их работу, во-вторых, чтобы оценить необходимость и целесообразность их предложений. Например, в последние годы усиленно пропагандируется гидрострелка для отопления. Это небольшое дополнение, установка которого выливается в немалую сумму. В некоторых случаях оно очень полезно, в других без него легко можно обойтись.
Что такое гидрострелка и где её устанавливают
Правильное название этого устройства — гидравлическая стрелка или гидроразделитель. Представляет собой кусок круглой или квадратной трубы с приваренными патрубками. Внутри, как правило, ничего нет. В некоторых случаях могут стоять две сетки. Одна (вверху) для лучшего «отхождения» воздушных пузырьков, вторая (внизу) для отсева загрязнений.
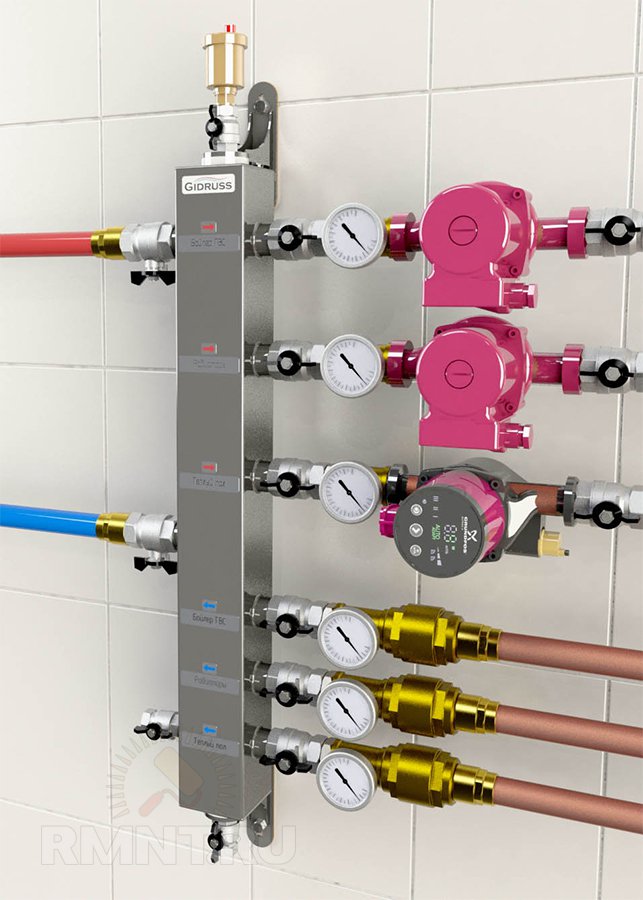
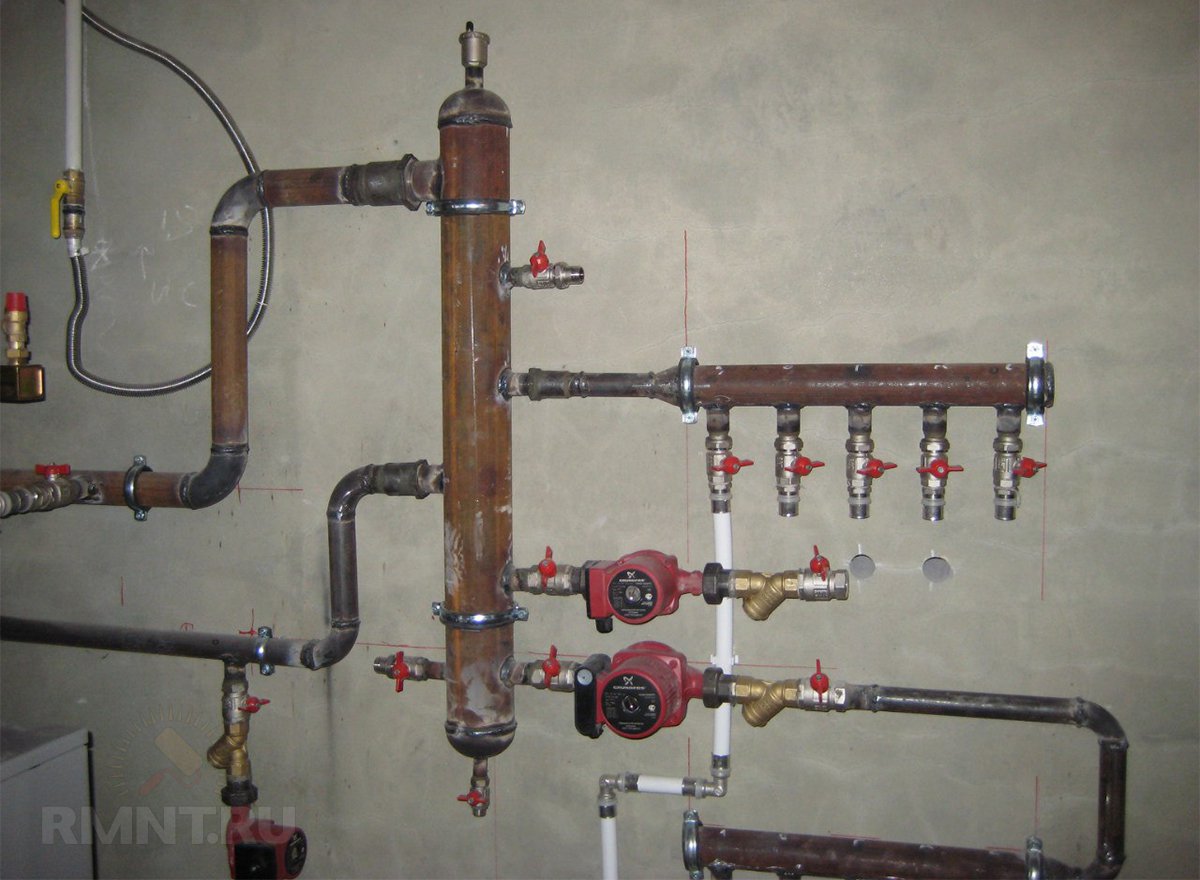
 Примеры гидрострелок промышленного производства
Примеры гидрострелок промышленного производства
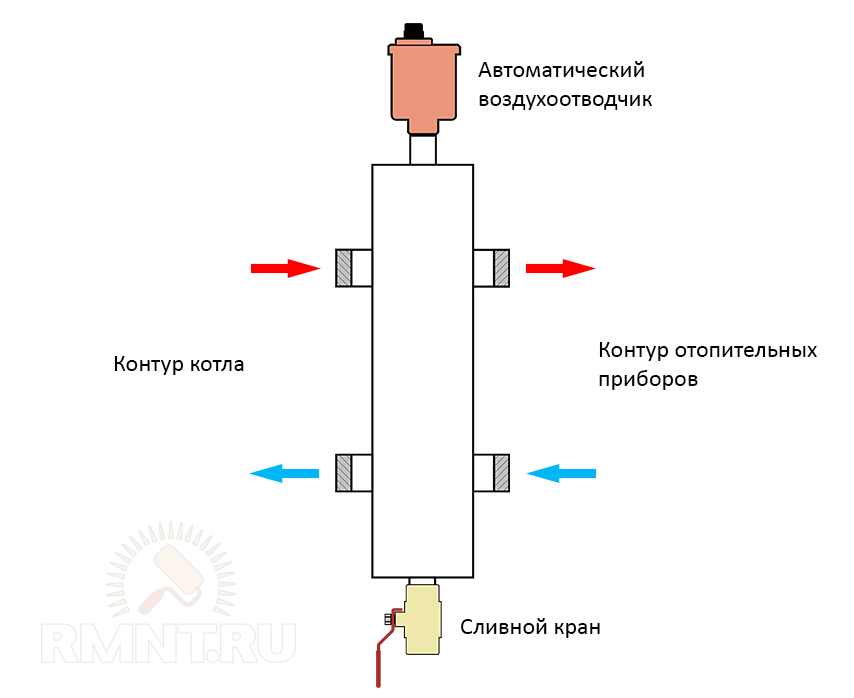
В системе отопления гидрострелка ставится между котлом и потребителями — отопительными контурами. Располагаться может как горизонтально, так и вертикально. Чаще ставят вертикально. При таком расположении в верхней части ставят автоматический воздухоотводчик, внизу — запорный кран. Через кран периодически сливается некоторая часть воды с накопившейся грязью.
 Где в системе отопления ставят гидроразделитель
Где в системе отопления ставят гидроразделитель
То есть получается, что вертикально поставленный гидроразделитель, одновременно с основными функциями, отводит воздух и дает возможность удалять шлам.
Назначение и принцип работы
Гидрострелка нужна для разветвленных систем, в которых установлено несколько насосов. Она обеспечивает требуемый расход теплоносителя для всех насосов, независимо от их производительности. То есть, другими словами, служит для гидравлической развязки насосов системы отопления. Потому еще называют это устройство — гидравлический разделитель или гидроразделитель.
 Схематическое изображение гидрострелки и ее места в системе отопления
Схематическое изображение гидрострелки и ее места в системе отопления
Гидрострелку ставят в том случае, если в системе предусмотрено несколько насосов: один на контуре котла, остальные на контурах отопления (радиаторах, водяном теплом полу, бойлере косвенного нагрева). Для корректной работы их производительность подбирается так, чтобы котловой насос мог перекачивать немного больше теплоносителя (на 10-20%), чем требуется для остальной системы.

Зачем нужна гидрострелка для отопления? Давайте рассмотрим на примере. В системе отопления с несколькими насосами они зачастую имеют разную производительность. Часто получается так, что один насос в разы более мощный. Ставить все насосы приходится рядом — в коллекторном узле, где они гидравлически связаны. Когда мощный насос включается на полную мощность, все остальные контура остаются без теплоносителя. Такое случается сплошь и рядом. Чтобы избежать подобных ситуаций и ставят в системе отопления гидрострелку. Второй путь — разнести насосы на большое расстояние.
Режимы работы
Теоретически, возможны три режима работы системы отопления с гидрострелкой. Они отображены на рисунке ниже. Первый — когда насос котла прокачивает ровно столько же теплоносителя, сколько требует вся система отопления. Это идеальная ситуация, в реальной жизни встречающаяся очень редко. Объясним почему. Современное отопление подстраивает работу по температуре теплоносителя или по температуре в помещении. Представим, что все идеально рассчитали, подкрутили вентили и после настройки достигнуто равенство. Но через некоторое время параметры работы котла или одного из контуров отопления изменятся. Оборудование подстроится под ситуацию, а равенство производительности будет нарушено. Так что этот режим может просуществовать считанные минуты (или даже еще меньше).
 Возможные режимы работы системы отопления с гидроразделителем
Возможные режимы работы системы отопления с гидроразделителем
Второй режим работы гидрострелки — когда расход отопительных контуров больше мощности котлового насоса (средний рисунок). Эта ситуация опасна для системы и допускать ее нельзя. Она возможна, если насосы подобраны неправильно. Вернее, насос котла имеет слишком малую производительность. В этом случае для обеспечения требуемого расхода, в контуры вместе с нагретым теплоносителем от котла будет подаваться теплоноситель из обратки. То есть, на выходе котла, например, 80°C, в контура после подмеса холодной воды идет, например, 65°C (реальная температура зависит от дефицита расхода). Пройдя по отопительным приборам, температура теплоносителя опускается на 20-25°С. То есть, температура теплоносителя, подаваемого в котел, будет в лучшем случае 45°C. Если сравнить с выходной — 80°C, то дельта температур слишком велика для обычного котла (не конденсационного). Такой режим работы не является нормальным и котел быстро выйдет из строя.
Третий режим работы — когда насос котла подает больше нагретого теплоносителя, чем требуют отопительные контура (правый рисунок). В этом случае часть нагретого теплоносителя возвращается обратно в котел. В результате температура поступающего теплоносителя поднимается, работает он в щадящем режиме. Это и есть нормальный режим работы системы отопления с гидрострелкой.
Когда гидрострелка нужна
Гидрострелка для отопления нужна на 100%, если в системе будет стоять несколько котлов, работающих в каскаде. Причем работать они должны одновременно (во всяком случае, большую часть времени). Вот тут, для корректной работы гидроразделитель — лучший выход.
 При наличии двух одновременно работающих котлов (в каскаде) гидрострелка — лучший вариант
При наличии двух одновременно работающих котлов (в каскаде) гидрострелка — лучший вариант
Еще гидрострелка для отопления может быть полезна для котлов с чугунным теплообменником. В емкости гидроразделителя постоянно происходит смешивание теплой и холодной воды. Это уменьшает дельту температур на выходе и входе котла. Для чугунного теплообменника — это благо. Но с той же задачей справится байпас с трехходовым регулируемым клапаном и обойдется он значительно дешевле. Так что даже для чугунных котлов, стоящих в небольших системах отопления, с примерно одинаковым расходом вполне можно обойтись без подключения гидрострелки.
Когда можно поставить
Если в системе отопления есть только один насос — на котле, гидрострелка не нужна совсем. Можно обойтись и если устанавливаются один-два насоса на контуры. Такую систему можно будет сбалансировать при помощи регулировочных кранов. Когда установка гидрострелки оправдана? Когда в наличии такие условия:
- Контуров три и больше, все очень разной мощности (разный объем контура, требуется разная температура). В таком случае, даже при идеально точном подборе насосов и расчете параметров, есть возможность нестабильной работы системы. Например, часто встречается ситуация, когда при включении насоса теплых полов, радиаторы стынут. Вот в этом случае нужна гидроразвязка насосов и потому ставится гидравлическая стрелка.
- Кроме радиаторов имеется водяной теплый пол, отапливающий значительные площади. Да, его подключать можно через коллектор и смесительный узел, но он может заставлять работать котловой насос в экстремальном режиме. Если у вас часто горят насосы на отоплении, скорее всего, нужна установка гидрострелки.
- В системе среднего или большого объема (с двумя и более насосами) собираетесь установить автоматическую регулирующую аппаратуру — по температуре теплоносителя или по температуре воздуха. При этом не хотите/не можете регулировать систему вручную (кранами).
 Пример системы отопления с гидрострелкой
Пример системы отопления с гидрострелкой
В первом случае гидроразвязка, скорее всего, нужна, во втором, стоит думать об ее установке. Почему только думать? Потому что это немалые расходы. И дело не только в стоимости гидрострелки. Она стоит около 300$. Придется ставить еще дополнительное оборудование. Как минимум нужны коллекторы на входе и выходе, насосы на каждый контур (при небольшой системе без гидрострелки без них можно обойтись), а также блок управления скоростью насосов, так как через котел они уже управляться не смогут. В сумме с платой за монтаж оборудования этот «довесок» выливается примерно в две тысячи долларов. Действительно немало.
Зачем тогда ставят это оборудование? Потому что с гидрострелкой отопление работает стабильнее, не требует постоянной подстройки потока теплоносителя в контурах. Если вы спросите владельцев коттеджей, у которых отопление сделано без гидроразделителя, вам скажут, что часто приходится перенастраивать систему — крутить вентиля, регулируя потоки теплоносителя в контурах. Это характерно, если используются различные элементы отопления. Например, на первом этаже теплый пол, радиаторы на двух этажах, отапливаемые подсобные помещения, в которых надо поддерживать минимальную температуру (гараж, например). Если у вас предполагается примерно такая же система, а перспектива «подстройки» вас не устраивает, можно ставить гидрострелку для отопления. При ее наличии в каждый контур идет столько теплоносителя, сколько он требует в данный момент и никоим образом не зависит от параметров эксплуатации, работающих рядом насосов других контуров.
Как подобрать параметры
Подбирается гидравлический разделитель с учетом максимально возможной скорости потока теплоносителя. Дело в том, что при высокой скорости движения жидкости по трубам она начинает шуметь. Чтобы не было этого эффекта, максимальная скорость принимается равной 0,2 м/с.
 Параметры, нужные для гидроразделителя
Параметры, нужные для гидроразделителя
По максимальному потоку теплоносителя
Чтобы рассчитать диаметр гидрострелки по этому методу, единственное, что нужно знать — это максимальный поток теплоносителя, который возможен в системе и диаметр патрубков. С патрубками все просто — вы же знаете, какой трубой будете делать разводку. Максимальный поток, который может обеспечить котел, мы знаем (есть в технических характеристиках), а расход по контурам зависит от их размера/объема и определяется при подборе контурных насосов. Расход на все контуры складывается, сравнивается с мощностью котлового насоса. Большая величина подставляется в формулу для расчета объема гидрострелки.
 Формула расчета диаметра гидравлического разделителя для системы отопления в зависимости от максимального потока теплоносителя
Формула расчета диаметра гидравлического разделителя для системы отопления в зависимости от максимального потока теплоносителя
Приведем пример. Пусть максимальный расход в системе 7,6 куб/час. Допустимая максимальная скорость берется стандартная — 0,2 м/с, диаметр патрубков 6,3 см (трубы на 2,5 дюйма). В этом случае получаем: 18,9 * √ 7,6/0,2 = 18,9 * √38 = 18,9 * 6,16 = 116,424 мм. Если округлить, получаем, что диаметр гидрострелки должен быть 116 мм.
По максимальной мощности котла
Второй способ — подбор гидравлической стрелки по мощности котла. Оценка будет приблизительной, но ей можно доверять. Нужна будет мощность котла и разница температур теплоносителя в подающем и обратном трубопроводе.
 Расчет гидрострелки по мощности котла
Расчет гидрострелки по мощности котла
Расчет также несложный. Пусть максимальная мощность котла — 50 кВт, дельта температур — 10°C, диаметры патрубков такие же — 6,3 см. Подставив цифры, получаем — 18,9 * √ 50 / 0,2 * 10 = 18,9 * √ 25 = 18,9* 5 = 94,5 мм. Округлив, получаем диаметр гидрострелки 95 мм.
Как найти длину гидрострелки
С диаметром гидроразделителя для отопления определились, но надо знать еще и длину. Ее подбирают в зависимости от диаметра подключаемых патрубков. Есть два вида гидрострелок для отопления — с отводами, расположенными один напротив другого и с чередующимися патрубками (располагаются со сдвигом один относительно другого).
 Определяем длину гидрострелки из круглой трубы
Определяем длину гидрострелки из круглой трубы
Рассчитать длину в этом случае легко — в первом случае это 12d, во втором — 13d. Для средних систем можно и диаметр подобрать в зависимости от патрубков — 3*d. Как видите, ничего сложного. Рассчитать можно самостоятельно.
Купить или сделать своими руками?
Как говорили, готовая гидрострелка для отопления стоит немало — 200-300$ в зависимости от производителя. Чтобы снизить затраты, возникает закономерное желание сделать ее самостоятельно. Если варить умеете, никаких проблем — купили материалы и сделали. Но при этом надо учесть следующие моменты:
- Резьба на сгонах должна быть хорошо прорезанной и симметричной.
- Стенки отводов одинаковой толщины.
 Качество самодельного изделия может быть «не очень»
Качество самодельного изделия может быть «не очень»
Вроде, очевидные вещи. Но вы удивитесь, как сложно найти четыре нормальных сгона с нормально сделанной резьбой. Далее, все сварные швы должны быть качественными — система будет работать под давлением. Сгоны приварены строго перпендикулярно к поверхности, на нужном расстоянии. В общем, не такая простая это задача.
Если сами пользоваться сварочным аппаратом не умеете, придется искать исполнителя. Найти его совсем непросто: либо дорого просят за услуги, либо качество работы, мягко говоря, «не очень». В общем, многие решают купить гидрострелку, несмотря на немалую стоимость. Тем более, в последнее время, отечественные производители делают не хуже, но намного дешевле.
Гидрострелка для отопления: принцип работы и назначение
Гидравлический разделитель — устройство, овеянное множеством мифов. Чтобы разобраться, с какими задачами гидрострелка действительно способна справляться, а какие её свойства — лишь необоснованные заявления маркетологов, предлагаем подробно рассмотреть принцип действия этого узла и его назначение.

Как устроена гидрострелка
Гидрострелка представляет собой колбу с установленным в верхней части автоматическим воздухоотводчиком. На боковой поверхности корпуса врезаются патрубки для присоединения магистральных труб отопления. Внутри гидрострелка абсолютно полая, в нижней части может врезаться резьбовой патрубок для установки шарового крана, предназначение которого — слив отстоявшегося шлама со дна разделителя.
По сути своей гидравлическая стрелка — это шунт, закорачивающий потоки подачи и обратки. Целью работы такого шунта является выравнивание температуры теплоносителя, а также его расхода в генерирующей и распределительной частях гидравлической системы отопления. Для получения реального эффекта от гидросепаратора требуется тщательный расчёт его внутреннего объёма и мест врезки патрубков. Однако большинство представленных на рынке устройств изготавливается серийно без адаптации под конкретную систему отопления.
Часто можно встретить мнение, что в полости колбы обязательно должны присутствовать дополнительные элементы, такие как рассекатели потока или сетки для фильтрации механических примесей или отделения растворённого кислорода. В реальности такие способы модернизации не демонстрируют сколь-нибудь значимой эффективности и даже наоборот: например, при засорении сетки гидрострелка полностью перестаёт работать, а вместе с ней и вся система отопления.
Какие возможности приписывают гидросепаратору
В среде инженеров-теплотехников встречаются диаметрально противоположные мнения по поводу необходимости установки гидрсотрелок в системах отопления. Масла в огонь подливают заявления производителей гидротехнического оборудования, сулящие увеличение гибкости настройки режимов работы, повышение КПД и эффективности теплоотдачи. Чтобы отделить зёрна от плевел, для начала рассмотрим абсолютно беспочвенные заявления о «выдающихся» способностях гидравлических сепараторов.
КПД котельной установки никак не зависит от устройств, установленных после присоединительных патрубков котла. Полезное действие котла целиком и полностью заключено в преобразовательной способности, то есть в процентном отношении тепла, выделенного генератором, к теплу, поглощённому теплоносителем. Никакие специальные методы обвязки не могут повысить КПД, он зависит только от площади поверхности теплообменника и корректного выбора скорости циркуляции теплоносителя.

Многорежимность, которая якобы обеспечивается установкой гидрострелки, это также абсолютный миф. Суть обещаний сводится к тому, что при наличии гидрострелки можно реализовать три варианта соотношений расхода в генераторной и потребительской части. Первый — абсолютное выравнивание расхода, что на практике как раз возможно только при отсутствии шунтирования и наличии в системе только одного контура. Второй вариант, при котором в контурах расход больше, чем через котёл, якобы обеспечивает повышенную экономию, однако в таком режиме по обратке в теплообменник неизбежно поступает переохлаждённый теплоноситель, что порождает ряд негативных эффектов: запотевание внутренних поверхностей камеры сгорания или температурный шок.
Также существует ряд доводов, каждый из которых представляет бессвязный набор терминов, но по сути своей не отражающий ничего конкретного. К таковым относятся повышение гидродинамической стабильности, увеличение срока службы оборудования, контроль за распределением температуры и иже с ними. Также можно встретить утверждение, что гидроразделитель позволяет стабилизировать балансировку гидравлической системы, что на практике оказывается прямо противоположным. Если при отсутствии гидрострелки реакция системы на изменение протока в любой её части неизбежна, то при наличии разделителя она ещё и абсолютно непредсказуема.
Реальная область применения
Тем не менее, термогидравлический разделитель — устройство далеко не бесполезное. Это гидротехнический прибор и принцип его действия достаточно подробно описывается в специальной литературе. Гидрострелка имеет вполне определённую, пусть и достаточно узкую область применения.
Важнейшая польза от гидроразделителя — возможность согласовать работу нескольких циркуляционных насосов в генераторной и потребительской части системы. Часто случается, что подключенные к общему коллекторному узлу контуры снабжаются насосами, производительность которых отличается в 2 и более раз. Наиболее мощный насос при этом создаёт разницу давлений настолько высокую, что забор теплоносителя остальными устройствами циркуляции оказывается невозможным. Несколько десятков лет назад эта проблема решалась так называемым шайбованием — искусственным занижением протока в потребительских контурах путём вваривания в трубу металлических пластин с различным диаметром отверстий. Гидрострелка шунтирует подающую и обратную магистраль, за счёт чего разрежение и избыточное давление в них нивелируются.
Второй частный случай — избыточная производительность котла по отношению к потреблению контуров распределения. Такая ситуация характерна для систем, в которых ряд потребителей работает не на постоянной основе. Например, к общей гидравлике могут быть привязаны бойлер косвенного нагрева, теплообменник бассейна и отопительные контуры зданий, которые отапливаются лишь время от времени. Установка гидрострелки в таких системах позволяет поддерживать номинальную мощность котла и скорость циркуляции всё время, при этом излишек нагретого теплоносителя поступает обратно в котёл. При включении дополнительного потребителя разница расходов снижается и излишек уже направляется не в теплообменник, а в открытый контур.
Гидрострелка также может служить коллектором генераторной части при согласовании работы двух котлов, особенно если их мощность существенно отличается. Дополнительным эффектом от работы гидрострелки можно назвать защиту котла от температурного шока, но для этого расход в генераторной части должен превышать расход в сети потребителей не менее чем на 20%. Последнее достигается путём установки насосов соответствующей производительности.
Схема подключения и монтаж
Гидравлическая стрелка имеет схему подключения, столь же простую, как и собственное устройство. Большая часть правил относится не столько к подключению, сколько к расчёту пропускной способности и расположению выводов. Тем не менее, знание полной информации позволит провести монтаж корректно, а также убедиться в пригодности выбранной гидрострелки для её установки в конкретную систему отопления.
Первое, что нужно чётко усвоить — гидрострелка будет работать только в системах отопления с принудительной циркуляцией. При этом насосов в системе должно быть как минимум два: один в контуре генерационной части, и хотя бы один в потребительской. При прочих условиях гидравлический разделитель будет играть роль шунта с нулевым сопротивлением и, соответственно, закоротит собой всю систему.
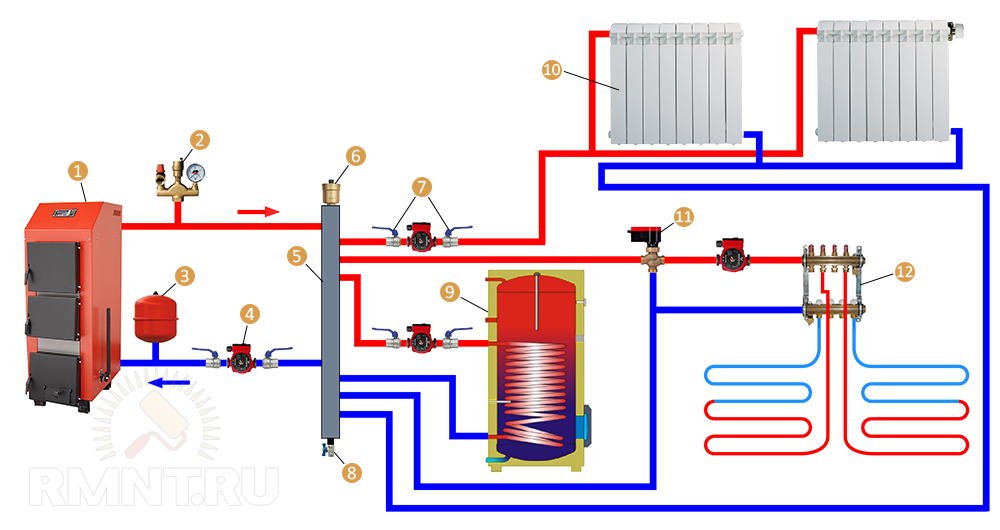 Пример схемы подключения гидрострелки: 1 — котёл отопления; 2 — группа безопасности котла; 3 — расширительный бак; 4 — циркуляционный насос; 5 — гидравлический разделитель; 6 — автоматический воздухоотводчик; 7 — запорные вентили; 8 — кран слива; 9 — контур № 1 бойлер косвенного нагрева; 10 — контур № 2 радиаторы отопления; 11 — трёхходовой кран с электроприводом; 12 — контур № 3 тёплый пол
Пример схемы подключения гидрострелки: 1 — котёл отопления; 2 — группа безопасности котла; 3 — расширительный бак; 4 — циркуляционный насос; 5 — гидравлический разделитель; 6 — автоматический воздухоотводчик; 7 — запорные вентили; 8 — кран слива; 9 — контур № 1 бойлер косвенного нагрева; 10 — контур № 2 радиаторы отопления; 11 — трёхходовой кран с электроприводом; 12 — контур № 3 тёплый пол
Следующий аспект — размеры гидрострелки, диаметр и расположение выводов. В общем случае диаметр колбы определяется исходя из наибольшего расчётного протока в магистрали. За максимум может приниматься расход теплоносителя либо в генерационной, либо в потребительской части системы отопления согласно данным гидравлического расчёта. Зависимость диаметра колбы разделителя от протока описывается соотношением расхода к скорости протока теплоносителя через колбу. Последний параметр фиксированный и, в зависимости от мощности котельной установки, может варьироваться от 0,1 до 0,25 м/с. Частное, полученное при вычислении указанного соотношения, нужно умножить на поправочный коэффициент 18,8.
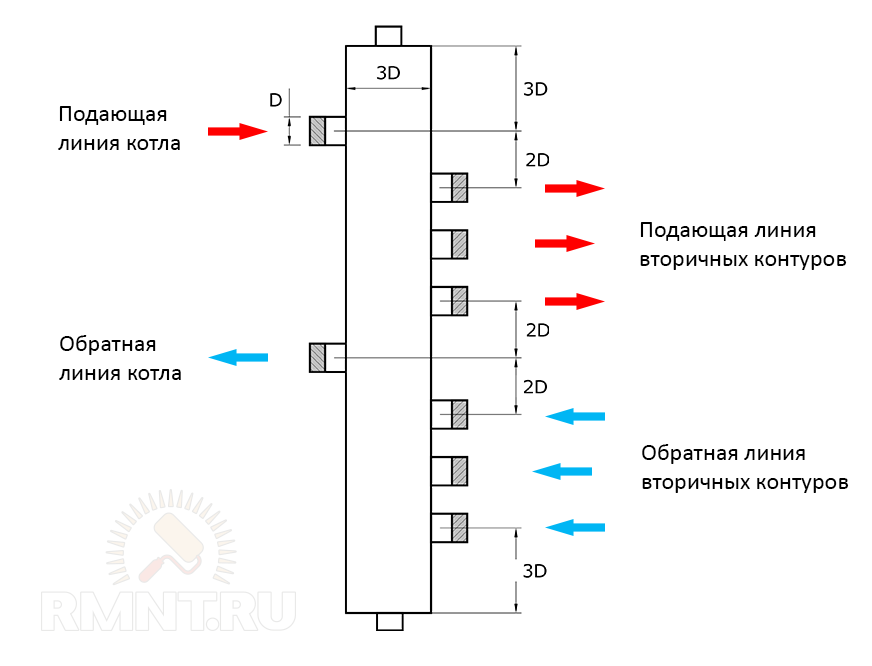
Диаметр патрубков подключения должен составлять 1/3 от диаметра колбы. При этом вводные патрубки располагаются от верха и низа колбы, а также друг от друга на расстоянии, равном диаметру колбы. В свою очередь выходные патрубки располагаются так, чтобы их оси были смещены относительно осей вводов на два собственных диаметра. Описанными закономерностями определяется общая высота корпуса гидрострелки.
Гидрострелка подключается к прямому и возвратному магистральному трубопроводам котла или нескольких котлов. Разумеется, при подключении гидрострелки не должно быть и намёка на сужение условного прохода. Это правило вынуждает использовать в обвязке котла и при подключении коллектора трубы с очень значительным условным проходом, что несколько осложняет вопрос оптимизации компоновки оборудования котельной и повышает материалоёмкость обвязки.
О сепарационных коллекторах
Напоследок кратко коснёмся темы многовыводных гидрострелок, также известных как сепколлы. По сути своей это коллекторная группа, в которой подающий и возвратный разветвитель объединены разделителем. Такого рода устройства крайне полезны при согласовании работы нескольких контуров отопления с разной нормой расхода и температурой теплоносителя.
Сепарационный коллектор вертикального монтажа позволяет обеспечить градиент температур в выходных патрубках за счёт смешивания порций теплоносителя. Это делает возможным прямое подключение, к примеру, бойлера косвенного нагрева, радиаторной группы и петель тёплого пола без смесительной группы: разница температур между соседними выводами сепколла будет естественным образом поддерживаться в пределах 10–15 °С в зависимости от режима циркуляции. Однако стоит помнить, что такой эффект возможен только если возвратный патрубок генераторной части расположен выше возвратных отводов потребителей.

В качестве итога дадим важную рекомендацию. Для большинства бытовых систем отопления мощностью до 100 кВт установка гидравлического разделителя не требуется. Гораздо более правильным решением будет подобрать производительность циркуляционных насосов и согласовать их работу, а для защиты котла от температурного шока связать магистрали трубкой-байпасом. Если же проектная либо монтажная организация настаивают на установке гидрострелки, это решение обязательно должно обосновываться технологически.





