Производство профильной трубы
Металлопрокат / Статьи / Производство профильной трубы
Изготовление профильных труб позволяет получить на выходе готовое изделие квадратной, прямоугольной, овальной, плоскоовальной, многоугольной или другой, отличной от круглой, формы (сечения). Производство осуществляется способом холодного или горячего деформирования заготовки, готовая профильная труба может быть бесшовной или сварной. В зависимости от самой заготовки при производстве:
- используется технология полного цикла;
- профилированная труба изготавливается из трубы круглого сечения.
Рассмотрим более подробно технологические особенности производства.
Способы изготовления профиля
В зависимости от специфики назначения трубы возможно применение того или иного способа деформирования заготовки.
- Горячее деформирование, бесшовные трубы. Метод, применяемый для получения профильных изделий с повышенными требованиями к прочности. Готовая продукция отличается высокой стойкостью к агрессивным средам и коррозии.
- Холодная деформация, бесшовные трубы. Рассчитаны на высокие перепады давления, конструкции отличаются высокой упругостью. Не используются для создания ответственных конструкций.
- Холодная деформация, электросварка. Готовые изделия демонстрируют высокие показатели долговечности и прочности, при этом их эксплуатация требует строгого соблюдения требований технических нормативов.
Технология производства стальных профильных труб предусматривает следующие решения.
Технология полного цикла
Это способ подразумевает изготовление сварных профильных труб. Готовое изделие получают не путем деформирования круглой трубы, а посредством нескольких операций. В качестве заготовки используется свернутый в рулон листовой металл — штрипс, поставляемый металлургическим предприятием. Он может иметь различную толщину, что позволяет получить и соответствующую толщину трубы. Процесс производства выглядит следующим образом.
- На специальной установке для продольной резки металлический лист разрезается на полосы шириной 5 и более сантиметров.
- Полосы подвергаются сварке, в результате чего получают непрерывную стальную ленту.
- В непрерывном режиме лента поступает на барабан и далее – на формовочный стан. При этом для непрерывности процесса, во избежание простаивания оборудования на барабане неизменно находится резерв заготовки.
- В нескольких клетях стана под вальцами формируется заготовка круглого сечения. Как правило, деформация производится холоднокатаным способом, однако в отдельных случаях сразу выполняется и нагрев заготовки. На стан лента поступает непрерывно, пока не закончится на барабане.
- Далее заготовка со сформированным сечением перемещается на сварочную установку, где высокочастотной сваркой заваривается открытый шов. При этом заготовка все еще сжимается вальцами, благодаря чему сразу в процессе сварки грат (лишний расплав) тут же удаляется.
- По завершении сварочных работ поверхность шва охлаждается специальными эмульсиями.
Профилирование
Данные работы предусматривают два основных этапа. На первом труба вновь подвергается вальцовке, чтобы получить полностью идентичные показатели сечения по всей длине изделия. На втором — происходит ее обжим для получения квадратного или прямоугольного профиля (для получения овального или плоскоовального сечения достаточно первого этапа). Далее, при непрерывном охлаждении труба разрезается на необходимые сегменты.
Контроль и проверка. Уязвимое место электросварных труб — их сварной шов. Проверка его состояния и качества — необходимые мероприятия. Для этого используется вихретоковый дефектоскоп. С помощью него шов обследуется электромагнитным способом, и при наличии разных степеней напряжений выявляются внутренние раковины, дефекты шва и другие возможные недочеты. Они же, на визуальном уровне, могут быть выявлены после этого и специалистом ОТК. При этом последний может увидеть и те из них, которые вихретоковая дефектоскопия определить не способна — механические повреждения, неровности и т. д.
Термообработка
Для снятия внутренних напряжений на завершающем этапе выполняется нагрев отрезков с последующим остыванием на открытом воздухе.
Производство профильных труб из круглых
Из трубы-заготовки с круглым сечением могут изготавливаться как горячедеформированные, так и холоднодеформированные профильные трубы. Разница заключается в том, что холоднодеформированные изделия подвергаются охлаждению после обработки на прошивочном прессе, и их калибровка и профилирование осуществляется уже после охлаждения, в отличие от бесшовных горячедеформированных труб.
В результате обработки изделия получают разные эксплуатационные характеристики. У бесшовных труб горячей формовки они достаточно высоки, что позволяет использовать их и в ответственных конструкциях. Холоднодеформированные профильные трубы применяются только в неответственных конструкциях — при строительстве частных домов, теплиц, в производстве мебели и т. д.
В настоящее время для изготовления ответственных конструкций наиболее широко распространена технология производства стальной профильной трубы электросварным способом. Их изготовление осуществляется в соответствии с ГОСТ 13663-86, а по сортаменту они соответствуют следующим стандартам:
- ГОСТ 8639-82 — квадратные;
- ГОСТ 8645-68 — прямоугольные;
- ГОСТ 8642-68 — овальные.
Процесс изготовления профильной трубы – доступно о производстве
Профильные трубы используются во многих областях промышленности. Благодаря эргономичной форме и повышенной, по сравнению с круглыми изделиями, прочности (в случаях наличия рёбер жёсткости) эти изделия могут применяться как в чисто декоративных целях, например, в производстве мебели, оград, ворот, так и как несущие части различных каркасов. Изготовление профильных труб – процесс на первый взгляд непростой, но, благодаря отлаженным технологическим схемам, вполне осуществимый и распространённый. В этой статье будут описаны его основные этапы.

Использование профильных труб
Изделия не круглой геометрии сечения (квадратные, прямоугольные, овальные, треугольные и т.д.) применяются в следующих сферах деятельности:
- создание особо прочных металлических каркасов и, на основе таких конструкций, целых зданий;
- производство предметов дачного хозяйства, к примеру, теплиц;
- изготовление козырьков и навесов;
- создание перил, ворот, заборов и ограждений;
- производство мебельных каркасов и стилизованной мебели.
Технологическая схема производства
Для производства профтрубы не требуется особо сложного или высокоточного оборудования, что обеспечивает, при сохранении качества продукции, умеренную цену. В целом, изготовить профильную продукцию можно даже в домашних условиях, используя самодельный станок с вальцами (роликами).
Такое элементарное оборудование для производства профильной трубы обеспечивает практически полное соответствие геометрии получившегося кустарного продукта профессиональным изделиям.
Всё же, несмотря на идентичность формы, самодельный профиль отличается пониженными эксплуатационными характеристиками, в частности, жёсткостью, устойчивостью на изгиб и стойкостью к моменту кручения.

Поэтому, чтобы обеспечить надлежащее качество продукции, следовательно, не только долгую бесперебойную работу изделий, но и безопасность для человека и окружающей среды, используют полную технологическую цепочку и профессиональные станки для производства профильной трубы.
Хотя в домашних условиях изготовить профиль по всем стандартам не удастся, если изделия будут применяться для изготовления каких-либо бытовых предметов, работающих под небольшими нагрузками, можно использовать самодельные станки.
Далее будут рассмотрены этапы производства изделий в соответствии с полной схемой и при использовании профессионального оборудования для производства металлических труб.
Работа со штрипсом
Первый этап производства – обработка поставляемого в рулонах штрипса. Штрипс, в зависимости от предъявляемых к готовой продукции требований, может быть разной толщины и прочих размеров.
В большинстве случаев, чтобы не тратить время на нарезку в месте производства исходного материала, штрипс поставляется большей, чем требуется для технологической схемы, ширины, и для обработки на станке изготовления профильной трубы его приходится нарезать на заготовки требуемого размера.

В профессиональном производстве для этого используется специальный аппарат продольной нарезки, который в состоянии выпускать полоски стали шириной не менее 50 мм.
Получаемые полосы свариваются в одну бесконечную ленту, которая проходит этап наматывания на вращающийся барабан. Это в целом не обязательно для производства продукции, однако позволяет избежать прерывистости процесса и, соответственно, простаивания, ведущего не только к ударным нагрузкам на оборудование, но и к экономическим потерям.
Формовка и сварка
На этом этапе лента проходит через формовочный узел, в котором валки, или ролики, превращают плоскую заготовку в бесконечную круглую трубку. Большинство видов оборудования для изготовления труб предусматривает холодную деформацию заготовки.

Шов изделия на этом этапе открыт. После прохождения вальцов заготовка поступает на сварку высокочастотными токами. Происходит она по-прежнему под давлением роликов, вследствие чего небольшое количество материала выходит за границы шва, образуя грат. Эта неровность сразу по завершении сварки снимается специальным резцом. Поскольку во время сварки труба значительно нагревается, следующая стадия процесса – её охлаждение.
Профилирование
Охлаждение происходит с помощью эмульсии, одновременно с этим труба проводится через вальцы калибровки, обеспечивающие равномерность формы и одинаковую толщину стенок профиля.
Последний значимый этап – проход через ролики, с четырёх направлений придающие всё ещё круглой заготовке профиль необходимой геометрии – квадратный, прямоугольный и т.п. В случае, если требуется получить на выходе овальную форму, достаточно одной пары роликов.

Охлаждение продолжается и на этом этапе, и во время последующего разрезания бесконечной заготовки на куски требуемой длины, осуществляемого автоматизированной пилой. Затем обычно используется станок для прокатки профильной трубы, который придает изделию требуемую форму.
Контроль качества изготовления
Чтобы гарантировать качество продукции, необходимо обеспечить два этапа контроля:
- Дефектоскопия вихревыми токами. Позволяет убедиться в целостности материала изделия, отсутствии в нём лишних напряжений после холодной деформации, трещин и раковин.
- Визуальный осмотр. Каким бы совершенным ни было оборудование для дефектоскопии, всех недостатков оно обнаружить не может, поэтому в любом случае проводится визуальный контроль почти готовой продукции.
Термообработка
Чтобы гарантированно избавиться от остаточных напряжений после холодной деформации, необходимо провести нагревание профиля. Процедура влияет на конечную стоимость продукции, однако обеспечивает наилучшее её качество.

Осуществить этап можно даже при работе на кустарном оборудовании для производства стальных труб – просто прогрев готовое изделие паяльной лампой.
Таким образом, как видно из вышесказанного, профильную продукцию можно производить как по полному циклу, с выпуском изделий профессионального качества (в этом случае необходимо наладить поставку штрипса необходимых размеров и из требуемого материала), так и путём формирования профиля нужной геометрии из приобретённых в необходимом количестве круглых труб.

Ясно, что первый вариант предусматривает гораздо большие материальные затраты и требует больше свободного места для размещения оборудования.
Из круглых же изделий можно изготавливать профиль на сравнительно недорогом станке, размещённом на небольшой территории, что даёт мастеру значительно большую свободу.
Инструменты

Профильные трубы являются предметом использования, как в профессиональном, так и в любительском строительстве. С помощью профильных труб легко соорудить разнообразные конструкции, которые способны выдерживать большие нагрузки. При возникновении потребности в самостоятельном изготовлении профильной трубы, воспользуйтесь рекомендациями о том, как сделать профильную трубу с помощью специального оборудования.
Оглавление:
- Общее понятие о профильных трубах
- Сфера использования трубы профильной
- Разновидности профильных труб
- Расчет профильных труб
- Деформация профильных труб
- Технология изготовления профильных труб
- Методы контроля изготовления профильной трубы
Общее понятие о профильных трубах
Профильная труба – это пустая стержнеобразная труба с сечением в виде квадрата, прямоугольника или овала.

Профильные трубы изготавливают из:
- нержавеющей стали,
- углеродистой стали,
- низколегированной стали,
- пластика.
Промышленное производство профильных труб, включает деформацию обычной трубы, с наличием круглого сечения в трубы прямоугольной, овальной или квадратной формы. Штрипс – это металлическая заготовка, из которой изготавливают металлическую трубу, затем с помощью специального оборудования труба попадает в форму определенного сечения и проходит термическую обработку.
Минимальное сечение профильных труб составляет 1х1 см, а максимальное 50х40 см. В соотношении с толщиной стенки трубы бывают от 1 до 22 мм.
Профильные трубы способны выдерживать большие нагрузки, благодаря тому, что стенки трубы выдерживают основную нагрузку и равномерно распределяют ее. Так как трубы внутри пустые – вес профильной трубы небольшой и облегчает общую массу конструкции.

Сфера использования трубы профильной
- возведение каркасов зданий,
- устройство стадионов,
- сооружение мостов,
- устройство арок,
- строительство пролетов или ферм,
- машиностроительная отрасль,
- сфера рекламы и производство билбордов,
- ремонт мансардных помещений,
- в строительстве невысоких помещений,
- сооружение складских или промышленных помещений,
- изготовление перегородок.
Профильные трубы с прямоугольным или квадратным сечением часто применяют в возведении несущих зданий или промышленных сооружений. Такие трубы являются основой при строительстве спортивных комплексов или павильонов.
Профильные трубы используют для перекрытия складских помещений промышленного назначения. При использовании профильных труб, в качестве перекрытия, получается надежная конструкция и экономичность в расходе материалов.

Леса, сделанные из профильных труб, облегчают доступ к фасаду здания, для осуществления ремонта или отделки.
Профильные трубы используют для монтажа металлических каркасов. Благодаря быстроте и легкости соединения профиля сооружение башенного крана проходит без использования тяжелой техники.
Профильные трубы, сечение которых не превышает 40х40 мм, используют в изготовлении бытовых приборов, таких как светильники, спортивное оборудование, мебель.
Профильные трубы из алюминия применяют в устройстве шин, коннекторов и холодильников, а также кондиционного оборудования.
Профильные трубы очень редко используют при установке коммуникаций, большое распространение получили трубы в устройстве и конструировании зданий, в том числе стропильных ферм.
Преимущества использования конструкций из профильных труб:
1. Экономичность: небольшой расход металла при сооружении больших конструкций.
2. Легкость и быстрота установки конструкций позволяют за короткое время возвести большое здание.
3. Профильные трубы обрабатывают специальными антикоррозийными составами, которые соответствуют всем санитарно-гигиеническим нормам.

4. Применение профильных труб соответствует всем правилам противопожарной безопасности.
5. При необходимости замены профильной трубы не требуется разбирать всю конструкцию.
6. Благодаря наличию квадратной и прямоугольной формы проводить транспортировку труб намного легче.
7. Профильные трубы устойчивы к изгибанию и к высоким нагрузкам.
8. Установка профильных труб, в качестве каркаса здания поможет воплотить разнообразные архитектурные проекты любой сложности.
Разновидности профильных труб
Труба профильная фото:

В зависимости от типа изготовления выделяют профильные трубы:
- горячекатного типа,
- холоднокатного типа,
- бесшовного типа,
- электросварного типа.
В зависимости от способа изготовления трубы прямоугольной и квадратной формы разделяют на:
- профильные трубы горячекатного бесшовного типа – отличаются высокой прочностью, антикоррозийностью, устойчивостью к агрессивной среде;
- профильные трубы холоднокатного типа, которые подразделяют на теплодеформированные и стандартные, такие конструкции выдерживают большие перепады давления и отличаются упругостью;
- профили электросварного холоднокатного типа имеют высокие характеристики прочности и долговечности.

В зависимости от области применения профильные трубы разделяют на:
- стандартные профильные трубы, сфера использования которых распространяется на установку трубопровода, кабельного оборудования, строительные леса, системы ограждения или орошения;
- трубы магистрального типа применяют в обустройстве газо-,водо- или нефтепровода с высокими перепадами давления;
- профильные трубы с термоустойчивостью используют в пищевой или химической промышленности;
- трубы конструкционного типа применяют для сооружения зданий, элементов транспорта, вышек или кранов;
- профильные трубы машиностроительного значения – используют для производства поршней, цилиндров, валов или подшипников.
В зависимости от типа сечения профильные трубы бывают таких форм:
- овала,
- прямоугольника,
- квадрата,
- плоского овала,
- трубы с плоскими ребрами,
- специально профилированные трубы.
В зависимости от материала, из которого изготовлены профильные трубы выделяют:
- трубы стальные,
- пластиковые профильные трубы.
Профильная труба стальная более распространена. из-за высокой прочности. Пластиковая профильная труба отличается более низкой стоимостью и легкостью конструкции.
По типу стали профильные трубы разделяют на:
- профили, изготовлены из кипящей стали – характеризуются высокой прочностью, но низкой долговечностью;
- профили из спокойной стали – имеют высокий показатель пластичности;
- профили из полспокойной стали – характеризуется как прочностью, так и пластичностью.
Расчет профильных труб
Труба профильная размеры и вес определяют соотношением толщины стенки и размера трубы.
Пример расчета профильной трубы:
1. При применении профильной трубы 20х20 с толщиной стенки в 1 мм, общий вес одного метра трубы составляет 583 г.
2. Труба профильная 20х40 имеет вес 670 г.
3. Профильная труба 40х40 с толщиной стенки в 2 мм весит 2330 г.
4. Профильная труба 60х60 с толщиной стенки в 8 мм, весит 12200 г.

Деформация профильных труб
Чтобы сделать устройство для сгибания профильной трубы, сечение которой не превышает 20 мм, понадобится бетонная плита и бур.
В бетонной трубе следует пробурить отверстие и вбить стальные штыри, согласно чертежу профильной трубы. Максимальное расстояние между месторасположением штырей не должно превышать 5 см.
Чтобы согнуть трубу в таком устройстве следует выполнить такие действия:
1. Закрепите конец трубы в месте расположения двух крайних штырей.
2. Другой конец трубы следует согнуть по штырям, которые вбиты в плите.
3. В завершении, другой конец плиты должен расположиться между крайними штырями.
Совет: Для надежной фиксации профильной трубы, приварите в ней временный прут, который поможет закрепить изогнутое положение трубы.
При отсутствии бетонной плиты, вбейте штыри в землю, и попробуйте таким образом изогнуть профильную трубу.

Технология изготовления профильных труб
Для изготовления профильной трубы, с прямоугольным или квадратным сечением, требуются специальные вальцы, которые путем развития большой силы деформируют трубу.
При изготовлении профильных труб, которые не несут большой нагрузки, например, для мебели, навеса или теплицы, достаточно купить обыкновенный станок, которые поможет изготовить профили. Но, если изготавливать из профильных труб несущие конструкции, нужно покупать трубы, изготовленные в специальных условиях, так как мощности труб из обычного станка будет недостаточно.
В процессе производства профильных труб есть несколько циклов:
1. На завод, по изготовлению труб, привозят металлические штрипсы – большие круглообразные руллоны стали. В зависимости от размера профильной трубы, станки делают нарезку штрипса на полосы.
2. Сварочный станок проводит соединение полос в одну сварочную ленту, которую наматывают на барабан.
3. Следующий этап предполагает формирование труб с круглым сечением. Данный процесс происходит в формировочном стане.
4. Трубы с круглым сечением попадают в сварочный цех, где происходит их сваривание.
5. После снятия расплава с поверхности трубы. Трубы отправляют на охлаждение.
6. Специальный станок корректирует размер трубы и делает поверхность ровной и гладкой.
7. Завершающий этап – формирование профильной трубы квадратного или прямоугольного сечения с помощью вальцев.
Для производства трубы профильной прямоугольной требуется четыре вальцы, так же как и для трубы профильной квадратной. При изготовлении трубы с овальным сечением необходимо использовать только две вальцы.

Методы контроля изготовления профильной трубы
- вихревый дефектоскопический метод предполагает взаимодействие между магнитными и электрическими свойствами стали,
- визуальный метод предполагает осмотр трубы на наличие дефектов и неровностей, которые не были выявлены вихревым устройством.
После изготовления труб следует провести термическую обработку, которая включает:
- нагрев трубы,
- полное остывание.
Совет: При самостоятельном изготовлении профильной трубы с помощью специального станка, используйте паяльную лампу для проведения термической обработки профильных труб.
Использование станка для производства профильных труб характеризуется высоким уровнем шума и состоит из протяжного механизма и четырех валков, которые формируют трубу.
Как происходит изготовление профильных труб
К профильным трубам относятся все изделия не круглого сечения. На первый взгляд такое решение кажется парадоксальным, так как для передачи жидкости лучшим является именно круглое. Но продукция металлопроката применяется не только для организации систем снабжения, поэтому и требования к ним предъявляются порой очень разные.

Разновидности продукции
Производство профильных труб предлагает следующие виды.
- Овальные – главное достоинство круглого водовода – маленькая площадь при максимальном внутреннем объеме. Однако для таких участков, как радиаторы охлаждения или змеевики эта особенность оборачивается недостатком, так как здесь необходимо отдавать тепло. В овальных водоводах поверхность намного больше, поэтому при охлаждении – в гидравлических системах, например, они гораздо эффективнее.
Другое применение – декоративное. Изделия применяются для оформления зданий и внутренних интерьеров в современных стилях.
- Квадратные – трубопровод, особенно большого диаметра, часто используется как основа несущих каркасов. Однако изделие с круглым сечением довольно легко гнется, поскольку не рассчитано на поперечные нагрузки. В квадратной трубе нагрузка распределяется под углом в 90 градусов к любой из поверхностей. В итоге изделие квадратного сечения выдерживает такие же нагрузки, что и цельный металлический пруток с такими же размерами. При этом металлоемкость профильных труб намного ниже.

Дополнительное полезное качество такого решения – удобство в транспортировке и хранении. Складировать трубопровод с квадратным сечением намного проще, причем при той же площади объем хранимого материала больше.
Монтаж профильного металлопроката тоже на порядок легче. Изделия имеют плоскости, которые соединить соответствующим образом намного проще. Крепление к плоскостям листового материала тоже не вызывает затруднений.
- Прямоугольные – нагрузка на элемент каркаса может быть неравномерной. В этом случае имеет смысл заменить квадратное сечение на прямоугольное соответствующих размеров, чтобы основная нагрузка приходилась на широкую часть трубы.
Для оформления квадратные и прямоугольные изделия используются даже чаще, чем овальные: крепление в этом случае очень простое.
- Многоугольные – от треугольника до формы сот в сечении. Такие трубы редко когда бывают большого диаметра, так как основное свое применение находят в дизайне. На фото можно увидеть образец.

Изготовление профильной продукции
Исходным сырьем служит углеродистая или слаболегированная сталь – так называемые черные трубы. Так как изделия в основном применяется в составе каркасов, то собственной устойчивости металла к коррозии обычно достаточно.

Если часть конструкции или вся целиком будет подвергаться действию погодных факторов, то предпочтительнее использовать трубопровод из нержавеющей стали, несмотря на более высокую его стоимость. Также более устойчивы к коррозии изделия, покрытые слоем цинка, или хромированные. Изготовление последних чаще предназначается для интерьерных конструкций, где важна декоративность.

Этапы производства
Заготовкой для изготовления служит круглая труба, полученная электросварочным путем или волочением. Это зависит от назначения изделия. Трубопровод, полученный волочением, отличается более высокой прочностью и стойкостью к нагрузкам, так как в нем отсутствуют сварочные швы. Изготовление его более трудоемкое и дорогое, но и качество продукции выше.

Волочением чаще всего получают тонкостенные трубы большого диаметра. Сварочный шов в этом случае сильно снижает показатели.
Производство включает следующие этапы.
- Нарезается по размерам штрипс – лист металла соответствующей ширины.
- Штрипс сворачивается в заготовку с открытым швом – продольным, вдоль изделия, или спиральным. Последний вариант обеспечивает большую надежность.
- Шов заваривается. Используется индукционная сварка, в среде инертного газа и так далее.
- Изделие охлаждается. Шов обязательно проверяется, так как от его качества зависит прочность будущего трубопровода.
Заготовки, полученные методом волочения более надежные. В этом случае первый этап изготовления выглядит иначе: заготовка несколько раз протягивается через волочильное кольцо, чтобы сформировать изделие нужного диаметра.

- Заготовка круглого сечения подается на формовочные вальцы. Под давлением вальцов изделие принимает требуемую форму и размеры.
- Продукт проходит термическую обработку – прогревание и охлаждение по разработанному температурному графику. Таким способом снимается напряжение, возникающее при изготовлении методом холодной деформации.
На видео представлено цикл производства профильного металлопроката.
Производство профильной трубы
Технология изготовления профильных труб
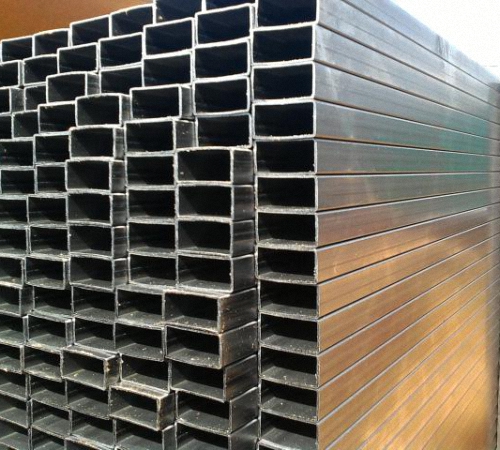
Профильными называют полые трубы, поперечное сечение которых выполнено в форме квадрата, прямоугольника или овала. Профильная труба всегда востребована в строительстве, она имеет хорошую предельную прочность и высокое сопротивление растяжению, изгибу. К тому же стоимость её ниже всех других гнутых и прокатных профилей из стали.Для решения различных задач производятся трубы с различными техническими характеристиками: толщиной стенки, формой и размерами сечения.
Производство профильной трубы
Разобраться в основных принципах технологии изготовления фасонных труб несложно; это сможет сделать даже человек, далекий от хитросплетений металлообрабатывающей промышленности. Достаточно изучить только его основы, чтобы быть в курсе всех нюансов, которые здесь существуют.
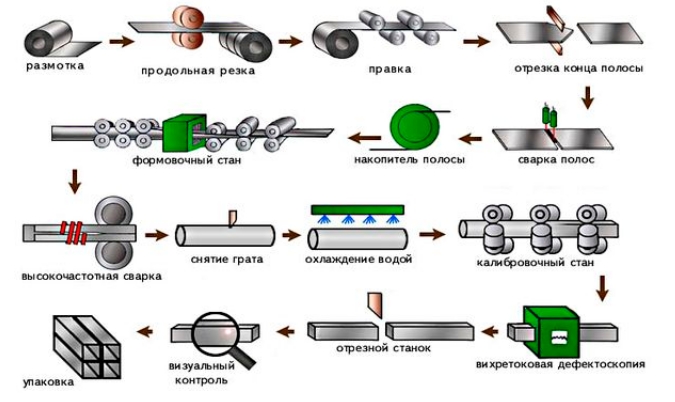
Технологический процесс мини завода по производству профильной трубы включает следующие этапы:
- раскатывание бухты стального листа;
- вальцовка листа и придание ему нужной формы путём гибки;
- сварка заготовки с последующим охлаждением;
- прохождение заготовки через прокатный стан для профильной трубы с приданием ей точных размеров и формы;
- обрезка трубы по стандартной длине;
- складирование готовых изделий.
Эта технология основана на использовании штрипса, которые представляют собой листы, намотанные в рулоны. Поставляется напрямую с металлургических заводов. Толщина полосы варьируется. Это позволяет изготавливать профилированные трубы уровня надежности, необходимого для использования готовой продукции различного назначения.В большинстве случаев штрипс, предназначенный для производства квадратных и прямоугольных труб, имеет большую ширину, чем нужно. В связи с этим его на первом этапе обработки нарезают на отрезки требуемых размеров. Выполняется данная операция на специальной установке продольной резки. После нее получаются стальные полосы с шириной 5 сантиметров и больше. Их сваривают в одну ленту.Полученную таким образом ленту наматывают на барабан.
Ленту подают на стан формовки, который располагает несколькими клетями. В них осуществляется создание круглой по сечению бесконечной заготовки.Все эти процессы приводят к образованию открытой шовной трубки. Его пропускают через сварочный аппарат, который использует токи высокой частоты для сварки круглой конструкции. Поскольку при этом края изделия прижимаются роликами, расплав выдавливается из трубы снаружи и изнутри. Это приводит к образованию заусенцев, которые сразу удаляются при помощи резца.
После этого выполняется охлаждение трубы специальным эмульсионным составом и ее последующее профилирование в несколько этапов:
- сначала заготовка обрабатывается на вальцах, которые обеспечивают идентичность ее сечения по всей длине конструкции;
- затем труба круглого сечения с четырех сторон обжимается на других вальцах, в результате чего на выходе получается готовое профильное (прямоугольное либо квадратное) изделие.
На финальной стадии готовые профильные трубы режутся пилой по заданным размерам на отдельные отрезки.
Контроль и термическая обработка профильных конструкций
Готовые трубы обязательно проходят процедуру довольно-таки строгого контроля, в ходе которого проверяется состояние получившегося сварного шва. Причем анализ ведется по двум параллельным методикам:
- Визуально. Осмотр изделий специалистом – обязательный этап контроля качества изготовления профильных труб. Он позволяет установить дефекты труб, которые могут вызываться повреждением вальцов либо их износом.
- Дефектоскопия (вихретоковая). Методика проверки шва базируется на том, что различные виды напряжений, внутренних раковин и иных дефектов, а также химический состав металла оказывает влияние на его магнитные и электрические характеристики. Анализ всех указанных факторов дает возможность выявить возможные проблемы с готовой продукцией.
.. | Виды профильной трубы. Производство и применение профтрубы. ГОСТы и ТУ.
Виды профильной трубы . Производство и применение профтрубы . ГОСТы и ТУ.
Труба стальная профильная — металлическое изделие любого сечения, кроме круглого: квадратного, прямоугольного, овального или другого.
Таким образом, в зависимости от сечения, трубы делятся на:
квадратные профильные трубы,
прямоугольные профильные трубы,
 |  |
По способу производства и методу деформирования, профильные трубы различают:
а) горяче- и холоднодеформированные бесшовные;
б) электросварные холоднодеформированные.
По видам стали, из которых произведены трубы, изготавливают трубы:
углеродистых, низколегированных сталей, нержавеющие и алюминиевые.
По способу обработки металла труба металлическая профильная делится на:
Горячекатаная (горячедеформированная) и холоднокатаная (холоднодеформированная) бесшовные трубы,
труба электросварная – с применением сварки,
электросварная без термической обработки (холоднодеформированные).
По назначению у профильных труб своя классификация:
группа А- производятся с нормированием свойств стали,
группа В — выпускается с нормированными механическими свойствами и химсоставом металла.
Изготовление профильной трубы
Профильные трубы производят по двум схемам: из круглых труб и по полному циклу.
Технология производства из круглых труб предполагает прохождение в холодном виде круглой трубы через специальные вальцы на стане, где она обретает определённую форму. На таких станах производят обычно профильные трубы для неответственных элементов, для мебели или декора. Такую трубу, невысокого качества не применяют в конструкциях с большими нагрузками.
Полный цикл производства профтрубы включает в себя сначала производство трубы круглого сечения из штрипса (рулона листового металла) методами горячего или холодного деформирования. Штрипс режут на полосы 5 см и болеес помощью продольной резки, а полученные полосы сваривают в одну ленту. Затем ленту наматывают на барабан для непрерывного дальнейшего процесса ипропускают через формовочный стан, на котором лента обретает круглое сечение. Круглая заготовка на данном этапе может подвергаться нагреванию до полной пластичности металла. Далее эту заготовку подвергают сварке: индукторную, в среде защитных газов и другую. Края изделия при этом сжимаются вальцами, образуется выдавливание расплава — грата, который сразу удаляют при помощи резца. Полученное изделие охлаждают эмульсией, пропускают через формовочные вальцы для одинакового сечения по всей длине, а затем обжимают для придания квадратной или прямоугольной формы. Внутренние напряжения в трубе снимают термической обработкой, повышается качество производимого материала. В финале труба проверяется на дефекты и режется на мерные отрезки.
ГОСТы для профильных труб:
Трубы стальные профильные изготавливают в соответствии с ГОСТом 13663-86 (Технические требования к стальным профильным трубам).
Для каждого вида сечения дополнительно разработали отдельный документ, в котором прописывается сортамент труб ( профтруба размеры ) и технические параметры:
для квадратных труб – ГОСТ 8639-82,
прямоугольная труба – ГОСТ 8645-68.
ГОСТ 8645 распространяется на сортамент прямоугольных бесшовных горячекатаных, холоднодеформированных и электросварных труб.
ГОСТ 8639 соответствует стальным бесшовным горячекатаным, холоднокатаным, электросварным и электросварным холоднодеформированным трубам.
Также профтрубы могут изготавливаться по ТУ 14-105-737-04, без последующей термообработки и продольного сварного шва, с применением электросварки токами высокой частоты. Эти ТУ распространяются на стальные электросварные трубы квадратного, прямоугольного, полуовального, плоскоовального сечения из углеродистых и низколегированных сталей.
Применение профильной трубы:
для каркасов несущих конструкций (офисные, административные, торговые, спортивные здания и комплексы, гипермаркеты и развлекательные центры) — используется профтруба с размерами 100 x100 и более;
для изготовления мебели (для учебных, лечебных, общественных учреждений), для парт и стульев в школах берут трубы с небольшим сечением;
теплиц (часто используют мелкие профильные трубы,такие как 20×20 и 40×20 ), оранжерей, беседок, балконов (например, профильная труба 80х80), ворот, ограждений ( забор из трубы профильной );
декоративных сооружений, рекламных щитов;
при производстве автомобильной техники (рамы);
в судостроении и авиастроении;
в сельском хозяйстве ( фермы из профильной трубы ) и для хозяйственных нужд, бытовок, навесов.
Купить трубу профильную
Трубы прямоугольного профиля и трубы квадратного профиля Вы можете преобрести в нашей компании с гарантией качества данного металлопроката, с предоставлением сертификатов и с индивидуальным подходом к каждому клиенту. Наши менеджеры помогут сделать правильный расчёт профильной трубы , трубы профильной цену метр , прямоугольная профтруба цена за метр , профильная труба цена с порезкой, купить трубу с доставкой, произвести оплату металла с любых складов компании. На нашем сайте Вы найдете всю необходимую информацию по вес профильной трубы , труба профильная размеры и цены , трубы стальной прямоугольной цене за тонну, труба квадратная цена за тонну в наших филиалах, профтруба цена оптовая, количество метров в тонне трубы профильной гост .
 |  |
© 2001-2021 АО Металлоторг, Все права защищены
металлопрокат, катанка, оцинковка, листы хк, гк, листы оцинкованные холоднокатаные, профильные трубы
Металлоторг – продажа металлопроката
Все что необходимо знать о принципе работы, ремонте и замене термопары газового котла
Термопара является основным контрольно-измерительным модулем в энергонезависимых газовых котлах. При ее неисправности подача газа на горелку невозможна, разжечь котел не получится, а попытки обхода ее действия попросту небезопасны. К счастью, конструкция термопары и алгоритм ее замены довольно просты, при наличии минимальных навыков можно самостоятельно устранить неисправность, в некоторых случаях даже обойдясь без замены модуля.
Читайте в статье
Для чего нужна термопара в газовом котле
Термопара (она же термоэлектрический термометр) – это контрольно-измерительный модуль, вырабатывающий при нагреве слабое напряжение, которого достаточно для удержания электромагнитного клапана подачи газа в открытом положении. По-сути, термопара нужна исключительно в целях безопасности: как только по каким-либо причинам (например, вследствие обратной тяги) в топочной камере котла прекратится горение, термопара не сможет удерживать клапан подачи газа в открытом состоянии, подача топлива прекратится, утечка газа в помещение будет предотвращена.
 На фото стандартное местоположение термопары в газовом котле. Ее можно отличить по медной трубке.
На фото стандартное местоположение термопары в газовом котле. Ее можно отличить по медной трубке.
Помимо газовых котлов, термоэлектрический датчик используется в бытовых газовых плитах, печах, водонагревателях. Поэтому при выборе необходимо отбирать термопару именно для газовых котлов, а точнее для конкретной модели котлоагрегата или автоматики (обычно это итальянская автоматика EuroSit 630 и ее аналоги).
Устройство и принцип работы
Известно, что в замкнутой цепи, которая состоит из двух проводников из разных металлов (напр., хромель и копель), возникает термоэлектродвижущая сила (ЭДС), при условии, что их горячий и холодный спаи имеют различную температуру ( эффект Зеебека ). Значение ЭДС зависит от материалов проводников, температур их холодного и горячего спаев.
Обычно, напряжение бытовой термопары находится в пределах 20-60 милливольт (мВ), чего достаточно для открытия газового клапана, но, разумеется, недостаточно для работы сложной автоматики и прочих модулей, для которых уже необходимо подключение к электросети.
 Так выглядит стандартная термопара на фото.
Так выглядит стандартная термопара на фото.
Модуль не ограничивается парой спаев, однако устройство термопары достаточно простое и понятное:
- Гильза, внутри которой находятся термоэлектроды с «горячим» спаем проводников, именно она крепится на горелочный модуль котла, рядом с пилотной горелкой (запальником).
- Удлинитель, защищенный медной трубкой от внешнего воздействия электромагнитных полей, служит для соединения рабочей части (горячего спая) с электромагнитным газовым клапаном.
- Диэлектрическая шайба с «холодным» спаем, именно она вставляется в гнездо газового электромагнитного клапана.

Чаще всего в термопарах бытовых газовых котлов используются спаи из хромеля и алюмеля (ТХА), хромеля и копеля (ТХК), железа и константана (ТЖК). Все используемые сплавы, их маркировка и характеристики указаны в таблице ниже.
| Тип термопары (европейская классификация) | Материалы проводников спая | Российская маркировка | Диапазон температур, °C |
| K | хромель-алюмель | ТХА | -200 – 1 300 |
| L | хромель-копель | ТХК | -200 – 850 |
| J | железо-константан | ТЖК | -100 – 1 200 |
| N | нихросил-нисил | ТНН | -200 – 1 300 |
| T | медь-константан | ТМКн | -200 – 400 |
| E | хромель-константан | ТХКн | 0 – 600 |
| S | платинородий-платина | ТПП10 | 0 – 1 700 |
Как работает термоэлектрический термометр в составе газового котла
Принцип работы термопары в составе газового котла везде один:
- Сначала человек механическим путем открывает клапан подачи газа, удерживая кнопку электромагнитного клапана в течение 15-30 секунд.
- Затем единожды нажимается кнопка пъезорозжига, возникает искра и зажигается запальная горелка.
- Кнопка магнитного клапана удерживается еще на протяжении 30-60 секунд, пока рабочий спай термопары, находящийся рядом с запальником, не нагреется и не выдаст необходимое напряжение.
- По прошествии 30-60 секунд кнопка электромагнитного клапана отпускается, но горение не прекращается, поскольку нагретая термопара вырабатывает достаточно напряжения для удержания газового клапана в открытом положении. Котел работает в штатном режиме, без вмешательства человека.
- Как только горение прекращается, пламя больше не нагревает термопару, вследствие чего напряжения недостаточно для удержания электромагнитного газового клапана открытым, он закрывается, прекращая подачу газа.
 Как выбрать умягчитель воды для газового котла и продлить срок службы теплообменника
Как выбрать умягчитель воды для газового котла и продлить срок службы теплообменника
Инструкция по диагностике, ремонту и замене
Как проверить термопару на работоспособность
Определить, что термопара неисправна зачастую можно даже визуально, не разбирая котел. Во время розжига, после отпуска кнопки электромагнитного клапана, она не останется в зажатом положении, поскольку электромагнитный клапан не получает минимально необходимого напряжения. Клапан закроется, подача газа прекратиться.
Обойти термопару можно зажав кнопку тяжелым предметом или заклеив скотчем, что часто и делают на практике. Однако мы настоятельно не рекомендуем это делать, поскольку при затухании пламени, например, при задувании ветром , подача останется открытой, газ не будет сжигаться и поступит в помещение, что вызовет аварийную ситуацию. Прибегнуть к такому обходу можно лишь на время, до приезда специалиста или запасного модуля, постоянно находясь у котла и контролируя наличие пламени.
Чтобы гарантированно убедиться в исправности или неисправности, стоит проверить термопару мультиметром (тестером), установленным на мВ или вольтметром:
- Откручиваем гайку, фиксирующую термопару в гнезде электромагнитного газового клапана.
- Снимаем рабочую часть термопары с кота.

- Теперь нужно нагреть рабочую часть термопары, чтобы она образовала напряжение. Сделать это лучше всего над конфоркой кухонной плиты или свечой, пламя должно плотно обволакивать термопару.
- После нагрева термопары (30-60 секунд), прикладываем один щуп тестера к корпусу термопары, а второй – к выходному контакту. Измерения лучше проводить в течение 40-60 секунд, не прекращая греть рабочий спай.

Исправная термопара газового котла должна выдавать напряжение от 20 мВ (0,02 В). Некоторые модели могут выдавать до 50-60 мВ. Если термопара выдает менее 20 мВ, это гарантированно свидетельствует о ее неисправности. Однако не спешите прибегать к ремонту или замене модуля.
Как и в каких случаях ее можно восстановить
Термопара устроена таким образом, что любые повреждения или загрязнения могут снизить выдаваемое ею напряжение ниже критической отметки. Очень частой причиной неисправной работы является нагар или слой сажи на ее рабочей (нагреваемой) части. Чтобы восстановить термопару, достаточно почистить ее мягкой щеткой или ваткой и спиртом, не допуская при этом царапин и прочих повреждений. После очистки стоит заново произвести проверку напряжения следуя инструкции выше.
Также частой причиной являются окислившиеся контакты, их можно аккуратно обработать наждачкой-нулевкой. Если на термопаре присутствует глубокая черная вмятина или дыра вследствие прогорания, ее гарантировано необходимо заменить.
Порядок замены термопары на новую
Установка новой термопары не отличается от процесса ее демонтажа: сначала фиксируем рабочую часть с горячим спаем на горелочном модуле, просто закручивая гайку. Таким же образом подключаем диэлектрическую шайбу к гнезду газового клапана.
Основной момент заключается в регулировке положения термопары относительно запальной горелки, если это необходимо. Принцип тут прост: пламя фитиля должно полностью омывать рабочую часть термопары.
Стоимость термопары зависит от модели и используемых в ней сплавов. В среднем цены находятся в диапазоне 350-500 рублей. Ниже приведена таблица цен термопар на наиболее популярные модели газовых котлов.





