Станок для заточки дисковых пил — разновидности и правила эксплуатации
Содержание:
- Разновидности станков для заточки дисковых пил.
- Некоторые советы по работе на станке для заточки дисковых пил.
Дисковые пилы — это инструмент, без которого не обойтись ни в одном виде деятельности, связанной с обработкой различных материалов. И главное требование, которое предъявляется к пиле, — это острота пилы. Обработка деталей изделия затупившейся пилой приводит к тому, что качество обрабатываемой поверхности получается далеким от идеала. Но затупившиеся зубья пилы негативно влияют не только на продукцию, но еще и на саму пилу — она начинает в процессе работы затрачивать большее количество электроэнергии, при этом перегревается, а значит, быстрее, чем обычно, ломается. Для того, чтобы этого не произошло, необходимо регулярно затачивать зубья дисковых пил.
Сделать это в домашних условиях обычным точилом, как правило, невозможно, ведь каждый зуб пилы в зависимости от его формы требуется наточить под определенным углом, при этом прилагая к заточке каждого зуба совершенно одинаковые усилия. В противном случае какая-то часть пилы будет заточена сильнее, какая-то — слабее, а в результате и качество работы, и долговечность самой пилы пострадают. Гораздо более рациональным выходом из положения станет приобретение оборудования, специально предназначенного для такой работы, и именно к такому оборудованию и относится станок для заточки дисковых пил, представленный на рынке достаточно разнообразными образцами.
Разновидности станков для заточки дисковых пил.
Сам термин «станок для заточки дисковых пил» – это наименование довольно широкой группы оборудования, представленного как самыми простыми станками, где все операции производятся в ручном режиме, так и полностью автоматическими станочными линиями, вообще не требующими применения сил мастера.

Все существующие станки можно условно разделить на две больших категории:
- станки для использования в быту;
- станки профессионального назначения.
Но когда говорят об условности этого деления, имеется в виду, что отличаются эти станки друг от друга исключительно производительностью, а если быть более точным – временем непрерывной работы. Так станки, которые применяются в быту, могут непрерывно работать без опасений для собственной «жизнедеятельности» лишь в течение 15-20 минут, после чего им необходимо в течение примерно такого же времени «отдохнуть». Что касается профессионального оборудования, то оно рассчитано на работу в течение полной рабочей смены, то есть 8 часов, требуя при этом лишь двух перерывов примерно на 15-20 минут.

Вообще, каждый производитель подобных станков имеет свои критерии деления всей своей продукции на различные категории — кто-то обращает внимание на конструкцию, кто-то на запас надежности станка, а кто-то даже на то, насколько высок спрос на ту или иную марку станка на рынке.
Что касается оснащения данных станков, то здесь также выделяют две группы:
- станки, оснащенные абразивными точильными кругами;
- станки, оснащенные шлифовальной лентой.
Наиболее распространены все же станки с кругами (или дисками), а станки со шлифовальной лентой в большинстве случаев используют при промышленном объеме заточки дисков, с их помощью дисковые пилы «доводят до ума», выполняя на них чистовую шлифовку пильных дисков.
Круги для заточных станков могут иметь различные характеристики, касающиеся:
- толщины (она может колебаться в пределах от 16 до 40 мм);
- наружного диаметра (от 125 до 250 мм);
- посадочного отверстия (наиболее распространенными являются круги с отверстием 12.7, 16, 20 и 32 мм);
- материалов (наибольшим спросом пользуются корундовые круги).
Выбор заточного круга основывается на том, с какими конкретно дисковыми пилами должна проводиться работа. Совсем иначе дело обстоит со шлифовальными лентами: лента в первую очередь должна соответствовать типу используемого для заточки пильных дисков станка по ширине и длине. А разнообразие применяемых лент здесь касается исключительно количества зерен, присутствующих на поверхности ленты.
Некоторые советы по работе на станке для заточки дисковых пил.
Работа на станке для заточки дисковых пил не отличается особой трудностью и не требует высокой квалификации от мастера. Да и уход за этим станком не слишком сложен — достаточно внимательно следить за состоянием точильного круга и вовремя удалять с его поверхности разного рода загрязнения, появляющиеся в процессе работы.
При самой заточке пил главное — соблюдать несколько совсем несложных правил:
- следует правильно подавать затачиваемый диск к заточному кругу — в контакт с кругом диск доложен входить всей плоскостью;
- следует следить за тем, чтобы лезвие не разогревалось до слишком высокой температуры — для этого надо внимательно подбирать скорость вращения круга, а сам круг перед началом работы полить водой;
- заточка считается законченной, когда по всей кромке появляется равномерный заусенец. Дальнейшую доводку пильного диска выполняют обычно вручную с помощью шлифовального круга.
Вообще, покупка заточного станка — это та необходимость, с которой сталкивается любой мастер, работающий с дисковыми пилами, независимо от того, сколько пил находится у него в эксплуатации и как часто он ими пользуется. Но надо сказать, что выбор в данном случае довольно широк, и каждый мастер может подобрать для себя именно тот станок, который будет соответствовать его потребностям. Например, в том случае, если речь идет о домашней мастерской, то вполне можно купить небольшой легкий станок, который не будет занимать много места.
Виды заточных станков для дисковых пил и правила заточки
Заточить зубья на циркулярной (дисковой) пиле, в принципе, можно с помощью обыкновенного напильника.
Однако при выборе этого весьма трудоёмкого способа заточки возникают сложности, с которыми может совладать лишь человек с соответствующим опытом. В частности, достаточно сложно выдерживать требуемый градус углов. Гораздо быстрее и эффективнее для заточки циркулярки использовать специальные станки.
![]()
- Типы станков
- Основные характеристики
- Форма зубьев диска
- Основные правила заточки диска циркулярной пилы
- Самодельный заточный станок
Типы станков
Все станки для затачивания дисковых пил по способу управления (обращения с ними) разделяют на автоматические и механические.
![]()
Автоматический станок для заточки пильных дисков, что понятно из названия, не требует больших усилий со стороны мастера, достаточно просто всё настроить (в частности, задать угол и шаг зубьев) и включить. Такие агрегаты можно увидеть на крупных предприятиях и в промышленных цехах.
![]()
Механические заточные инструменты имеют более низкую производительность, чем автоматы. Здесь вручную надо выполнять такую операцию, как поворот диска на следующий зуб. В основном механическое оборудование используется в домашних мастерских.
![]()
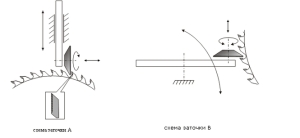
Кроме того, все заточные станки можно разделить по принципу работы на три группы. К первой относятся инструменты, при затачивании на которых вращается исключительно пила (точильный круг и электрический двигатель, соответственно, неподвижны). Ко второму типу относятся заточные станки, при работе с которыми движется как пила, так и двигатель с абразивным кругом. В станках третьего типа перемещаются лишь двигатель с закреплённым на нём кругом (циркулярная пила сохраняет неподвижность).
Заточных станков, где не было бы хотя бы одного из этих элементов (двигателя с закреплённым на его вале точилом или суппорта для закрепления циркулярки), не существует.
Основные характеристики
Аппараты для затачивания дисковых пил по дереву, как правило, комплектуются кругами. Эти круги могут значительно отличаться друг от друга по нескольким характеристикам:
- по диаметру (варьируется в диапазоне от 12 до 250 мм);
- материалу, из которого изготавливаются абразивные круги (это может быть, допустим, эльбор или карбид кремния, в некоторых случаях также используется алмазное напыление);
- толщине (она может составлять от 16 до 40 миллиметров);
- размерам крепёжных отверстий (стандартные диаметры таких отверстий на сегодняшний день равны 16, 20 и 32 мм).
![]()
Почти во всех современных заточных станках есть электрический привод. От его мощности будет напрямую зависеть производительность заточки. Маломощные бытовые модели могут бесперебойно функционировать до 20 минут, потом их надо отключать, чтобы они отдохнули и охладились. А вот профессиональные заточные агрегаты могут работать до восьми часов с двумя короткими перерывами по полчаса. Причём здесь главным рабочим элементом может быть не абразивный круг, а так называемая шлифовальная лента.
Форма зубьев диска
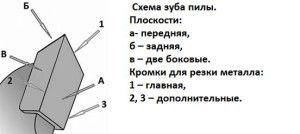
Согласно ГОСТу, любой твердосплавный зуб дисковой пилы должен иметь четыре рабочих плоскости (переднюю, заднюю и две боковые) и три режущих кромки (одна основная плюс две вспомогательных). Но при этом форма зубьев у циркулярок всё равно может быть разной:
- прямой;
- косой;
- трапециевидной;
- конической.
![]()
Выбирать тот или иной вариант следует в соответствии с задачами, которые стоят перед мастером.
Обратите внимание! Чтобы правильно заточить инструмент, мастер должен определить форму зубьев, а также материал, из которого сделана сама пила и её режущие элементы.
Циркулярку с прямыми зубьями лучше всего использовать для продольного распиливания дерева, когда высокое качество не требуется.
![]()
Косые зубья на дисковой пиле характеризуются тем, что имеют скошенную заднюю (а порой и переднюю) плоскость и чередующийся угол наклона (то вправо, то влево).
Пилы данного формата считаются самыми распространёнными. Они используются для пиления изделий из дерева в поперечном и в продольном направлении. Кроме того, такая конфигурация зубьев удобна для подрезки материалов с двухсторонним ламинированием —не образуется сколов по краям линии пропила.
![]()
Зубья в виде трапеции способны долго сохранять первоначальную остроту. На многих моделях дисковых пил они часто чередуются с уже описанными прямыми зубьями. Трапециевидные всегда выше — по этому признаку их и можно вычислить. Важно понимать, что трапециевидные зубцы играют основную роль при черновом пилении дерева, а прямые — при чистовом.
![]()
Что касается зубьев конической формы, то их актуально использовать при некоторых вспомогательных операциях. Допустим, когда слой ламината надо предварительно немного надрезать, чтобы в дальнейшем при пилении не появлялись осколки.
![]()
Основные правила заточки диска циркулярной пилы
Прежде чем приступать к заточке, точильный круг необходимо очистить от загрязнений и остатков снятого материала. Для этого лучше воспользоваться моющими жидкостями с растворителями в составе. Важно также заранее выставить оптимальный угол наклона точильного круга. Информацию об этом можно посмотреть на самой циркулярке или в паспорте изделия.
![]()
Процесс затачивания следует начинать с передней части зубьев. Толщина снимаемого слоя металла не должна превышать 0,2 мм.
Обратите внимание! Мастер обязан следить за тем, чтобы лезвие дисковой пилы не перегревалось.
Регулируя скорость вращения абразива заточного станка, можно предотвратить повышение температуры лезвия до экстремальных отметок. Не помешает смочить абразив водой перед началом работы. Если же вы имеете дело с алмазным напылением (такие используются для обработки дисковых пил с победитовой напайкой), то следует вместо воды взять специальную охлаждающую жидкость (СОЖ).
Заточку циркулярной пилы следует выполнять с известной аккуратностью. В противном случае на режущей кромке могут появиться зазубрины, сколы и прочие дефекты, нарушающие целостность.
Точить один диск можно ограниченное количество раз (как правило, ресурс диска равен 30–35 заточкам). И это вполне естественно, если учитывать, что после каждой процедуры размер зубьев уменьшается. Рано или поздно зубья будут сточены до критической отметки, и применение диска станет невозможным.
![]()
Наверняка кто-то спросит, а можно ли вообще обойтись без затачивания. Ответ на этот вопрос будет строго отрицательным. Применение затуплённых дисков ухудшает качество распила, резко снижает производительность труда и может привести к преждевременному выходу из строя циркулярки.
Самодельный заточный станок
Если под рукой нет заводского оборудования и при этом есть потребность в периодической заточке дисков, то можно попробовать сделать станок самостоятельно. Для сборки понадобятся:
- суппорт (то есть узел для крепления и перемещения пилы);
- электродвигатель, на который можно будет установить вал шлифовального круга;
- наклонный механизм;
- ограничители винтового типа.
![]()
Круг следует чётко зафиксировать на электродвигателе, а полотно диска установить на суппорт. Задача винтовых ограничителей в данном случае будет состоять в обеспечении движения пилы по оси круга и под необходимым углом наклона. Правильная фиксация диска циркулярки относительно абразивного элемента является основной функцией самодельного станка и одновременно залогом того, что результат затачивания будет достойным.
![]()
Если домашний мастер желает добиться идеального соблюдения углов, то понадобится ещё одно приспособление — регулирующаяся подставка, закреплённая на одной высоте с кругом на раме самодельного агрегата. Устанавливать диск на эту подставку надо так, чтобы зубья располагались строго перпендикулярно основной плоскости станка.
Даже при наличии всех необходимых комплектующих сборка своими руками заточного станка дисковых пил бывает затруднительна. Сориентироваться в этапах работы помогут чертежи, которые можно составить самому или воспользоваться уже имеющимися схемами из специальной литературы. Полезно также изучить видео, которые порой подбрасывают интересные идеи конструкции заточных приспособлений.
Обзор параметров станков для заточки пильных дисков
Все о станках для заточки дисковых пил. Устройство, конструктивные особенности и основные технические характеристики. Виды станков и их классификация. Краткий обзор ценовых групп. Выбор оптимальной конструкции самодельного заточного станка.

Устройства для распиловки древесины круглыми зубчатыми пилами являются самым распространенным видом механизированного дереворежущего оборудования. Для заточки таких дисковых пил применяют специальные станки с вращающимися абразивными кругами. Это довольно сложное оборудование, т. к. у каждого зуба пилы затачиваются несколько режущих поверхностей, расположенных под разными углами, а за один проход снимается не более десятых долей миллиметра. По нормативам радиальная точность окружности, на которой расположены верхние точки режущих зубьев, также составляет десятые миллиметра, а угловые отклонения поверхностей заточки не должны превышать полтора-два градуса.
Из-за технологической сложности и высоких требований к точности такое оборудование довольно дорого. Самый простой вариант станка для заточки циркулярных пил диаметром 400 мм стоит в несколько раз дороже качественного заточного станка для пильных цепей. Большая часть этих устройств рассчитана на заточку режущего инструмента диаметром 400÷600 мм в ручном режиме. Однако на рынке также представлены станки, на которых можно затачивать дисковые пилы диаметром свыше полутора метров, различные полуавтоматы и автоматизированные заточные комплексы с системами ЧПУ.

Общее устройство станка
Заточка круглых пил производится путем кратковременного касания вращающимся заточным кругом режущей плоскости зуба. Соприкосновение абразива и металла выполняется под строго заданным углом, который должен повторяться с высокой точностью для всех зубьев пилы. На практике в зависимости от конструкции станка горизонтальное и вертикальное угловое позиционирование может выполняться поворотом как суппорта с закрепленной на нем пилой, так и приводного блока с заточным кругом. Рабочая подача также имеет различные варианты: подвижным может быть любой из этих углов или же оба вместе.
На рисунке ниже представлен общий вид станка для заточки дисковых пил «Кратон» SBS-600, компоновку которого можно назвать традиционной. На опорной станине станка расположены стойки. На первой смонтированы поворотная точильная головка и электродвигатель, а на второй — ползун с поворотным суппортом, на котором находится устройство фиксации дисковой пилы. Наклон головки устанавливается по шкале, расположенной на ее корпусе, с помощью регулятора и фиксируется зажимным винтом.

Ползун может перемещаться по двум цилиндрическим направляющим, которые рукояткой поворачиваются в обе стороны относительно нулевой точки шкалы на неподвижной стойке. Закрепленный на ползуне суппорт с зажимным устройством также имеет шкалу, предназначенную для отсчета поворотов вправо и влево. Подача и отвод пилы производятся рукояткой суппорта, а поворот на следующий зуб — вручную, с расфиксацией и повторной фиксацией прижима.
Виды станков для заточки дисковых пил
- предельный диаметр диска пилы;
- ориентацию рабочих органов;
- конструкцию механизмов позиционирования диска пилы и абразивного круга;
- показатели по диапазону и точности заточных углов.
Самыми распространенными являются станки, предназначенные для пил диаметром 400÷600 мм, с горизонтальной ориентацией суппорта и устройства крепления диска пилы. Оборудование, на котором затачивают пилы больших диаметров, имеет вертикальную ориентацию, причем привод со шлифовальным кругом располагается в верхней части, и его движение во время работы происходит сверху вниз.
В заточных станках для дисковых пил используется несколько наиболее распространенных компоновок, в основу которых положена подвижность или статичность рабочих органов и механизмов в процессе выполнения процесса заточки. Базовыми являются три основных типа, хотя встречаются и их разновидности и различные комбинации:
- Привод с абразивным диском неподвижен. Подача выполняется путем перемещения суппорта с пилой.
- Устройство фиксации пилы неподвижно. Рабочим органом является перемещаемая головка с приводом и заточным кругом.
- Подвижны как суппорт с закрепленной на нем пилой, так и узел с абразивным диском.

Во всех трех случаях наклон зуба пилы относительно торца абразива может быть реализован как на подвижном, так и на неподвижном функциональном узле. Точность позиционирования и угла наклона зависит от конкретной модели станка. По нормативу для дисковой пилы Ø400 мм отклонение линейных размеров заточенного зуба должно быть в пределах 0.2÷0.15 мм, а углов его режущих кромок — не более полутора-двух градусов.
На какие технические характеристики станков обращать внимание
Многие (но не все) поставщики оборудования комплектуют свои станки набором переходных втулок трех-четырех размеров. Если в выбранном вами станке их не будет, скорее всего, придется какие-то из них покупать или заказывать в токарной мастерской.
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Кромка заточного круга должна иметь линейную скорость резания порядка 10–15 м/с (зависит от типа абразива), поэтому его диаметр определяется производителем в соответствии с частотой вращения привода (или наоборот: электродвигатель подбирается исходя из размеров стандартного круга). Поэтому анализировать этот показатель почти бессмысленно. Здесь важен другой момент: насколько распространены и доступны по цене заточные круги, используемые в выбираемой модели. Ведь абразивные диски — это расходный материал, а стоят они недешево.

Тем не менее, следует отметить, что в паспортах станков значение скорости вращения указывается для холостого хода, а при недостаточной мощности во время соприкосновения абразива с металлом электродвигатель может замедляться.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Недорогие станки от 5 до 30 тыс. рублей
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
Станки среднего диапазона от 30 до 150 тыс. рублей
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
Как сделать станок для заточки пил своими руками
Причем затачивается обычно только передний угол пилы, а все доработки своего детища они производят по мере появления проблем и возникновения новых потребностей.
В Интернете предлагают за небольшие деньги приобрести чертежи заточного станка для дисковых пил, который выглядит вполне профессионально (см. фото ниже).

Судя по внешнему виду, многие детали для него нужно заказывать на стороне, причем с токаркой и фрезеровкой. На практике (есть видеоролик на YouTube) полный цикл обработки на таком станке одного зуба с переходом на другой занимает не менее 30 секунд. Для сравнения можно посмотреть скорость заточки на самоделках в видеороликах ниже.
Одно из самых распространенных решений при изготовлении самодельного заточного станка (в том числе и у зарубежных мастеров) — это использование платформы из толстой фанеры, которая по направляющим вместе с пилой надвигается на обычное электроточило с заточным кругом.
Это устройство изначально сориентировано на заданный угол заточки, а глубина подачи в нем выставляется двумя упорами. Позиция зуба после поворота фиксируется храповым механизмом, который в этой самоделке является самым сложным узлом.
Ниже еще один ролик с самодельным станком, сделанным по тому же принципу. Обратите внимание на скорость установки и заточки.
Другой пример относится к изделию, которое народный умелец собрал в полном смысле этого слова из металлолома. Кроме переходника на вал двигателя и тарельчатого алмазного круга, в этом станке все остальные детали изготовлены из вторчермета. Выглядит станок неказисто и несколько неустойчив, что признает и сам автор. Однако его универсальность впечатляет, да и используется он для профессиональных целей (похоже, что установлен в пилоточке при пилораме).
Пользоваться такой конструкцией без определенных навыков наверняка неудобно, но ее создатель судя по всему является профессиональным заточником.
Все, кто точит дисковые пилы своими руками, никогда не упоминают о заточке задней кромки, хотя на фабричных станках всегда указываются предельные углы для обеих кромок. Это особенности пил, которые они используют, или просто упрощенный подход к нормативной технологии? Интересно узнать ваше мнение по этому вопросу. Напишите, пожалуйста, что вы думаете об этом в комментариях к данной статье.
Заточные станки

Заточные станки предназначены для затачивания режущего инструмента. По сфере применения подразделяются на две большие группы:
- Универсальные – используются для затачивания разнообразного режущего инструмента с простыми поверхностями. Например, на универсальны заточных станках можно обрабатывать рабочие поверхности ножей, фрез, зенкеров, ножниц, резцов, разверток и др.
- Узкоспециализированные – применяются для затачивания либо какого-либо одного инструмента определенных геометрических параметров, либо группы инструментов, например, червячных фрез, сверл, перетяжек или пил.
По типу рабочего органа заточные станки подразделяются на:
- с абразивным кругом;
- с алмазным рабочим органом;
- с абразивной лентой;
По типу управления заточные станки бывают:
- с ручным управлением;
- с автоматизированным управлением;
- с комбинированным управлением.
Также заточные станки, как и большинство металлорежущих установок, подразделяются по мощности, крутящему моменту, угловой скорости вращения рабочих органов, максимальной величине обрабатываемой детали, производительности и т.д.
Сегодня в отдельную категорию выделяют принцип заточки и финальной доводки инструмента на основе анодно-механического и электро-искрового воздействия. Анодно-механическая и электро-искровая заточка предназначена для обработки режущих инструментов высокой твердости, которые обычным абразивным или алмазным кругом заточить проблематично.
Рассмотрим наиболее распространенные заточные станки.
Универсальный заточной станок
Для выполнения заточки плоских режущих кромок инструмента используются универсальные заточные станки (рис. 1).
Также на универсальных заточных станках при установке профилированного абразивного или алмазного круга возможна заточка режущих поверхностей таких приспособлений, как зенкеры и развертки.

Рисунок 1. Универсальный заточной станок.
В некоторых случаях эта категория станков применяется для выполнения плоского шлифования небольших деталей.
В общем случае универсальный заточной станок состоит из следующих основных элементов:
- Станина. Служит опорной площадкой, на которой крепятся узлы станка. Часто имеет проушины для надежного закрепления на поверхности площадки болтами. В станине зачастую помещаются электрические компоненты станка и панель управления.
- Стойка. Предназначена для размещения на ней точильной головки. Имеет салазки и ходовой винт для изменения высоты установки абразивного круга.
- Точильная головка. Включается в себя кронштейн крепления к стойке с направляющими и механизмом фиксации, электродвигатель и фланцы для установки абразивного или алмазного кругов.
- Стол. Служит для установки на нем суппорта. Имеет направляющие, на которых осуществляется перемещение, и рукоятку управления поперечной подачей.
- Суппорт. Имеет поворотный захватный механизм для крепления обрабатываемой детали. Может перемещаться в продольном направлении, осуществлять поворот вдоль горизонтальной оси и изменять угол наклона.
- Держатель. Предназначен для крепления затачиваемого инструмента. Имеет несколько сменных крепежных элементов под установку различного рода обрабатываемых деталей.
Заточной станок для сверл
Заточной станок для сверл (рис 2) относится к узкоспециализированному оборудованию, так как заточка сверл – единственная операция, которую он способен выполнять.

Рисунок 2. Заточной станок для сверл.
Заточной станок для сверл представляет собой приспособление закрытого типа, в котором рабочие операции производятся внутри корпуса. Связано это с тем, что данный типа металлорежущего станка работает исключительно по шаблону, и никаких вмешательств в геометрию соприкосновения сверла с рабочим органом не допускает.
Конструктивно состоит из корпуса с отверстиями для установки сверла. В корпусе находится электродвигатель и рабочий орган, который может быть как абразивного, так и алмазного исполнения. Имеется набор цанг, при помощи которых сверла подаются на точило под необходимым углом. Некоторые модификации заточных станков имеют всего одну регулируемую цангу, которая способна помещать сверла различных диаметров. В нижней части станка находится сборник для абразива и металлической стружки. Иногда заточной станок для сверл комплектуется приспособлением обработки задней режущей кромки сверла.
Станок для заточки дисковых пил
К узкоспециализированным относится заточной станок для дисковых пил (рис. 3).

Рисунок 3. Заточной станок для дисковых пил.
Данный тип станка состоит из станины, механизма закрепления и подачи пилы, а также электродвигателя с заточным кругом. Существуют станки с ручной подачей и управлением глубиной внедрения точильного камня и станки, где этот процесс автоматизирован.
Автоматические заточные станки, как правило, применяются на крупных деревообрабатывающих предприятиях, где распил леса поставлен на поток. Автоматические заточные станки для заточки дисковых пил имеют предустановленные настройки под пилы с определенными геометрическими параметрами. Работа оператора станка здесь сводится к установке пилы на посадочное место, контролю над производством заточной операции, снятию пилы и проверке качества заточки.
Заточной станок для ленточных пил
В отдельную категорию выделены заточные станки для обработки ленточных пил (рис. 4)

Рисунок 4. Заточной станок для ленточной пилы.
Данный тип заточных станков используется для обслуживания крупных лесопилок. Помимо стандартных элементов, присущих большинству заточных станков, имеет поддерживающие ленточную пилу опоры. В большинстве случаев современные заточные станки для ленточных пил оснащены автоматической системой подачи и в целом производства всех операций затачивания.
Заточной станок для цепей
Заточной станок для цепей (рис. 5) предназначен для затачивания цепей промышленных электрических и ручных бензиновых пил.

Рисунок 5. Станок для заточки цепей.
Этот станок включается в себя следующие элементы:
- станину, на которой закреплены все узлы станка;
- точильной головки, имеющей шарнирное закрепление с возможностью ручного управления;
- стол с направляющими для закрепления цепи с возможностью ее продвижения по мере затачивания.
Заточку цепей можно производить и на универсальном станке. Узкоспециализированные станки для заточки цепей приобретаются предприятиями, которые специализируются на распилке леса при помощи цепных пил.
Заточные станки для пильных дисков: принцип работы, характеристики
Дисковые пилы применяются для реза заготовок различного вида. Чаще всего их используют для распиловки древесных материалов. В процессе эксплуатации зубья теряют свою первоначальную конфигурацию, в результате чего ухудшается качество обработки. В этом случае необходимо сделать их заточку.
Общий принцип конструкции станка

Дисковая пила состоит из стальной основы (круга), на торцах которого расположены пильные зубья. Во время вращения инструмента происходит разрезание материала. После длительной эксплуатации неизбежно возникает необходимость восстановления режущей части пилы. Для этого следует использовать станок для заточки дисковых пил.
Проблема выполнения этой работы заключается в сложной конфигурации зубьев. Они имеют несколько режущих кромок, благодаря которым формируется ровный рез. Поэтому для их восстановления недостаточно выполнить обработку с помощью точильного круга с одной стороны.
Для восстановления режущей кромки заточной станок для дисковых пил должен иметь следующие компоненты:
- корпус. Предназначен для установки остальных компонентов станка;
- шпиндельная головка для монтажа абразивного круга;
- механизм регулировки положения абразива относительно дисковой пилы. Он должен смещаться не только в вертикальной плоскости, но и иметь функцию наклона к зубу;
- механизм фиксации дисковой пилы;
- устройства регулировки положения компонентов станка. Они необходимы для точной настройки заточки.
Это общая концепция конструкции станка для заточки дисковых пил. Но помимо этих компонентов в составе устройства могут присутствовать дополнительные: электронный блок управления, механизмы для доводки лезвий и т.д.
Важным моментом является выбор абразивного круга. Материал его изготовления и толщина зависят от типа зуба дисковой пилы, а также ее конфигурации и наличия твердосплавных напаек.
Виды оборудования для заточки дисковых пил

Оборудование для заточки дисковых пил условно разделяется на две категории – с ручным и автоматическим управлением. В первом случае конструкция станка максимально проста. Для максимальной автоматизации процесса заточные комплексы имеют ряд отличий от ручных.
Заточка дисковых пил на ручных станках может осуществляться только при наличии большой практики в выполнении этой процедуры. Перед этим анализируется фактическое состояние зубьев, составляется схема их обработки. Дальнейшая заточка выполняется методом смещения нужного профиля зуба к вращающемуся абразиву. На практике это может привести к неравномерной обработке и возникновению внутренних напряжений.
Во избежание этого для заточки дисковых пил рекомендуется использовать автоматические комплексы, которые обладают следующими преимуществами:
- высокая точность обработки. Она достигается системой автоматического позиционирования абразива. Отсутствие человеческого фактора исключает возможность ошибки;
- расчет времени на выполнение процедуры. В особенности это актуально для больших производственных линий, где из-за затопления пильного диска может остановиться процесс обработки заготовок;
- применение охлаждающей жидкости. Она минимизирует вероятность нагрева поверхности изделия, тем самым снижая возможность изменения изначальных свойств материала.
Главным недостатком автоматических линий является их высокая стоимость. Поэтому их приобретают для дальнейшего предоставления услуги по заточке дисковых пил. Альтернативным способом применения автоматических станков является обслуживание собственного большого производства.
Программный комплекс подобного оборудования рассчитан для заточки всех типов дисковых пил. Достаточно выбрать нужную модель на графическом дисплее и установить инструмент в рабочую зону.
Технические характеристики станков

Следующим этапом является анализ параметров оборудования. В дальнейшем они повлияют на возможность обработки той или иной модели пильного диска, а также заранее укажут на трудоемкость процесса. Для этого следует внимательно ознакомиться с паспортом станка.
Главным критерием выбора является производительность оборудования. Если планируется небольшой объем обработки стандартных дисковых пил – можно остановить выбор на ручной модели. Для выполнения постоянных заточек лучше всего приобрести полуавтоматические или автоматические линии. Альтернативным вариантом является обращение в специализированные компании, которые предоставляют эту услугу.
В случае необходимости приобретения заточного оборудования необходимо обращать внимание на следующие характеристики:
- параметры электродвигателя привода вала с абразивом – номинальная мощность и характеристики электросети, к которой необходимо выполнить подключение;
- тип передачи вращающего момента от электродвигателя к валу с абразивом — ременная или шестеренчатая;
- максимальный и минимальный размер заточного круга, его посадочный диаметр;
- допустимые диаметры пильных дисков для заточки;
- значение переднего угла заточки. Обычно этот параметр варьируется от 0° до 30°;
- задний угол заточки. Может составлять от 0° до 30°;
- исполнение станка – настольный или напольный;
- габариты и вес оборудования.
Для автоматических моделей учитывается емкость бака с СОЖ и скорость подачи охлаждающей жидкости. В некоторых автоматических линиях может установиться два или три абразива для одновременной обработки всех сторон зубьев.
Дополнительно оборудование должно быть оснащено механизмами для выключения электродвигателя в случае его перегрузки. Это же должно случиться при поломке диска.
Описание конфигурации зубьев пил
После приобретения станка с ручной подачей пильного диска в зону обработки необходимо ознакомиться с конфигурацией режущих зубьев. Их конструкция напрямую повлияет на технологию заточки.
Заточка дисковых пил с твердосплавными напайками является наиболее сложным процессов. Это обусловлено их конфигурацией. Зуб состоит из четырех кромок – передней, задней и двух боковых, которые выполняют вспомогательные функции. Места их пересечения образуют режущие кромки. Поэтому для восстановления изначальных параметров диска необходимо правильно выполнить заточку всех частей.
Кроме этого учитывается конфигурация режущих кромок, которые могут быть следующих видов:
- прямой. Он характерен для пильных дисков, предназначенных для быстрой обработки материалов. При этом качество реза будет невысоким;
- скошенный. На торце диска зубья имеют левый и правый скос, чередующиеся между собой. Величина скоса определяет качество реза, возможность обработки различных материалов: ДСП, дерева или полимеров. Такая конфигурация минимизирует появление сколов по краям пропила, что улучшает внешний вид заготовки;
- трапециевидный. Характеризуются медленным процессом затопления, так как режущие кромки идут поочередно. Чаще всего зубья этого типа идут в сочетании с прямыми;
- конический. Пилы этого типа применяются для выполнения операции подрезки. После их обработки остается чистая кромка. Заточка этих дисковых пил наиболее трудоемка.
Для длительного сохранения первоначальной формы и остроты режущих кромок рекомендуется применять пилы только по назначению.
Формирование чернового реза необходимо делать инструментом с прямым зубом. Чистовую обработку осуществляют с помощью дисков с коническими режущими элементами.
Правила заточки
Для восстановления исходного состояния диска необходимо выполнить заточку всех рабочих граней. При этом учитывается их неравномерный износ. Больше всего «страдает» передняя часть, так как она подвергается максимальным нагрузкам.
Перед началом работы необходимо очистить поверхность дисковой пилы от загрязнения. Затем проверить ее плоскость на наличие сколов и трещин. В случае обнаружения подобных дефектов дальнейшая эксплуатация режущего инструмента недопустима.
Следующим этапом является детальное ознакомление с инструкцией по эксплуатации станка. Важно правильно подготовить оборудование, выполнить его монтаж на рабочую поверхность и настроить. После этого можно устанавливать абразив и пильный диск. Они должны быть надежно зафиксированы в валах. Причем диск не должен проворачиваться на монтажной платформе. Эту функцию выполняет другой механизм.
Затем можно приступать непосредственно к заточке. Ее технология зависит от типа кромки, которая будет повергаться обработке.
По передней плоскости
После установки пилы на оправку с помощью механизмов она устанавливается в горизонтальном положении. Плоскость абразива при этом перпендикулярна плоскости диска. Это обеспечивает нулевой угол скоса. Если в станке не предусмотрен механизм точной установки – необходимо применять угломер.
После этого подводим первый зуб к абразивному кругу. Последний должен вращаться. Для равномерной заточки необходим полный контакт всей режущей кромки с абразивом. Для предотвращения повторной обработки рекомендуется с помощью маркера сделать отметку, откуда начался процесс.
Заточка зуба скошенного в передней части
Разница между вышеописанной технологией заключается в установке пилы не строго горизонтально, а под наклоном относительно абразива. Обычно он составляет +8°. После пометки маркером необходимо выполнять заточку каждого второго зуба. Затем положение диска меняется – выставляется отрицательный угол.
Для этого типа заточки важно отслеживать равномерный скос для каждого режущего элемента. В случае большой погрешности следует переустановить диск, чтобы все зубья имели одинаковую конфигурацию. Обязательно периодически выполняться контрольные замеры.
Заточка задней плоскости
Одним из ответственных этапов обработки диска является заточка задней кромки зуба. Для выполнения этой операции инструмент устанавливают в горизонтальное положение. При этом задняя кромка зуба должна иметь полный контакт с абразивным диском.
Дополнительно необходимо учитывать скорость вращения абразива. Для моделей с ручной регулировкой важно устранить вероятность перегрева режущей кромки. Также нужно следить, чтобы диск не убрал лишний материал с поверхности зуба. Изменение конфигурации одного или нескольких элементов негативно отразится на эксплуатационных качествах диска.
В видеоматериале можно ознакомиться с примером обзора станка для заточки дисковых пил:
Особенности пользования станком для заточки дисковой пилы
 Среди инструментов, которые используются для работы с деревом, довольно востребованным является дисковая пила. В ее конструкции предусмотрены зубья из твердого сплава, также здесь используются пластины из стали, которые напаяны на них. Для создания пластины применяются твердые сплавы, благодаря которым обеспечивается режущий эффект. Но с течением времени зубья пилы уже не в состоянии так же эффективно выполнять свою основную функцию, из-за чего они нуждаются в определенной обработке. Предотвратить преждевременное затупление зубьев пилы можно при помощи станка для заточки дисковых пил.
Среди инструментов, которые используются для работы с деревом, довольно востребованным является дисковая пила. В ее конструкции предусмотрены зубья из твердого сплава, также здесь используются пластины из стали, которые напаяны на них. Для создания пластины применяются твердые сплавы, благодаря которым обеспечивается режущий эффект. Но с течением времени зубья пилы уже не в состоянии так же эффективно выполнять свою основную функцию, из-за чего они нуждаются в определенной обработке. Предотвратить преждевременное затупление зубьев пилы можно при помощи станка для заточки дисковых пил.
Разновидности станков для заточки дисковых пил
 Говоря об оборудовании для заточки дисковых пил, следует отметить, что оно охватывает довольно много видов станков, которые подразумевают модели наиболее простого исполнения, способные выполнять необходимые операции в ручном режиме, а также автоматические станочные линии, которые могут без помощи человека затачивать дисковые пилы.
Говоря об оборудовании для заточки дисковых пил, следует отметить, что оно охватывает довольно много видов станков, которые подразумевают модели наиболее простого исполнения, способные выполнять необходимые операции в ручном режиме, а также автоматические станочные линии, которые могут без помощи человека затачивать дисковые пилы.
Предлагаемые сегодня станки могут быть классифицированы на два больших класса:
- станки бытового применения;
- станки для профессионалов.
Подобное разделение является условным. Причём разница между этим оборудованием заключается только в производительности, под которой понимается лишь время, в течение которого оборудование для заточки может работать в непрерывном режиме. Для моделей, предназначенных для домашнего использования, подобный показатель составляет не более 15-20 минут. По прошествии этого промежутка времени пользователь должен дать станку время на отдых. Профессиональные модели заметно превосходят подобные станки по рассматриваемому параметру, поскольку они в состоянии работать на протяжении 8 часов, причем для обеспечения эффективной работы им необходимо такая же пауза, которую достаточно устраивать лишь два раза за рабочую смену.
 На сегодняшний день каждый производитель по-своему подходит к разделению этого оборудования, на основании чего и формируется ассортимент. Некоторые заостряют внимание на конструкции, другие на запасе надежности, есть и такие, для кого наиболее важным параметром является спрос на определенную марку оборудования.
На сегодняшний день каждый производитель по-своему подходит к разделению этого оборудования, на основании чего и формируется ассортимент. Некоторые заостряют внимание на конструкции, другие на запасе надежности, есть и такие, для кого наиболее важным параметром является спрос на определенную марку оборудования.
Особого внимания заслуживает и оснащение рассматриваемого оборудования. Исходя из этого параметра, станки могут быть классифицированы на две группы:
- имеющие абразивные точильные круги;
- оборудованные шлифовальной лентой.
Чаще всего используется именно оборудование с кругами. Что же касается моделей, в которых предусмотрена шлифовальная лента, то они получили наибольшее распространение в промышленном производстве. Они позволяют не только придать дисковым пилам необходимую режущую способность, но и обеспечить чистовую шлифовку пильных дисков.
Процедура заточки пил
 Для создания зубчатых пластин, которыми оснащены дисковые пилы, могут использоваться самые разные сплавы. Все они могут отличаться друг от друга характеристиками, которые определяются свойствами сплава, а также его степенью зернистости. Причем с уменьшением зернистости увеличивается прочность и твердость используемого материала.
Для создания зубчатых пластин, которыми оснащены дисковые пилы, могут использоваться самые разные сплавы. Все они могут отличаться друг от друга характеристиками, которые определяются свойствами сплава, а также его степенью зернистости. Причем с уменьшением зернистости увеличивается прочность и твердость используемого материала.
Также дисковые пилы могут отличаться друг от друга размерами зубьев. На основании этого признака можно выделить следующие формы зубьев.
Прямые зубья
Чаще всего его можно встретить на пилах, которые используются для быстрого продольного пиления, где не уделяется особое внимание качеству распила.
Скошенные зубья
Именно такие зубья и чаще всего представлены на дисковых пилах. Располагаясь на пиле, эти зубья могут отличаться друг от друга по типу заточки, которая может быть правой и левой. Работа такими дисковыми пилами исключает образование сколов, риск возникновения которых особенно высок на краях распиливаемого покрытия.
Трапециевидные зубья
 Инструмент, оснащенный подобными зубьями, демонстрирует длительный срок службы и при этом долгое время не требует заточки. Эти пилы характеризуются тем, что трапециевидные зубья используются совместно с прямыми. Их расположение создает возможность для выполнения грубого пиления при помощи трапециевидных зубьев, а благодаря наличию прямых зубьев возникают условия для проведения чистового распила.
Инструмент, оснащенный подобными зубьями, демонстрирует длительный срок службы и при этом долгое время не требует заточки. Эти пилы характеризуются тем, что трапециевидные зубья используются совместно с прямыми. Их расположение создает возможность для выполнения грубого пиления при помощи трапециевидных зубьев, а благодаря наличию прямых зубьев возникают условия для проведения чистового распила.
Конические зубья
Пилы, которые оснащены резцами подобного типа, могут помимо выполнения своей основной задачи применяться и для нарезания нижнего слоя доски, в результате чего удается предотвратить скол на верхнем слое.
Самодельный станок для заточки пил
Справиться с задачей заточки дисковых пил может каждый человек, для чего ему не нужно обладать специальными навыками. Не станет серьезной помехой и отсутствие специального оборудования, поскольку при желании можно сделать такой станок своими руками. Первое, о чем следует знать при изготовлении такого оборудования — из каких элементов он будет состоять:
 Двигатель, выступающий в качестве места для размещения круга.
Двигатель, выступающий в качестве места для размещения круга.- Суппорт, где впоследствии будет закреплено дисковое полотно.
- Механизм, обеспечивающий наклон под требуемым углом.
- Ограничительные винты. С их помощью можно создать условия для перемещения заготовки вдоль оси круга, чтобы обеспечить требуемый угол затачивания.
 Двигатель, выступающий в качестве места для размещения круга.
Двигатель, выступающий в качестве места для размещения круга.Создаваемый своими руками заточный станок должен иметь такое устройство, которое бы позволило зафиксировать пилу в требуемом положении по отношению к наждачному кругу. За счет этого можно с высокой точностью выдержать необходимые углы заточки зуба. Это можно осуществить при помощи подставки, которую придется установить на раму станка в той же плоскости, что и заточный круг.
Когда на подставке будет размещен пильный диск, его зуб своей плоскостью образует с пильным полотном прямой угол. В некоторых случаях допускается изготовление этой подставки в подвижном варианте. С этой задачей можно достаточно легко справиться: для установки одной стороны поверхности используют шарнир, а другую часть необходимо изготовить таким образом, чтобы она была жестко зафиксирована краями, используя для этой цели болты. Создав заточный станок в подобном варианте, у пользователя появится возможность располагать дисковые пилы под любым углом и выполнять заточку в любой плоскости.
Однако в процессе использования подобного заточного приспособления пользователь может столкнуться с серьезной трудностью — ему придется приложить усилия, чтобы углы заточки получились одинаковыми. Для этого центр пилы необходимо закрепить в требуемом положении относительно заточного круга. Упростить решение этой задачи можно, если на подставке создать специальный паз, при помощи которого облегчиться процедура оправки пилы.
Во время перемещения оправки с кругом вдоль паза не будет возникать серьезных проблем с соблюдением необходимого угла, под которым должна выполняться заточка. Также эта задача может быть решена и другим методом. Он более привлекателен ввиду его меньшей сложности. Для этого нужно на рабочей поверхности создать опоры, при помощи которых пила будет закреплена в требуемом положении.
Основные правила заточки
Чтобы в процессе заточки дисковых пил добиться желаемого результата, при выполнении этой работы следует придерживаться определенных правил:
- Чтобы придать обрабатываемому инструменту максимальную режущую способность, заточка должна выполняться максимально допустимое количество раз. Эта процедура должна предусматривать 30-35 повторов. Для этого инструмент следует затачивать одновременно по задней и передней поверхности. Соблюдение этой рекомендации приведет к тому, что максимальное число уменьшится в 2 раза.
- Обязательной операцией является удаление с поверхности диска загрязнений. После этого следует замерить углы наклона зубьев. Важным моментом является то, что во время проведения заточки, первой обрабатывается передняя сторона поверхности, после чего наступает черед задней. При снятии металла необходимо учитывать, что толщина слоя не должна превышать 0,03- 0,2 мм.
- Если для заточки используются абразивные алмазные круги, то обработка инструмента требует в обязательном порядке охлаждения, для чего используется специальная жидкость. Хорошим решением является использование круга, обладающего большой зернистостью. Это положительным образом сказывается на производительности работы и приводит к уменьшению удельного износа.
- Во время работы особое внимание следует уделять тому, чтобы пильная часть имела максимально гладкую поверхность. Если во время заточки на поверхности появятся зазубрины, то скоро металл начнет крошиться, что может завершиться разрушением рабочей поверхности.
 Чтобы придать обрабатываемому инструменту максимальную режущую способность, заточка должна выполняться максимально допустимое количество раз. Эта процедура должна предусматривать 30-35 повторов. Для этого инструмент следует затачивать одновременно по задней и передней поверхности. Соблюдение этой рекомендации приведет к тому, что максимальное число уменьшится в 2 раза.
Чтобы придать обрабатываемому инструменту максимальную режущую способность, заточка должна выполняться максимально допустимое количество раз. Эта процедура должна предусматривать 30-35 повторов. Для этого инструмент следует затачивать одновременно по задней и передней поверхности. Соблюдение этой рекомендации приведет к тому, что максимальное число уменьшится в 2 раза.Имея в распоряжении самодельный заточный станок, вы сможете выполнить качественно обработку инструмента, если будете придерживаться всех правил этой процедуры. При этом ваши расходы будут гораздо меньше, нежели бы вы решили остановить выбор на заводских аппаратах. Вдобавок к этому, чтобы пользоваться таким станком, вам не требуется наличие профессиональных навыков по эксплуатации.
Советы по работе на станке для заточки дисковых пил
 Чтобы заточить дисковую пилу, не нужно обладать высокой квалификацией специалиста. Не возникает особых трудностей и при уходе за станком. Главное — обращайте внимание на то, в каком состоянии находится точильный круг и регулярно очищайте его поверхности от разнообразных загрязнений, которые могут возникать во время работы.
Чтобы заточить дисковую пилу, не нужно обладать высокой квалификацией специалиста. Не возникает особых трудностей и при уходе за станком. Главное — обращайте внимание на то, в каком состоянии находится точильный круг и регулярно очищайте его поверхности от разнообразных загрязнений, которые могут возникать во время работы.
Чтобы результат заточки пилы вас устраивал, необходимо придерживаться следующих несложных правил:
- позаботьтесь о том, чтобы затачиваемый диск располагался определенным образом по отношению к заточному кругу: оптимальным считается положение, когда диск взаимодействует с кругом всей своей плоскостью;
- также важно не допускать чрезмерного разогрева лезвия до критических температур. Этого можно добиться, если устанавливать подходящую скорость вращения круга, при этом нелишним будет еще до выполнения заточки полить круг водой;
- определить, что заточка помогла достигнуть необходимого результата, можно по наличию на всей кромке равномерного заусенца. Завершается же процедура по приданию пильному диску необходимой режущей способности путем его обработки шлифовальным кругом.
Заключение
 Дисковая пила, как и любой другой режущий инструмент, в определенный момент начинает хуже выполнять свою задачу. В таких случаях возникает необходимость в заточке инструмента. Наиболее эффективно эту задачу можно решить при помощи заточного станка. Если у вас нет такого приспособления, то вы можете приобрести его в магазине либо сделать своими руками.
Дисковая пила, как и любой другой режущий инструмент, в определенный момент начинает хуже выполнять свою задачу. В таких случаях возникает необходимость в заточке инструмента. Наиболее эффективно эту задачу можно решить при помощи заточного станка. Если у вас нет такого приспособления, то вы можете приобрести его в магазине либо сделать своими руками.
Однако, в независимости от варианта, который вы выберете, вы должны помнить о том, что именно от технологии заточки инструмента зависит, насколько качественно впоследствии будет резать дисковая пила. Поэтому прежде чем приступать к обработке с помощью заточного станка дисковой пилы, следует ознакомиться с правилами заточки. Это поможет вам избежать повреждения пильного полотна и с меньшими усилиями добиться желаемого результата.
Душевые ограждения – как правильно выбрать, существующие аксессуары, особенности установки
Повышенная влажность, капли воды, разлетающиеся по ванной комнате и скапливающиеся на полу – извечные проблемы этого помещения. Есть специальные приспособления, помогающие с ними бороться. В их число входят и душевые ограждения. Прежде чем воспользоваться конструкцией, следует как можно больше о ней узнать.
Что такое душевые ограждения?
Это конструкция, выполняющая две важные функции:
- Душевые ограждения или душевой барьер – приспособление, защищающее ванную комнату от повышенной влажности, стекания на пол капель воды и образования из них луж.
- Благодаря системе разграничивается пространство ванной комнаты и повышается ее эстетичность.
Плюсы и минусы душевых ограждений
Эта конструкция имеет массу достоинств и практически лишена недостатков. Душевое ограждение на ванну имеет такие преимущества:
- Большинство моделей конструкции легко устанавливаются, и для этого чаще нет необходимости прибегать к помощи специалиста.
- За счет защиты помещения от повышенной влажности производится профилактика грибка в ванной комнате.
- Душевые ограждения обладают невысокой стоимостью. Если в помещении уже есть хорошая, качественная ванна, оно просто дополняется этой конструкцией.
- За изделиями не нужен особенный уход.
Минусов у конструкций крайне мало, но они все же есть:
- высокая стоимость некоторых систем;
- необходимость ухода после каждого принятия душа;
- возможные сложности во время установки.
Что лучше душевая кабина или душевое ограждение?
Названия этих конструкций созвучны, но это не одно и то же. Какой вариант выбрать, зависит от многих параметров. Например, угловое душевое ограждение – хорошее решение, если ванная комната обладает небольшой площадью. Стоит знать, какие еще критерии учитывать:
- Душевая кабина – конструкция, оснащенная перегородками со всех сторон, благодаря чему создается ее герметичность. При ее установке отсутствует необходимость в дополнительных мерах по гидроизоляции пола и стен. Душевые ограждения обладают перегородками только с двух сторон, поэтому при их монтаже требуется обеспечение гидроизоляции. В противном случае на поверхностях со временем появится грибок и плесень.
- Сбор душевой кабинки – процесс сложный, требующий временных затрат и работы специалиста. Душевое ограждение монтируется просто – элементы соединяются между собой, крепятся к полу (либо поддону) и стене.
- Кабины обладают высокой стоимостью, тогда как цена уголков намного ниже. Внешний вид последних не уступает внешнему виду первых.
- Душевые кабинки оснащены множеством функций и режимов, которых нет у ограждений.
Варианты душевых ограждений
В зависимости от устройства различают такие их виды:
- перегородка для душа с поддоном;
- вариант без поддона.
Душевое ограждение с поддоном
Этот вариант считается оптимальным. Выбор душевого ограждения с поддоном – это способ надежно защитить пол от попадания на него воды и избегания сопутствующих проблем. Поддон может быть изготовлен из таких материалов:
- Металл. Такие варианты долговечны, неприхотливы в установке и уходе. Лучше останавливать свой выбор на поддонах, выполненных из нержавеющей стали – они эстетичны, прочны, устойчивы к большим нагрузкам и механическим повреждениям.
- Акрил. Поддоны из него надежны, за ними просто ухаживать, потому что они обработаны специальным средством, не дающим накапливаться в их порах грязи. Если происходит деформация изделия, ее легко устранить.
- Композитные материалы. Чаще это искусственный гранит или мрамор. На 20% они состоят из минеральной крошки, а на 80% – из связующих материалов. Такие варианты характеризуются прочностью, эстетичностью, грязеотталкивающими, антибактериальными и противоскользящими свойствами.
- Керамика. Это красивые изделия, но обладающие низким уровнем устойчивости перед механическими повреждениями. Перед их монтажом необходимо выравнивать пол до идеального состояния.
Душевое ограждение без поддона
Этот вариант удобен для ванных комнат с малой площадью, потому что благодаря ему удается рационально организовать пространство. Распространенный в современной интерпретации способ размещения на небольших площадях, когда помещается душевое ограждение в нишу. При использовании этого варианта необходимо обеспечить хорошую гидроизоляцию поверхностей. Для этого следует:
- выровнять пол;
- исключить щели, трещины, неровности, сквозь которые может просочиться вода;
- обеспечить гидроизоляционный слой.
Виды душевых ограждений
В зависимости от конструкции изделий они классифицируются так:
- Уголки. Это конструкции, которые составляют душевые стеклянные ограждения, имеющие соединение между собой и прикрепленные к стене. Монтироваться они могут как на поддон, так и на пол.
- Дверь. Она представляет собой стеклянную систему, размещаемую в проеме либо в нише. Ее высота и длина могут быть разными, а состоит она из основного полотна, уплотнителей, петель и ручки.
- Поддон. Это основа уголка, оборудованная сифоном, экраном, каркасом, площадкой.
- Шторка. Конструкция представляет собой душевые ограждения из стекла – одна или несколько створок, заключенных в металлические рамы. Нижняя часть изделия монтируется к бортику ванны, верхняя крепится на стойках.
- Барьер. Изделие обладает небольшими размерами и продолговатой формой. Душевые барьеры-ограждения монтируются на пол.
- Перегородка. Это вертикальная стеклянная панель, заключенная в металлическую раму. Устанавливается она чаще перпендикулярно стене либо полу.
Как выбрать душевое ограждение?
Основываясь на важные критерии, получится сделать правильный выбор:
- С поддоном или без. Если пространство ванной комнаты является небольшим, то можно выбрать второй вариант. Он не ограничит разнообразие дизайнерских и функциональных решений выбираемой конструкции. Например, можно установить и пятиугольные душевые ограждения в таких помещениях, благодаря которым конструкция выглядит эргономично. Вариант с поддоном считается практичным – он обеспечивает надежную защиту от повышенной влажности, а заменить его при необходимости не составит труда.
- Форма двери. Если пространство ванной комнаты позволяет, можно использовать распашные дверцы. Если его нужно сэкономить, хорошим вариантом является душевое ограждение раздвижное.
- Материал стен. Оптимальным выбором является стекло. Оно характеризуется прочностью, стойкостью к механическим повреждениям, высокой грязеотталкивающей способностью. Если важным критерием является стоимость, то выигрышным вариантом является пластик.
- Материал поддона. Хороший выбор – металлические и акриловые изделия. Если того требует дизайн, можно использовать и конструкции из композитных материалов. Они обладают хорошими эксплуатационными способностями.
Размеры душевых ограждений
Они зависят от потребностей пользователей и габаритов ванной комнаты.
- Если размер ванной комнаты небольшой, можно использовать угловые варианты в форме четверти круга размером 90х90 см. В этом случае не рекомендуется применять прямоугольные, квадратные модели, потому что они отбирают пространство. При большой площади можно использовать и конструкции с выступающими углами. Остановиться можно на таком варианте как душевое ограждение трапеция. Оно имеет углы, но благодаря своей форме органично вписывается в помещение.
- При необходимости обеспечить большую площадь внутреннего пространства можно использовать модели размером 100х100 см либо 120х100 см.
- Высота поддона может составлять 25-45 см, если планируется купать ребенка или есть необходимость в высоких его бортах. Если пользоваться конструкцией будет пожилой или человек с ограниченными физическими возможностями, то оптимальная высота изделия – 5-25 см.
Аксессуары для душевых ограждений
Под ними понимают вспомогательные детали, благодаря которым собирается конструкция. Используются такие комплектующие для душевых ограждений:
- Коннекторы. Они бывают двух разновидностей – используемые для фиксации частей изделия между собой и применяемые для их крепежа к стенам.
- Стабилизационные штанги. Это металлические профили, которые делают конструкцию устойчивее и прочнее и крепятся к основным частям. Существует их два вида – с накладными и врезными креплениями.
- Уплотнительные профили. Они используются для плотного прилегания конструкции к стенам, герметизации, надежного закрывания дверей.
- Петли. Применяются для функционирования распашных дверей.
- Комплектующие для раздвижного механизма. Это профили для крепления, имеющие П-образную форму, и ролики.
Как установить душевое ограждение?
Для выполнения процесса необходимо произвести такие действия:
- Просверлите в полу отверстие посредством безударного сверла. Если оно делается в бетоне, нужно использовать специально предназначенное для этого сверло.
- Установка душевого ограждения требует помещения дюбеля в получившееся отверстие.
- Используя саморезы, прикрепите направляющие в нужные места.
- На профилях зафиксируйте основания для петель, если их наличие предусмотрено конструкцией.
- Зафиксируйте несущие профили на направляющих.
- Поместите в первые уплотняющий материал.
Душевые ограждения в интерьере
При умелом подходе эта конструкция прекрасно вписывается в современный дизайн помещений.
- Для ванной комнаты любого стиля подойдёт бескаркасный вариант, не имеющий профилей.
- В сочетании с черно-белой плиткой отлично смотрятся черные душевые ограждения. Для других случаев классическим выбором будет вариант с белым каркасом.
- Универсальный и простой в уходе вариант, который впишется практически в любой дизайн, – конструкция с матовыми стеклами.
- В современных квартирах часто встречается душ, расположенный не в ванной, а в жилой комнате. Ограждение для душа в этом случае надежно защитит помещение от влаги.
- Если установлена мраморная или гранитная ванна либо поддон, можно использовать деревянные конструкции.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов





