Сварка алюминия полуавтоматом: как выбрать аппарат
Сварка алюминия полуавтоматом – распространенный способ соединения данного металла и сплавов на его основе. В качестве присадочного материала используется сварочная проволока, скорость которой контролирует сварщик. Для защиты сварочной ванны от негативного взаимодействия с атмосферным воздухом применяют инертный или активный газ.

Особенности материала
Настройки полуавтомата для сварки алюминия осуществляют с учетом толщины, а также химических и механических свойств металла. Характерная особенность алюминия – высокая активность. В результате взаимодействия с кислородом, который содержится в атмосферном воздухе, образуется оксидная пленка, предотвращающая дальнейшее окисление металла. Ее температура плавления в 3 раза выше, чем аналогичный параметр чистого алюминия. Для получения надежного шва необходимо предварительно очистить или протравить поверхность.
К другим особенностям материала, которые определяют характер проведения работ, относят:
- Теплопроводность материала гораздо выше, чем у других металлов. Для полного проплавления шва потребуется большое количество тепловой энергии. При работе с толстолистовыми конструкциями рекомендуется предварительно прогревать поверхность.
- Ввиду низкой температуры плавления, при работе с металлом необходимо соблюдать осторожность – существует вероятность прожога заготовки;
- Расплавленный металл быстро застывает, что требует от сварщика хороших профессиональных навыков при заварке кратера шва. Современные аппараты оснащены специальными функциями, которые снижают силу тока для нормального завершения работ.
Как выбрать аппарат для полуавтоматической сварки алюминия
Выбор оборудования зависит от условий выполнения работ и требований, предъявляемых к качеству соединения. Для достижения наилучших результатов рекомендуется выполнять сварку алюминия полуавтоматом с импульсным режимом. Так называется метод бесконтактного переноса присадочного материала в сварочную ванну. На кончике проволоки формируются капли расплавленного металла, которые выталкиваются в зону расплава под действием кратковременного импульса тока. По сравнению со струйным и крупнокапельным переносом металла, метод отличается меньшими тепловложениями и низким коэффициентом разбрызгивания.
Современные аппараты с синергетическим управлением располагают встроенными интеллектуальными системами, которые самостоятельно подбирают оптимальные параметры работы, исходя из диаметра проволоки и типа защитного газа. При этом вероятность образования дефектов сведена к минимуму.
При сварке алюминия обычным полуавтоматом рабочие параметры выставляют вручную.
Отличия между MIG/MAG и TIG сваркой

Раньше считалось, что для создания надежного неразъемного соединения необходимо применять исключительно аргонодуговую сварку неплавящимся электродом. Работа осуществляется переменным током. Дуга образуется между вольфрамовым электродом и основной поверхностью. Ширина и плотность регулируется путем изменения частоты тока. В качестве защитной среды используют аргон, к чистоте которого предъявляют строгие требования.
Развитие технологий и появление импульсных сварочных полуавтоматов позволило повысить качество соединения и увеличить производительность. В отличие от TIG сварки, дуга образуется между присадочной проволокой и рабочей поверхностью. Сварку алюминия полуавтоматом осуществляют в среде аргона. Инертный газ обеспечивает должный уровень защиты и не взаимодействует с расплавленным металлом. Сварка алюминия полуавтоматом в среде углекислого газа не получила распространения, ввиду окислительных свойств защитной среды.
Какие расходные материалы потребуются
Как указано выше, аргон – лучший газ для сварки алюминия полуавтоматом. Присадочный материал – специальная алюминиевая проволока, требующая особых условий эксплуатации:
- Диаметр отверстия наконечника должен превышать величину сечения проволоки. Требование вызвано физическими свойствами алюминия – он расширяется при незначительных температурных воздействиях.
- Подающий механизм, конструкция которого включает в себя 4 ролика. В противном случае велика вероятность замятия проволоки. Форма профиля роликов – U-образная. Рывки при протяжке проволоки недопустимы.
- Не рекомендуется использовать шланги длиной больше 3 метров. Для снижения трения проволоки о стенки канала металлический подающий шланг необходимо заменить тефлоновым. Искривления и перегибы канала препятствуют нормальной протяжке проволоки.
- С увеличением диаметра присадочной проволоки упрощается процесс ее подачи в зону расплава. Для решения проблемы подачи используют горелки с механизмом Push-Pull (тяни-толкай).
Особенности и преимущества сварки алюминия полуавтоматом
Рассмотрим, как правильно варить алюминий полуавтоматом. К отличительным особенностям данного процесса относят:
- Ввиду высокой теплопроводности металла, для эффективного проплавления необходимо использовать аппараты с силой тока не ниже 200 А;
- Сварка алюминия полуавтоматом выполняют постоянным током обратной полярностиДля повышения качества готового соединения рекомендуется использовать сварочные аппараты синергетического типа с готовыми режимами сварки алюминиевых сплавов.
- При работе с тонколистовыми изделиями необходимо использовать формирующую теплоотводящую подкладку.
- Горелку располагают под углом 20º к вертикали. Направление сварки – справа налево (от себя) с высокой скоростью движения.
К достоинствам сварки алюминия полуавтоматом относят доступную стоимость рабочего оборудования и расходных материалов, производительность метода. Основные приемы работы на полуавтомате по силам освоить даже неподготовленный человек, чего не скажешь о TIG-сварке.

Вывод
Использование синергетических аппаратов при сварке алюминия позволяет получать надежные швы без дефектов. При этом стоимость оборудования гораздо ниже, по сравнению с ценами на оснастку для аргонодуговой сварки.
Особенности сварки алюминия полуавтоматом – технология и оборудование
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
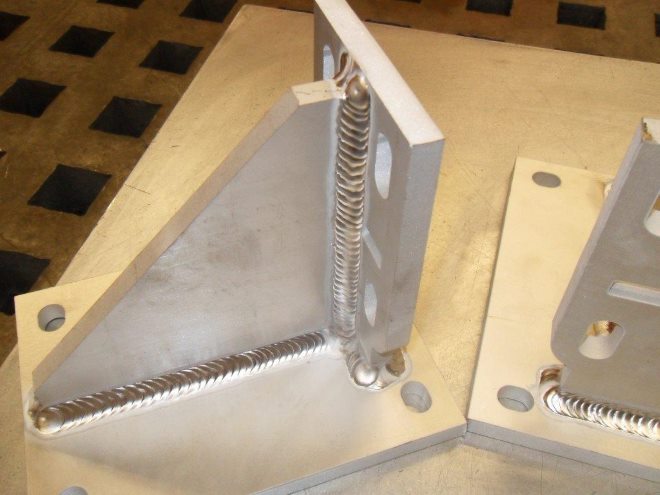
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
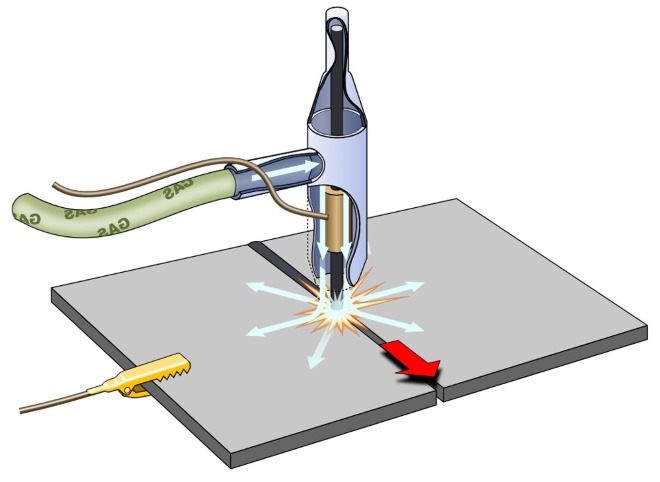
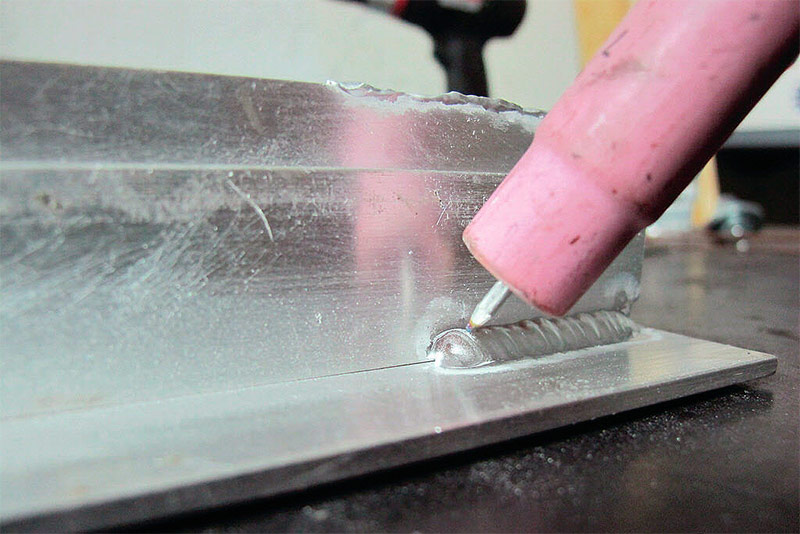
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
Как выбрать сварочный аппарат для алюминия

Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
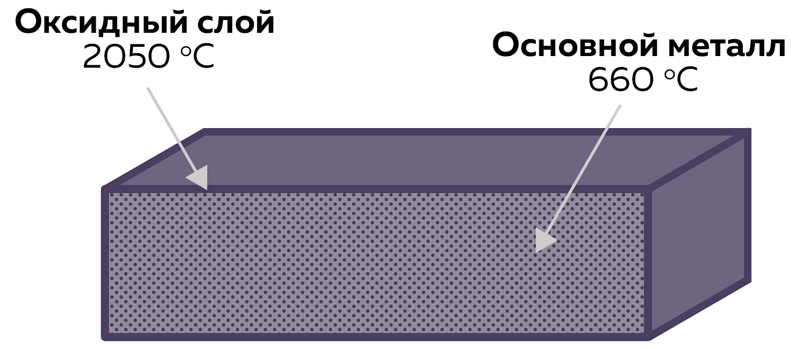
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
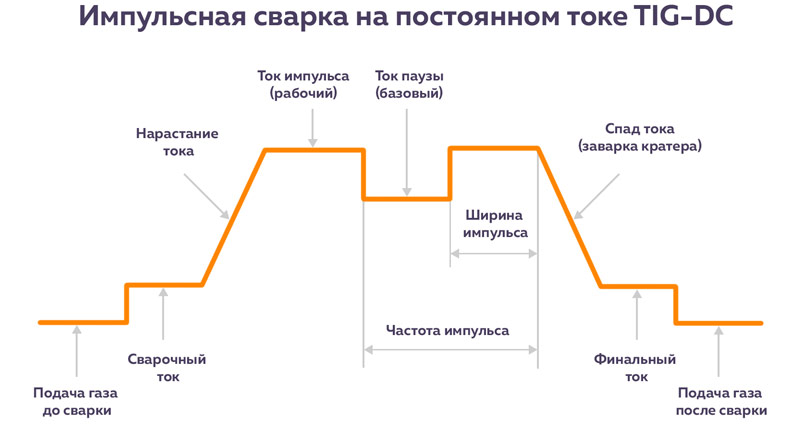
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
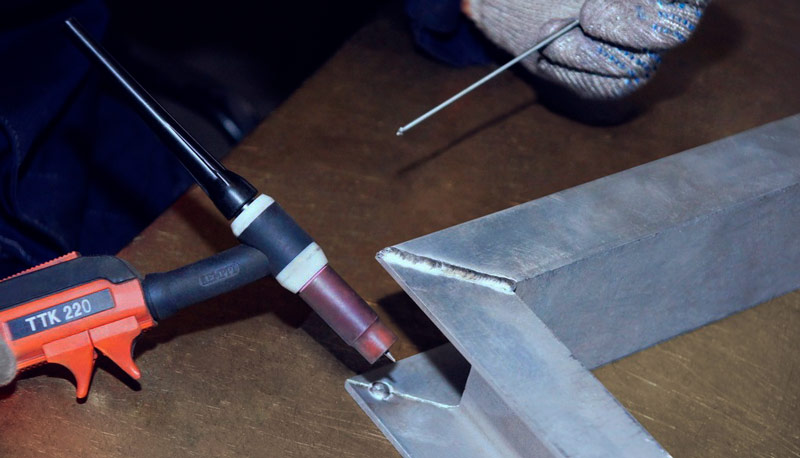
Использование аппаратов TIG для сварки алюминия
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
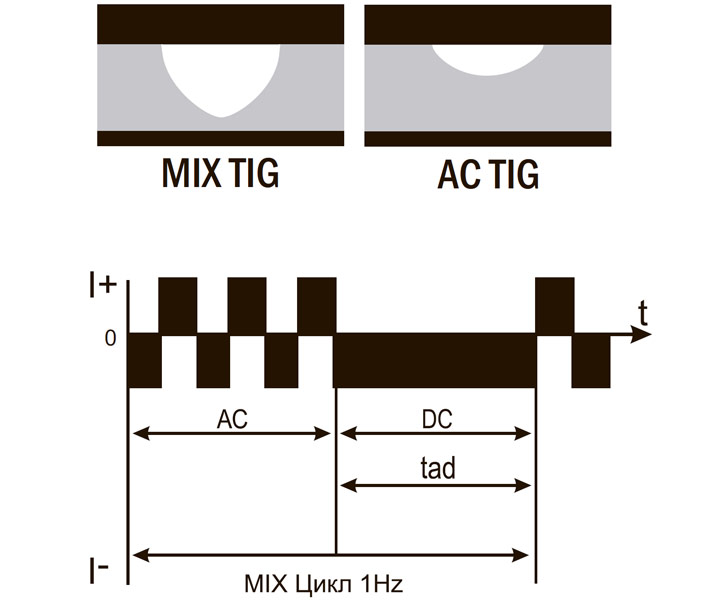
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
- Сложность сварки алюминия
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Подготовка свариваемого материала
- Требования к оборудованию
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.

Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.

Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
Кроме производительности, МИГ метод выигрывает по простоте. Все действия выполняются одной рукой. Подача проволоки осуществляется автоматически по выставленным настройкам. Если они верные, шов получится качественным (при правильных движениях горелкой), что облегчает задачу для новичка.
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
Аврора PRO SKYWAY 350
TELWIN ELECTROMIG 330
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG – это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет “гулять”, дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Хороший выбор проволоки для алюминия в нашем каталоге.
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки





- Лучшие сварочные полуавтоматы среднего класса
- Лучшие недорогие сварочные полуавтоматы
- Лучшие профессиональные сварочные полуавтоматы
Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
- Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ) определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше. Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя.
- Мощность аппарата идиапазон рабочих напряжений важно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы. Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
- Возможность смены полярности потребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
- Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием – это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг | Цена |
|---|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 | 72 500 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | 51 000 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | 52 990 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | 37 500 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | 75 510 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | 56 940 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 | 25 370 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | 23 490 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | 25 390 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | 19 790 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 | 159 300 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | 110 000 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 | 159 990 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% – следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
Выбираем полуавтомат для сварки алюминия
Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов.

Сварочный полуавтомат для сварки алюминия по своему принципу работы близок к распространенным аппаратам для сварки черных металлов. Но алюминий и его сплавы считаются трудными металлами для сварки и процесс имеет ряд ограничений и особенностей. Наибольшее распространения получил метод MIG/MAG, который заключается в том, что сварка производится в газовой среде с автоматической подачей проволоки.
Особенности сварки алюминия полуавтоматом
Есть несколько причин, которые заставили инженеров разрабатывать сварочное оборудование с учетом особенностей свойств алюминия, среди них:
- повышенная теплопроводность, в 5-6 раз выше, чем у стали;
- быстрообразующаяся малозаметная оксидная пленка с высокой плотностью и высокой температурой плавления;
- низкая температура плавления;
- образование кратера в конце шва.
Современный полуавтомат для сварки алюминия позволяет преодолеть трудности работы. Это достигается особыми параметрами сварочного оборудования.
- Высокая теплопроводность алюминия требует максимального сварочного тока аппарата не менее 200-500 А.
- Качественная сварка производится импульсным током. Высоковольтный импульс разрушает оксидную пленку, а в режиме номинального напряжения образовывается сварочная ванна. Также при этом режиме снижается брызгообразование. Дешевые сварочные аппараты, работающие на постоянном токе, образовывают шов невысокого качества.
- Широкий диапазон регулировок силы сварочного тока не позволяет поднять температуру сварки настолько, что будут образовываться прожоги металла.
- Специальная программная функция, корректно завершающая сварочная шов без образования кратера.
- Повышенная скорость подачи проволоки четырьмя роликами с тефлоновым вкладышем. Это не позволит проволоке скручиваться кольцами.
Аппараты, поддерживающие такие функции и параметры, обеспечивают профессиональное качество сварки.
Плюсы и минусы сварки алюминия полуавтоматом
| Плюсы | Минусы |
|---|---|
| относительно низкая цена | обязательное использование газа |
| доступность расходных материалов на рынке | сложность подбора толщины проволоки при работе с материалами с неопределенным составом |
| быстрая подготовка к работе и высокая скорость процесса | |
| универсальность, работает с разными металлами |
Функциональность сварочных аппаратов
Производители постоянно совершенствуют сварочные аппараты полуавтоматы для сварки сплавов алюминия. В результате появилось множество режимов и дополнительных функций, повышающих качество. Конечно, повышается и цена.  Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
Чтобы не переплачивать за ненужные функции, необходимо понимать, для чего они нужны. Возможно, это просто маркетинговый ход производителя.
MIGPulse — один из самых распространенных и универсальных методов сварки с бесконтактным переносом капли от электрода в сварочную ванну. В этом режиме электрод никогда не касается ванны. Одна капля формируется за один импульс и передается дугой в зону сварки. Процесс сплавления металла происходит во время его остывания в фоновой фазе подачи напряжения между импульсами. Такой режим позволяет снизить скорость подачи проволоки. Скорость сварки и мощность дуги регулируется высотой и шириной пиков и расстоянием между ними. Режим не создает брызг и снижает риски образования холодного притирания.
Режим S4T позволяет управлять горелкой. Если в аппарате предусмотрена функция «Быстрый старт», которая активируется нажатием триггера горелки, оператор может начинать сварку алюминия без предварительного нагрева — на холодную. После отпускания триггера сила сварочного тока снижается до рабочего.
DownSlope — обеспечивает заварку кратера в конце шва, плавно снижая силу сварочного тока.
Регулировка индуктивности дуги позволяет снизить разбрызгивание и повысить качество соединения. Изменяется в зависимости от толщины проволоки.
Цифровое управление значительно сокращает время настройки параметров сварки. Благодаря синергетическому управлению, практически все параметры сварки устанавливаются автоматически. От оператора требуется лишь указать толщину проволоки и тип металла. Компьютер имеет несколько программ сварки в памяти, что позволяет мгновенно установить идеальный режим работы.
4-х роликовый механизм обеспечивает плавную протяжку проволоки. В отличие от сварочных аппаратов для черных металлов, где достаточно иметь 2-х роликовую систему подачи присадочного материала, в полуавтомате для сварки сплавов алюминия необходимо использовать только 4-х роликовый механизм. Это обусловлено тем, что проволока для сварки алюминия не жесткая и мягкая и может путаться, образовывая кольца. Поэтому для нее необходима более сложная система подачи с регулировками натяжения и тефлоновыми каналами.
Обзор популярных моделей
VEGAMIG 180/2 TURBO
Бытовой сварочный аппарат, работающий от однофазной сети в режиме MIG/MAG, предназначен для сварки алюминия, черных металлов и нержавеющей стали в аргоновой среде. Агрегат создает сварочный ток в диапазоне от 30А до 170А при потребляемой мощности 5,2кВт.

Хотя аппарат и считается бытовым, не в каждой квартире проводка выдержит нагрузку с током 23А. Поэтому, прежде чем включить прибор, обратите внимание — на какую силу тока рассчитана сеть в вашем доме, гараже или мастерской.
Сварочный полуавтомат VEGAMIG 180/2 TURBO по алюминию поддерживает использование проволоки диаметром 0,8-1 мм и может сваривать листы толщиной до 2 мм. Дуга образовывается постоянным током.
Оснащен двумя ступенчатыми регуляторами:
- силы тока;
- скорости подачи проволоки.
Автоматические регулировки отсутствуют, поэтому, работая с аппаратом, сварщику следует надеяться только на свои знания и опыт.
Выбирая сварочник, обратите внимание на класс защиты. Для VEGAMIG 180/2 TURBO присвоен класс IP21, а это значит, что его нельзя использовать вне помещений.
PICOMIG 180 PULS
- MiG/MAG;
- MiG/MAG PULS;
- ММА;
- TiG DC.
Устройство питается от однофазной сети, потребляет 6,4кВа и поддерживает максимальный сварочный ток 170А.
Агрегат оснащен системой автоматических регулировок, электронным блоком управления и цифровым дисплеем.
Прибор поставляется с минимальным набором аксессуаров “readytoweld”.
СПИКА ALUMIG 300 P DpulseSynegric
Аппарат питается от трехфазной сети и может создавать максимальный сварочный ток в режимах: MIG — 300А и MMA — 250A. Этого достаточно, чтобы обеспечить качественную работу в промышленных условиях. Устройство можно использовать, всюду, где электрическая сеть сможет обеспечить мощность 10.60 kVa.
Устройство обладает рядом полезных функций, среди которых:
- MIGPulse;
- DoublePulse MIG
- режим S4T;
- быстрый старт;
- DownSlope
- и др.
Сварочный аппарат оснащен компьютером с цифровым дисплеем для синергетического управления. В памяти хранится 10 программ наиболее часто используемых процессов. Переход от одного вида сварочных работ к другому занимает несколько секунд. Синергетическое управление автоматически устанавливает силу тока, частоту и форму импульсов в зависимости от толщины проволоки и типа металла.
Вывод
- силу сварочного тока;
- наличие синергетического управления;
- универсальность и наличие возможности ручной сварки;
- класс защиты;
- комплектность;
- присутствие программных функций и памяти настроек для разных процессов;
- цену.
Также обязательно следует удостовериться, что ваша электрическая сеть поддерживает потребляемую мощность приобретаемого аппарата.
Если вас интересует тема сварки алюминия полуавтоматом, выскажите свое мнение, предложите идеи или поспорьте с автором в блоке комментариев. Это интересно.
ТОП-20 материалов для гидроизоляции бассейна
Гидроизоляция бассейна изнутри и снаружи — обязательная мера инженерной защиты резервуара. Гидроизоляция позволяет исключить протечки из-за давления воды, минимизировать воздействие внешних факторов (грунтовые воды, атмосферные явления), предупредить отслаивание плитки в чаше бассейна и т.п.
Если бассейн протекает, это значит, что гидроизоляция бассейна была сделана из рук вон плохо или при выполнении гидроизоляционных работ использовались материалы сомнительного качества. Других причин тут, как правило, не бывает. Предлагаем ознакомиться с обзором качественных гидроизоляционных материалов, обеспечивающих эффективную защиту бассейнов. В подборке представлены как профессиональные растворы для гидроизоляции крупных гидротехнических сооружений, так и бюджетные материалы, которые позволяют выполнить гидроизоляцию бассейна на даче своими руками.
Обмазочная гидроизоляция

Двухкомпонентный раствор для гидроизоляции плавательных бассейнов перед укладкой керамической плитки. Обладает высокой адгезией ко всем типам бетонных оснований, кладке, керамике и мрамору. Сохраняет эластичность даже при очень низких температурах (-20℃). Устойчив к УФ-излучению. Может наноситься на существующие покрытия. Совместим с мозаикой, покрытиями из керамической плитки и натурального камня. Для укладки керамической плитки на гидроизоляцию Mapelastic рекомендуется использовать цементный клей класса С2 (Keraflex или Keraflex Maxi S1) или класса C2F (Granirapid или Ultralite S1 Quick). Для укладки мозаики производитель советует применять Adesilex P10 + Isolastic, смешанный с 50% воды (класс C2E/S1). Заполнять швы рекомендуется цементными продуктами класса CG2 (Keracolor FF/Keracolor GG, смешанные с Fugolastic, или Ultracolor Plus) или эпоксидным продуктом (линейка продуктов Kerapoxy). Сертифицирован в соответствии с EN 1504-2. Цена указана за комплект компонентов A+B (32 кг).
Двухкомпонентный раствор на основе цементных вяжущих, отобранных мелкозернистых заполнителей, специальных добавок и синтетических водно-дисперсионных полимеров, применяемый для гидроизоляции плавательных бассейнов перед укладкой керамической плитки. Может наноситься на вертикальные поверхности. Сохраняет постоянную эластичность при любых условиях окружающей среды. Обладает высокой адгезией ко всем типам бетонных оснований, кладке, керамике и мрамору. Может наноситься на существующие покрытия. Сертифицирован в соответствии с EN 1504-2. Устойчив к УФ-излучению. Цена указана за комплект компонентов A+B (32 кг).
Двухкомпонентный раствор, предназначенный для гидроизоляции внутренних плавательных бассейнов и резервуаров. После смешивания двух компонентов образуется раствор пластичной консистенции, который можно наносить на горизонтальные и вертикальные поверхности кистью или валиком. Обладает отличной адгезионной прочностью ко всем цементным основаниям. Цена указана за комплект компонентов A (мешок 22 кг) +B (канистра 10 кг).
Двухкомпонентный высокоэластичный цементный раствор для гидроизоляции плавательных бассейнов. Наносится шпателем или валиком. Имеет высокие эксплуатационные и механические характеристики, отличное удлинение при разрыве (120%) и текучую консистенцию. Способен перекрывать трещины более 2 мм. Устойчив к УФ-излучению. Может наноситься на существующие покрытия. Совместим с мозаикой, покрытиями из керамической плитки и натурального камня. Сертифицирован в соответствии с EN 1504-2 и EN14891. Цена указана за комплект компонентов A (мешок 20 кг) +B (канистра 10 кг).
Двухкомпонентный раствор для гидроизоляции бассейнов перед укладкой напольных и стеновых покрытий из керамики, мозаики или натурального камня. Имеет великолепную адгезию ко всем бетонным основаниям и цементным стяжкам, а также к керамике, мозаике, натуральному камню и «тераццо». Пригоден для облицовки через 4 часа при нормальных погодных условиях и в течение 24 часов при температуре до +50℃. Устойчив к УФ-излучению. Подходит для укладки поверх существующих напольных и стеновых покрытий из керамики, всех типов мозаики и натурального камня. Сертифицирован в соответствии с EN 1504-2 и EN14891. Цена указана за комплект компонентов A+B (36 кг).
Двухкомпонентная эластичная гидроизоляция для плавательных бассейнов. Подходит для наружного и внутреннего применения на вертикальных и горизонтальных поверхностях. Наносится кистью, шпателем или щетками. Имеет высокую эластичность, что позволяет перекрывать мелкие трещины. Создает бесшовную водонепроницаемую мембрану. Не трескается. Имеет высокую адгезию к основанию. Цена указана за комплект компонентов A+B (30 кг).
Однокомпонентный раствор на цементной основе, предназначенный для применения в качестве жесткой тонкослойной гидроизоляции бассейнов, резервуаров с технической водой, подземных сооружений и др. Содержит специальные гидрофобизирующие добавки. Цена указана за 1 мешок 25 кг.
Готовое к применению двухкомпонентное эластичное гидроизоляционное покрытие на цементной основе. Содержит микрофибру. Применяется для гидроизоляции и защиты бассейнов, емкостей для воды, бетонных труб, гидротехнических сооружений. Легко наносится шпателем, валиком или кистью. Подходят для нанесения на вертикальные и потолочные поверхности. Не требует опалубки. Имеет высокую способность к перекрытию трещин и хорошую адгезию к большинству строительных материалов. Цена указана за комплект компонентов A+B (26,4 кг).
Двухкомпонентный раствор на цементной основе, предназначенный для гидроизоляции бассейнов. Может использоваться в качестве выравнивающего строительного раствора для ремонтных работ. Расход составляет около 1,9 кг/м²/мм (без учета потерь, пористости и т.д.). Цена указана за комплект компонентов A+B (25 кг).
Готовый к применению полимерный однокомпонентный состав для обмазочной гидроизоляции внутренних бассейнов перед облицовкой керамической плиткой. После высыхания состав образует прочное эластичное водонепроницаемое покрытие. На водной основе, не токсичен, не содержит органических растворителей. Цена указана за 1 ведро 20 кг.
Проникающая гидроизоляция
Готовая к применению сухая смесь, предназначенная для предупреждения просачивания воды из бассейнов и других бетонных гидротехнических конструкций и сооружений. Наносится на подготовленную бетонную поверхность в два слоя. Общий расход материала на 2 слоя составляет 1,5-2 кг/м². Цена указана за 1 мешок 30 кг.
Однокомпонентная гидроизоляционная смесь, содержащая мигрирующие кристаллизующие добавки, которые обеспечивают повышение водонепроницаемости бетона. Применяется для защиты бетонных конструкций от воздействия воды под отрицательным и избыточным давлением в водных резервуарах, плавательных бассейнах, ваннах, подземных сооружениях, подвальных помещениях, гидроизоляционных прослойках. Устойчива к воздействию низких температур. Подходит для ручного и механизированного нанесения. Цена указана за 1 мешок 20 кг.
Готовая к применению сухая смесь на цементной основе, предназначенная для устранения просачивания воды через бетонные конструкции. Материал рекомендован для гидроизоляции бассейнов, резервуаров и других бетонных конструкций изнутри. Наносится на подготовленную бетонную поверхность. Экологически безопасен. Соответствует актуальным гигиеническим нормам. Расход составляет 1,6 кг/м² при нанесении в два слоя. Цена указана за 1 мешок 25 кг.
Битумная гидроизоляция
Двухкомпонентная битумная эмульсия, предназначенная для наружной гидроизоляции бассейнов, бетонных емкостей и скважин от агрессивных вод. Не содержит растворителей. Легко наносится. Подходит для заделывания трещин. Обладает тиксотропными свойствами и может наноситься на вертикальные поверхности. Цена указана за комплект компонентов A+B (30 кг).
Битумная эмульсия для наружной гидроизоляции бассейнов, бетонных емкостей, скважин для защиты от агрессивных вод. Состоит из двух компонентов. Не содержит растворителей. Очень эластичная. Легко наносится. Расход зависит от типа основания и от толщины слоя. Цена указана за комплект компонентов A+B (30 кг).
Полимерная гидроизоляция

Двухкомпонентный состав из смолы, чистой полимочевины и заполнителей, предназначенный для гидроизоляции бассейнов и гидротехнических резервуаров. Наносится распылением под высоким давлением (при помощи двухкомпонентного насоса). Формирует непрерывное гидроизоляционное покрытие, которое адаптируется к основаниям разной геометрической формы. Может наноситься на различные поверхности (бетон, метал и пр.). Не содержит растворителей. Обеспечивает мгновенную гидроизоляцию (через 1 минуту) и готовность к лёгким пешим нагрузкам (через 5-10 минут). Имеет отличную прочность на растяжение и разрыв, высокую статическую и динамическую способность к перекрытию трещин. Поставляется в металлических бочках. Цена указана за комплект компонентов A+B (445 кг).
Однокомпонентное водно-дисперсионное цветное покрытие на основе акриловой смолы с высокой стойкостью к воздействию воды. Применяется в качестве защитного покрытия для бетонных резервуаров, для открытых к погодным воздействиям бетонных поверхностей, поверхностей, обработанных цементным раствором, панелей из фиброцемента и покрытий из резины на основе хлоркаучука для общественных бассейнов, обработка воды в которых производится только методом хлорирования Соответствует основным требованиям стандарта KTV. Цена указана за 1 ведро 10 кг.
Рулонная гидроизоляция

Армированная гидроизоляционная мембрана на основе пластифицированного поливинилхлорида (ПВХ). Предназначена для гидроизоляции плавательных бассейнов. Имеет высокую прочность, эластичность, стабильность линейных размеров. Устойчива против старения, к развитию водорослей, к воздействию хлорированной воды, к воздействию воды при температуре до +30℃, УФ-излучению. Может применяться на слабых основаниях, у которых когезионная прочность на отрыв менее 1,5 МПа. Подходит для укладки на влажные или мокрые основания. Цена указана за 1 рулон.
Герметики
Силиконовый герметик с ретикуляцией на уксусной основе, предназначенный для герметизации стеклянных, керамических поверхностей и поверхностей из анодированного алюминия. Подходит для заполнения деформационных швов в плавательных бассейнах. Имеет высокую эластичность, отличное сцепление со стеклом, керамикой и анодированным алюминием. Устойчив к образованию плесени. Цена указана за 1 тубу 310 мл.
Однокомпонентный силиконовый герметик нейтрального отверждения, предназначенный для плавательных бассейнов и зон, постоянно находящихся в влажной среде. Используется для герметизации швов внутри и по периметру плавательных бассейнов, на участках, постоянно находящихся под водой, во влажной среде, между керамической плиткой, бетонными, стеклянными, металлическими и иными стандартными основаниями. Имеет очень высокую водостойкость, высокую эластичность и гибкость. Устойчив к воздействию хлора, коррозии и грибков. Цена указана за 1 тубу 300 мл.





