Свариваем алюминий без аргона

Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия – http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.

Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила – блестящая, так как состоит преимущественно из алюминия, покрытие – белое.


Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.

Изначально рекомендую установить ток 100 А и попробовать.

Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.

Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.

И зачищаем щеткой.

Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.

Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.

Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Сварка алюминия электродами
 Как правило, для сварки конструкций и деталей из алюминия чаще всего используется специальное оборудование и особые технологии. Сваривать же при помощи ручной дуговой сварки довольно-таки непросто. Но иногда это бывает необходимо, и мы поможем вам разобраться, как сваривать алюминиевые конструкции электродами.
Как правило, для сварки конструкций и деталей из алюминия чаще всего используется специальное оборудование и особые технологии. Сваривать же при помощи ручной дуговой сварки довольно-таки непросто. Но иногда это бывает необходимо, и мы поможем вам разобраться, как сваривать алюминиевые конструкции электродами.
- Сварка алюминия электродами (MMA)
- Сварка инвертором
- Особенности технологии
- Химические свойства алюминия
- Механические свойства алюминия
- Использование легирующих компонентов
- Какие электроды лучше
- Трудности процесса
- Полезное видео
- Как варить правильно: техника, этапы и нюансы
- Видео
При выполнении работ с алюминием применимы в основном такие типы сварки:
- ММА (ручная дуговая сварка алюминия (см. электроды по алюминию));
- MIG (полуавтоматическая сварка алюминия);
- TIG (сварка алюминия в аргоновой среде с употреблением проволоки присадочной).
Мы не будем затрагивать тему агронодуговой сварки или применении вольфрамовых электродов. Ниже пойдёт речь об проведении сварочных работ простыми ручными покрытыми электродами дуговой сварки.
Сварка алюминия электродами (MMA)
 MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором
 Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов. Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
- Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Особенности технологии
Рассмотрим особенности технологии сварки электродами по алюминию. Ручная дуговая сварка алюминия — не самый удобный процесс, поэтому важно знать и учитывать некоторые особенности проведения сварки.
- Выбор электродов.
 Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.
Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую. - Чистота поверхности. При сварке электродами большое значение имеет подготовка поверхности конструкции. Её следует хорошо обработать, чтобы шов получился ровным и прочным.
- Ток. Сварка алюминия ведётся с использованием постоянного тока обратной полярности. Это обусловлено тем, что на поверхности данного металла образуется оксидная плёнка. А при обратной полярности плёнка разрушается с помощью катодного распыления.
 Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.
Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую.Химические свойства алюминия
 Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Ещё одно важное химическое свойство алюминия — окисление. Соединение с кислородом создаёт оксид алюминия, который образует своеобразную плёнку на поверхности металла. С одной стороны, оксидная плёнка надёжно защищает металл от коррозии. С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3 о С, температура плавления оксидной плёнки — 2037 о С.
Механические свойства алюминия
Прочность, упругость и удлинение сварного шва зависят от вида сплава, из которого изготовлены детали, а также от состава электрода. Прочность сварного соединения будет достаточно слабой в сплавах холодной закалки. Чтобы добиться хорошей прочности шва в термостойких сплавах, необходимо большее время термической обработки и медленное охлаждение.
Использование легирующих компонентов
Для улучшения качеств сварного шва в составе электродов по алюминию могут использоваться следующие легирующие добавки:
- Марганец (Mn) — повышает коррозийную стойкость.
- Кремний (Si) — уменьшает плавление алюминия, улучшает текучесть и свариваемость.
- Магний (Mg) — придаёт металлу отличную свариваемость и хорошую прочность. В сочетании с кремнием формирует термостойкий сплав.

Электроды ОК AlMn1 (96.20) с марганцем в составе
Какие электроды лучше
Несколько слов о том, какие электроды лучше для сварки алюминиевыми электродами. Для ручной дуговой сварки алюминиевых конструкций часто используются расходники от производителя «СпецЭлектрод» марки «Озана-2». Среди достоинств электродов этой марки:
- обеспечивают стабильное горение дуги;
- хорошо формируется шов в любом положении (в том числе и в вертикальном);
- шлаковые образования на рабочей поверхности легко отделяются;
- сварочный шов имеет хорошие механические свойства.
Также широкое распространение получили электроды шведского производителя ESAB серии «ОК». Расходники с щелочно-солевым покрытием оптимально подходят для сваривания конструкций из технического алюминия, а также алюминиевых сплавов с марганцем или магнием.
Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250 о С.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия – это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Как варить правильно: техника, этапы и нюансы
Сейчас разберёмся, как сваривать алюминиевые конструкции при помощи обычных покрытых электродов, и что для этого потребуется.
Первый этап: подготовительный
Перед началом сварки необходимо провести подготовительные работы по очистке поверхности от загрязнений и оксидной плёнки. Это нужно для того, чтобы обеспечить хорошую свариваемость металла и формирование качественного шва. Последовательность действий:
- Предварительная очистка. Любое моющее средство + жёсткая щётка. Затем металл промывается чистой холодной водой.
- Затем поверхность нужно обезжирить. Для этого подойдут органические растворители: уайт-спирит, ацетон и др.
- Если деталь небольшая, её можно на несколько минут положить в щелочную ванну. Температура раствора должна быть больше 60 о С.
- После этого поверхность нужно отшлифовать металлической щёткой. Нельзя использовать абразивные средства, так как частицы рабочего слоя могу остаться на поверхности.
- Затем металл промывается растворителем. Его нельзя вытирать, должен высохнуть самостоятельно.
Видео
В следующем ролике мастер варит электродами Zeller-480 подножку от велосипеда.
Техника и нюансы сварки
При сварке электродами нужно использовать постоянный ток обратной полярности. Сила тока зависит от толщины электрода. Рассчитывается следующим образом: на 1 мм электрода должен быть ток силой в 20-25 ампер.
Для того, чтобы шов получился качественным, рабочую поверхность детали следует прогреть до температуры 300-400 о С. Это поможет предотвратить появление горячих трещит, а также снизит риск деформации материала.
Электрод нужно держать вертикально, можно немного наклонять. Перемещать конец стержня следует в направлении шва. Рекомендуется производить сварку в один проход на короткой дуге, не совершая поперечных движений.
Если дуга оборвалась, с кратера на рабочей поверхности и с конца стержня электрода необходимо удалить шлаковую корку. Затем можно продолжить работу. После окончания сварки полученный шов следует очистить от шлаковых образований и промыть водой.
Технология сварки алюминия

Вопросы, рассмотренные в материале:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов

Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.
- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.
Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей

Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.
Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.

Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.

Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами

Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).

Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).

Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса

По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.

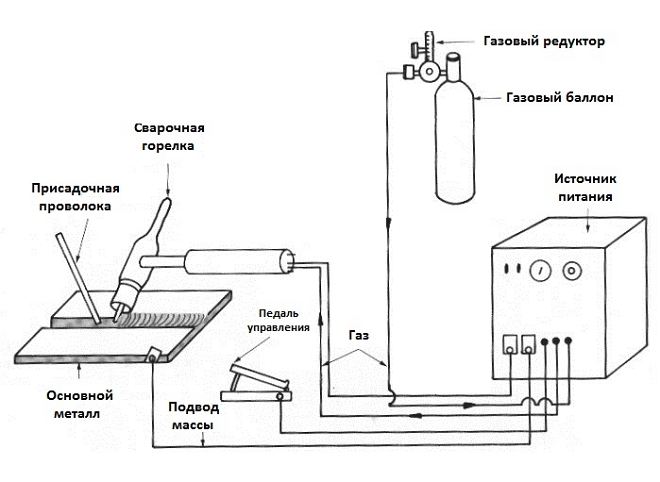
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
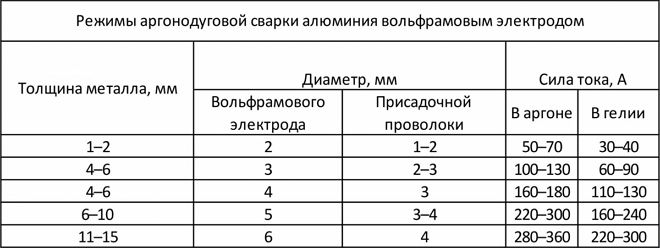
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

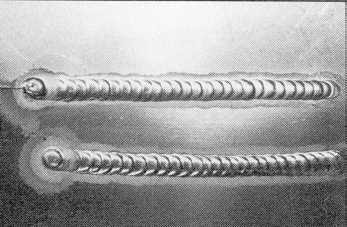
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
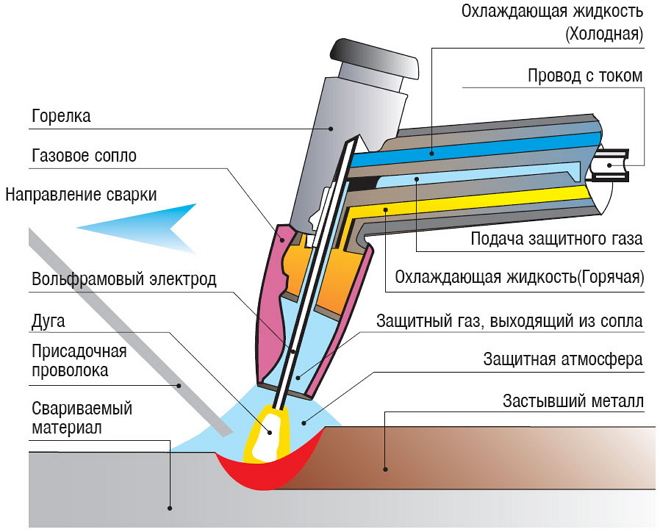
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
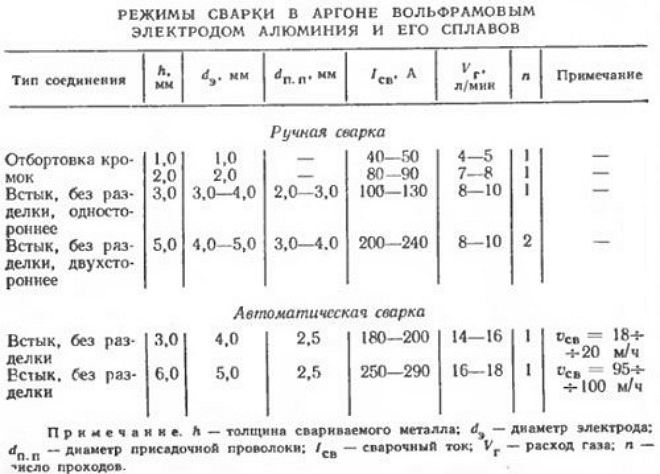
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки;
- электродуговая сварка;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
О сварке аргоном алюминия для начинающих

Значит купил я себе вот такой аппарат, давно мечтал, откладывал в дальний ящик, ну когда нибуть…очень хочу. Тут звезды видно сошлись на небе и деньги были и аппарат подвернулся, еще и раздумывал стоит ли так опускать свой бюджет, но где-то внутренее я говорило “-Бери!”

Процитирую множество пользователей сварочных форумов.Типичный китаец.)))
Расскажу в своей заметке о сварке алюминия и советы для начинающего аргонщика от такого же как и вы, профессионалов полно на ютубе их всегда найдете легко)))
Первая проблема с которой я столкнулся (имея опыт в сварке) аппарат варит все, но не алюминий, или если варит то не так как у других.
Есть у меня такая книга “Сварка и резка металлов” Все в ней описано просто и понятно без всяких тайн.

Книга старая 1975г. но все виды сварки описаны, и мало что изменилось с тех времен, сейчас она не менее актуальна.
Я долго пытался разобраться и понять почему же я немогу сварить алюминий, пересмотрел кучу видео и прочитал много постов на форумах, а ничего не помогало. Все оказалось простосто. Плохой аргон или аргон не соответствующий заявленному.
Первый балон с аргоном я купил за 2 тр заправленный у бывшего сварщика, который провалялся в гараже ндцать лет. Когда вы варите алюминий плохим аргоном -первое что происходит это кромки не свариваются, не разрушается оксидная пленка и они не смыкаются, присадка скатывается в шарик покрытый оксидом и не сплавляется с основным металлом.
Второй баллон я купил в шарашкиной конторе, которая не завод, но оборудование по заправке имеет .углекислоты, кислорода и аргона и покупает его в цистернах, баках и разливает его в несамых лучших условиях с несамыми лучшими рабочими. И имеет документы на газы, в частности аргон 99,993.
Буру у них углекислоту и проблем не испытывал.
Но с аргоном все оказалось чуть лучше. Но сварка оказалась не айс, с переменным успехом .
Следующий баллон аргона был куплен уже не в шарашкиной конторе, просто потому что у них не было, а у поставщика с Краснодарского завода. Сомневаюсь что в промежутке между заменой аргона, я научился варить алюминий))) Но это просто земля и небо.

Вообщем вывод такой покупать аргон у проверенных поставщиков, потому как документы о 99,993 могут быть у любого а по факту с нарушением технологии заправляют…
Следующая проблема при сварке алюминия это проблема выбора тока!
Сначало вы в валиваете в деталь за сотню ампер и сварочная ванна еле еле появляется, а потом от этого тока деталь просто вся плывет. Алюминий коварный и теплоемкий . Лучше предварительно прогревать деталь до 200-300 градусов феном. И есть такое интересное правило если сварочная ванна не появляется спустя 2-4 секунды после зажигания дуги то тока мало. А вообще педалька рулит при сварке алюминия.
Дальше -выбор электродов
Для алюминия берите 2.4мм 3.2мм, ну просто потому, что все остальные быстро сгорают в виду коварности алюминия, с начало вы вваливаете за 100 ампер, а через несколько минут уже комфортно варите эту же деталь на 60-70 амперах. Тут 1.6 и меньше образуют огромный шарик на кончике электрода, и дуга будет плясать.
Подготовка металла перед сваркой. Алюминий просто необходимо готовить для сварки, удалить толстую накопившуюся оксидную пленку которая разобьется в процессе сварки и сварочный шов будет иметь вкрапления этой пленки это будет хорошо видно.
Оксидную пленку удаляем механически с остальными загрязнениями. Я удаляю борфрезами.
В случае тонкого металла, типа радиаторов и тп подходит травление . это химический способ разрушить оксидную пленку.
Вот выдержка из книги
Инструкция по сварке алюминия аргоном для начинающих специалистов

Процесс аргонодуговой сварки алюминия
Области применения ТИГ сварки алюминия
Свойства алюминия и его сплавов, позволяют их применять практически во всех отраслях промышленности:
- пищевой ( баки, трубопроводы и др.);
- авиационной(легкий и прочный, его еще называют летучий материал);
- автомобильной ( головки цилиндров, пропеллеры и др.)
Полезно! Чтобы сварочный шов был красивым и качественным применяется тиг-сварка алюминия аргоном.
Этим способом также пользуются при сварке соединений под ультразвуковой и радиографический контроль. Освоить метод невозможно без понимания особенностей материала при сварке.
Почему алюминий сложно сваривать
Опытные сварщики знают, что процесс сварки Al является одним из самых сложных. Работа с ним требует от рабочего определенных навыков и, конечно, знаний. При этом аргонная сварка алюминия не является исключением . Ниже приведены некоторые факты, которые обязан знать сварщик:
- Оксидная пленка, которая является главным “врагом” при сварке . Температура плавления ее больше 2000 С, хотя сам алюминий начинает плавиться уже при 660 С. Окисление чистого алюминия на воздухе происходит очень быстро, образуя все тот же оксид алюминия Al2O3.
- Обязательна зачистка металла перед сваркой. Это ключевой момент, позволяющий разбить оксидный слой. Не меняет цвета при нагревании. Сложно проследить степень нагрева детали, из-за чего, особенно у новичков, наблюдаются прожоги и происходит утечка расплавленного металла.
- Требуется много энергии. В отличие от сталей, у летучего металла высокая теплопроводность, она в несколько раз выше. Сварка алюминия аргоном требует внесения большого количества энергии. Более того, во время соединения деталей большого габарита не будет лишним выполнить ее предварительный прогрев. Высокая теплопроводность и малая температура плавления может привести к прожогу деталей.
- Необходимость заварки кратера. И еще одна технологическая особенность, после окончания сварочного процесса, в конце шва, формируется кратер, это происходит потому, что, алюминиевый сплав быстро твердеет. Для обеспечения устранения этого дефекта, в сварочных аппаратах предусмотрен специальный режим. При окончании сварки на электрод поступает увеличенный ток. С его помощью пробивают оксидную пленку в начале сварки, и заваривают кратер, образующийся в конце.
Рекомендуем! Способы сварки швеллеров между собой гост
Что необходимо учитывать при проведении работ?
Аргоновая сварка применяется для соединения многих однородных металлов, сплавов. Принцип действия этого оборудования заключается в образовании электрической дуги между вольфрамовым электродом и металлической поверхностью, которая позволяет создать сварочный шов. На обрабатываемую поверхность поступает поток инертного газа.
При проведении работ следует учитывать ряд особенностей:
- Образование оксидной плёнки. Плёнку можно расплавить при температуре 2000 градусов Цельсия. Одновременно с этим алюминий плавится при 500 градусах. Чтобы сделать качественный шов, нужно предварительно зачистить заготовку от оксидной плёнки. Сделать это можно щёткой или растворителем.
- Гигроскопичность. Алюминий активно впитывает влагу из окружающей среды. При разогреве заготовки с помощью сварочной дуги материал начинает выделять накопившую влагу. Чтобы шов получился более качественным, сварщики рекомендуют предварительно разогревать заготовку до 150 градусов.
- Зачистка обрабатываемой поверхности от воздуха. Чтобы это сделать, нужно выставить правильный поток аргона. Если газа недостаточно, материал будет вспениваться. Вольфрамовый стержень повредится. Когда газа поступает слишком много, он будет мешает формироваться шву. Увеличенный расход сделает процесс соединение заготовок более затратным.
При сварке аргоном возникают сложности в формировании шва. У новичков часто остаётся выемка (картер). Связано это с длительным нагревом поверхности. Чтобы избежать этой проблемы, нужно правильно выставить режим затухания дуги. При равномерном снижении температуры можно добиться качественного шва без образования кратера.
Подготовка металла к сварке
Без предварительной подготовки поверхности свариваемых кромок добиться качественного соединения будет невозможно.
Механический метод
Очистка пленки окислов происходит с помощью:
- наждачной бумаги;
- шабера;
- металлических проволочных щеток
Желательно использовать щетку с проволокой из нержавейки с максимальным диаметром 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому применение двух последних методов наиболее предпочтительно. Они проводятся непосредственно перед сваркой
Важно ! Какую бы щетку вы не применяли, убедитесь, что она используется исключительно для алюминия.
Причиной тому является возможность занесения частиц другого металла ,что в свою очередь значительно снижает надежность сварного соединения. Использование насадки для болгарки или электродрели не рекомендуется, т.к она способствует занесению кислорода в металл. При сильном вдавливании она разрушает структуру, оставляется поры в алюминии, которые могут создать дополнительные трудности при аргоновой сварке алюминия. В промышленности применяются специальные щетки для этих целей.
Химический метод
Разрушения оксидной пленки добиваются травлением в течении 1 мин следующим составом:
- 1л. Воды
- 50г. едкого технического натра
- 45 г. натрия технического фтористого
Затем следует промыть заготовки в проточной воде и осветить.
Важно! Химическая зачистка позволяет сохранить поверхность алюминия и его свойства в течении 3-4 дней.
Хочется отметить, что подготовки требует не только сам свариваемый металл, но также присадочный пруток в виде алюминиевой проволоки. Для получения хороших результатов рекомендуется выполнить следующие операции:
- Промывка растворителем, обезжиривание не требуется;
- Травление при температуре 60-70 °С в 15%-нм растворе натрия технического;
- Промывка холодной водой;
- Сушка;
- Прокалка в течении 15-30 мин. температурой 300 °С в атмосферном воздухе
Как подготовить соединяемые детали
Прежде чем приступать к агроннодуговой сварке деталей, важно правильно их подготовить. Кромки должны быть чистые, без какой-либо грязи и жирных пятен. Очистку можно произвести разными способами при помощи органических растворителей, например, ацетона или спирта.
Следующим этапом становится удаление оксидной пленки с поверхности материала, для чего ее нужно тщательно протереть наждачной бумагой. Помимо механического способа удаления пленки, можно провести удаление при помощи химических методов, например, травления в щелочном растворе. Но после этого деталь необходимо промыть в воде, осветлить и высушить. Во избежание окисления ее помещают в полиэтилен. Желательно очищать детали именно перед тем, как приступить к работе, так как промедление и неосторожность могут привести к повторному образованию пленки оксида, а значит, дальнейшая работа станет невозможна.
Необходимое оборудование для сварки
О сущности метода TIG-сварки здесь говорить не будем, отметим лишь что tig сварка алюминия осуществима при наличии:
- сварочного аппарата;
- электрода из вольфрама;
- защитного газа (аргон);
- присадочной проволоки.
Источник сварочного тока
При аргон сварке алюминия вольфрамовым электродом в среде защитного газа используется переменный ток (АС). Он служит для создания более качественного шва. Давайте посмотрим как это работает:
- При пересечении отметки зажигается дуга;
- При положительном полупериоде происходит разрушение оксидной пленки как основного металла ,так и присадочного прутка;
- На отрицательном цикле дуга воздействует на сам алюминий, нагревая его .Происходит охлаждение вольфрамового электрода;
- Смена полярности происходит до 100 раз в секунду при частоте 50 Гц.
На современных аргонодуговых аппаратах для сварки алюминия как минимум предусмотрены две функции регулировки :
- регулировка частоты
- изменение баланс переменного тока
Рекомендуем! Как правильно варить полуавтоматом с углекислотой
Для выполнения тиг сварки в домашних условиях вполне подходят аппараты для сварки типа Brima TIG или Сварог TECH TIG. Это универсальные источники тока, которые можно использовать в том числе и для других сварочных работ, например, для обработки черных металлов. Они отличаются неприхотливостью, простотой эксплуатации. Позволяют выполнять сварочные работы даже в квартире, разумеется, при соблюдении мер безопасности.
Вольфрамовые электроды для алюминия
Для соединения алюминия в таких условиях необходимо использовать неплавящиеся электроды из вольфрама, которые изготовлены с применением легирующих добавок.
Электроды различают по типу внесенных в их состав добавок. Это определяет марку электрода для различения их между собой их концы окрашивают в разные цвета. Всего существует несколько типов электродов, которые необходимы для сварки алюминия:
- WC 20 ( серый);
- WT 20 ( красный);
- WL 15 ( желтый)
Обычно электрод перед сваркой остро затачивается для легкого возбуждения дуги а в процессе работы он приобретает форму шарика.
Защитные газы
Применяется для защиты сварочной ванны от пагубного воздействия атмосферного кислорода. Самым распространенным является инертный газ аргон (Ar), отсюда и название этого процесса. Его использование обусловлено дешевизной и распространенностью.
Лучшего проплавление и увеличение скорости сварки добиваются применением гелия, либо смели двух этих газов(Не). О том, как варить алюминий аргоном читайте дальше.
Технология сварки алюминия аргоном – пошаговая инструкция
Настройка аппарата для сварки
В качестве примера настройки аппарата можно рассмотреть пример сварки листов толщиной 2 мм. Перед тем как включить источник тока, к нему необходимо подключить защитный газ (аргон) и настроить его подачу. Для этого используют манометр, установленный на баллоне с газом. При сварке в помещении расход аргона должен составлять от 7 до 8 литров в минуту. При выполнении работ на открытом воздухе его придется увеличить. Для сварки листов такой толщины подойдет электрод диаметром от 1,6 до 2,4 мм.
Если в процессе работы на его конце образуется шар правильной формы, то все нормально. Если нет, то необходимо подстроить источник, скорее всего, он выдает недостаточное количество тока. Вылет электрода должен составлять не более 2 мм.
Возбуждение сварочной дуги
Предпочтительным способом зажигания дуги является бесконтактный способ, реализуемый высокочастотным осциллятором. Как уже писали ранее, хорошо заточенный электрод – залог успешного зажигания дуги. При этом его расположение должно быть строго вертикально по отношению к поверхности свариваемых деталей. Дуга возбуждается точно в начале сварочного шва.
Внимание! Категорически не допускается прикосновение электродом ни основного металла, ни присадочного.
В противном случае электрод следует заточить по новой, либо вообще заменить.
Рекомендуем! Виды контактной сварки
Создание сварочной ванны
После успешного возбуждения дуги не нужно торопиться и сразу подавать присадку в зону сварки. Дождитесь образования так называемой сварочной ванны. Наблюдайте за формированием в зоне прогрева пятна расплавленного алюминия, имеющего зеркальную поверхность.
Главное не перегреть металл, ведь сварочная ванна формируется за нескольно секунд.
Запомните! Требуемое время прогрева в секундах приблизительно равно толщине металла, принятое в миллиметрах.
Выполнение сварного шва
Итак , мы добились образования сварочной ванны, теперь можно подавать присадку и одновременно перемещать сварочную горелку без колебательных движений.
Аргонодуговая сварка алюминия неплавящимся электродом состоит из следующих повторяющихся циклов:
- Образование сварочной ванны;
- Наплавка валика, формирование участка шва;
- Переход к следующему участку
Угол наклона горелки должен составлять 60-80. Присадочный пруток подается под углом 10-20.
Важно! Следует стремиться выдерживать угол 90 между горелкой и присадкой.
Как мы уже отметили, формирование сварного шва осуществляется ” капля за каплей”. Сварщик должен непрерывно следить за процессом ,чтобы размеры наплавочных валиков были одинаковыми и шов оставался красивым и качественным.
Завершение сварного шва
Не менее важным этапом тиг сварки алюминия является завершение шва, так называемая заварка кратера.
Чтобы при завершении шва “тяжелые “шлаки не оседали в металле “легкого” алюминия используют следующие приемы:
- уменьшение подачи присадочной проволоки;
- увеличение скорости перемещения горелки
Процессы продолжаются до тех пор, пока не будет образовываться сварочная ванна.
Контроль сварки и дефекты швов
Способ контроля выбирают в зависимости от степени ответственности сварного шва. Если он носит декоративный характер, то вполне достаточно визуального осмотра. Если он будет работать под нагрузкой, то, вполне возможно, придется использовать другие методы.
При ошибках в технологии, недостаточной квалификации сварщика и в некоторых других случаях, например, недостаточная чистота газа, в сварном шве возникают дефекты. По сути, их описание точно такое, как и в обычной электродуговой сварке, то есть это непровары, подрезы, наплывы и многие другие. Да и устраняют их теми же способами, то есть переделкой и доведения до требований рабочей документации. Рекомендуем к просмотру:
Выбор присадочного материала
Поскольку алюминий плавится сравнительно быстро, то подобрав неверный диаметр присадочной проволоки, можно не успевать подавать ее в зону сварки и формировать шов. Поэтому толщина припоя должна быть такой же, как и толщина свариваемых пластин. Также необходимо быть внимательным и при выборе химического состава присадочного материала. Например, изделие из дюралюминия не получится заварить с прутком для пищевого алюминия. Помочь может таблица с номерами присадочной проволоки и ее предназначением:
| Маркировка присадки, № | Предназначение |
| 1070/1100 | АД1, АМц. |
| 5754 | Для сварки алюминия с примесью магния. |
| 1450 | Для сплавов, используемых в авиастроении. Присадка оснащена титановым включением, укрепляющим шов. |
| 5183 | Для пищевых емкостей и судостроения. |
| 5554 | Для колесных дисков и емкостей химической промышленности. |
| 4043 | Для сплавов с силумином, применяемых в строительстве. |
Недостатки TIG сварки
- сниженная производительность с сравнении с MIG / MAG;
- детали горелки и сама присадочная проволока чувствительны к загрязнению ;
- для получения качественного шва требуется высокая квалификация сварщика;
- разное положение деталей требует регулировки потока газа;
- компоненты газовой горелки требуется подбирать в зависимости от свариваемых материалов;
- присадочный материал подается вручную
Сварка алюминия аргоном для начинающих может показаться довольно сложной и невыполнимой задачей. Ответственное отношение к делу и следование нашим рекомендациям обязательно приведут к намеченным целям и вы в совершенстве овладеете этим методом.
Как варить алюминий: обзор моделей и правила работы.

Сварка алюминия – сложный технологический процесс. Использование аргона во многом помогает его облегчить. Аргонодуговая сварка не столь распространена, как MMA или MIG, и в основном используется в профессиональной сфере. Но сейчас все больше и больше сварщиков хотят освоить этот метод. О том, как правильно варить алюминий аргоном, узнаете из данной статьи.
Содержание:
- 1. Сложности процесса
- 2. Какое оборудование необходимо?
- 3. Подготовка поверхности металла
- 4. Алгоритм сварки
- 5. Статьи по теме
Помимо производственной и строительной сферы, сварка с использованием аргона широко распространена в ремонте автомобилей. Есть и специализированные организации, которые оказывают услуги по аргонодуговой сварке. Скажем сразу, стоимость работ недешевая – за 1 см сварочного шва могут назначить цену в 100 – 120 рублей. Это обосновано сложностью технологии: далеко не каждый сварщик умеет варить аргоном – такие мастера на вес золота. Хотите стать одним из них? Тогда расскажем по порядку о тонкостях аргонной сварки алюминия.
Сложности процесса
- Алюминий – очень капризный металл, поэтому к нему нужен особый подход. Это обусловлено следующими его свойствами.
- Оксидная пленка – присутствует на поверхности металла и имеет температуру плавления выше, чем у самой заготовки. От нее нужно избавиться, не повредив при этом деталь.
- Большая усадка – может стать причиной изменения формы шва при его застывании.
- Легкая окисляемость – является причиной появления тугоплавкой пленки на расплавленном металле. Это препятствует образованию монолитного шва.
- Низкая температура плавления – данный вид металла начинает плавиться при температуре 660 °C. Поэтому при воздействии слишком высоких температур, необходимых для удаления оксидной пленки (свыше 2000 °C), металл теряет свою прочность.
- Сохранение цвета при плавлении – усложняет контроль состояния металла. Бывает сложно зрительно определить, что материал перегрет, поэтому могут возникнуть прожоги.
- Большая текучесть – усложняет формирование сварочной ванны, в некоторых случаях приходится использовать теплоотводящие подкладки.
- Высокая теплопроводность – требует проведения сварки с силой тока, в 1,5 раза превосходящей значение тока сварки сталей, которые плавятся при гораздо более высокой температуре.
- Подверженность образованию трещин и пор – является причиной ослабления сварного шва. Поры образуются при испарении водорода, содержащегося в алюминии, а трещины – при охлаждении детали (обычно происходит на заготовках из сплавов алюминия).
Часть этих проблем решает умение сварщика и правильная подготовка поверхности, а часть – аргонная сварка алюминия. Ведь аргон вытесняет кислород из зоны образования шва, создает электропроводную плазму, разрушает оксидную пленку. В результате удается получить качественное эстетичное соединение, не подверженное трещинам и деформации. Именно поэтому данный метод применяют при выполнении ответственных соединений. Но прежде чем описывать сам процесс, разберемся, что понадобится для работы.
Какое оборудование необходимо?

Важно помнить, что алюминий нельзя сваривать на постоянном токе прямой полярности, поэтому аппараты постоянного тока (DC) для работы однозначно не подходят. Нужен аппарат переменного тока (AC) либо универсальный (AC/DC). Очень удобны модели инверторного типа: к их достоинствам относится компактность, легкость регулировок, стабильность процесса сварки.
При покупке оборудования важно правильно определить необходимую для работы силу тока. Выбор делают исходя из толщины соединяемых деталей и типа шва. Например, для сварки металла толщиной 2 мм с отбортовкой кромок сила тока должна достигать 80 – 85 А. Если же работать с заготовкой толщиной в 4 мм и выбрать соединение встык, нужна сила тока до 150 А. Для сварки более толстого металла (до 5 – 6 мм) приходится делать двухстороннее соединение – сила тока может превышать 200 А (подробные рекомендации представлены в таблице).
Рекомендации специалистов. Выбирая сварочное оборудование, обратите внимание на модели BRIMA TIG-200 AC/DC и BlueWeld Prestige TIG 222 AC/DC HF/Lift. Они имеют микропроцессорное управление, бесконтактное высокочастотное возбуждение дуги, функцию форсирования дуги. Контроль рабочих параметров упрощается за счет электронного дисплея. Максимальное значение сварочного тока достигает 200 А. У аппарата BlueWeld предусмотрена защита от короткого замыкания и перепадов напряжения, есть возможность подключения водяного охлаждения для продолжительной работы без угрозы перегрева. Если вам нужен аппарат с большим значением силы тока, подойдет аргонодуговая установка СЭЛМА УДГУ-251 АC/DC (250 А), работающая от трехфазной сети. В конструкции предусмотрены колеса для удобства перемещения.
Также аргонодуговая сварка требует применения дополнительного оборудования: газового баллона, рукавов для соединения с рабочим инструментом, горелки. Оснасткой являются неплавящиеся вольфрамовые электроды и присадочный пруток (параметры выбора приведены в таблице).
Подготовка поверхности металла
Важным этапом является очистка кромок заготовок. Прежде всего нужно провести механическую обработку и обезжиривание. Для удаления жировых и масляных следов используют ацетон или другой растворитель. Также может потребоваться разделать кромки – обычно это необходимо заготовкам толщиной свыше 4 мм. Данный процесс заключается в их скосе, чтобы сварочная ванна находилась ниже поверхности детали – для формирования корня шва. Чтобы исключить прожоги, оставляют небольшое притупление. Для тонких деталей применяется метод отбортовки, то есть кромки загибаются под прямым углом относительно листа таким образом, чтобы при стыковке они плотно прилегали друг к другу. Правильная подготовка кромок перед аргонной сваркой алюминия поможет снять деформацию и напряжение в заготовке и повысит качество формирования шва.
Важно удалить с металла оксидную пленку. С этой целью кромки заготовок на ширине до 30 мм подвергают абразивной обработке, например, проходятся наждачной бумагой. Может использоваться и напильник.
Рекомендации специалистов. Чтобы обеспечить эффективный отвод тепла, заготовку размещают на стальной или медной прокладке. Особенно важна такая мера при работе с тонкими листами – это поможет избежать прожогов.
Алгоритм сварки
После того как детали будут готовы к сварке, необходимо правильно настроить сварочный ток, выбрать электрод нужного диаметра и присадочную проволоку. Воспользуйтесь информацией, приведенной ниже. Если сварочный аппарат двухрежимный, его нужно перевести в режим переменного тока (АС).
Таблица
| Способ формирования шва | Сила тока, А | Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм |
| С отбортовкой кромок | 45 – 50 | 1,0 | 1,0 | – |
| 70 – 75 | 1,5 | 1,6 – 2,0 | – | |
| 80 – 85 | 2,0 | 1,6 – 2,0 | – | |
| Встык, односторонний | 55 – 75 | 2,0 | 1,5 – 2,0 | 1,0 – 2,0 |
| 100 – 120 | 3,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| 120 – 150 | 4,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| Встык, двусторонний | 120 – 180 | 4,0 | 3,0 – 4,0 | 3,0 – 4,0 |
| 200 – 250 | 5,0 | 4,0 – 5,0 | 3,0 – 4,0 | |
| 240 – 270 | 6,0 | 4,0 – 5,0 | 3,0 – 4,0 |
 Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Важно правильно подобрать интенсивность подачи инертного газа. Во многом это зависит от силы тока и скорости ведения горелки. Например, при сварке алюминиевого листа толщиной в 1 мм с силой тока до 50 А расход аргона составляет 4 – 5 л/мин. Если приходится обрабатывать деталь толщиной в 4 – 5 мм, а значение сварочного тока превышает 150 А, расход увеличивается до 8 – 10 л/мин. Чрезмерная подача аргона в зону сварки может стать причиной подмешивания в газ воздуха, что негативно скажется на формировании шва. Если же, напротив, газа недостаточно, не удастся добиться эффективной защиты сварочной зоны от кислорода.
Рабочий процесс начинается с продувки газом. Для этого горелку включают на 20 секунд. Подносят рабочую часть к металлу на расстоянии до 2 мм – это оптимальное расстояние для возбуждения электрической дуги. Важно помнить, что аргонная сварка алюминия, впрочем, как и других металлов, не терпит разжигания дуги касанием. Поток аргона защищает зону сварки от кислорода, а электродуга расплавляет кромки и присадочную проволоку (при ее использовании). Для формирования шва следует держать горелку так, чтобы электрод был расположен под углом в 70 – 80° относительно детали.
Если вы используете присадочную проволоку, она должна подаваться под прямым углом относительно электрода. Проволока движется перед электродом, так удается лучше защитить шов. Подача присадочного материала осуществляется короткими возвратно-поступательными движениями. Процесс заключается в том, что проволока приближается к поверхности и касается кончиком, затем направляется назад и вверх. Недопустимы поперечные движения электрода и проволоки. Чтобы шов был равномерным, движения сварщика должны быть плавными. Если делать резкие движения, металл может разбрызгиваться.
Рекомендации специалистов. При аргонной сварке алюминия на протяжении всего шва старайтесь соблюдать одинаковое расстояние между электродом и заготовкой – оно должно быть не более 1,5 – 2,5 мм. Чем оно меньше, тем короче будет дуга, а металл расплавится равномерно. В итоге вы получите эстетичное и прочное соединение.
Из-за усадки алюминия при нагреве расплавленный металл быстро застывает. Поэтому углубление в конце шва при охлаждении может лопнуть. Чтобы этого не случилось, необходимо в конце шва направить дугу в обратную сторону и заварить это углубление. После окончания следует продуть горелку газом – не более 10 секунд. Как определить качество шва? Он должен иметь одинаковую ширину, а его структура – напоминать чешуйки. При этом не должно быть пузырей, наплывов и непроваров.
Вот и все, что нужно знать об аргонной сварке алюминия на начальном уровне. Надеемся, что наша статья помогла вам разобраться в технологии и особенностях процесса. Чтобы приступить к работе, вам понадобится оборудование для TIG-сварки. Купите его в нашем интернет-магазине и как можно быстрее приступайте к работе!





