Аккумуляторные светильники
Фильтр
- Показывать по 20
- Показывать по 40
- Показывать по 60
- По цене
- По просмотрам
- По новинкам

Светильник аккумуляторный, 1 LED/1W 230V, AC “Туалет женский” красный 110*110*20 mm, серебристый, EL54, габариты – 110*110*20 мм,

Светильник аккумуляторный, 1 LED/1W 230V, AC “Туалет мужской” синий 110*110*20 mm, серебристый, EL53, габариты – 110*110*20 мм,

Светильник аккумуляторный, 1 LED/1W 230V, AC “Wi-fi” синий 110*110*20 mm, серебристый, EL51, габариты – 110*110*20 мм,

Светильник на батарейках с датчиком движения FN1201 23292, Потребляемая мощность – 1 Вт., габариты – 110*100*60 мм,

Светильник на батарейках с датчиком движения FN1201 белый 23291, Потребляемая мощность – 1 Вт., габариты – 110*100*60 мм,

Светильник-ночник на батарейках с датчиком движения FN1200 23290, Потребляемая мощность – 1 Вт., габариты – 115*115*45 мм,

Светильник аккумуляторный, 30LED AC/DC, белый, EL120, габариты – 200*60*20 мм,

Светильник аккумуляторный, 5W Е27 AC/DC (литий-ионная батарея), белый, WL16, габариты – 60*60*110 мм,

Светильник аккумуляторный, 30 LED DC, белый, EL15, габариты – 203*68*45 мм,

Светильник аккумуляторный, 6 LED/1W 230V, AC зеленый 355*145*25 mm, серебристый, EL55 артикул 32551, Потребляемая мощность – 1 Вт., габариты – 355*145*25 мм,

Светильник аккумуляторный, 22 LED AC/DC, белый, EL14, габариты – 350*50*55 мм,

Светильник аккумуляторный, 60LED AC/DC, белый, EL121, габариты – 330*73*30 мм,

Светильник аккумуляторный, 30 LED AC/DC, белый, EL20, габариты – 350*52*58 мм,

Светильник аккумуляторный, 60 LED DC, белый, EL19, габариты – 403*67*46 мм,

Светодиодный прожектор Feron LL-514 переносной 50W, 6400K, IP44 32724, Потребляемая мощность – 50 Вт., световой поток – 5000 Лм., габариты – 270*300*180 мм,

Светильник аккумуляторный, 80 LED DC, белый, EL18, габариты – 258*67*42 мм,

Светильник аккумуляторный, 90 LED AC/DC, белый, EL17, габариты – 660*65*66 мм,

Светодиодный прожектор Feron LL-912 переносной с зарядным устройством IP65 20W 6400K, Потребляемая мощность – 20 Вт., световой поток – 1600 Лм., габариты – 215*185*320 мм,

Светодиодный прожектор Feron LL-913 переносной с зарядным устройством IP65 30W 6400K, Потребляемая мощность – 30 Вт., световой поток – 2400 Лм., габариты – 215*185*350 мм,
Аккумуляторный светодиодный светильник: переносная LED-лампа для дома с датчиком движения
Аккумуляторные светильники для дачи
Аккумуляторный светильник FERON EL115
Светильник с датчиком движения Navigator 61 315 DPB-01-.
Светодиодный аккумуляторный светильник Feron, 40 светод.
Светодиодный аккумуляторный светильник Feron,,белый, EL.
Садовый светильник на солнечной батарее с датчиком движ.
светильник аккумуляторный светодиодный feron 30led ac/d.
Светодиодный аккумуляторный светильник Feron, 80 светод.

Светильник IEK LDPA0-2104-60-K01

Светильник IEK LDPA0-2101-30-K01

Светильник iSvet EL9030
Светильник аккумуляторный, 90 LED AC/DC (Литий-ионная б.

Светильник iSvet EL9060

Садовый светильник на солнечной батарее с датчиком движ.
Светильник аккумуляторный, 80 LED DC (свинцово-кислотна.
Аварийный светильник Feron Светильник аккумуляторный, 4.
Уличный LED светодиодный водонепроницаемы светильник (ф.
Аккумуляторный светильник FERON 12670
Уличный светильник Bradex
светильник аккумуляторный светодиодный feron 30led ac/d.
Светильник аккумуляторный, 22 LED AC/DC, (Литий-ионная.
ISvet Светильник на солнечной батарее SLR-008
светильник аккумуляторный светодиодный feron 30led ac/d.
Светильник Vito аварийный аккумуляторный белый настенны.
Настенный водонепроницаемый (waterproof) светодиодный с.
Садово-парковые светильники “Техно” Светильни.
Светильник Vito аварийный белый аккумуляторный T8 1x 20.
Светильник на солнечной батарее с датчиком движения Eve.
Аккумуляторный светильник FERON EL121
Аккумуляторный светильник Camelion LA-111
Газонные светильники на солнечной батарее Feron Светиль.
Светильник садовый “ЭРА Электротовары”, на со.
Светильник садовый UNIEL Magic beacon на аккумуляторной.
Автономный светильник с пультом Remote Brite Light
Садовый светильник Feron 06175
Аккумуляторный светильник Camelion LA-115
Садовый светильник декоративный аккумуляторный GLQ 30PL.
Газонные светильники на солнечной батарее Садовый свети.
Аккумуляторный светильник Camelion LA-111
Светодиодный LED светильник аккумуляторный аварийный Fe.
Беспроводной светодиодный светильник с датчиком движени.
Аварийный светильник TDM ЛБА 3923
Светильник аварийный Молния РИП ‘выход’ (220В) c аккуму.
Feron Светильник аккумуляторный, 40 LED DC, белый, EL21
Светильник на солнечной батарее с датчиком света TD 040.
Настенный светильник “Lamper”, на солнечных б.
Светодиодные аккумуляторные светильники
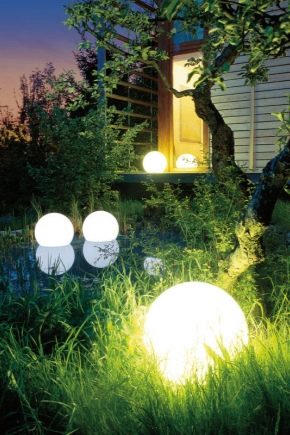
Светодиодные светильники (LED) с аккумуляторной батареей – автономные устройства, для работы которых не обязательно подключение к электрической сети 220 В. Такие приборы широко применяются в тех случаях, когда невозможна или не оправдана установка обычных осветительных элементов. Благодаря богатым дизайнерским решениям светодиодные устройства могут стать ярким и полезным предметом интерьера.
Особенности
Светодиодные светильники по конструктивным особенностям делятся на аккумуляторные (DC) и комбинированные (AC), которые могут работать как от сети, так и от батареи. Съемный элемент питания располагается в корпусе осветительного прибора и при необходимости может быть легко заменен самостоятельно. Помимо батареек, некоторые современные LED модели оснащены литий-ионным аккумулятором, который можно заряжать, а его срок службы составляет около 3-х лет.






Также аккумуляторные светильники просты в монтаже, их установка под силу человеку, не имеющему опыта работы с электричеством и сложными техническими устройствами.
Плюсы и минусы
Диодные приборы освещения для дома имеют существенные преимущества перед классическими светильниками:
- Экологическая безопасность. Диоды не содержат вредных примесей и ртути, как, например, люминесцентные лампы, а значит, не наносят вреда человеку и природе.
- Энергоэффективность. Светодиоды потребляют крайне мало энергии, поэтому заряда аккумулятора хватит надолго.
- Параметры освещенности. LED-лампы очень яркие, имеют различные вариации исполнения и технические характеристики, поэтому каждый сможет подобрать подходящий уровень света.
- Долговечность. Диоды служат до ста тысяч часов, чем значительно опережают другие лампы, в том числе энергосберегающие.
- Компактность. У светильников с аккумулятором отсутствуют провода. Это дает возможность использовать их в любых помещениях без предварительного штробления стен и прокладки электрокабеля.
- Богатый выбор. Светодиодные светильники разнообразны по своему дизайнерскому исполнению, размерам и назначению, поэтому подобрать подходящий под интерьер LED-прибор не составит труда.
- Неприхотливость. Температурный режим работы светодиодного светильника – от +600 C до – 600 С.


Несмотря на преимущества, у этих осветительных элементов есть один недостаток – необходимость менять аккумулятор. Однако если учесть, что диоды потребляют сверхмалые количества энергии, батареи хватает надолго. К тому же, даже с учетом периодической замены элемента питания, пользоваться LED светильником будет дешевле, чем обычным, работающим от сети.
Область применения
Аккумуляторные LED светильники – современные безопасные осветительные приборы. Их применяют:
- для декора фасада здания, сада и других уличных объектов;
- для освещения улиц;
- для подсветки садовых дорожек (такие светильники часто оборудуют солнечными батареями);
- внутри помещения для различных целей;
- в качестве елочных украшений;
- как элементы аварийного освещения.






Часто LED светильники устанавливаются в детских комнатах. Они используются как настольные лампы или ночники.
В специализированном магазине можно найти широкий выбор разнообразных LED светильников.
Среди них представлены следующие модели:
Их отличает не только область применения, но и конструктивные и технические особенности:
- Переносные светильники нередко дополняются зарядным устройством, подходящим к автомобильному прикуривателю. Такие приборы универсальны, их можно брать с собой в дорогу, на отдых. Некоторые модели заключены в водонепроницаемый корпус, который позволяет использовать устройство в дождь или в помещениях с повышенной влажностью.

- Стационарные светильники чаще всего представлены приборами, которые используются при аварийных ситуациях, когда отключается электроэнергия. Эти приборы способны работать на протяжении 3-4 часов, эффективно освещая помещение. Все современные многоэтажные жилые дома и производственные помещения должны быть оборудованы специальными аварийными табличками-индикаторами, которые указывают на выход из здания. Также существуют приборы для резервного освещения и подсветки опасных участков. Некоторые модели оснащаются датчиком движения.


- Интерьерные LED приборы могут быть как настенными, так и настольными моделями. Подходят для ежедневного использования, а также в ситуации отключения электроэнергии. Разнообразны по дизайну, применяются в коридорах, детских комнатах, гостиных. К некоторым моделям прилагается пульт дистанционного управления, который позволяет включать и выключать светильник и регулировать яркость освещения.
Существуют модели светильников, оборудованные датчиком освещенности, самостоятельно настраивающие в зависимости от условий яркость диодов.


Как выбрать LED светильник?
При покупке аккумуляторного прибора освещения следует придерживаться следующих правил:
- Учесть необходимые размеры. Габариты диодных светильников сильно разнятся, поэтому покупать их следует, учитывая необходимые параметры.
- Определить нужную мощность. В зависимости от назначения, яркость LED прибора может колебаться от 1300 до 2300 люменов.
- Продумать необходимый угол рассеивания и тип светодиодов, в зависимости от назначения. Так, для настенных и настольных ламп используются разные осветительные элементы.
- Уровень влагозащищенности должен быть не ниже IP5. Именно такой параметр имеют качественные и долговечные приборы.

Также некоторые аккумуляторные светильники имеют несколько режимов работы и несколько цветовых режимов, что позволяет разнообразить интерьер внутри или снаружи помещения. Обратите внимание на тип и емкость аккумулятора.
Если планируется пользоваться устройством постоянно – следует отдать предпочтение моделям со встроенным литий-ионным аккумулятором. Такие приборы прослужат дольше, чем работающие на батарейках.
Правила эксплуатации
Чтобы аккумуляторный LED светильник прослужил долго, необходимо соблюдать следующие правила:
- проводить регулярную чистку осветительного устройства мягкой сухой тканью;
- не размещать светильник вблизи легковоспламеняющихся предметов;
- не использовать при повреждении корпуса или элемента питания.
- не вносить изменения в конструкцию прибора;
- эксплуатировать устройство в рекомендованных условиях, учитывая уровень нагрузки и параметр влагозащищенности.

Несмотря на безопасность светодиодных осветительных элементов, следует проявлять осторожность при использовании их детьми. Мелкие элементы питания могут быть проглочены, а литий-ионный аккумулятор при повреждении оболочки может взорваться и привести к пожару.
Требования
Светодиодные лампы безопасны и их широко применяют не только в жилых помещениях, но и на улицах, в медицинских и образовательных учреждениях. Приборы LED освещения не оказывают вредного воздействия на организм человека, если отвечают следующим требованиям:
- Условный защитный угол должен составлять не менее 90 градусов с целью ограничения слепящего воздействия на глаза.
- Габаритная яркость – не более 5000 кд/м. Для соблюдения этого параметра в светильниках применяются рассеиватели.
- Допустимая неравномерность яркости должна быть 5 Lmax к 1 Lmin. Может быть измерена специальным прибором.
- Цветовая температура белых светодиодов не должна превышать 40000 K. Этот параметр определяет цветовую тональность лампы.
- Мощность не должна быть больше 0.3 Вт.
В качественных LED светильниках, изготовленных по ГОСТу, все перечисленные параметры указаны на упаковке или в сопроводительных документах.
Выбирая аккумуляторный светодиодный осветительный прибор, можно значительно сэкономить на счетах за электроэнергию. LED – современная и безопасная альтернатива ртутным энергосберегающим лампам.
Примеры использования светодиодных светильников в доме и саду можно посмотреть в следующем видео.
Светодиодные светильники LED с датчиком движения




Сертификат дилера Foton Lighting
Сертификат поставщика IEK


Светодиодный светильник LED ДПО с датчиком движения используют для освещения входных групп, подъездов, организации дежурного света в торговых, складских и офисных зданиях, на объектах ЖКХ. Лампа включается, как только в зону покрытия датчика попадает движущийся объект.
Что означает аббревиатура ДПО
- Д – диод (источник света).
- П – потолочный (метод установки).
- О – для общественных зданий (назначение)
Светодиоды защищены от механического повреждения, выдают стабильный ровный поток света без пульсации, служат до 50 000 часов или 15 лет. Из-за экономичности и долговечности светильники LED ДПО применяют для подсветки общественных зданий.
Светодиодный светильник с ИК датчиком или датчиком движения решает две задачи:
- Повышает безопасность: обычный прохожий не получит травму, передвигаясь в темноте, а злоумышленник не сможет подойти к охраняемому объекту незамеченным. Оборудование с датчиками движения часто монтируют совместно с системами безопасности – охранной сигнализацией, видеонаблюдением.
- Экономит электроэнергию. Освещение работает, только когда в зоне действия есть движение. Снижается риск не выключить свет или держать лампу постоянно включенной ради безопасности.
Одно из преимуществ установки светодиодов в общественных зданиях – они не требуют отдельной утилизации, не содержат и не испаряют вредных веществ. Это заметно удешевляет эксплуатацию и обслуживание электрооборудования.
Принцип действия
Светильник LED ДПО состоит из пластикового/стального корпуса, рассеивателя, источника излучения (диода), драйвера, детектора движения и освещенности. Чаще всего устанавливают пассивный инфракрасный датчик движения, который улавливает тепловое излучение, исходящее от объекта. Когда в зону действия попадает движущийся объект, лампа загорается. Через настраиваемый промежуток после прекращения движения лампа гаснет. Время реакции и продолжительность свечения устанавливают реле.
В некоторых моделях есть встроенный детектор освещенности. Он оценивает количество света и замыкает контакт, только если его недостаточно. Это позволяет исключить срабатывание, когда на улице светло. Реже монтируют модели с акустическим датчиком, который реагирует на звук шагов, хлопок, разговоры. Освещение отключается через некоторое время после исчезновения звука. Акустический детектор используют одновременно с фотореле. Такая модель подходит для освещения подъездов.
Монтаж
Светильник в защищенных корпусах можно устанавливать в помещениях с высокой влажностью и запыленностью, например, промышленных цехах. Он крепится к потолку на подвесах либо накладным способом. Большинство бытовых моделей – накладные. Например, светильник LED ДПО IEK.
Антивандальное исполнение, компактные размеры, механическая прочность позволяют монтировать лампы ДПО в местах с высокой проходимостью.
По типу питания светодиоды бывают с питанием от сети 220 В, от батареек и от аккумуляторов. Последние два вида удобно использовать там, где прокладка питающего кабеля невозможна или сопряжена с большими трудностями – на чердаке, в багажнике автомобиля, в подвале.
Менеджеры магазина «Электрика – 21 век» подберут светотехническое оборудование под ваш проект. Мы продаем светодиодные светильники с инфракрасным датчиком движения IEK и Foton Lighting по прямым дилерским ценам. Большинство позиций каталога есть на складе – их отгружаем в течение 2-4 дней. Менеджеры ответят на ваши вопросы, сориентируют по срокам отгрузки и доставки.
За консультациями обращайтесь по телефону 8-800-707-85-47.
Как варить алюминий электродом
Из алюминия произведено множество конструкций применяемых в устройстве автомобиля. Это могут быть блоки двигателя, коробки передач и элементы кузова. Изготавливают из этого нержавеющего материала различные емкости для промышленных и бытовых нужд. В случае образования трещины или свища заварить проблемное место лучше в среде аргона специальным аппаратом. Но если такой возможности нет, то можно воспользоваться инвертором. Сварка алюминия электродом в домашних условиях требует определенного режима и предварительной подготовки. Используются и специализированные расходные материалы. Как все это осуществить описывается ниже и демонстрируется на дополнительном видео.

Сварочный процесс-трудности работы с материалом
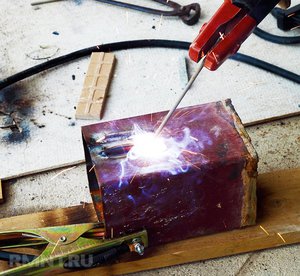
Электрической дугой можно соединять многие виды железа. У нее достаточно высокая температура горения, что позволяет хорошо проплавлять разную толщину пластин и создавать надежные и герметичные соединения. Но сваривать алюминий инвертором сложнее ввиду нескольких специфичных особенностей этого материала.
Первой трудностью являются гигроскопичные свойства алюминия. Материал способен впитывать окружающую влагу и накапливать в себе. Это не проявляется видимым образом на охлажденном изделии, но сразу станет заметно при ведении сварки. Когда зажигается дуга и металл оказывается в зоне повышенной температуры, то влага начинает испаряться с его поверхности, неизбежно попадая в зону сварки. Это приводит к чрезмерным брызгам и помехам при выполнении шва. Чтобы предупредить такое явление, требуется предварительный подогрев изделия горелкой при температуре 150-190 градусов. Во время выполнения процедуры можно увидеть выделение влаги на поверхности.
Еще одной сложностью является оксидная пленка, покрывающая все изделие тонким слоем. Она защищает металл от разрушения в кислотной среде, но существенно мешает свариванию инвертором в домашних условиях. Трудность заключается в огромной разнице температур плавления. Алюминиевый материал плавится при 500 градусах, а его оксид при 2000 градусах. Чтобы устранить этот перепад необходимо зачистить место сварки железной щеткой, дающей доступ к основному металлу.
Взаимодействие с окружающим воздухом способствует образованию пор в структуре шва, что значительно понижает его герметичные свойства. Защита сварочной ванны выполняется подачей аргона в случае TIG, или созданием газового облака от покрытых электродом при сварке инвертором в домашних условиях.
Поскольку чистый алюминий не используется в изделиях, то трудностью для сварки могут быть другие элементы входящие в сплав. Так, марки Ал2 и Ал9 с содержанием силумина от 4 до 13% считаются ограниченно свариваемыми. Такие же показатели имеют марки AMr1 и AMr6, где марганец может добавляться от 2 до 6%. Дюралюминий Д16 относится к трудносвариваемым.
Выполняем сварку: этапы работы
Как сварить алюминий стало понятно после многочисленных попыток и экспериментов. Далее представлены пошаговые действия, позволяющие получить качественное соединение в домашних условиях:
- Если свариваемые пластины имеют толщину более 5 мм, то необходима разделка кромок. Стандартом считается срез краев под 45 градусов, но допускаются и другие значения. Стоит отметить, что чем больше угол разделки, тем шире получится сварочный шов. При толщине пластин более 7 мм между ними требуется технологический зазор в 2 мм. Если рабочим объектом является трещина, то ее необходимо расширить отрезным диском и «болгаркой», иначе шов будет поверхностным.
- Подготовленное изделие необходимо прогреть. Удаление влаги производится пропан-кислородным пламенем. Это может быть резак или обычный баллончик с бытовой горелкой. Нагреть необходимо поверхность до 150 градусов. Проверить это можно специальным аппаратом или визуально по сухому состоянию материала.
- После нагрева быстро осуществляется зачистка оксидной пленки. Для этого подойдет обычная щетка по металлу. Снять тугоплавкий слой важно в начале зоны сварки. Последующее действие будет оказывать электрод, чей состав и температура разъедают оксид, позволяя производить сварку.
- На подготовленном материале ставятся прихватки, фиксирующие свариваемые стороны. Корневой шов необходимо провести ровно, заполнив зазор. Угол относительно свариваемых частей необходим в 90 градусов. Это непривычно для начинающих сварщиков, или тех, кто работал только с углеродистой сталью. Но так расплавляемый металл будет точнее попадать в место соединения. После небольшого остывания поверхности отбивается шлак. Это происходит довольно трудно, поэтому требуется острый молоточек.
- Последующие слои шва наносятся до того уровня, чтобы заполнить всю толщину материала и создать небольшой валик поверх места соединения.
- Швы ведутся короткой дугой. Чрезмерное увеличение зазора может приводить к обрыву дуги. На конце электрода образуется нагар в виде белого слоя. Это выступающая щелочь. Чтобы продолжить сварку требуется удалить этот диэлектрик.
Электрод при сварке алюминия инвертором плавится быстрее, чем при работе с обычной сталью, поэтому тренировки на нерабочей поверхности помогут привыкнуть руке к сохранению дистанции.
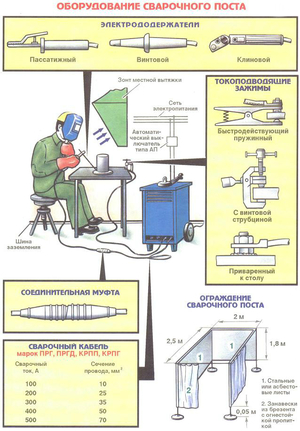
Оборудование и электроды
Сваривание изделий из алюминия можно выполнять обычным инвертором. Аппарат удобен для транспортировки и передвижению на месте. Полярность необходимо выставить так, чтобы в руках сварщика находился «плюс», а на изделие крепился «минус». Потребуется розетка с 220 V.
Электроды необходимы специализированные, например UTP 48, или аналоги. Они бывают различных диаметров и подбираются по толщине металла. Состав расходных материалов тоже имеет гигроскопичные свойства, что требует предварительной просушки для образования качественного соединения. Подходящие режимы для сварки могут быть такими:
| Толщина пластин, мм | Диаметр электрода, мм | Сила тока, А |
| 2 | 2.5 | 50-70 |
| 3 — 4 | 3.2 | 80-100 |
| 5 | 4 | 90-130 |
Алюминий позволяет долго служить изделиям. А его сварка в домашних условиях простым инвертором обеспечивает быстрый ремонт важной детали или корпуса. Применяя вышеизложенные рекомендации и приобретя подходящие электроды можно быстро заварить требуемую конструкцию из алюминия.
Как и чем варить алюминий

Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
- На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.

Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.

Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.

Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.

Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Как заварить алюминий электросваркой
Алюминиевые конструкции, детали иногда нужно срочно отремонтировать. Имея навыки сварщика, многие самостоятельно заваривают алюминий электросваркой. В домашних условиях качественно выполнить шов не получится. Но как экстренную меру сварку алюминия электродом часто используют. Во время работы с легким металлом нужно учитывать особенности сплавов. Марганец увеличивает окислительную способность, магний улучшает свариваемость, кремний снижает температуру плавления.

Особенности сварки алюминия электродом
Сварить алюминий электродом без защитной атмосферы не получится. Горячий металл быстро насыщается водородом, шов получается пористым, расплав сильно разбрызгивается, шов получается неровным. Чтобы уменьшить разбрызгивание, металл варят на токе обратной полярности, на деталь подключают минусовую клемму, к держателю подводят плюс. Заготовки предварительно прогревают до +150 – +190°С, чтобы устранить воду, накапливающуюся в порах оксидного слоя.
Возникают трудности из-за оксидной пленки, она расплавляется при +2037°С, алюминий – при +660°С. Перед сваркой оксидный слой зачищают до блеска. Чистота поверхности влияет на качество соединения. У сплавов хорошая теплопроводность, он быстро нагревается, остывает, дает большую усадку, возникают внутренние напряжения, трещины. При сварке металла используют теплоотводящие подкладки. Они поддерживают необходимую температуру. Легкий металл в домашних условиях варят на высоких токах. Электроды выбирают специальные, предназначенные для сварки.
Выбор сварочного аппарата и электродов
Алюминий относится к плохо поддающимся сварке металлам. Сила рабочего тока должна быть в 1,5 раза выше, чем для стали. Сварочный аппарат должен генерировать постоянный ток до 250–300 ампер. Для работы подойдет бытовой аппарат для сварки, работающий от сети 220 В. Можно подобрать выпрямители, трансформаторы или генераторы, но лучше остановить выбор на инверторе, его преимущества:
- высокий КПД, до 95%;
- низкие индуктивные потери;
- снижение расхода тока за счет автоматического отключения;
- аппарат спокойно переносит просадку напряжения в сети;
- поддерживается стабильная дуга, достаточно задеть заготовку;
- есть дополнительные функции;
- небольшие габариты, можно переносить его в любое место.
Легкие сплавы несколькими электродами с солевой обмазкой, образующей шлаковый защитный слой:
- Озана, Озана-2 производства Спецэлектрод;
- ОК 96.20, 96.10, 96.50, шведская компания ESAB;
- УАНА отечественных производителей.
Можно использовать другие расходники, предназначенные для сварки алюминиевого литья и сплавов. Заготовки 2мм варят диаметром 2,5, для 3–4 мм деталей выбирают толщину 3,2; максимальный диаметр стержней – 4
Технология сварки алюминия электродом
В домашних условиях заготовки предварительно зачищают. У деталей, свыше 3 мм, разделывают кромки под углом 45–60°. Чем больше угол, тем качественнее получится шов. Если пластины толще 7 мм, их укладывают с зазором 2 мм. Трещины предварительно выравнивают, углубляют болгаркой, края высверливают, чтобы снять внутренние напряжения.
Как варят алюминий электродами:
- сначала заготовки прихватывают в нескольких местах;
- корневой шов ведут, держа электрод перпендикулярно;
- толстые детали варят в несколько проходов, каждый слой простукивают для снятия окалины;
- наплавочный валик должен выступать на 2-5 мм в зависимости от толщины деталей.
Сваривать алюминий нужно с соблюдением рабочего режима (толщина заготовки, мм/ток, А):
Толщина заготовки, мм
Начинающим сварщикам до выполнения шва нужно потренироваться на нерабочих поверхностях, чтобы привыкнуть держать короткую дугу.
Электросваркой ремонтируют детали, работающие под статической нагрузкой на сжатие. Это не самый эффективный метод ремонта. Швы не выносят скручивания, изгибов, сразу трескаются.
Технология сварки алюминия электродом
 В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
- Особенности работы с алюминием
- Этапы сварочных мероприятий
- Подготовительные действия
- Оборудование и электроды
- Важные рекомендации для сварщиков
- Причины ухудшения свариваемости металла
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
 Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
 Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
 Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
 Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
 Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что  технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.





