В борьбе за влагостойкость фанеры все методы хороши!

Чем отличается водостойкая фанера от обычной?
Все разновидности материала изготавливаются на основе шпона из лиственных и хвойных пород деревьев. Чтобы соединить слои между собой, используются специальные клеевые растворы, которые наносятся в соответствии с определенной технологией. Именно это придает продукции водоотталкивающие свойства.
- К обычным вариантам относятся изделия с маркировкой «ФБА», производимые на основе альбумино-казеинового клея. Такие панели отличаются предельной экологичностью, но не способны выдерживать повышенную влажность, что ограничивает область применения материала.
- Более устойчивая разновидность – ФК, для склеивания которой используется карбамидный клей с фенольными добавками. Такая вариация характеризуется низким уровнем водостойкости, поэтому подходит для укладки внутри помещений и не рекомендуется для монтажа в ванной, на балконе и открытых террасах. Даже присутствие специальных добавок не способно предотвратить коробление при воздействии серьезной влажности и прямом попадании воды.
- Хорошей влагостойкостью обладают плиты ФСФ. Это объясняется использованием при производстве фенолформальдегидного клея. Хотя такой материал способен противостоять пагубному влиянию, он имеет низкие показатели безопасности из-за токсичности.
- Полностью водонепроницаемой является ФБС. Это бакелитовая фанера, которая выдерживает даже воздействие морской воды. Технология изготовления заключается в полном или частичном погружении плиты в склеивающий и защитный состав.
Чаще всего в качестве исходного материала выбирают относительно недорогие марки «ФК» и «ФСФ», но следует помнить, что фанера «ФСФ» категорически запрещена к использованию в жилых помещениях
ФСФ не рекомендована для монтажа внутри дома и встречается не во всех строительных магазинах, а ФБС стоит очень дорого, поэтому при использовании обычных вариантов можно повысить параметры устойчивости к пагубному воздействию самостоятельно.
На заметку! За счет наличия внешней облицовки ламинированные плиты имеют улучшенные свойства.
Как сделать фанеру влагостойкой своими руками
Для придания нужных характеристик используются различные методы, предполагающие применение специальных пропиток.
Покраска нитроэмалью
Это эффективный способ, обеспечивающий получение поверхности, устойчивой даже к прямому контакту с водой.
- Проводится шлифовка всех сторон листа абразивом с крупной и средней структурой.
- Поверхность полностью покрывается олифой, особенно хорошо требуется пропитать торцы.
- Краска разводится до жидкого состояния и укладывается равномерно на высохшую плиту. Состав играет роль грунтовки, создавая надежную основу для будущих работ. Красить рекомендуется в 2–3 слоя. Учитывается, что последнее покрытие должно иметь наименьшую толщину.
- В качестве дополнительной защиты применяется стеклоткань, пропитанная нитрорастворителями. Полотно наклеивается на всю площадь панели, но только после первого слоя краски.
Нитроэмаль полностью высыхает за пару часов, но эта краска имеет сильный и резкий запах растворителя, к тому же наносить ее нужно не менее 2 – 3 раз, так как состав сильно впитывается
Технология допускает использование аналогичных составов, имеющих пометку о влагостойкости.
Пропитка олифой
Этот раствор относится к обычным и наиболее доступным. В домашних условиях масло используется в качестве антисептика и увеличивает долговечность изделия. Обработка осуществляется по следующему алгоритму:
- Подготавливается подходящая емкость, валик и кисточки. Олифа хорошо размешивается и переливается в тару. Состав разогревается до температуры 60 градусов. Требуется соблюдать осторожность, ведь материал является огнеопасным.
- Готовым раствором нужно обработать все фанерные листы. Важно тщательно пропитывать каждый участок, особое внимание уделяется краям.
- Выполняется принудительная просушка поверхности. Для этого целесообразно использовать строительный фен с регулировкой мощности.
- Олифа подогревается, повторяется весь цикл обработки. Смесь нужно наносить до тех пор, пока она не перестанет впитываться.
Натуральные виды олифы имеют высокую цену, поэтому чаще всего фанера обрабатывается полунатуральными составами, которые называют оксолями
Получившееся покрытие не только обладает устойчивостью к сырости, но и уничтожает плесень и грибок.
Внимание! Основа подходит для лакирования и окрашивания составами, которые содержат олифу, использованную для обработки.
Покрытие клеем ПВА
Такую пропитку для фанеры рекомендуется применять при необходимости дополнительной защиты от гниения, что особенно актуально для половых покрытий.
Поливинилацетатным составом обрабатывают плиты похожим образом: нанесение осуществляется последовательно с обеих сторон, пока поверхность не перестанет впитывать раствор, торцам уделяется особое внимание.
Основное отличие от предыдущего метода в том, что нельзя выполнять принудительную просушку. К тому же весь комплекс работ потребует не менее 7 дней, поскольку пленка образуется довольно долго.
Для обработки фанеры с целью защиты от гниения не обязательно использовать клей, гораздо лучше работают дисперсные составы на основе ПВА с добавлением антисептика
Пропитка фанеры для влагостойкости: 4 проверенных способа
Фанера – самый популярный материал в строительной сфере. Это обусловлено её невысокой стоимостью. Это как плюс, так и минус. Чем ниже цена, тем больше она подвержена воздействию влаги. Возникает вопрос: чем пропитать фанеру для влагостойкости и как повысить её прочность?
Строение фанеры
Фанера – это строительный материал, состоящий из нескольких шпоновых слоёв, соединённых друг с другом. Насколько она влагоустойчива, зависит от состава клея, связывающего слои.
Высокоустойчивым к влаге является материал, при производстве которого используются бакелитовый лак или клей. Они способны выдержать прямое воздействие воды.
Благодаря этому материал можно использовать для изготовления лодки и прочих плавательных средств, не выполняя дополнительных обработок. Существует единственное «но» – слишком высокая цена.
Другие материалы, оптимально подходящие для строительных работ и изготовления мебели, при повышенной влажности начинают расслаиваться и гнить. Повысить защиту фанеры от влаги можно путём пропитки специальными веществами. Следует отметить, что некоторые из них с достоинством справляются со своей задачей.
На видео: какая фанера лучше.
Защита фанеры от воздействия влаги и гниения с помощью шпаклёвочного состава ПВА имеет много преимуществ. Он надёжно защищает материал от множества негативных факторов. Приводим пошаговую инструкцию, как выполнить процесс защиты:
- Прежде чем обработать материал для повышения влагостойкости, его располагают параллельно полу и наносят слой клея ПВА.
- Дают время хорошо впитаться первоначальному слою, после чего покрывают ещё одним слоем ПВА.
- Выполняют процесс до тех пор, пока пятна от клея не начнут проявляться на изнаночной стороне листа.
- Плита переворачивается, и процесс пропитки повторяется.
После того как работы завершены, плиту укладывают на ровную поверхность и дают ей просохнуть в естественных условиях. К минусам данного процесса относят довольно большие сроки обработки. Фанеру от влаги придётся защищать 3–4 дня.
Аналогичную пропитку можно выполнить, используя эпоксидную смолу. Но это довольно дорогое удовольствие и при этом не безвредно для здоровья человека. Листы, обработанные эпоксидной смолой, используют только для наружных работ.
Нитрокраска
Ещё один способ обработки фанеры от влаги – это нитрокраски. Особенно это актуально, когда материал непосредственно будет в контакте с водой, к примеру, при ремонте лодки или обустройстве сырого помещения.
Приведём инструкцию реализации работ своими руками:
- Первоначально необходимо отшлифовать поверхность и покрыть олифой.
- Дать полностью просохнуть слою олифы и нанести жидкую краску в качестве грунтования.
- На защищённые грунтовкой листы нанести слой нитрокраски.
- Покрываем поверхность фанеры тканью, которую параллельно необходимо пропитывать нитрорастворителями.
- После завершения сушки, вторично обрабатывают разведённой нитрокраской. Полученный влагостойкий материал подходит даже для изготовления лодки.
Важно! Последний слой нитрокраски делается довольно тонким. В противном случае, понижается степень прочности.
Пропитка для древесины (30 фото)
Защита фанеры от влаги на улице
Использование плит из клееного шпона снаружи требует более серьезного подхода и других методов.
Стекловолокно
Ткань применяется и при работах внутри помещений, в качестве альтернативы можно выбрать марлю.
- Поверхности предварительно шлифуются, обязательно удаляется образовавшаяся взвесь и пыль.
- Подготовленные основания нужно обработать определенной разновидностью лака. Раствор не должен содержать полиэфирные или эпоксидные смолы.
- После того как смесь подсохнет в течение 2 часов, наклеивается стекловолокно. Материал распределяется по поверхности так, чтобы исключить неровности.
- Осуществляется укладка еще двух слоев лака.
Самым надежным способом защиты обычной фанеры от влаги считается нанесение яхтного лака с дополнительным армированием поверхности стеклотканью
Любой принудительный прогрев поверхностей, способствующий ускорению высыхания раствора, недопустим.
Эпоксидная смола
Прежде чем покрыть фанеру от влаги таким составом, необходимо подобрать правильный материал. Для уличных работ нельзя использовать изделия с маркировкой «ФК», поэтому оптимальным вариантом является ФСФ. Смесь разводится веществом, которое указывает изготовитель, консистенция не должна быть слишком жидкой. Раствором покрывается вся поверхность, хорошо промазываются торцы. Количество слоев варьируется в зависимости от ситуации, но желательно наносить не менее двух.
Эпоксидная смола имеет существенный недостаток – дороговизна, что делает нецелесообразным ее применение для бытовых мероприятий.
Двухкомпонентные эпоксидные смолы обладают высокой устойчивостью к влаге, но после смешивания компонентов наносить состав необходимо быстро, так как он имеет короткое время схватывания
О технике безопасности при проведении работ
Многие забывают и/или пренебрегают элементарными нормами страховки, работая без соблюдения мер собственной безопасности, зря. Часть продуктов, используемых для обработки листов и защиты от влаги, являются токсичными. Оказывают отрицательное влияние на здоровье человека.
Поэтому, работая, необходимо использовать средства индивидуальной защиты, к которым относятся: перчатки, очки и респиратор. Особенно актуально стоит вопрос использования средств защиты при обработке листов фанеры монтируемой с внешней стороны помещения. Ведь в этом случае допускается применение эпоксидной смолы.
Особенности обработки плит перед укладкой на пол
Для получения качественного результата при монтаже листов на горизонтальное основание необходимо учитывать некоторые нюансы нанесения защитного покрытия:
- Панели не должны иметь высокую остаточную влажность, обязательна акклиматизация материала не менее 24 часов. Требуется обеспечить вентиляцию листов, поэтому их размещают горизонтально. Для этого между панелями прокладываются деревянные бруски.
- Качественная шлифовка уменьшает расход состава и способствует образованию надежной пленки. Торцы также не должны иметь заусенец.
- Пропитка выполняется наиболее подходящим материалом согласно инструкции. Особое внимание уделяется стороне, которая будет обращена к основанию.
После укладки фанерного покрытия на пол, поверхность обязательно шлифуется и грунтуется, затем покрывается несколькими слоями защитного состава, чаще всего это воск или лак
Учитывается, что обработка осуществляется после раскроя продукции на нужные по размеру детали.
Подготовка поверхности
Предназначенное для обработки дерево требуется предварительно просушить, очистить от жира, грязи, пыли. Занесенную с улицы фанеру следует выдержать в помещении не менее суток в горизонтальном положении. Для лучшей вентиляции листы располагают на расстоянии друг от друга. Сделать это можно с помощью деревянных брусков, которые прокладывают между панелями.
Если фанера ранее была окрашена, слой краски придется полностью удалить. Далее поверхность обрабатывают наждачной бумагой, чтобы снять тонкий глянцевый слой. Шероховатая поверхность будет лучше впитывать клей или олифу. Использовать слишком крупную наждачную бумагу не стоит – она оставит заусеницы.
Выбор способа пропитки зависит от места монтажа фанеры и способа эксплуатации. При использовании в жилых помещениях достаточно 2-3-кратной пропитки клеем ПВА. Если же материал планируется использовать в жестких уличных условиях, лучше обеспечить максимальную степень защиты, обработать его вначале олифой, а затем покрыть лаком и стеклотканью.
Пропитка фанеры для влагостойкости: 4 проверенных способа
Фанера – самый популярный материал в строительной сфере. Это обусловлено её невысокой стоимостью. Это как плюс, так и минус. Чем ниже цена, тем больше она подвержена воздействию влаги. Возникает вопрос: чем пропитать фанеру для влагостойкости и как повысить её прочность?
Строение фанеры
Фанера – это строительный материал, состоящий из нескольких шпоновых слоёв, соединённых друг с другом. Насколько она влагоустойчива, зависит от состава клея, связывающего слои. Высокоустойчивым к влаге является материал, при производстве которого используются бакелитовый лак или клей. Они способны выдержать прямое воздействие воды. Благодаря этому материал можно использовать для изготовления лодки и прочих плавательных средств, не выполняя дополнительных обработок. Существует единственное «но» – слишком высокая цена.

Другие материалы, оптимально подходящие для строительных работ и изготовления мебели, при повышенной влажности начинают расслаиваться и гнить. Повысить защиту фанеры от влаги можно путём пропитки специальными веществами. Следует отметить, что некоторые из них с достоинством справляются со своей задачей.

На видео: какая фанера лучше.
Способы обработки
Обработка фанеры и защита её от влаги может осуществляться несколькими способами. Вот некоторые из них (самые распространённые в обиходе):
- шпатлевание клеем ПВА;
- покрытие олифой;
- обработка нитрокрасками;
- приклеивание стеклоткани.
Далее подробнее рассмотрим, чем лучше обработать фанеру и как это сделать правильно.
Защита фанеры от воздействия влаги и гниения с помощью шпаклёвочного состава ПВА имеет много преимуществ. Он надёжно защищает материал от множества негативных факторов. Приводим пошаговую инструкцию, как выполнить процесс защиты:
- Прежде чем обработать материал для повышения влагостойкости, его располагают параллельно полу и наносят слой клея ПВА.
- Дают время хорошо впитаться первоначальному слою, после чего покрывают ещё одним слоем ПВА.
- Выполняют процесс до тех пор, пока пятна от клея не начнут проявляться на изнаночной стороне листа.
- Плита переворачивается, и процесс пропитки повторяется.

После того как работы завершены, плиту укладывают на ровную поверхность и дают ей просохнуть в естественных условиях. К минусам данного процесса относят довольно большие сроки обработки. Фанеру от влаги придётся защищать 3–4 дня.
Аналогичную пропитку можно выполнить, используя эпоксидную смолу. Но это довольно дорогое удовольствие и при этом не безвредно для здоровья человека. Листы, обработанные эпоксидной смолой, используют только для наружных работ.

Олифа
Олифа – это простейший способ пропитки фанерной плиты от воды. Реализуют обработку следующим способом:
- Предварительно раствор (масло для фанеры) следует разогреть до уровня температуры 60 0 С, за счёт этого повышается его проникающая способность.
- Затем горизонтально расположенный лист пропитываем олифой с помощью кисточки.
- После завершения процесса пропитки одной стороны, приступаем к другой.
- Обязательно тщательно промазываем торцы фанеры.
- Когда первый слой нанесён, то начинаем принудительно её просушивать с помощью утюга или фена.
- После завершения сушки приступаем к повторному процессу нанесения олифы и принудительной просушки.

Количество слоёв может быть различно. Прекращают обработку олифой только тогда, когда раствор перестаёт впитываться материалом (полного достижения водоотталкивающего эффекта).
После такой обработки на фанеру можно нанести краску или лак. Часто возникает вопрос о том, чем покрыть фанеру на полу. Этот способ идеально подходит для этой цели.

Стеклоткань
Защитить фанеру можно и стеклотканью, но для этого необходимо работать водостойкими лаками, не содержащими эпоксидных или полиэфирных смол. Технология защиты состоит из таких шагов:
- Шлифованную плиту красят лаком.
- Дав подсохнуть нанесённому слою лака порядка двух часов, на поверхность фанеры клеят стекловолокно.
- Повторно наносят слой лака на торцы плиты и оставляют до полного высыхания.
- Завершается обработка нанесением ещё одного слоя лака и сушкой пропитанной фанеры в естественных условиях.
Совет! При отсутствии стеклоткани можно использовать обычную марлю. После того как её покрасили лаком, она надёжно будет защищать материал.

Нитрокраска
Ещё один способ обработки фанеры от влаги – это нитрокраски. Особенно это актуально, когда материал непосредственно будет в контакте с водой, к примеру, при ремонте лодки или обустройстве сырого помещения.
Приведём инструкцию реализации работ своими руками:
- Первоначально необходимо отшлифовать поверхность и покрыть олифой.
- Дать полностью просохнуть слою олифы и нанести жидкую краску в качестве грунтования.
- На защищённые грунтовкой листы нанести слой нитрокраски.
- Покрываем поверхность фанеры тканью, которую параллельно необходимо пропитывать нитрорастворителями.
- После завершения сушки, вторично обрабатывают разведённой нитрокраской. Полученный влагостойкий материал подходит даже для изготовления лодки.
Важно! Последний слой нитрокраски делается довольно тонким. В противном случае, понижается степень прочности.

Подготовка поверхности
Перед пропиткой фанеры от влаги ее поверхность необходимо подготовить. Данный процесс состоит из нескольких этапов:
- Осуществляется просушка плиты. Она должна быть таковой, чтобы защита фанеры производилась качественно.
- Далее следует шлифовка поверхности. Прежде чем пропитывать фанеру для влагостойкости, необходимо хорошо её зачистить. Для этого следует использовать мелкозернистую наждачную бумагу. Для удобства работы её крепят на деревянный брусок, и таким устройством шлифуется поверхность.
- Особенное внимание уделяется торцам листа. Удаляются все сколы и заусенцы. Если сколы довольно большие, можно использовать шпаклёвочный материал по дереву.
Зачистку можно производить с помощью шлифовальной машины. Отшлифованное вручную не имеет такое качество поверхности, как с помощью специальных приспособлений.

Желательно провести акклиматизацию фанеры, как долго будет проходить этот процесс, зависит от показателей температуры. Если материал предназначен для работы в помещении, то для сушки достаточно одних суток, на улице при температуре 8 0 С и ниже — 3 дня.
Важно! Плиты некоторое время пропитываются, а затем их необходимо сложить в стопку на ровную поверхность для полной просушки.

Теперь вам понятно, чем обработать фанеру, чтобы повысить ее влагоустойчивость и гидрофобные качества в домашних условиях, и необязательно покупать продукцию дорогих марок. Можно воспользоваться довольно эффективными способами обработки, представленными выше.
Какую пропитку лучше купить для фанеры (2 видео)
Особенности обработки фанеры
Фанера – это строительные плиты небольшой толщины, состоящие из нескольких склеенных листов древесины. Большинство сортов многослойной фанерной продукции имеют чувствительность к воде, объяснимую низкой влагостойкостью клеев.
Использование таких плит в строительстве проблематично из-за склонности к набуханию, появлению плесени, гниению, разрушению.
Улучшить эксплуатационные качества позволяет обработка фанеры защитными препаратами, создающими на поверхности водонепроницаемый слой.
![]()
- Особенности структуры
- Средства для увеличения влагостойкости
- ПВА
- Эпоксидные составы и олифа
- Нитроцеллюлозные лаки
- Стеклоткань
- Правила проведения работ
Особенности структуры
Основу процесса производства фанеры составляет склеивание тонких древесных листов между собой таким образом, чтобы природные волокна были направлены строго вдоль или поперек длинной стороне. Количество слоев чаще всего бывает нечетным, минимум составляет 3 листа.
![]()
Склеивание проводят различными средствами, из которых эффективную водостойкость обеспечивают определенные бакелитовые составы: лаки и спирторастворимые клеи. Применение водорастворимых модификаций бакелитов, всех остальных видов клеев приводит к тому, что продукция не выдерживает действия паров воды. Низкая водостойкость особенно заметна при эксплуатации фанеры на улице. В связи с этим ею необходимо проводить обработку материала защитными составами.
Средства для увеличения влагостойкости
Кардинально изменить потребительские свойства позволяет нанесение пропитки для фанеры от влаги и гниения. Существует несколько видов веществ, способных после обработки создать на поверхности защитную пленку и повысить влагостойкость фанеры. Обычные краски с задачей не справятся, потому что через время они образуют микротрещины, в которые сможет просачиваться вода.
![]()
Наибольшей популярностью при обработке фанеры пользуются следующие эффективные средства:
- поливинилацетатные клеи;
- вязкие концентраты олифы;
- нитроцеллюлозные эмали;
- стеклотканые материалы.
![]()
Композиции могут значительно повысить водостойкость не только фанеры, но и ДВП-продукции, создав на поверхности непроницаемое покрытие. Чем обрабатывать фанеру в конкретных домашних условиях – каждый мастер решает самостоятельно, учитывая финансовые возможности и наличие навыков работы.
Наносить ПВА можно дома, расположив лист на опорах параллельно полу. Средство распределяют по поверхности вручную, валиком или кисточкой, не забывая при этом хорошо промазывать края и торцы листов. Следующий этап повышения влагостойкости требует терпения, нужно дождаться, пока слой полностью впитается и высохнет. Только после этого проводят повторную обработку.
![]()
Обратите внимание! Пропитывание повторяют несколько раз до тех пор, пока не начнут проступать пятна на обратной стороне фанеры.
![]()
После полного высыхания последнего слоя лист переворачивают, делают то же самое с другой стороны. Вся процедура обработки в целом может занять до 4 дней при условии невысокой влажности в помещении. В холодную погоду при плохом отоплении пропитать фанеру для достижения хорошего результата очень сложно.
Эпоксидные составы и олифа
Подобным образом можно проводить обработку водоотталкивающими эпоксидными составами, но следует учесть их токсичность и более высокую стоимость. Для обеспечения эффективной защиты от действия влаги наружных конструкций можно затратить средства на приобретение эпоксидных смол и ими пропитать фанеру.
![]()
Гораздо дешевле стоит олифа, которую наносят слегка разогретой в аналогичной последовательности. Масло для фанеры, представляющее собой концентрат олифы, тщательно распределяют на всей площади. Затем прогревают слой промышленным феном. Некоторые мастера используют для ускорения застывания утюг, но такой способ высушивания не легок в исполнении, требует навыков.
Обратите внимание! Особенно тщательно надо обрабатывать края листов, так как через них влага легко проникает внутрь.
Количество слоев олифы в разных случаях отличается, его можно определить опытным путем, капнув на верхнюю часть листа водой и понаблюдав за ее поведением. Если капля совсем не впитывается, пропитывать фанеру для повышения влагостойкости больше не нужно.
Нитроцеллюлозные лаки
Сильное водозащитное действие дает обработка нитроцеллюлозным лаком. Для увеличения адгезии сначала нужно выполнить шлифовку листов, затем покрыть их слоем масла. Низкосортную продукцию следует внимательно осмотреть, при наличии заметных неровностей, возможно, понадобится провести циклевку, покрыть верхнюю плоскость морилкой, способной создать нужный декоративный эффект.
![]()
Обычно мастеров удовлетворяет качественная шлифовка фанеры, проведенная наждачными материалами или специальной машинкой для циклевки.
На поверхности после полного застывания распределяют тонкий слой нитрокраски, который будет выполнять функции грунтовки. Эмаль перед нанесением распылителем желательно разбавить растворителем, предназначенным для этих целей. Разбавленным раствором нитрокраски легче хорошо пропитать фанеру, быстрее наступает его полное высыхание. В целом такой процесс повышения влагостойкости займет гораздо меньше времени, чем при использовании всех других способов обработки фанеры.
Стеклоткань
Часто для улучшения прочность и влагостойкости листы защищают стеклотканью, которая является эффективным армирующим полотном. На шлифованной фанере распределяют слой лака, затем после высыхания, которое обычно продолжается около 2 часов, к поверхности прикладывают слой стеклоткани. Волокна, содержащие нити силикатов стекла, хорошо фиксируют следующий слой лака, формируют влагостойкую пленку.
![]()
Для улучшения внешнего вида на фанеру распыляют последнюю порцию краски, формируя таким способом финишное покрытие. В результате получается достойное в эстетическом отношении изделие, не требующее последующей полировки. Продукция может с успехом применяться во влажных условиях, подвергаться обработке лобзиком, любыми другими режущими инструментами.
Для усиления влагостойкости в процессе монтажа плит на торцах можно закрепить накладки из пластика или металлических сплавов, способных предотвратить попадание воды в материал.
Правила проведения работ
Эффективно пропитать фанеру своими руками несложно, соблюдая определенные правила. Следует помнить об обязательности предварительной очистки материала, на котором не должно оставаться следов пыли, грязи, влаги, краски и лаков.
![]()
Для работы нужно подготовить кисточки или распылитель, защитную одежду. Если предстоит наносить состав на основе органических растворителей (нитроэмаль, эпоксиды), нужно обязательно надеть респиратор. Вдыхание токсичных паров опасно для человека, допускать этого не следует.
Руки нужно защитить перчатками даже в случае, если мастеру не очень удобно в них работать. Контакт с реагентами может вызывать обычное раздражение или аллергические реакции.
![]()
Хорошо пропитать фанеру, повысить ее влагостойкость можно, учитывая условия будущей эксплуатации, правильно выбрав средство, аккуратно выполнив работу.
Как болгарку «превратить» в отрезной станок
Своими руками можно сделать отрезной станок из болгарки, который не будет уступать заводскому. Каждый узел мы рассмотрим подробно вместе с фото и видео.

При необходимости частого выполнения работ по разрезанию металлических труб и профиля относительно небольшого сечения без отрезного станка работать трудно. Можно пользоваться обычной болгаркой, но при отрезании небольших фрагментов или необходимости выполнения точного реза даже в руках опытного мастера, углошлифовальная машинка не дает требуемого результата. Самый бюджетный выход — сделать отрезной станок из болгарки своими руками.
Как сделать отрезной станок из болгарки своими руками мы расскажем ниже. Для этого потребуется минимум инструмента и материалов. Можно отметить одно — станок работает не хуже промышленного консольного и в условиях мелкосерийного производства или изготовления штучных деталей незаменим как в бытовых условиях, так и в металлообрабатывающей мастерской или ремонтном цехе.

Кроме того, самодельный отрезной мобильный станок из углошлифовальной машинки (болгарки) можно перевозить с собой на строительные объекты, где производится монтаж металлокаркасов (например, теплиц), кровельные работы, или иной вид действий, сопряженный с резкой металл.
Как сделать отрезной станок из болгарки своими руками показано на видео. Это под силу любому человеку, мало-мальски смыслящему в слесарных работах. Если модернизировать конструкцию, то можно обойтись без электросварки. Но в любой мастерской или цехе есть сварочный аппарат, поэтому исключать его из технологического процесса не будем.
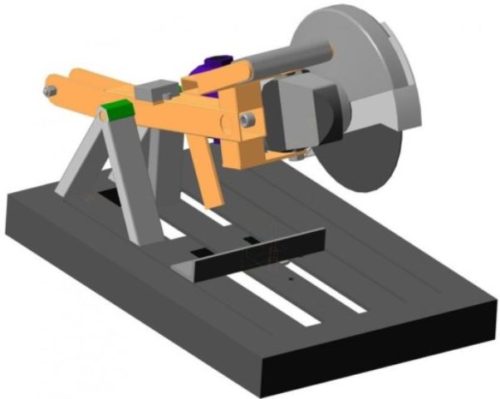
Консольный станок из болгарки
Основание станка — рабочий стол из металла (стали или алюминия), размером около 50Х50 см. Если вы собираетесь, время от времени, работать с длинными заготовками или металлическим листом, то ширину стола можно увеличить или предусмотреть возможность установки дополнительной плоскости. Для этого можно использовать выдвижной кронштейн, или откидную плоскость, в обычном состоянии находящуюся под столом и служащую его основанием.
На столе монтируется кронштейн для крепления болгарки на пружинном подвесе. Сила пружины подбирается такой, чтобы она могла удерживать болгарку в наклонном положении на высоте отрезного диска от заготовки не менее 15 -20 см. При резке инструмент должен подаваться к заготовке с небольшим, но ощутимым усилием.
Углошлифовальная машина зажимается в коробчатом корпусе на винтах. Размеры и конфигурация прижимных пластин подбираются с таким расчетом, чтобы:
- обеспечивался легкий доступ к пусковой кнопке;
- инструмент прочно удерживался, и при усилии резки не возникало биений и отклонений;
- монтаж и демонтаж не занимал много времени.



Чертежи самодельного станка можно подкорректировать в зависимости от размеров и мощности конкретного инструмента. Здесь важно только одно — чтобы инструмент удерживался прочно и плоскость вращения диска была строго перпендикулярной плоскости стола. На самом столе в зоне вращения круга выполняется прорезь, чтобы рабочая часть инструмента свободно входила в него и не задевала металла.
Вариант крепления — «П»-образный кронштейн с просверленными отверстиями на месте штатных резьбовых гнезд болгарки. При креплении инструмента задействуются два болта и рукоятка, которая и служит для подачи его в зону резания. Этот вариант очень удобен, если станок сделан под одну болгарку, если придется использовать другую модель, то закрепить ее будет невозможно, придется переделывать кронштейн. Схема с изменяющимися габаритами консоли тоже вполне работоспособна, но сложнее в изготовлении.
Что стоит предусмотреть
Видео, полезное для изготовления переносного варианта устройства, демонстрирует отрезной станок по металлу, который несложно собрать в небольшой кейс и перевезти в общественном транспорте или багажнике легкового автомобиля. Таким станком удобно пользоваться при производстве ремонтов по вызову, когда требуется быстрая и точная подгонка по размеру.
Отрезной профессиональный станок из болгарки, сделанный своими руками, оснащается поворотным прижимным устройством со струбциной. С ее помощью можно резать металл перпендикулярно или под фиксированным углом.
Для отрезного станка по металлу нужно выбирать инструмент, оборудованный фиксируемой пусковой кнопкой. Это одно из основных условий выбора инструмента. Размеры болгарки должны быть рассчитаны на диаметр отрезного диска 150 -230 мм. Диски 115 и 125 мм тоже вполне рабочие, но их придется часто менять — они рассчитаны на ограниченное количество резов.
Конструкция крепления инструмента на маятниковом рычаге допускает замену круга без снятия болгарки, но частые остановки снижают продуктивность работы станка. Нельзя считать, что используемая в конструкции станка болгарка выпала из обихода цеха или мастерской — она демонтируется в течение нескольких минут и вполне пригодна для использования в качестве ручной машины.
В заключение
Станок для резки металла заводского изготовления для крепления болгарки можно купить в интернете. Но часто они изготовляются полностью из дюралевых сплавов и на прочность их надеяться не стоит. Очень быстро появляются люфты, и сделать точный рез, особенно на твердом металле, достаточно сложно. При этом цена такой установки довольно высока — за такую же сумму можно сделать самостоятельно станок с намного лучшими показателями.
Стационарная отрезная пила из болгарки — устройство универсальное и не требующие соблюдения при изготовлении определенных стандартов. Свой вариант станка можно разработать самостоятельно, но предлагаемый принцип консольной маятниковой рамы, на которой закреплена болгарка, представляется оптимальным как для любительской, так и для профессиональной работы. Металлорежущий станок значительно безопаснее обычной болгарки — исчезает угроза закусывания круга в резу, вырывания инструмента из рук и перекоса заготовки.
Отрезной станок из болгарки: чертежи, пошаговая инструкция изготовления, фото
Нарезать болгаркой большое количество мелких заготовок сложно. Отрезной диск уводит в сторону, отчего рез получается неровный. Упростить задачу поможет станок. Его конструкция настолько проста, что умельцы не желают отдавать большие деньги за изделие заводского изготовления. Имея под рукой чертежи, отрезной станок из болгарки своими руками можно собрать без особого труда.

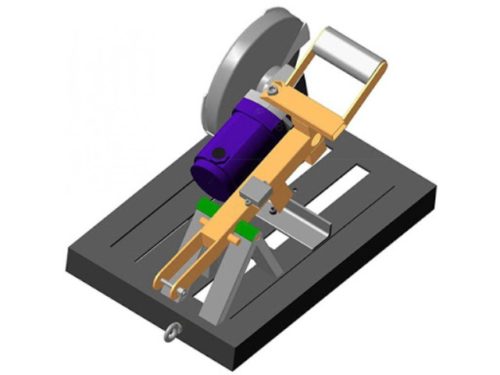
Сборка маятникового станка
Конструкция маятникового станка состоит из трех основных узлов:
- Станина – самый простой элемент станка для болгарки. Узел изготавливают из стальной плиты толщиной минимум 10 мм с подставками снизу. Можно из профильной трубы сварить раму, а сверху нашить листовой металл толщиной 3 мм. К станине фиксируется кронштейн с шарниром маятникового механизма.
- Маятник – основной рабочий механизм станка. Конструкцию в форме буквы «Т» сваривают из профильной трубы. К одному концу фиксируют зажим для болгарки, а другой стороной маятник крепят к шарнирному механизму.
- Зажим для болгарки делают из металлических кронштейнов. Конструкцию прочно фиксируют к маятнику через консоль.

Чтобы изготовить станок, понадобится чертеж или хотя бы простая схема. Один из вариантов представлен на фото. Размеры станка придется рассчитать свои под габариты имеющейся в наличии болгарки.

Для правильного расчета размера узлов станка сначала замеряют габариты болгарки, а затем расстояние между отверстиями на корпусе редуктора. При проектировании маятника важно до минимума сократить расстояние между отрезным диском болгарки и шарнирным механизмом. Это придаст жесткость станку, что позволит выполнять более ровный рез.

После разработки чертежа приступают к изготовлению всех узлов станка:
- Согласно размерам схемы из металла нарезают заготовки для всех узлов. Сначала изготавливают станину. Нужно учесть, что во время реза диск болгарки будет заглубляться в прорезь плиты. Если для станины сварить прямоугольную рамку из профиля, а сверху нашить стальной лист, то снизу образуется ниша. Пространства будет достаточно для входа отрезного диска. При изготовлении станины в виде плиты из стали толщиной 10 мм снизу нужно приварить подставки.
- Далее, приступают к изготовлению маятника. К торцу заготовки из профильной трубы приваривают ось для подшипников шарнирного соединения. С другой стороны маятника нужно сделать зажим для болгарки. Для этого из стальной полосы сгибают кронштейн в форме буквы «П». В него должен войти редуктор болгарки. В боковых полках кронштейна сверлят отверстия под болтовое соединение.

- Вторую часть зажима выгибают из стального прута. Должен получиться хомут в форме буквы «П», внутрь которого входит корпус болгарки. На обоих концах хомута нарезают резьбу. Зажимную планку отрезают из стальной полосы толщиной 5 мм. По краям планки сверлят отверстия на таком расстоянии, чтобы в них вошли резьбовые наконечники хомута.
- Оба П-образных крепления, то есть, хомут и кронштейн, фиксируют на консоль. Деталь представляет собой прямоугольную стальную пластину, которую вместе с зажимами для болгарки в дальнейшем закрепляют ко второму концу маятника.

- Следующий этап – сборка шарнира. На приваренный к маятнику вал насаживают два подшипника. Гнезда для них можно сделать из куска трубы соответствующего диаметра. Отрезанные кольца насаживают на обоймы подшипников. Теперь этот узел надо закрепить к станине.
- Гнезда придется только приваривать к плите, не вынимая подшипников. Узел размещают с отступом 5–6 см от края станины. Во время сварки подшипники накрывают мокрой тканью или поливают водой, чтобы избежать перегрева.

- Рычаг маятника с шарниром готов. Теперь настало время ко второму его концу закрепить консоль с зажимами. Саму болгарку на маятнике можно зафиксировать так, чтобы вращение диска осуществлялось «от себя» или «на себя». Здесь каждый мастер выбирает по своему усмотрению.

- Чтобы маятник с болгаркой произвольно не опускался, предусматривают возвратную пружину. Она должна действовать на растяжение и быть очень упругой. Пружину фиксируют петлями, приваренными к станине и маятнику.
- Станок почти готов. Осталось в плите сделать прорезь для входа диска. Здесь даже замерять ничего не нужно. Зажатую в маятнике болгарку включают и отрезным диском прорезают плиту. Изначально прорезь получится тонкая. Чтобы ее расширить на болгарку ставят толстый диск, после чего повторяют процедуру.

Во время выполнения прорези на станине произошло испытание станка. Не хватает только последнего узла – фиксатора для заготовок. Здесь вариантов много. Можно просто закрепить к плите маленькие тесы. Как вариант, из куска профильной трубы приваривают на станину упор, а напротив него фиксируют гайку с винтом. Получается неплохой винтовой зажим. Если сверху упорной планки закрепить металлическую линейку, удобно будет резать заготовку по нужному размеру.
Станок с амортизаторами
Надежный станок для маленькой болгарки получится из старых автомобильных амортизаторов. Принцип его действия аналогичен маятнику, но конструкция узлов отличается, что позволяет выполнять регулировку вылета режущего электроинструмента по направляющей.
Порядок изготовления следующий:
- Для станка нужно найти два старых, но рабочих амортизатора от легкового автомобиля.

- У амортизаторов есть слабое место – тонкие стенки корпуса. Несущей конструкцией они не могут быть, поэтому потребуется изготовить кронштейны. Сначала отрезают две одинаковые пластины и по центру сверлят отверстия для болтового соединения. Из трубы, диаметр которой соответствует толщине корпуса амортизатора, вырезают 8 полуколец. Заготовки приваривают друг против друга к пластинам.

- Из профильной трубы сваривают прямоугольный каркас станины. Из двух уголков приваривают стойку маятника.

- На боковых полках обоих уголков стойки вряд сверлят регулировочные отверстия строго друг против друга. Автомобильные амортизаторы фиксируют в кронштейне болтами, после чего весь узел закрепляют шпилькой в одну пару отверстий на стойке.

- Готовый станок можно покрасить. Далее, изготавливают зажим для болгарки. Консоль делают из отрезка уголка, закрепив его гайками на штоках амортизаторов. К перемычке стойки крепят один конец возвратной пружины. Другой ее конец фиксируют хомутом к краю верхнего амортизатора.

- Зажим для болгарки состоит из двух частей. Его выгибают из стальной полосы, придавая форму корпуса электроинструмента.

- Зажатую в двух половинках зажима болгарку прикручивают болтом на консоль. Сразу нужно отрегулировать вылет. Для этого предусматривают шпильку по оси амортизаторов с двумя гайками, закрепленную к кронштейну и на консоль.

Станок готов. Осталось раму станины зашить стальным листом, сделать прорезь для диска и закрепить упор для заготовок или тесы.

Самодельный станок из болгарки по своим характеристикам не уступает конструкции заводского изготовления.
Пошаговая инструкция по изготовлению отрезного станка из болгарки
В домашней мастерской у каждого любителя самодельщика всегда в арсенале имеется УШМ (углошлифовальная машина). Этот инструмент практически незаменим, так как может выполнять множество функций. При этом если у владельца в наличии дополнительные аксессуары, его возможности значительно расширяются. Самодельные станки для болгарки имеют большую популярность, так как они просты в изготовлении и не отличаются громоздкостью конструкции.

Самодельный отрезной станок
Область применения отрезных станков
Применение дополнительных аксессуаров для УШМ дает очень большую область их использования, но основной задачей остается распил материалов, таких как металлы, дерево, камень.
Отрезной станок из болгарки своими руками изготовляется для таких целей:
- Контроль толщины распила.
- Ровность разреза.
- Возможность выставления разных углов распила.
Все эти критерии дают самодельщику возможность с помощью отрезного станка изготавливать детали более сложной конструкции, так как повышается качество исполнения.
Внимание! Без станка, в домашних условиях можно выполнять эти задачи, но на это будет уходить больше времени, так как придётся доводить ровность распилов. Одновременно важно будет по несколько раз перепроверять правильность углов для одинаковых заготовок.
Устройство маятниковой пилы из болгарки
Отрезной станок из УШМ в большинстве случаев выполняют по системе маятника. Подобный инструмент в народе так и называется маятниковой пилой.
Принцип работы такого устройства основан на перевешивании. На край вертикальной опоры, устанавливается два металлических уголка. Они должны крепится на петли строго посередине. Собранное устройство такого вида напоминает детскую качель. В месте где будет проводится рез деталей, производится крепление болгарки. На другом краю маятника устанавливают груз, который будет поднимать болгарку по окончанию реза.
Вместо груза можно также установить пружину, которая работает на сжатие. Жесткость пружины подбирается на практике.
Как закрепить болгарку для точной резки? Требуется открутить ручку на инструменте. И по имеющимся отверстиям в болгарке просверлить такие же в уголке. Для крепления требуется ее прикрутить двумя болтами.
Далее рекомендуется ручку УШМ установить на свое место, для удобства реза.
Устройство самодельного маятникового станка
Необходимые инструменты и материалы
Для изготовления отрезной стойки понадобятся электроинструменты:
- Болгарка для отрезки металлических заготовок.
- Дрель, используется для сверления отверстий.
- Электролобзик. Он используется для резки фанеры для основания. Также под эту деталь можно использовать листовой металл.
Также применяется ручной инструмент, без которого работы выполнять невозможно:
- Рулетка.
- Карандаш или маркер.
- Уголок.
- Набор сверл.
- Набор накидных или гаечных ключей.
- Плоскогубцы.
Преимущества самодельного оборудования
Самодельные приспособления для ручного инструмента пользуются большой популярностью. Востребованность объясняется тем, что в мастерской они не занимают много места, что очень удобно в малых помещениях таких как гараж или подвал, что в основном и используют самодельщики.
Для справки! Малые габариты оборудования приводят к тому, что его достаточно легко спрятать и достать в нужный момент.
Еще одним преимуществом самодельного оборудования является то, что владелец будет его изготовлять добротно, хоть такая самоделка и добавит в весе, но у нее будет запас прочности.
Чертежи подобного оборудования доступны для общего использования, но многие умельцы их дорабатывают самостоятельно, опираясь на собственные потребности.
Изготовление отрезного станка своими руками
Чтобы понять, как просто сделать из болгарки отрезной станок нужно иметь хотя бы начальный опыт работы с УШМ. Подобное оборудование изготовить самостоятельно достаточно просто, если точно знать все узлы будущего настольного оборудования.
Подготовительный этап
В начале всех работ следует найти точный эскиз станка, в котором, в пошаговом варианте будет изложена полностью вся сборка. Подобная предусмотрительность позволит заранее собрать весь необходимый материал для изготовления.
Вариант чертежей выбирается произвольно, не зависимо от мощности болгарки. Бесплатные размеры можно с легкостью найти в сети интернет.
Также требуется подготовить весь инструмент, который понадобится в процессе всей работы.
Чертежи для изготовления самодельного отрезного станка
Найти готовые не составит труда. Ниже представлен один из самых простых вариантов.
Чертеж самодельного оборудования
Пошаговая инструкция
На начальном этапе следует изготовить основание. Требуется разрезать уголок на четыре части под углом 45° с каждой стороны. Размеры деталей могут выбираются произвольными так как встречаются разные габариты болгарок. Они свариваются между собой образуя прямоугольник. В середине основания навариваются шины, которые снизу дополнительно укрепляются уголком. Таким образом должна получится площадка правильных размеров.
На следующем этапе необходимо выполнить маятник. Первым делом изготовляется его основа. Из проф трубы требуется сварить две детали под углом 90°. Они устанавливаются на основание, с расстоянием друг от друга равным 40 мм. Края деталей должны запиливаться на 45°. Это необходимо для того, чтобы детали имели полное прилегание к основе.
Далее необходимо подготовить механизм для качания. Он выполняется из шпильки и трубки. Вместо металлической трубы можно взять гайки с внутренней резьбой как у шпильки.
Две части трубок привариваются на вершины уголков, которые будут служить качающим узлом.
Для маятника берется профильная труба сечением 40×40 мм. Толщина стенки должна быть не менее 3 мм. По середине трубы сверлится отверстие, диаметр которого должен строго соответствовать диаметру шпильки.
Важно! Изготавливая этот узел, следует обязательно проследить: люфт должен полностью отсутствовать, потому что он влияет на ровность реза.
На один край маятника устанавливается одна или несколько пружин: на краю сверлятся отверстия для зацепа.
Для крепления УШМ на стрелу маятника требуется просверлить отверстия в его основании. Необходимо приложить болгарку и отметить место для отверстия в стреле. Так как крепление на один болт является не надежным, необходимо закрепить сам режущий инструмент на дополнительные два болта. Для этого, с помощью сварки, делаются специальные крепления, которые устанавливаются на край стрелы маятника.
Перед испытанием станка, необходимо провести тонкую настройку. Устанавливают режущий элемент и делают первую протяжку по станине. В этом месте требуется установить упор или же специальные тиски для сверлильного станка. Начальный рез будет нулевой точкой отсчета.
Важно! При разрезе любой детали она должна быть прочно зажата. Это избавит от ударов или искривления отрезного диска.
Когда диск установлен на УШМ его прикладывают к станине и с помощью уголка проверяют ровность угла отреза. Если угол не отрегулирован, то это требуется сделать в обязательном порядке.
Зачем делать станок из УШМ
Существует несколько причин чтобы делать такую приставку для болгарки самостоятельно.
- Самостоятельное изготовление позволит сэкономить деньги на покупку. Такой девайс не является сложным, поэтому его изготовление не потребует много затрат.
- Выполненный своими руками станок подгоняется для каждых условий индивидуально. Это позволяет сделать оригинальные крепления к столу. А также индивидуальную установку режущей части, которая позволит монтировать УШМ разных размеров.
- К такому оборудованию также можно изготовить отдельные приставки, которые позволят затачивать пилы или использовать диски по дереву.
- Допускается установить регулятор оборотов, что поможет облегчить многие работы в будущем.

Направление искр при разрезе металла
Правила безопасности при работе с самодельным станком
Так как УШМ при резке металла образует много иск, необходимо следить за тем, чтобы вблизи не было легковоспламеняемых материалов. Сторона, куда будет направлено искрообразование, должна быть ограждена стойким листовым металлом.
При работе на самодельном станке обязательным условием является установка защиты, так как части диска могут отлетать в любые стороны. Также эта защитная часть останавливает круговые искры диска.
При изготовлении станка необходимо учитывать то, что искры должны лететь от человека, а не на него, то есть необходимо закрепить УШМ правильной стороной. Но даже в этом случае, важно надеть защитную одежду, очки, перчатки.
Отрезной станок: обзор и реализация самодельных решений по металлу и дереву, конструкции, чертежи, нюансы

В мастерской домашнего умельца или ИП технического либо ремонтно-строительного профиля отрезной станок второй по нужности после сверлильного. Или после сварочного аппарата, если мастер специализируется по деревянным и/или металлоконструкциям.
Просто на хозяйстве маятниковая поперечная пила много облегчит заготовку дров и сократит расходы на нее. Поэтому в настоящей статье мы расскажем, как изготовить отрезной станок своими руками, обходясь минимумом точных и сложных работ. Или даже без них, если уже есть угловая шлифовальная машина – болгарка.

Работа на самодельных отрезных станках
Рис. выше не просто заставочный. Там показано, как не надо работать на отрезном станке, чтобы самому не травмироваться, не попортить материал и не угробить невзначай свою же самоделку. Ну, тут понятно: руки должны быть защищены от опилок (как и глаза, и все тело), и пользоваться данным оборудованием без защитного кожуха(ов) нельзя.
Теперь посмотрим на след. рис.:

Небезопасная конструкция самодельного отрезного станка
Вроде бы все путем, даже лицевой щиток вместо защитных очков. Что, безусловно, надежнее. А что не так? Приглядитесь. По сути, не по пунктам из толстых томов нормативных документов. Что ж, кто не увидел – вот: станок из болгарки. Стало быть, качалка не уравновешена. Но вместо обязательной в таком исполнении отбойной пружины (см. далее) – эластичное звено (стяжка для вело/мото багажника вроде). Ненадежно, вероятность порыва наиболее высока как раз в аварийной ситуации, а делать глубокий рез трудно, упрямая резинка так рвет рукоять из руки.
А о чем, собственно, речь?
Только традиционных конструкций агрегатов для точной порезки листовых, рулонных и длинномерных материалов известны десятки, это не считая лазерных и пр. из века высоких технологий. Мы далее будем рассматривать станки с качающимся рабочим модулем и круглым вращающимся режущим органом – абразивным или пильным диском. Такие отрезные станки называются маятниковыми. Они наиболее универсальны (в т.ч. пригодны для протяжки – ведения продольного реза ограниченной длины) и выполнимы самостоятельно в сарайно-гаражной мастерской. Когда говорят «отрезной станок», то в подавляющем большинстве случаев подразумевается именно маятниковый (pendulum cut grinder по англ.).
Примечание: маятниковый отрезной станок пригоден для работы по металлу, дереву, МДФ, листовым пластикам и любым другим поддающимся резанию материалам. Вся перенастройка – замена рабочего органа (абразивный или соотв. назначения пильный диск).
Мотор или УШМ?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию. Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин. (смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
О регулировании оборотов
А зачем регулировать обороты диска? Чтобы на превысить указанную на нем же максимальную линейную скорость края и/или частоту вращения. Иначе диск, может быть, и не разорвет, но его производительность сильно упадет, износ усилится, а качество реза ухудшится. Номинальные скорости вращения асинхронных моторов 2800-2850 мин –1 позволяют использовать обычные диски диаметром до 350-400 и более мм, что дает глубину реза как минимум до 150 мм. Шпиндель болгарки крутится гораздо быстрее (от 6000 мин –1 ), и ставить на него обычный диск диаметром более 160 мм опасно. Глубина реза выходит до 50-60 мм, а скоростной диск стоит дорого и быстро стирается. Установка регулятора оборотов решает проблему. Производительность и качество реза не страдают, т.к. определяются линейной скоростью вращения по режущей кромке.
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine». Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.
Примечание, к слову. Войскам США во время Корейской войны пришлось вплотную спознаться со штурмовиком Ил-2. Отчего к ряду почетных прозвищ этой легендарной машины прибавилось английское «Meat grinder from Hell» (адская мясорубка). Что косвенным образом свидетельствует о стойкости духа американских солдат сравнительно с немецкими; те более употребляли «Betonflugzeug» (бетонный самолет). Уж очень трудно было сбить «горбатого» (это уже по-нашенски, по-пехотному).
Настоящие маятниковые
Как устроен «настоящий маятниковый» отрезной станок по металлу, показано на рис.; качающийся «маятник» выделен цветами.

Устройство маятникового отрезного станка по металлу
«Фишка» конструкции – качалка-коромысло, сбалансированная весом мотора так, чтобы усилие холостой подачи (без резки) на всю длину рабочего хода было прибл. равномерным и составляло ок. 5 Н (где-то 0,5 кгс). Именно такое «холостое» усилие позволяет опытному станочнику наилучшим образом чувствовать материал и машинально работать с максимальной производительностью без накопления усталости, буквально играючи. Если же возникла опасная ситуация и рабочий бросил рукоять подачи, то инерция мотора и хребтины коромысла обеспечивают плавный отскок диска. Вероятности перехода опасной ситуации в аварийную и порчи режущего органа много уменьшаются, да и заготовка чаще всего остается неиспорченной – посмотрел, что не так, поправил, дорезал.
Примечание: возвратная пружина коромысла в сбалансированных маятниковых отрезных станках почти всегда есть, но роли отбойной аварийной (см. далее) она практически не играет, только дает начальный толчок тяжелой качалке, если диск «закусило». Чаще всего возвратная пружина в станках данного типа используется для установки усилия холостой подачи «под себя».
Примеры самоделок
Самый сложный сборочный узел показанной выше конструкции – поворотный стол с угловым делителем; сделать его дома «на колене» невозможно. Резка под заданным углом всеми описанными ниже конструкциями осуществляется поворотом и фиксацией всего станка относительно стола (верстака) для заготовок с продольным упором (или наоборот, верстака относительно станка). С отрезными станками из болгарок проще, см. далее.
Внешний вид и чертежи основных деталей наиболее универсального самодельного отрезного станка даны на след. рис.

Внешний вид и чертежи основных деталей универсального самодельного отрезного станка
Для тех, кто еще путается в допусках-посадках, также на рис. даны условия согласования сопряженных размеров; размеры D32 согласовываются по правилу для D15. Чтобы получить нужную соосность (центровку) шеек рабочего вала под подшипники (D20–0.03) на токарном станке обычной точности, их нужно точить начисто в один установ и один проход резца (подача – минимальная, это вам не окалину драть).
Коромысло в данном случае – лист стали S>4, усиленный хребтиной из трубы D30; ее отгиб – рычаг подачи. Коромысло может быть рамным, из профтрубы от 30х30х2. Его размах (длина) не критичен в пределах 400-500 мм. Возвратной пружины нет (можно поставить). Отброс коромысла вверх устанавливается выносом его «хвоста» назад от шарнира (см. ниже).
Обоймы подшипников рабочего вала устанавливаются зеркально отверстиями D21 друг к другу. Такой прием монтажа на неформальном конструкторском жаргоне называется «попка к попке» (смягчено в общедоступной публикации). В данном случае он позволяет без дополнительных конструктивных элементов исключить продольное смещение вала в подшипниках, т.к. чашки их обойм закрыты справа планшайбой, а слева ведомым шкивом. Сборка узла рабочего вала на коромысле производится след. порядком:
- подшипники вкладываются в готовые обоймы (с приваренными и подрезанными на плоскость укосинами);
- обоймы с подшипниками надеваются на вал, как указано выше;
- на длинный хвостовик D15 (левый на чертеже) надевается ведомый шкив;
- поверх шкива на тот же хвостовик надевается проставка;
- шкив через проставку туго затягивается гайкой М14;
- вал в подшипниках и со шкивом ставится на испод коромысла и временно притягивается к нему за середину струбциной (не туго!);
- обоймы подшипников также временно распираются деревянными лучинами;
- вал выставляется точно параллельно переднему обрезу коромысла: его проекции вверх должны быть касательны обоймам подшипников. Пользоваться двумя слесарными угольниками одновременно!
- прихватами быстро подвариваются укосины обойм. Ток – не более 60-80 А;
- струбцина и распорки снимаются, проверяется легкость вращения вала. Заедает – отрезаем обоймы по сварке и повторяем пп. 6-10;
- обоймы подшипников привариваются окончательно. Варить короткими стежками попеременно-поочередно правую-левую;
- даем сборке полностью остыть и снова проверяем вращение вала. Клинит, заедает – увы, перегрето при сварке. Рукам еще нужно дорасти, как надо, а обоймы придется делать (заказывать) заново. Возможно, и подшипники менять;
- вал крутится легко, плавно – закрывает подшипниковый узел легким кожухом от опилок и окалины.
Шарнир коромысла собирается аналогично, но «попкой от попки» (чашками обойм внутрь) и также закрывается легким кожухом от пыли. Ось шарнира – отрезок кругляка D(21…45), какой есть под рукой. По концам проточены шейки подшипников, такие же, как на рабочем валу, и хвостовики М14 длиной от 40 мм. Станина – из профтрубы, уголка от 40х40 и т.п. подручного металлохлама. Шарнир крепится в проушины ее стоек парами гаек (внутри и снаружи). Еще вариант сборки шарнира – обоймы его подшипников привариваются к плоской раме вместе с осью, как на врезке в рис. Затем коромысло приваривается к оси шарнира или крепится к нему резьбовыми метизами. Но таким способом отцентрировать шарнир гораздо труднее, и сложнее защитить его подшипники от пыли.
Ведущий шкив двигателя нужно сделать/подобрать таким, чтобы частота вращения диска была близка к номинальной. Пусковую схему двигателя заранее собирают на левое (смотря со стороны вала) вращение, «искрами от себя». В таком случае отдача усилия резания будет затягивать гайки шкивов и диска; они будут прочно держаться на трении, шпонок, шплинтов и т.п. дополнительных «неудобных» технологически фиксаторов не понадобится.
Чертежи отрезного станка меньшей мощности, но более точного (пригоден для работы с алмазными дисками) даны на рис. Электромотор на 350-400 Вт 2800-3000 об/мин.

Чертежи самодельного отрезного станка повышенной точности
Разбивка по позициям: 1 – электродвигатель; 2 – станина; 3 – защитный кожух рабочего органа (сталь s2); 4 – рабочий орган (абразивный диск); 5 – защитный кожух ременной передачи (сталь s2); 6 – клиновой ремень А-1018; 7 – винт М8х14; 8 – ведущий шкив (Д 16); 9 – крышка кожуха ременной передачи (сталь s2); 10 – ведомый шкив (Д 16); 11 – распорная втулка (сталь); 12 – шайба (сталь); 13 – рукоять подачи; 14 – болт М6х12; 15 – винт М5х10; 16 – рабочий вал (сталь); 17 – передняя крышка подшипникового узла (Д 16); 18 – задняя крышка подшипникового узла (Д 16); 19 – втулка (сталь); 20 – шайба (сталь); 21 – гайка (сталь); 22 – шариковый подшипник № 203; 23 – корпус шпинделя (сталь); 24 – бобышка кожуха передачи (сталь); 25 – винт М6х8; 26 – винт М8х16; 27 – бобышка кожуха диска (сталь); 28 – консоль коромысла (сталь); 20 – болт М6х16; 30 – корпус шарнира коромысла (труба 1/2”, сталь); 31 – ось шарнира (сталь); 32 – втулка (сталь); 33 – шайба; 34 – гайка М10; 35 – монтажная плита электродвигателя (сталь), 36 – корпус пускового устройства электродвигателя (Д 16).
Примечание: корпуса шпинделя и шарнира коромысла перед сборкой набиваются смазкой ЦИАТИМ-221.
Особенности данной конструкции, первое, отсутствие шарикоподшипников в шарнире коромысла. Это позволило упростить изготовление сборку станка (отпадает сложная токарка его оси и ее центровка). Второе – длинное плечо коромысла не прямая хребтина, а ломаная в плане консоль. Это делает станок компактнее, а рабочий орган более стойким на кручение по оси маятника. Т.е., в этом станок можно без опасений заправлять чувствительные с заклиниванию и выкрашиванию тонкие алмазные диски. Но грубых работ и частых перевозок с места на место такой станок не выдержит: в шарнире маятника появится поперечное биение, что сведет на нет все заботы и труды по повышению точности. В общем, это станок для аккуратной работы с достаточно качественными материалами.
Примечание: в станках подобного назначения успешно применяются более «мягкие» и включаемые непосредственно в бытовую электросеть двигатели от стиральных машин, см. напр. ролик:
Видео: отрезной станок по металлу с мотором от стир. машины





