Вибропресс для производства тротуарной плитки
Тротуарная плитка применяется для облагораживания пешеходной части улиц, проходов, площадок, дворов как в крупных городах, так и в небольших поселках. Для организации твердого покрытия это лучший вариант, так как плитку легко укладывать, она имеет эстетичный вид и долговечность. На плитку практически не воздействуют атмосферные влияния, в случае механического повреждения несколько элементов можно легко и быстро заменить, не нарушая структуру и общий вид покрытия. Следовательно и спрос на качественную тротуарную плитку, изготовленную методом вибропрессования, имеет постоянно растущие показатели.
Производство плитки: отличный вариант для организации своего бизнеса
Тротуарную плитку достаточно просто изготавливать, для этого не требуется специального сырья и наличия особых знаний. Главную роль в производстве играет оборудование — вибропресс для производства тротуарной плитки, широкий выбор которых предлагает завод «Монолит». Выбирая модель станка, необходимо понимать масштабы производства, изучить объемы сбыта, оценить возможности складских и рабочих помещений. А также учесть технологию и особенности изготовления тротуарной плитки на вибропрессах.
Технология производства тротуарной плитки вибропрессованием
Вибропрессы позволяют формировать плитку из 2 слоев: основного и лицевого (фактурного). Рецептура для первого слоя цемент, песок и отсев щебня, что обеспечивает основные качественные показатели изделия, этот слой обеспечивает требуемую толщину и высокую прочность каждого элемента. Смесь для второго слоя готовится с добавлением красителя, что обеспечивает яркий насыщенный цвет лицевой поверхности плитки.
Этапы изготовления тротуарной плитки:
- Производство изделий выполняется на станках, где может быть установлено 2 загрузочных бункера: большой бункер для основного бетона, а малый для окрашенного бетона, с добавлением пигмента. Из основного бункера бетонная смесь поступает в матрицу (пресс-форму), которая установлена на вибростол. Затем краткосрочно включают вибраторы на 1-2 сек., чтобы равномерно распределить бетонную смесь в матрице. Дальше загружается цветной бетон из второго бункера опускается пуансон, и включается режим вибропрессования на 20-40 секунд, чтобы уплотнить бетонную смесь.
- После завершения вибропрессования, оснастка снимается (поднимается матрица и пуансон), готовые изделия на поддоне перемещаются в приемную кассету или стеллаж, для дальнейшего вылеживания и набора прочности. Для ускоренного набора прочности применяются различные режимы термовлажностной обработки.
- Через сутки готовую плитку можно перемещать на склад, и перекладывать на транспортировочные поддоны, через 3 суток можно перевозить на любые расстояния.
- Через 7-10 дней тротуарную плитку можно отгружать потребителям. Летом отпуск готовой продукции возможен при достижении 70% прочности бетона для изготовления тротуарной плитки, то есть через 7 дней с момента его приготовления (зимой через 28 суток, после набора 100% прочности).
Оборудование для производства тротуарной плитки: выбираем оптимальный вариант
Завод «Монолит» предлагает ряд высокотехнологичных надежных станков для производства тротуарной плитки: «Атлант», «Лидер», «Метеор», «Мини» и др. Выбор нужной модели из представленного оборудования для производства плитки основывается на нескольких характеристиках, но главные из них — производительность вибропрессов и финансовая составляющая.
Станок для производства тротуарной качественной плитки «Мини»
Особенность этих станков для производства тротуарной плитки — это компактность размеров, что позволяет использовать их в небольших масштабах производства. Высокое качество производимых изделий, при низкой цене на оборудование, широкий выбор матриц, простота и удобство в эксплуатации позволяют успешно использовать вибропрес и производить тротуарную плитку.
Станок для тротуарной плитки «Атлант»
Такое оборудование для производства тротуарной плитки стоит от 2 379 490 руб.
При средней производительности 54 м² плитки в час, вибропрессы «Атлант» дают чистую прибыль не менее 2 002 770 руб/мес., что составляет 58% рентабельности.
Оборудование для производства тротуарной плитки «Лидер»
Станок для тротуарной плитки в базовой комплектации стоит 2 056 190 руб. При этом вибропресс имеет производительность – 36 м² в час, что позволяет достичь 57% рентабельности.
Станок для тротуарной плитки «Метеор»
Это вибропрессы стоимостью от 387 430 руб для изготовления тротуарной плитки.
На таких вибропрессах для изготовления плитки производительность плитки в час составляет от 6 м². Что позволяет достичь рентабельности в 48%, используя вибропрессы этой модели.
Производственное предприятие «Монолит» реализует весь модельный ряд вибропрессов по доступным конкурентным ценам, предлагает высокий уровень обслуживания оборудования и широкий ассортимент комплектующих для каждой модели станка.
5 лучших марок вибропрессов для изготовления тротуарной плитки
Теоретически для данных целей можно задействовать самодельный пресс-станок, чертежи находятся в свободном доступе, но изготовить сложный агрегат с гидроприводом, устойчивостью к вибрациям и нагрузкам и учесть все инерционные и размерные характеристики могут единицы. К отдельным требованиям относят контроль частоты воздействий, помимо высокого значения они должны быть регулируемыми или как минимум независящими от колебаний и скачков электросети. Подобрать их нужную амплитуду могут только специалисты.
Вибропресс с увеличенной зоной формовки и горизонтальной подачей поддонов, при необходимости дооснащаемый модулем для двухслойных изделий или системой автоматизации. Урал-М7 используется в практически во всех строительных областях, форма и размеры продукции зависят от вида пресс-форм, производительность установки за 1 час составляет до 100 п.м. поребриков и декоративных бордюрных элементов, 54 м2 брусчатки и 700 шт стеновых блоков с разной долей пустотности. Габариты варьируются в пределах высоты формовочной зоны – от 50 до 300 мм.
Минимальная мощность Урал-М7 – 13,5 мм, емкость основного приемного бункера – 1200 м3. При подключении к растворно-бетонному узлу для обслуживания линии задействуются силы 3-4 человек, место его расположения (над прессом или рядом) выбирается исходя из потребностей заказчика. Принятый по умолчанию горизонтальный вариант приема поддоном также может быть изменен на вертикальный.

Стационарный вибропресс с высокой производительностью, используемый для выпуска строительных материалов на основе песков, отсевов, керамзита, шлаков, щебня и аналогичных наполнителей и цемента в качестве вяжущего. Характеризуется уникальной точностью матриц, простотой управления и экономичностью. При установочной мощности в 2 кВт и двигателя гидростанции в 4 выдает до 600 шт плитки в час или 150 стеновых камней. Высота варьируется в пределах 50-215 мм, для брусчатки это значение не превышает 70.
Габаритные размеры вибропрессовального мини-станка при базовой комплектации составляют 1350 мм по длине, 1400 по ширине и 2050 по высоте, вес достигает 915 кг. Цикл формовки занимает 25-30 с, для обслуживания линии задействуются силы 2-3 человек. Площадь зоны вибропрессования – 420×600 мм. Рекомендуемый размер крупного заполнителя для данного оборудования варьируется в пределах 5-10 мм, в любом случае он не должен превышать 1/3 от величины минимальных линейных габаритов. При соблюдении этого условия получаемая на станке продукция характеризуется высокой прочностью и морозостойкостью и низким водопоглощением.

 Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Автомат, работающий по принципу объемного вибропрессования и включающий формовочный агрегат, приемный стол, гидравлическую станцию и электропривод и предназначенный для изготовления газонного камня и широкого ассортимента тротуарной плитки с различной конфигурацией. Рекомендуют купить при запуске базовой линии строительной продукции для мощения дорожек и площадок или при плановом переоснащении предприятий, работающих по технологии вибролитья, качество получаемых с его помощью изделий полностью соответствует требованиям ГОСТ 17608-91, 6133-99 и 6665-91.
Объемное прессование осуществляется на формовочной зоне размером 500×260 мм с возможностью изменения высоты брусчатки в пределах 50-100 мм. Весь рабочий цикл занимает 15-20 с, получаемые элементы остаются на металлическом поддоне до окончательного набора прочности. Для запуска непрерывного вибропрессования потребуется помещение площадью от 130 м2 и высотой в 6 м, объем приемочного бункера составляет 0,28 м3. Модель не предназначена для выпуска стенового камня в виде крупных блоков, но с ее помощью возможно изготовление качественного кирпича для обустройства тротуаров и площадок.
Компактный китайский станок для производства кирпича и тротуарной плитки методом вибропрессования с надежными и проверенными характеристиками. Рекомендуют приобрести при необходимости запуска полноценной полуавтоматической линии для строительных материалов и элементов благоустройства, они характеризуются высокой геометрической точностью и разнообразием форм.

К конструкционным преимуществам относят надежную работу гидравлической станции за счет отвода тепла и фильтра возврата масла и наличие эффективной системы управления процессами прессования. Устройство обеспечивает вибрационную частоту до 3000 об/мин, при цикле формовки в 15-20 с на выходе получаются прочные и максимально гладкие изделия.
Принцип работы вибропресса для тротуарной плитки
Технология производства вибропрессованной тротуарной плитки, плюсы и минусы
Вибропрессованная тротуарная плитка – один из наиболее популярных и оптимальных вариантов оформления тротуаров, садовых дорожек и других участков придомовой территории. Часто плитку используют для мощения городских площадей и улиц, где ежедневно проходит огромное число людей. Это говорит о том, что материал способен выдерживать серьезные нагрузки и сохранять первоначальный внешний вид на протяжении многих лет.

Несмотря на то, что метод вибропрессования более сложный и требует немалых финансовых затрат, специального оборудования, высокое качество итогового материала полностью оправдывает все расходы и трудности. Прежде, чем сделать выбор в пользу вибропрессованного производства или материала, желательно изучить плюсы и минусы, особенности метода.
Способы производства тротуарной плитки
Стандартная тротуарная плитка производится с использованием двух основных методов – это вибролитье и вибропрессование . Разница в способах заключается в воздействии на материал – в случае вибролитья готовая смесь формуется на вибростоле в формах из пластика и потом высыхает, вибропрессование предполагает еще и воздействие пресса (давления) на плитку, что обеспечивает большую прочность и плотность.
Вибролитье может стать прекрасным выбором для организации частного производства изделий – оборудование сравнительно недорогое, все можно делать самостоятельно, быстро и просто. Для производства понадобятся вибростол, бетономешалка, формы из пластика и бетонная смесь, приготовленная из составляющих в определенной пропорции. Но таким методом изготовить большие объемы материала не получится – максимум 100 метров тротуарной плитки за смену (обычно около 50-60).

Для изготовления вибропрессом понадобится купить дорогое оборудование, использовать полусухие смеси бетона. Формовка изделий осуществляется благодаря матрице и пуансону, воздействию вибропресса. Продукция создается на сменных поддонах, в них и сушится плитка.

Достоинства способа вибропрессования изделий
При условии соблюдения рецептуры смеси и всех важных этапов технология производства тротуарной плитки вибропрессованием более предпочтительна и дает возможность получать стойкие к морозу, высокой температуре, воде, износу плитки, которые соответствуют ГОСТу 17608-91.

Основные преимущества вибропрессования:
- Очень высокий показатель прочности плитки (М200-М400) при условии меньшего расхода цемента
- Получение плитки, стойкой к морозу – показатель находится в пределах Мрз 200-300 циклов
- Существенная экономия на модифицирующих добавках, пластификаторах
- Возможность сэкономить на оплате труда сотрудников (процесс на многих этапах автоматизирован)
- Возможность организовать масштабное производство, снизив общие расходы за счет двусменной работы и сокращения технологического цикла
- Наличие возможности дооснащать вибропресс разными устройствами и приспособлениями с целью получения разной плитки, увеличения производительности
- Получение изделий со строго обозначенными геометрическими формами, цветом, размером
- Шершавая поверхность плитки – благодаря чему ее можно класть на городских территориях, терминалах, складах, полосах торможения и разгона транспорта и т.д.
- Возможность обработки поверхности вибропрессованной плитки – материал допускает бучардирование, полировку, шлифовку
Оборудование и материалы
Вибропрессование тротуарной плитки в промышленных масштабах требует покупки серьезного оборудования. В первую очередь, это вибропресс, который используется для уплотнения смеси. Вибропресс может отличаться по мощности, степени автоматизации, мобильности, быть с разными размерами формовочной площадки. Также понадобятся специальные формы из полиуретана, пластика, резины, силикона, формопласта и т.д. В массовом производстве используют стальные формы.

Для организации процесса производства тротуарной плитки понадобятся бетономешалки для приготовления смеси, вибросита для просеивания сыпучих материалов, штабелеры для подъема и укладки форм с плиткой. Если производство осуществляется в холодное время года, понадобится обеспечить еще и источник тепла для быстрой и качественной сушки изделия.
Материалы для производства плитки:
- Цемент марки М500
- Крупный наполнитель – щебень мелкой фракции, отсев, галька или шлак
- Мелкий наполнитель – песок фракции 0.5-0.6 миллиметров
- Вода
- Пигмент – чтобы придать плитке нужный цвет
- Смазка для форм, что упрощает процесс работы
Технология производства

Вибропрессованная тротуарная плитка производится в соответствии с технологией под воздействием давления и вибрации. Метод автоматизирован, высокопроизводителен, позволяет делать плитку с нужными характеристиками (цвет, размер, вес изделия).
Процесс производства плитки:
- Приготовление бетонной смеси – в бетономешалке принудительного действия. Если слоев у плитки два, смеси для них готовятся в разных емкостях.
- Формовка – бетон заливается в поддон, прижимается матрицей вибропресса к площадке, потом пуансон опускается и запускается процесс вибрирования. В течение 3-5 секунд материал уплотняется под давлением и вибрацией, после чего паунсон и матрица поднимаются, поддон с изделиями снимается и отдается на сушку, вместо него устанавливается следующая форма.
- Сушка – изделия проходят обработку теплом и влагой (обычно водяным паром). Если же есть место для установки плиток, их могут сушить и без обработки теплом. Изделия снимают с поддонов, как только бетон достигает показателя прочности в 1.5-2 МПа, после чего поддоны можно использовать дальше. В среднем бетон твердеет в течение 6-7 часов.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Источник статьи: http://1beton.info/izdeliya/trotuarnaya/vibropressovannaja-trotuarnaja-plitka
Технология изготовления тротуарной плитки методом вибропрессования
Основные свойства вибропрессованной тротуарной плитки
Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.

Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).

Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании — вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
Вибропогружатели для свай
- Вибропогружатели для свай
- Вибропогружатели для шпунта
- Вибропогружатели на экскаватор
- Вибропогружатели для труб
- Вибропогружатели электрические
-
Товаров найдено: 19 Товаров к сравнению: 0
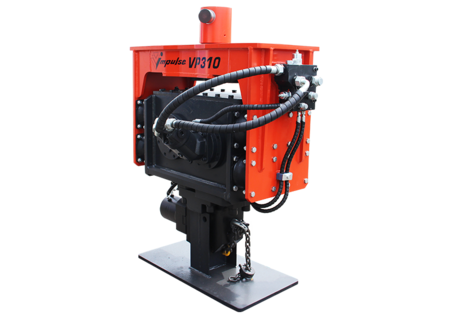
- Статический момент, кгс*м² 4
- Частота, Гц 48.3
- Вынуждающая сила, кН 310
- Кг 4
- Кг 48.3
- Кг 310
Вибропогружатель Impulse VP310 (Россия)

- Статический момент, кгс*м² 4.6
- Частота, Гц 40
- Вынуждающая сила, кН 300
- Кг 4.6
- Кг 40
- Кг 300
Вибропогружатель Delta VM300 (Англия)
- Статический момент, кгс*м² 3.5
- Частота, Гц 50
- Вынуждающая сила, кН 350
- Кг 3.5
- Кг 50
- Кг 350
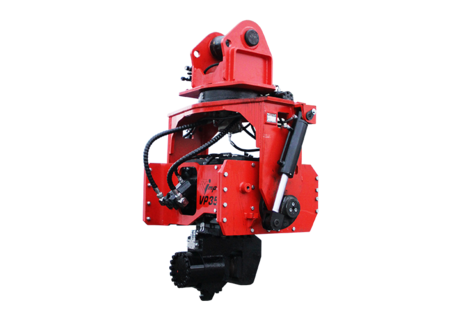
Вибропогружатель Impulse VP350R (Россия)

- Статический момент, кгс*м² 6.9
- Частота, Гц 41
- Вынуждающая сила, кН 453
- Кг 6.9
- Кг 41
- Кг 453
Вибропогружатель Delta VM450 (Англия)

- Статический момент, кгс*м² 8.23
- Частота, Гц 41.6
- Вынуждающая сила, кН 564
- Кг 8.23
- Кг 41.6
- Кг 564
Вибропогружатель Delta VM550 (Англия)
- Статический момент, кгс*м² 8
- Частота, Гц 45
- Вынуждающая сила, кН 639
- Кг 8
- Кг 45
- Кг 639
Вибропогружатель Impulse VP500 (Россия)

- Статический момент, кгс*м² 8
- Частота, Гц 41.6
- Вынуждающая сила, кН 604
- Кг 8
- Кг 41.6
- Кг 604
Вибропогружатель Delta VM600SG

- Статический момент, кгс*м² 6.1
- Частота, Гц 50
- Вынуждающая сила, кН 610
- Кг 6.1
- Кг 50
- Кг 610
Вибропогружатель Impulse VP600R (Россия)

- Статический момент, кгс*м² 2.3
- Частота, Гц 50
- Вынуждающая сила, кН 220
- Кг 2.3
- Кг 50
- Кг 220
Вибропогружатель Delta VM220 (Англия)
- Дополнительные опции Трубный зажим
- Дополнительные опции Трубный зажим

- Дополнительные опции Трубный зажим
- 1
- 2
- Яндекс Дзен
- Youtube
- Vkontakte
Группа Компаний «Традиция» – многопрофильный промышленный холдинг, предлагающий оборудование мирового уровня предприятиям дорожно-строительной, коммунальной, добывающей отраслей.
-
115583, г. Москва, Елецкая ул. 26 +7 495 727-40-69 company@tradicia-k.ru
Компания
- О компании
- Новости
- Статьи
- Файлы
- Спецпредложения
- Лизинг
- FAQ: Часто задаваемые вопросы
Последние новости



«Традиционный» дайджест
Будьте в курсе всего самого нового в индустрии .
©Все права защищены 1995-2021 Группа Компаний «Традиция»
- Пользовательское соглашение |
- Гарантийный отдел |
- Доставка |
- Контакты

Свяжитесь с нами
Спасибо, что сделали заказ на нашем сайте!
Мы уже приступили к его обработке. Специалист свяжется с вами в ближайшее время.
А пока давайте познакомимся поближе:

В презентации
Группы компаний «Традиция»
Мы рассказываем о своём 25-летнем опыте работы на рынке

Также предлагаем посетить наш youtube-канал
Там нет глупых блогеров — мы показываем, как наше оборудование помогает бизнесу развиваться.
Спасибо за ваше обращение!
Ваш запрос принят в работу. В ближайшее время менеджер свяжется с вами для уточнения заказа.
Узнать больше о компании и продуктах Delta Parts вы можете в наших соцсетях
Акции и новые поступления в Instagram
Только для наших подписчиков, давайте дружить!

Посмотрите обзоры, отличительные особенности запчастей, состав ремкомплектов

Сохраните в свой смартфон! +7 (495) 727-00-69
Для вашего удобства мы выделили вам прямой телефон для связи с менеджером
Спасибо, что сделали заказ на нашем сайте!
Мы уже приступили к его обработке. Специалист свяжется с вами в ближайшее время.
А пока давайте познакомимся поближе:

Полный перечень наших услуг по обслуживанию техники и навесного оборудования.
Также предлагаем посетить наш youtube-канал
Там нет глупых блогеров — мы показываем, как наше оборудование помогает бизнесу развиваться.
Вибропогружение свай
Фундамент на железобетонных сваях – один из наиболее распространенных типов оснований как индивидуальном, так и в крупномасштабном строительстве. Существует несколько методов погружения ЖБ свай – ударный, статический, вибрационный. Именно о последнем из них пойдет речь в данной статье.
- Особенности метода

- Используемая техника
- Какие сваи мы погружаем этим методом
- Технология вибропогружения
- Журнал вибропогружения свай
- Преимущества метода
- Заказ вибропогружения свай в Москве

В материале мы детально рассмотрим особенности метода вибропогружения, его преимущества и недостатки, а также технику, которая используется для реализации данной технологии.
Особенности метода
Суть метода вибропогружения заключается в воздействии на сваю высокочастотных низкоамплитудных колебаний, вырабатываемым специальным оборудованием – вибропогружателем. В процессе погружения вибрационные нагрузки, испытываемые сваей, передаются на грунт, контактирующий со стенками и острием железобетонной конструкции. Вибрация оказывает на грунт разуплотняющее воздействие – нарушаются структурные связи в почве под острием сваи и уменьшаются силы трения с ее стенками.
При уменьшении сопротивления грунта свая, за счет своей массы и массы закрепленного на ней вибропогружателя, опускается в почву. То, насколько эффективным будет процесс вибропогружения, на практике зависит от четырех факторов: количества вибрационных колебаний, вырабатываемых сваепогружателем (число колебаний может варьироваться в пределах от 400 до 2500 в минуту), массы вибропогружателя, массы самой сваи и типа грунта.

Рис: Процесс погружение сваи под воздействием вибрационных колебаний
Под воздействием вибрационных колебаний острие сваи легко вскрывает и проходит вышеуказанные типы почвы, тогда как при реализации метода в высокоплотных глинистых и суглинистых грунтах под острием сваи, в процессе погружения, скапливается слой уплотненной почвы, который сводит эффективность вибропогружения к минимуму. В таких грунтовых условиях вибропогружение должно дополняться бурением лидердных скважин либо заменяться ударной забивкой.
Используемая техника
Для реализации метода вибропогружения железобетонных свай используется одноименное оборудование – вибропогружатели, которые производят и передают на сваю низкоамплитудные колебания. Вибропогружатели представляют собой навесное оборудование, которое устанавливается на копровую мачту сваебойной машины.

Стандартный вибропогружатель состоит из трех основных узлов:
- Электропривода, который приводит устройство в действие;
- Вибратора, внутри которого расположены неотцентрированные разнонаправленные дебалансы, закрепленные на вращающихся валах. В процессе движения дебалансов вырабатываются вибрационные колебания;
- Наголовника – элемента, жестко фиксирующегося на голове железобетонной сваи, который соединяет две конструкции между собой.

Согласно особенностей конструкции вибропогружатели делятся на простые (жесткие) и подрессоренные. Отличия между ними заключаются в том, что в жестких конструкциях электрический привод установлен непосредственно на корпусе вибратора, тогда как в подрессоренных двигатель смонтирован поверх установленной на пружинах платформы. Данное, казалось бы, незначительно отличие, существенно увеличивает ресурс работы выбропогружателя, поскольку привод устройства не подвергается деструктивным вибрационным воздействиям.
Какие сваи погружаем таким методом
Технология вибропогружения применима для работы со всеми видами железобетонных свай, кроме составных изделий. Обуславливается это повышенными требованиями к жесткости конструкции, которая будет испытывать вибрационные воздействия. За счет высокочастотных колебаний сварное соединение составных свай в процессе погружения может деформироваться либо разломаться, что приведет к полной негодности сваи.

Метод вибропогружения является предпочтительной технологией при работе с полыми сваями оболочками с открытой нижней частью. В таком случае вибрационное погружение демонстрирует на порядок большую эффективность, чем ударная забивка свай. Также технология широко востребована при погружении шпунтового металлопроката – полых стальных труб, корытообразного и прямого шпунта. На практике наблюдается следующая взаимосвязь – чем меньше сечение стенки погружаемой конструкции, тем более эффективным будет вибропогружение.
Технология вибропогружения
Реализации технологии вибропогружения при проведении свайных работ предшествует подготовительный этап, в процессе которого выполняется планировка строительной площадки, обустройство путей передвижения копровых установок по объекту, геодезическая разбивка свайного поля и распределение железобетонных свай по расходным складам.

Непосредственное вибропогружение ЖБ свай реализуется в следующей последовательности:
- Помощник оператора копра наносит краской на ствол железобетонной сваи размерные пометки с шагом в 1 метр, которые дают возможность определять глубину погружения столба;
- Расположенную на расходном складе сваю цепляют за монтажные петли с помощью карабина лебедки копра и подтягивают к сваебойной машине;
- Сваю стропуют с помощью кольцевого и страховочного стропа и поднимают в воздух. Посредством манипуляций стрелового крана копровой установки свая устанавливается в вертикальное положение, ее острие упирается в почву а верхняя часть подводится под наголовник вибропогружателя;
- Свая фиксируется в наголовнике, после чего операторы проверяют вертикальность ее расположения на точке погружения;
- Начинает работать вибропогружатель. В процессе опускания железобетонной конструкции в грунт производится постоянный контроль вертикальности ее вхождения, возникающие перекосы устраняются посредством оттяжки ствола лебедками либо установкой боковых упоров-кондукторов.

Рис: Вибропогружение корытообразного шпунта
Журнал вибропогружения свай
В процессе выполнения вибропогружения в обязательном порядке должен заполняться “Журнал вибропогружения свай”, для ведения которого предусмотрена форма Ф-42. В данном журнале указываются все технологические особенности проведения работ, которые по завершению реализации проекта сдаются заказчику вместе с готовым свайным полем.
Журнал вибропогружения свай содержит два информационных блока: титульный лист и рабочие поля. В титульный лист журнала вносится следующая информация:
- Тип используемого вибропогружателя и наголовника;
- Тип стыковки наголовника и свайного столба;
- Реализуемый метод защиты оборудования от гидравлического удара;
- Мощность двигателя и частота колебаний вибропогружателя;
- Модель сваебойной установки и копровой мачты;
- Уровень грунтовых вод на строительной площадке;
- Тип, длина и сечение погружаемых свай;
- Проектная глубина погружения столбов;
- Результаты пробного вибропогружения свай: скорость погружения, амплитуда движения вибпропогружателя, глубина забивки сваи в грунт, сила подаваемого на вибропогружатель тока.

В рабочих полях журнала вибропогружения свай указывается:
- Номер залога (периода времени, за который высчитывается отказ сваи);
- Время продолжительности залога;
- Величина погружения сваи от одного залога;
- Отдых сваи между проведением последующих залогов;
- Информация о работе вибрационного погружателя: частота колебаний, сила и напряжения подаваемого тока.
Преимущества метода
Широкая востребованность технологии вибропогружения при проведении свайных работ обуславливается рядом важных преимуществ данного метода, в сравнении с технологией ударной забивки. К достоинствам вибропогружения относится:
- Невысокий уровень шума в процессе погружения (не превышает 50 дБ, тогда как при забивке дизельмолот вырабатывает шум свыше 100 дБ);
- Минимальная величина деструктивных динамических нагрузок на фундаменты близстоящих зданий, что позволяет погружать сваи вблизи существующих сооружений;
- Высокая эффективность и производительность при работе в несвязных водонасыщенных грунтах;
- Себестоимость вибропогружения аналогична ударной забивки, что делает этот метод равносильно экономически выгодным.

Заказ вибропогружения свай в Москве
Вибропогружение – одно из ключевых направлений деятельности СК “Установка свай”. Если вы заинтересованы в услугах по погружению ЖБ свай либо металлического шпунта вибрационным методом, обращайтесь к нам, и мы выполним все работы быстро и качественно.
Наша компания обладает парком современной копровой техники, в который входят Junttan PM20, УСА (универсальный сваебойный агрегат) и БМ-811 – это высокопродуктивные сваебойные машины, способные погружать до 50 свай в течении одного рабочего дня.
Все работы мы выполняем согласно строгим требованиям строительных стандартов, при этом мы ценим время своих клиентов и никогда не задерживаем срок сдачи проектов. Для уточнения интересующих вас вопросов обратитесь к менеджерам нашей фирмы по контактному телефону, либо используйте форму “Отправить заявку” и мы сами свяжемся с вами в течении 15 минут.
Полезные материалы

Вибропогружатели для свай
Вибропогружатель – это техника, используемая при погружении свай в грунт.
Вибропогружатель для свай
Компания «Дистрикс» предлагает современные вибропогружатели свай в аренду. Технику можно заказать с экскаватором под управлением с опытным оператором.
Наши специалисты ответят на все ваши вопросы без выходных и праздников. Хотите заказать вибропогружатель для свай? Мы рады помочь.
Вибропогружатель такого типа применяют при обустройстве свайных фундаментов и строительстве мостов. Техника справляется с работой на ослабленных грунтах.
Различается техника и спектру частот, и по характеру колебаний. Рабочая частота определяет уровень производительности. Она может быть:
 |
Низкой, 300-700 кол/мин. Техника с такой частотой способна выполнить около 500 кол/мин, она подходит для работ со сваями большой массы и крупных габаритов. С помощью агрегата с низкой частотой устанавливают все виды железобетонных свай, за исключением составных. Низкочастотные вибропогружатели используют при погружении свай-оболочек. |
|
Средней, от 700 до 1500 кол/мин. Такой технике под силу глина и суглинок, она отличается высокой проходимостью грунтов. |
|
Высокой, от 1500-2500 кол/мин. Высокочастотные погружатели предназначены для свай небольшой массы. Они применяются для погружения металлических свай. Такая техника подходит для изделий с небольшим лобовым сопротивлением. |
Малоэтажное строительство идеально для применения бетонных свай. Для всех видов возведения зданий подходит использование стальных свай.
Достоинства метода
При выполнении свайных работ следует выделить несколько преимуществ:
| низкий уровень шума, он не превышает 50 децибел; | невысокая стоимость вибропогружения; |
| небольшая нагрузка на фундаменты зданий, стоящих рядом; | высокая производительность работы на глинистых грунтах. |
Навесные на кран

| Габариты ДxВxШ (мм) | 2400 x 2030 x 360 |
| Статический момент (кг/м) | 25,92 |
| Частота колебаний (об/мин) | 400-2000 |
| Возмущающая сила (т) | 120 |
| Усилие извлечения (кН) | 61 |
| Вес без зажима (кг) | 4037 |
| Вес с универсальным зажимом (кг) | 4743 |
| Усилие зажима сваи (т) | 125 |
| Амплитуда колебаний (мм) | 18 |
| Длина гидравлического шланга (м) | 30 |
| Высота с зажимом (мм) | 2735 |
| Маслостанция | APE 375VM |
| Мощность двигателя APE 375VM, кВт | 280 |
| Рабочее давление в гидросистеме, бар. | 331 |
| Расход, л/мин | 455 |
| Вес маслостанции, кг | 5 715 |
| Габариты (Д х Ш х В), мм | 3480 x 1930 x 2080 |
| Частота вращения (об/мин) | 2100 |
| Габариты ДxВxШ (мм) | 1920 x 2240 x 893 |
| Статический момент (кг/м) | 0-28 |
| Центробежная сила (макс.) (кH) | 1473 |
| Числа оборотов (макс.) (об/мин) | 2190 |
| Частота (макс.) (Гц) | 36,5 |
| Сила тяги (макс.) (кН) | 500 |
| Вес динамический, без зажимного устройства (кг) | 3120 |
| Вес общий, без зажимного устройства | 7820 |
| Амплитуда колебаний, без зажимн.устр./забив.профиля (мм) | 18 |
| Потребляемая мощность (макс.) (кВт) | 428/514 |
| Рабочий объем двигателя (макс.) (л/мин) | 734/880 |
| Давление (макс.) (бар) | 350 |
| Рекоменд.приводной агрегат | МS-A 420/570 |
| Одиночное зажимное устройство | MS-U 180 |
| Двойное зажимное устройство | 2 х MS-U 90/100 |

| Габариты ДxВxШ (мм) | 2548 x 495 x 1567 |
| Статический момент (кг/м) | 32 |
| Частота колебаний (об/мин) | 1650 |
| Центробежная сила (кН) | 955 |
| Усилие извлечения (кН) | 400 |
| Вес без зажима (кг) | 4600 |
| Вибрационная масса (кг) | 2350 |
| Амплитуда колебаний (мм) | 27,2 |
| Длина стандартных шлангов (м) | 35 |
| Зажим для шпунта (наголовник) | 130TU |
| Тип Энергоустановки | 400 |
| Маслостанция | ICE 400 RF |
| Мощность двигателя Caterpillar C9 ACERT, кВт | 242 |
| Рабочее давление в гидросистеме, бар. | 350 |
| Макс. расход масла, л/мин. | 396 |
| Вес маслостанции, кг | 5 450 |
| Габариты (Д х Ш х В), м | 4,0 x 1,65 x 1,94 |
| Трубный зажим | 2 х 81ТС |

| Габариты ДxВxШ (мм) | 2658 × 840 × 2595 |
| Статический момент (кг/м) | 46 |
| Частота колебаний (об/мин) | 1570 |
| Центробежная сила (кН) | 1250 |
| Усилие извлечения (кН) | 400 |
| Масса без наголовника (кг) | 7450 |
| Вибрационная масса (кг) | 3950 |
| Амплитуда колебаний (мм) | 23,3 |
| Длина стандартных шлангов (м) | 45 |
| Зажим для шпунта (наголовник) | 160TU |
| Тип энергоустановки | 600 |
| Маслостанция | ICE 600RF |
| Мощность дизельного двигателя (Caterpillar) (кВт/л.с.) | 403 / 548 |
| Поток гидравлического масла, max (л/мин) | 670 |
| Давление гидравлического масла, max (бар) | 350 |
| Рабочий вес (кг) | 7600 |

| Габариты ДxВxШ (мм) | 1 994 x 980 x 2 314 |
| Статический момент (кг/м) | 0-24 |
| Частота колебаний (об/мин) | 2 350 |
| Центробежная сила (кН) | 0-1458 |
| Усилие извлечения (кН) | 470 |
| Вес без зажима (кг) | 4548 |
| Мощность (кВт) | 410 |
| Амплитуда колебаний (мм) | 14,4 |
| Маслостанция | PP 540 |
| Мощность двигателя VOLVO PENTA, кВт | 397 |
| Рабочее давление в гидросистеме, бар. | 350 |
| Расход, л/мин | 648 |
| Вес маслостанции, кг | 5 450 |
| Габариты (Д х Ш х В), м | 4,2 x 1,79 x 2,38 |
| Зажим для шпунта | SCN 165 |
| Трубный зажим | KCN |
Вибропогружатели на экскаватор

| Габариты ВxГxШ (мм) | 2615 х 1115 х 1270 |
| Частота | 2300 – 3000 |
| Масса без адаптера | 3370 |
| Мощность двигателя, мин. | 184 |
| Противодавление, макс. | 5 |
| Давление | 350 |
| Эксцентриковый момент | 7.6 |
| Центробежная сила, макс. | 750 |
| Вибрация грунта | Нормальная |
| Расход масла | |
| Метод забивания | Вибрация |
| Угол поворота | +/- 360 |
| Угол наклона | +/- 30 |
| Auger diameter |

| Габариты ВxГxШ (мм) | 2615 х 1115 х 1270 |
| Частота (об/мин) | 2300 – 3000 |
| Масса без адаптера * (кг) | 3500 |
| Мощность двигателя, мин. (кВт) | 184 |
| Противодавление, макс. (бар) | 5 |
| Давление (бар) | 350 |
| Эксцентриковый момент (кгм) | 7.6 |
| Центробежная сила, макс. (кН) | 750 |
| Вибрация грунта | Низкая |
| Расход масла (л/мин) | |
| Безрезонансный пуск и останов | Да |
| Метод забивания | Вибрация |
| Угол бокового наклона (°) | +/- 0 |
| Угол поворота (°) | +/- 360 |
| Угол наклона (°) | +/- 30 |
| Auger diameter (мм) |

| Габариты ДxВxШ (мм) | 1 103 х 850 х 1 103 |
| Статический момент (кг/м) | 0-9,04 |
| Частота колебаний (об/мин) | 2 750 |
| Центробежная сила (кН) | 0-749 |
| Усилие извлечения (кН) | 235 |
| Вес без зажима (кг) | 2 475 |
| Мощность (кВт) | 161 |
| Амплитуда колебаний (мм) | 10,8 |
| Рекомендуемая масса экскаватора (т) | 35-40 |
| Зажим для шпунта | SCN 75 |
| Трубный зажим | KCN |
Отзывы о нас с независимых площадок

Ирина Б. отзыв с 2ГИС
Уже не первый год сотрудничаем с компанией спецтехники «Дистрикс». Неоднократно заказывали несколько гусеничных экскаваторов со скидкой. Главное преимущество, что работают в праздничные дни. Благодаря качественной работе спецтехники, сдаём объекты в срок!

Наталья отзыв с Яндекс Карты
Заказывали технику для строительных работ, были довольны сервисом и качеством машин!
Таня А. отзыв с Яндекс.Карты
Работой довольны. Все произведено в срок. Проблемы решались оперативно.
Максим К. отзыв с 2ГИС
Хорошая компания. Работали с ними не на одном объекте.
Вибропогружатели

Вибропогружатели для труб
Вибропогружатель для труб – это одна из разновидностей строительного оборудования, предназначенного для погружения труб, свай, шпунтов в грунт или извлечения их оттуда.
Вибропогружатель, как следует из самого названия прибора, обеспечивает углубление металлоконструкции в грунт при помощи вибрации, передаваемой к ней от электровибратора.

Вибропогружатели для шпунта
Вибропогружатель – это особый тип строительного оборудования, который предназначен для погружения шпунтов и прочих металлоконструкций в грунт или для их извлечения оттуда.
Вибропогружатель Красный Маяк ВП 48-25
Вибропогружатель ВП-48-25 предназначен для погружения или извлечения из грунта металлических или иных элементов различных конструкции (рельса, трубы, стального проката других профилей, уголок, швеллер, брус и т.п.).
Вибропогружатель Красный Маяк ВП 40-50
Вибропогружатель ВП-40-50 предназначен погружения и извлечения арматурного каркаса буронабивных свай.
Вибропогружатели завода Красный Маяк изготавливаются на основе надежных электромеханических вибраторов, что позволяет избежать промежуточных узлов синхронизации и узлов передачи вращения виброблоку.
Вибропогружатель Красный Маяк ВП 22-50
ВП-22-50 – высокочастотный электрический вибропогружатель малой мощности для погружения в мягкие и рыхлые грунты небольших металлоконструкций.
ВИБРОПОГРУЖАТЕЛЬ
Вибропогружатель – такой тип промышленного оборудования, предназначенный для погружения/ извлечения в грунт различного рода металлоконструкций:
- Шпунтовых свай (в т.ч. шпунт Ларсена);
- Шпунтов с U и Z-образными профилями;
- Всевозможных труб, балок, швеллеров, рельс и т.п.;
- Ограждений котлованов и проч.
Вибрационный метод погружения свай является на сегодняшний день самым «деликатным», так как вибрация, передаваемая от двигателя на металлоконструкцию, не так сильно распространяется по поверхности грунта, как например, при работе молотом. К тому же воздействие на саму сваю будет значительно меньше, если ее «вдавливание» будет проходить с помощью вибропогружения.
Благодаря «мягкости», плавности погружения свай этот метод разрешено использовать даже в городской местности, где превалируют частые многоэтажные постройки.
.jpg)
Другие плюсы вибропогружения:
- Невысокая стоимость погружения свай, в отличие от прочих методов погружения свай в грунт;
- Сравнительно незначительная шумность работы;
- Высокая частота вибрации, которая обеспечивает «мягкость» погружения сваи в грунт.
Минусы вибропогружения:
-
Основным минусом, значительно ограничивающим область применения вибропогружателей, это неспособность обеспечивать погружение металлоконструкции в грунт высокой прочности или скалистые грунты.
Вибропогружатели успешно справляются с рабой на мягких, рыхлых, прибрежных и песчаных грунтах, однако бессильны на твердой почве.
Ярославский завод «Красный Маяк» производит электрические вибропогружатели небольшой мощности для вибропогружения в мягкие и рыхлые грунты небольших свай, труб, рельс, швеллеров и т.п. Благодаря, что в качестве двигателя используются общепромышленные вибромоторы, электрические вибропогружателия ЯЗКМ имеют возможность:
- Регулировки статического момента и вынуждающей силы с помощью дебалансов (в зависимости от определенных рабочих условий и задач);
- Работать от источников питания невысоких мощностей.
Конструкторы Ярославского завода «Красный Маяк» постоянно развивают линейку вибропогружателей, учитывая спрос наших клиентов, поэтому, если в имеющемся перечне вибропогружателей Вы не нашли подходящего, то всегда можете обратиться к нашим специалистам с просьбой рассчитать возможность производства вибропогружателя для конкретных шпунтов и профилей.
Тем не менее, линейка вибропогружателей ЯЗКМ на сегодня выглядит таким образом:
Технические характеристики
ВП-48-25
.jpg)
Электрический вибропогружатель, предназначенный для погружения свай, труб, рельс, швеллеров и проч.
Вын. сила регулируется в пределах: 18,8 – 48,4 кН
Диаметр погружаемых труб: 219/ 325 мм с толщиной стенки до 12мм и массой не более 635 кг
Напряжение: 42В (безопасное напряжение; подключение к трехфазной сети с помощью понижающего трансформатора (в комплект не входит)); 380В (необходимо использовать в комплекте с с использованием защитно-отключающим устройством.)
ВП-40-50

Электрический вибропогружатель, предназначенный для погружения свай, труб, рельс, швеллеров и проч.
Вын. сила регулируется в пределах: 19,8 – 40,0 кН
Диаметр погружаемых труб: 465 мм с массой не более 2000 кг
Напряжение: 42В (безопасное напряжение; подключение к трехфазной сети с помощью понижающего трансформатора (в комплект не входит)); 380В (необходимо использовать в комплекте с с использованием защитно-отключающим устройством.)
ВП-22-50

Электрический вибропогружатель малой мощности для погружения в мягкие и рыхлые грунты небольших металлоконструкций.
Вын. сила регулируется в пределах: 11,2-22,6 кН
Диаметр погружаемых труб: 90мм с массой не более 100 кг.
Напряжение: 42В (безопасное напряжение; подключение к трехфазной сети с помощью понижающего трансформатора (в комплект не входит)); 380В 3ф и 220В, 1 ф (необходимо использовать в комплекте с с использованием защитно-отключающим устройством.)
Для того, чтобы внимательно изучить каждую модель, нажмите кнопку «Подробнее» в перечне товаров выше. В карточке товаров представлены полные технические характеристики, схемы и документация на оборудование.





