Полипропиленовые трубы: инструкция по сварке
Общие сведения о материале и процессе
Современные достижения науки в области химии материалов и их внедрение в промышленное производство существенно упростили многие процессы. В том числе и на бытовом уровне. Если раньше устройство канализации или водоснабжения представлялось сложным, затратным и долгим процессов с большим количеством непредвиденных и малоприятных обстоятельств, то теперь сантехнические работы может выполнить каждый.
Для того, чтобы научиться работать с полипропиленовым материалов — достаточно пройти курсы, ознакомиться с видео уроком или изучить многочисленные советы и рекомендации под общим названием: «Сварка полипропиленовых труб. Инструкция».
Полипропилен – это материал, обладающий такими свойствами, которые оптимально подходят для изготовления труб, фитинга и других изделий для проведения сантехнических работ. Этот полимер прочен, пластичен, обладает стойкостью ко многим растворителям. Это термопласт с тепловыми особенностями, которые дают возможность легко монтировать изделия из него. Существуют различные способы соединения пластмассовых изделий, но для надежности канализационных, водопроводных и отопительных систем, сварка полипропиленовых труб – самая надежная.
 Этапы соединения полипропиленовых труб с помощью паяльника
Этапы соединения полипропиленовых труб с помощью паяльника
Материал позволяет применять изделия из него в температурном диапазоне от -10 0 С до +90 0 С. При соблюдении такого режима эксплуатации, каких-либо повреждений или протеканий системы гарантированно не будет. «Тонким» местом могут быть стыки, швы, места крепления одного изделия к другому, то есть там, где нет целостности материала. Тем более, если монтаж проводился не специалистом или нестандартным оборудованием. Потому, чтобы избежать неприятных моментов, необходимо хорошо изучить тему: «Сварка полипропиленовых труб», инструкция предлагает ее начать с подбора инструментов и оборудования.
Инструменты и приспособления
Для сварки полипропиленовых труб паяльник является основным и обычным инструментом. Его функции может выполнять практически любой приспособленный для нагревания и поддерживающий необходимый температурный режим прибор. В настоящее время представлен довольно большой выбор таких приборов, в том числе специальных сварочных аппаратов.
Для соединения небольших изделий применяют компактные переносные аппараты мощностью до 1500 Вт и работающих от стандартной электрической сети 220 В.
Обязательные и самые важные приспособления для сварки полипропиленовых труб – насадки. Они предназначены для нагрева внешней и внутренней части изделия, которое планируется к соединению. Насадка состоит из двух частей и присоединяется к отверстию детали, которую называют фитинг. Она является частью системы циркуляции воды и устанавливаются в местах разветвлений, изменения диаметра, поворотов, перекрытия потока и так далее. Насадку подсоединяют к деталям и затем плотно закрепляют. После чего начинают процесс разогрева.
 Паяльник для полипропиленовых труб с насадками
Паяльник для полипропиленовых труб с насадками
Момент правильного разогрева материала очень важен, так как именно благодаря ему сварка полипропиленовых труб и фитинга будет максимально плотной и качественной. Насадка – элемент, который часто подвергается разного рода механическим и физическим воздействиям. Но ее части, особенно те, которые участвуют в разогревании материала, должны быть всегда в надлежащем состоянии. Для этого они покрыты тефлоновым слоем. Благодаря этому она не прилипает к пластику и равномерно разогревает поверхности. Кроме того, с нагревательными частями насадок надо обращаться максимально бережно и предохранять от ударов и повреждений.
Для изделий полипропиленовых сварка важный, но не весь процесс. Если фитинг изменениям в процессе установки не подвергается, то трубы гнут, подгоняют по размеру, режут. Для этого необходим целый набор приспособлений и дополнительных инструментов. Это:
- держатель;
- подставки разного вида и назначения, в том числе специальная — для сварочного аппарата;
- шаблоны отверстий;
- ножницы или пила;
- измерительные приборы;
- рулетка или линейка;
- болты для крепления насадок;
- шестигранник и гаечные ключи;
- уровень.
Особенности процесса и рекомендации
Сварку полипропиленовых труб инструкция описывает как процесс. Начинать который следует с определения его цели, организации рабочего места и маршрута прокладки. Так определяют необходимые виды деталей, их количество, диаметр и размеры.
При необходимости трубы можно обрезать. Обязательно перпендикулярно их центру. Если диаметр до 62 мм. — ножницами, больший — металлической пилой.
Перед сваркой с их поверхности убирают алюминиевый и наружный слой. Отмеряют глубину сварки. Один край насадки надевают на трубу, второй вставляют в отверстие фитинга, предварительно убедившись с соответствие их диаметров.
Для сварки полипропиленовых труб температура нагревательного элемента сварочного аппарата должна достичь 260 0 С, а контрольный индикатор выключиться. Время нагрева зависит от диаметра тубы.
 Контроллер питания который сообщает об отключение прибора для избежания перегрева изделия
Контроллер питания который сообщает об отключение прибора для избежания перегрева изделия
Пластик изделий в местах, предназначенных для сваривания, разогревается одновременно и до необходимого состояния. Он должен стать мягким. У трубы – это внешняя, у фитинга – внутренняя поверхность отверстия. В этом следует обязательно убедиться. Для качественного сваривания сразу после разогрева труба вставляется в отверстие фитинга и прижимается по направлению к оси. После чего двигать свариваемые части одно по отношению к другому не следует. Время соединения и охлаждения также зависят от размеров изделий, толщины их стенок и ширины шва. Например, нагрев детали диаметром 20 мм. – 7 сек., соединения – 4 и охлаждения – 2 мин. Если диаметр 30 мм – 12 сек., соединение – 6, охлаждение – 4 мин. И так далее.
 Результат перегрева полипропиленовых труб
Результат перегрева полипропиленовых труб
Перегрев может вызвать деформирование пластика, а если достаточно не нагреть, то не добиться качественного сплавления. В запорной арматуре перед свариванием кран на муфте должен быть открыт. Если диаметры свариваемых изделий подобраны правильно, то при соединении на поверхность должно выступить некоторое количество разогретого пластика. Рекомендуется также снять фаску с кромки края трубы, так ее будет удобнее и без повреждений вставить в муфту.
Как правило, разогреваемые элементы надеваются на нагреватель с трудом, из-за незначительной разницы в диаметрах. Для удобства их можно одевая повертеть вокруг оси. Однако не стоит вставлять до упора нагревателя, так как это повлечет деформацию кромки изделия.
Видео: Как правильно паять полипропиленовые трубы
Инструкция по выполнению сварки труб из полипропилена
 В последнее время трубопроводы из полимерных материалов повсеместно вытесняют из обихода металлические. Причин для этого существует множество: они отличаются большей долговечностью, удобством в монтаже и эксплуатации, не требуют антикоррозионной обработки. Для устройства системы отопления и горячего водоснабжения наиболее подходящими являются полипропиленовые трубы, монтируемые с помощью сварки.
В последнее время трубопроводы из полимерных материалов повсеместно вытесняют из обихода металлические. Причин для этого существует множество: они отличаются большей долговечностью, удобством в монтаже и эксплуатации, не требуют антикоррозионной обработки. Для устройства системы отопления и горячего водоснабжения наиболее подходящими являются полипропиленовые трубы, монтируемые с помощью сварки.
По конструкции полипропиленовые трубы могут быть обычными и армированными алюминиевой фольгой. Алюминий значительно повышает надежность работы системы и снижает коэффициент температурного расширения материала. В зависимости от условий, в которых производится сварка полипропиленовых труб инструкция по выполнению работ может отличаться некоторыми деталями, но основная ее суть остается неизменной.

Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты.
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.

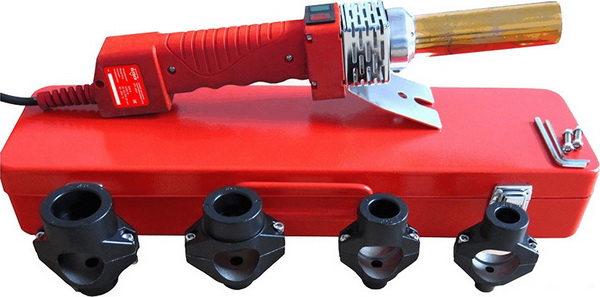
Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.

Выполнение сварочных работ
Сварка полипропиленовых труб не представляет особой сложности и не требует наличия у исполнителя работ специального образования. Для того чтобы обеспечить прочность и надежную герметизацию сварочного соединения достаточно соблюдать строгую последовательность действий по регламенту.
Подготовительные работы
К подготовительным работам, выполняемым до начала сварки деталей, относят следующие действия:
- разработка схемы трубопровода;
- определение мест крепления труб и фитинга к стенам;
- пробивка в стенах отверстий при необходимости;
- разметка и нарезка участков трубы согласно схеме и натурным замерам;
- перед окончательной сваркой трубопровода, все его элементы нужно разложить на столе или полу в порядке, повторяющем схему соединения во избежание сборки конструкции в неправильной последовательности и порчи материала;
- в случае наличия в конструкциях труб алюминиевой фольги необходимо при помощи торцевателя произвести ее зачистку на концах свариваемых деталей для предотвращения контакта армирующего элемента с водой;
- на концах свариваемых элементов труб при помощи маркера нужно отметить глубину вхождения в фитинг. Предварительные замеры глубины фитинговых деталей выполняются штангенциркулем. Разметка позволяет четко контролировать погружение участка трубы в гильзу насадки при разогреве деталей паяльником.
Кроме перечисленных выше мероприятий до начала сварки рекомендуется произвести обезжиривание соединяемых деталей. Обезжиривание производится ватным тампоном, смоченным спиртом. Обработка внутренних поверхностей фитинга и наружных концов трубы обеспечит более качественное сваривание элементов трубопровода.

Разогрев паяльника до рабочей температуры
В зависимости от вида и диаметра полипропиленовых труб рабочая температура насадки будет отличаться. Сварка полипропиленовых труб с алюминиевым армированием производится при температуре поверхности насадок 260-300 градусов.
Для того чтобы паяльник для сварки полипропиленовых труб набрал рабочую температуру необходимо установить терморегулятор в соответствующее положение и включить его в сеть.
На готовность аппарата к работе укажет переключение сигнальной подсветки. В зависимости от типа паяльника способы сигнального оповещения могут отличаться, поэтому до начала выполнения работ необходимо внимательно ознакомиться с инструкцией по эксплуатации аппарата.
Нагрев элементов трубопровода
Для выполнения соединения деталей трубопровода согласно запроектированной схеме необходимо выполнить их тщательный разогрев при помощи насадок соответствующего диаметра. Нагреву одновременно подвергаются и труба и фитинг. Элементы фитинга насаживаются на дорн насадки, а труба вставляется в гильзу.
Вхождение элементов трубопровода в гильзу аппарата для сварки происходит под воздействием небольшого физического усилия. Глубина вхождения трубы в гильзу должна соответствовать ранее выполненным замерам соответствующего фитинга. Время нагрева свариваемых деталей зависит от их диаметра и обычно составляет от 8 до 16 секунд.

Соединение элементов трубопровода
Соединение деталей полипропиленовых труб и фитинга должно производиться по возможности быстро во избежание температурных потерь разогретого материала. Стыковка элементов выполняется одним ровным поступательным движением. Вращение фитинга и труб во время их соединения не допускается.
Соединенная конструкция участка трубопровода должна быть надежно зафиксирована до набора полимерным материалом прочности. В зависимости от диаметра трубопровода время схватывания может составлять от 10 до 20 секунд. В некоторых случаях требуется выдержать сваренные детали в зафиксированном состоянии до момента их охлаждения.
После выполнения сварки и остывания материала узлы соединения можно зачистить от наплывов пластика. Обработка производится с целью придания сваренной конструкции аккуратного и эстетичного внешнего вида. Иногда чрезмерные наплывы полимерного материала могут препятствовать надежной посадке участков трубопровода в крепежные клипсы.
Доступно объясняет, как выполняется сварка полипропиленовых труб видео ниже:
Как выбрать паяльник для полипропиленовых труб
Содержание
- Паяльник – инструмент для быстрого монтажа полипропиленовых труб
- Устройство и принцип работы
- Основные параметры выбора
- Популярные производители
- Видео по теме
- Какой паяльник подойдет вам?
1. Паяльник – инструмент для быстрого монтажа полипропиленовых труб
Сегодня все чаще в квартирах, частных домах, на дачах и даже в офисных и административных зданиях вместо металлических труб устанавливают полипропиленовые. Выбор в их пользу очевиден – низкая цена и простой монтаж. Собрать систему водопровода не составит труда даже новичку. Пластик режется куда легче и быстрее, чем металл. А для соединения отрезков трубопровода не нужно прибегать к сварочным работам – достаточно купить паяльник для пластиковых труб. С его помощью концы труб быстро нагревают для их последующей стыковки с помощью фитинга. Можно делать разные схемы водопровода – разветвленные и изогнутые: с таким инструментом даже самая сложная не вызовет затруднений. Его используют не только сантехники, но и практичные хозяева. Доступная стоимость паяльника дает возможность использовать его в быту. Итак, как же происходит процесс пайки?
2. Устройство и принцип работы
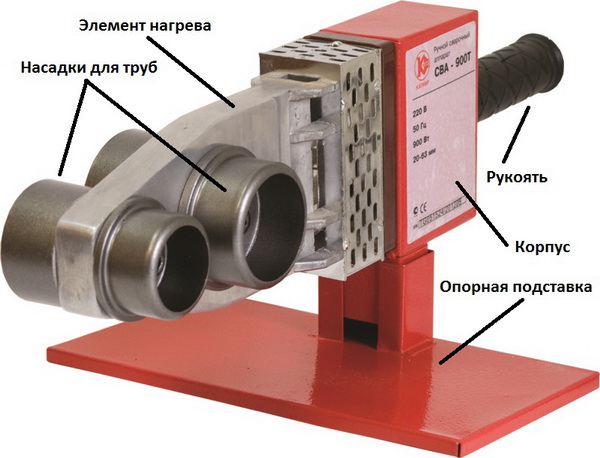
Простейший паяльник для полипропиленовых труб еще называют утюжком из-за характерной формы рабочей части. Она нагревается до 260 – 300 °С и накаляет установленные с обеих сторон насадки – матрицы. Одна насадка служит для плавления наружной части трубы, вторая – для нагрева внутренней части фитинга. На паяльнике удерживают одновременно оба элемента, а затем их сразу стыкуют. Они быстро застывают, образуя прочное, неразъемное соединение. Таким образом соединяют все элементы трубопровода. Используя прямые или изогнутые фитинги, выполняют заготовки для разных участков системы. Чаще всего инструмент устанавливают на подставку, и пайку осуществляют на рабочем столе. Так удобнее работать с заготовками. Однако иногда приходится монтировать трубы в труднодоступных местах, куда нет возможности поместить заранее собранный участок. В таком случае утюжок снимают с опорной подставки и нагревают заготовки непосредственно в месте монтажа. Чтобы не обжечься о нагревательную часть, инструмент держат за ручку. Однако из-за достаточно громоздкой конструкции так работать можно далеко не во всех положениях, а к некоторым участкам подлезть не удается вовсе. По этой причине инструмент лучше всего подходит для стационарной работы.
Паяльник с рабочей частью в виде утюжка
Есть еще одна разновидность паяльника – в качестве нагревательного элемента используется цилиндр. На него надеваются насадки с матрицами. Главной особенностью такой рабочей части является возможность закрепить матрицы в любом положении – в середине или на конце цилиндра. Таким образом, инструмент подстраивают под работу с самыми сложными участками трубопровода – прилегающими близко к стене, извилистыми, с затрудненным доступом из-за препятствий и т.д. Конструкция паяльника довольно компактна, инструмент легко подлезает практически в любое место. Как правило, у таких моделей довольно длинный сетевой шнур – до 2 м, чтобы можно было свободно передвигаться по рабочей зоне. Если требуется стационарное использование, у многих моделей предусмотрена установка на откидную скобу.
Паяльник с рабочей частью в виде цилиндра
Стоит отметить, что правильно выполненная пайка гарантирует надежность и герметичность стыка. Срок службы трубопровода может достигать 100 лет. Подробно о том, как добиться отличного результата и избежать ошибок при самостоятельном монтаже водопровода, вы можете прочитать в статье «Как пользоваться аппаратом для пайки пластиковых труб?». Но прежде чем разбираться в самом процессе, нужно выбрать подходящий инструмент. В этом поможет знание технических характеристик.
3. Основные параметры выбора
Итак, вы решили купить паяльник для полипропиленовых труб. Уже знаете, какого диаметра элементы будете соединять? Как часто планируете использовать инструмент? Какая температура нагрева потребуется? Чтобы у вас не осталось вопросов, предлагаем обратиться к самым важным характеристикам.
- Мощность. Аппараты для пайки пластиковых труб можно условно разделить на две группы. Модели до 1000 Вт, как правило, имеют один нагревательный элемент, поэтому для достижения рабочей температуры потребуется время. Инструменты до 2000 Вт оснащены двумя ТЭНами. От того, используете вы одновременно оба или же только один ТЭН, зависит скорость нагрева. Два нагревательных элемента достигнут рабочей температуры быстрее, и это важно для профессиональной сферы. Если же вы хотите выбрать паяльник для полипропиленовых труб, чтобы самостоятельно заменить трубопровод в квартире, можно обойтись и маломощной моделью. Кстати, цена на нее ниже, и электроэнергии она потребляет меньше.
- Диаметр пайки. Влияет на то, какие по диаметру трубы можно будет соединять паяльником. Зависит от комплекта матриц, которые поставляются с инструментом. Чем больше насадок, тем шире сфера применения. Например, 6 матриц диаметром в 20, 25, 32, 40, 50, 63 мм дают возможность работать с различными элементами: подводками горячей и холодной воды для смесителей, водопроводными трубами в квартире, сливными коммуникациями, дачным трубопроводом. В профессиональной сфере приходится устанавливать трубопроводы и большего диаметра, поэтому есть модели с насадками до 90 – 110 мм.
- Температура нагрева. Как правило, максимальное значение достигает 260 – 300 °С. При выборе паяльника для пластиковых труб следует обращать внимание не только на эту характеристику, но и на возможность ее регулировки. Удобно, если можно устанавливать температуру в диапазоне от 50 до 300 °С, подстраиваясь под свариваемые материалы. Например, для расплавления полиэтиленовых труб (ПЭ) достаточно 220 °С, для полипропиленовых (ПП) – 260 °С.

Паяльник с насадками большого диаметра
При выборе инструмента обратите внимание на элементы управления и контроля. Полезной будет световая индикация, показывающая питание от сети и нагрев. Встроенный термостат поддерживает нагрев на протяжении рабочего цикла, включая и отключая ТЭН в зависимости от температуры рабочей части. Некоторые профессиональные модели оснащены дисплеем для точной установки и контроля температуры. Это дает большое преимущество перед обычными паяльниками, у которых достижение рабочей температуры узнается пользователем интуитивно. Не будет лишним защитное отключение, которое срабатывает при угрозе перегрева. Обычные модели требуется периодически отключать самостоятельно, что не всегда удобно при продолжительных работах, когда мастер отвлекается на резку труб, разметку, монтаж и другие задачи.
4. Популярные производители
Когда вы определитесь с удобной для вас конструкцией аппарата и его техническими характеристиками, встанет вопрос о марке инструмента. Что предлагает рынок? Каким производителям доверяют покупатели? Есть ли смысл переплачивать за бренд? Вот несколько производителей, инструменты которых пользуются большой популярностью.
Rothenberger – один из европейских лидеров в сфере специализированного оборудования для производства и строительства. Работает с 1949 года. Предлагает огромный ассортимент инструмента для проведения сантехнических работ. Паяльники для пластиковых труб Rothenberger ценят профессионалы: частные мастера, работники коммунальных служб и управляющих компаний многоквартирных домов. В ассортименте представлены узкоспециализированные модели, которые рассчитаны на ежедневное использование. Цена на них может составлять несколько десятков тысяч рублей.
Gerat – профессиональный инструмент для слесарных и сантехнических работ. Бренд представлен на рынке с 2009 года и уже успел завоевать доверие пользователей. Оборудованию этой марки доверяют как профессионалы, так и частные лица. Доступная стоимость и универсальность моделей дают возможность использовать их практически в любой сфере.
Valfex – специализируется на выпуске пластиковых труб, фитингов и прочих комплектующих для создания водопроводов. Логично, что производитель предлагает также инструмент, с помощью которого осуществляются монтажные работы. В ассортименте есть модели с набором необходимой оснастки и вспомогательных приспособлений, укомплектованные в кейс. Отличное приобретение для сантехника.
Все это компании с узкой специализацией на оборудовании для сантехнических работ. Но аппараты для пайки пластиковых труб предлагают и производители электроинструмента. Недорогие и простые в обращении модели от Sturm, PATRIOT, Энкор, Калибр очень часто покупают для личного использования. Бюджет на покупку составит всего несколько тысяч рублей, и в комплекте с инструментом вы получите все необходимое для работы: матрицы разного диаметра, нож для резки труб, защитные перчатки и т.д.
5. Видео по теме
6. Какой паяльник подойдет вам?
Подводя итог, дадим простой совет. Не гонитесь за дорогими моделями со множеством насадок, если этого не требует специфика работ. Если вам предстоит собрать трубопровод в квартире, может быть, еще один раз в деревне или на даче, то для этого подойдет самая простая и доступная по цене модель. А затем вы сможете одолжить ее соседу или без сожаления продать. Большие вложения нужны лишь, если пайка труб является вашей основной задачей в профессиональной сфере. Бывают и такие ситуации, когда, например, частной ремонтной бригаде приходится осуществлять сантехнические работы вместе с отделкой квартиры под ключ. Для каждого случая найдется свой инструмент. Примеры моделей вы найдете в таблице. Выбрав подходящую, перейдите в карточку товара. Изучите отзывы и характеристики – это поможет сделать верный выбор.
Популярные паяльники для пластиковых труб
Выбираем сварочный аппарат для полиэтиленовых труб
Время чтения 8 минут
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
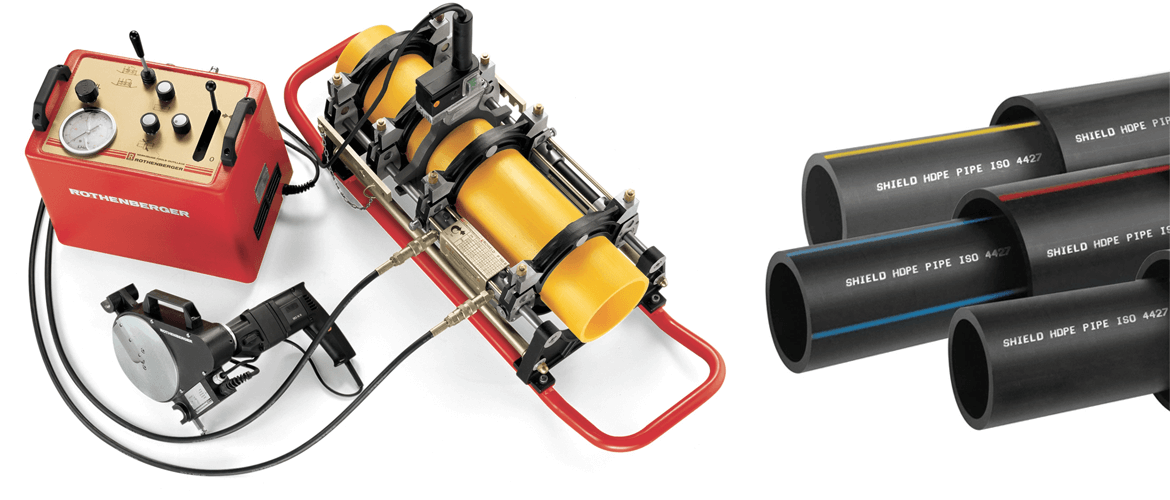
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
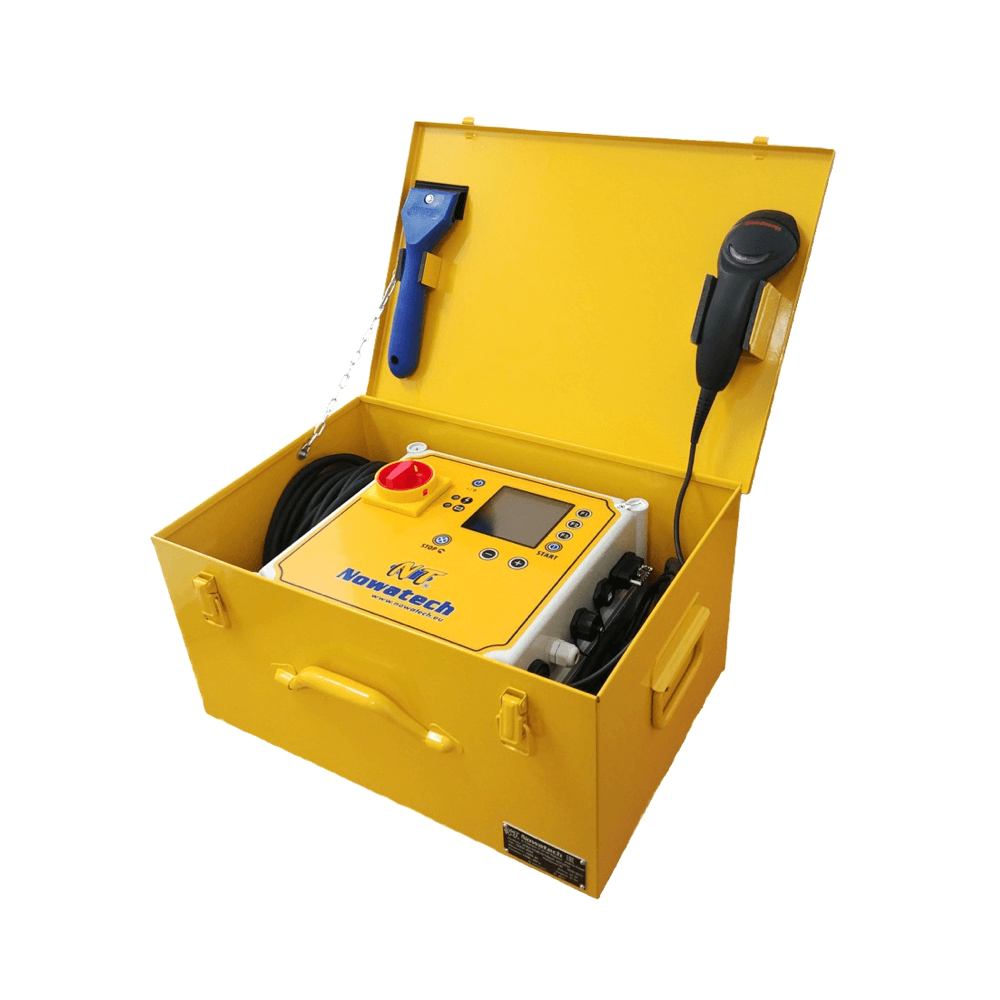
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | – |
| ZERN-800 Plus | 160 | 1,45 | – |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | – |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | – |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
- Цена выше средней.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
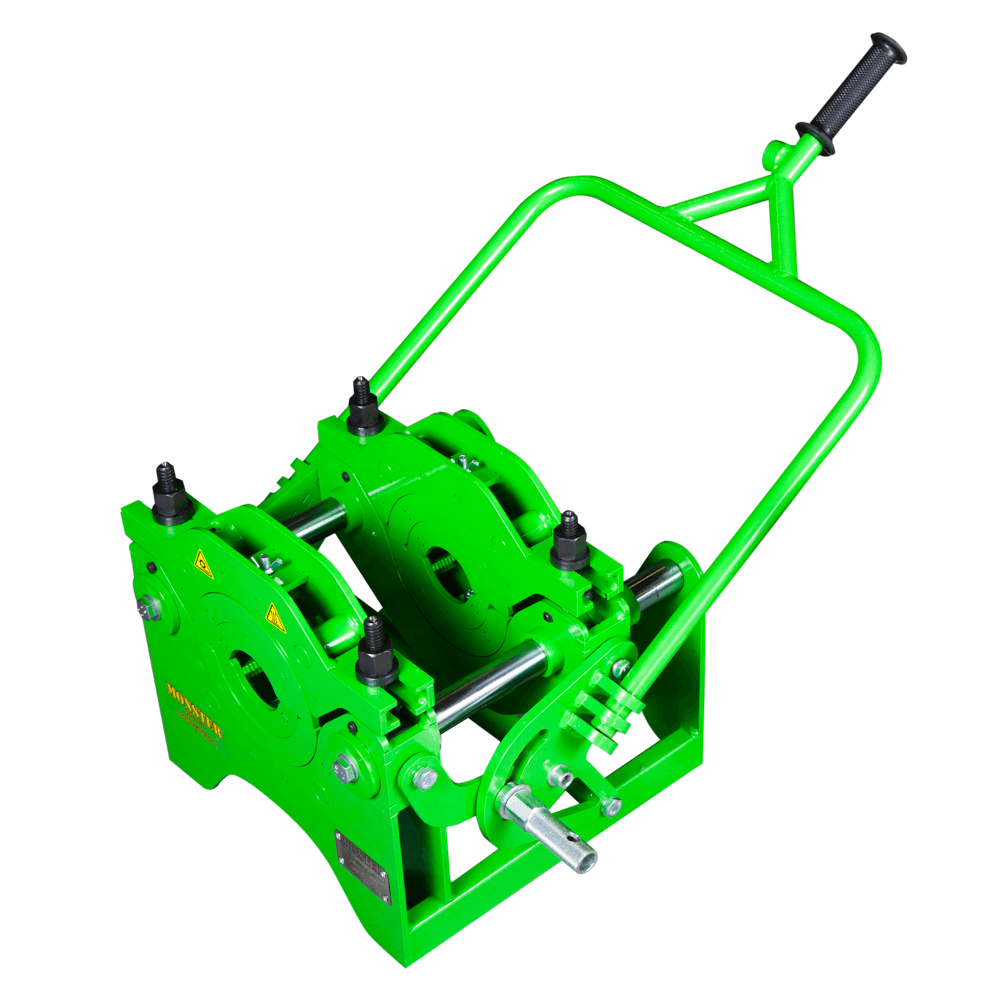
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| 160 HL | Механический | 160 | 1,3 |
| 160 EL | Механический | 160 | 2,2 |
| 160 GL | Гидравлический | 160 | 2,8 |
| 225 HL | Механический | 225 | 1,9 |
| 225 EL | Механический | 225 | 3,2 |
| 225 GL | Гидравлический | 225 | 3,4 |
| 315 HL | Механический | 315 | 2,9 |
| 315 EL | Механический | 315 | 4,2 |
| 315 GL | Гидравлический | 315 | 4,8 |
- Низкая стоимость.
- Облегченная конструкция.
- Минимальное потребление электроэнергии.
- Максимальный диаметр трубы — 315 мм.
Сварочные аппараты для ПЭ труб
Полиэтиленовые трубы – высокотехнологичный, комфортный и надежный материал для монтажа различных коммуникаций. Системы из пластика отличаются долгим сроком эксплуатации, малым весом и легкой установкой. Важным преимуществом является экологическая безопасность, стойкость к воздействию химикатов и коррозии, позволяющая использовать их для монтажа питьевых трубопроводов.
Для соединения конструкций между собой применяются разные технологии: сварка, обжим муфтами и склеивание. Первая методика считается самой надежной и долговечной. Для ее выполнения используется специальное оборудование, а именно – сварочные агрегаты. В продаже представлены сотни приборов для монтажа полиэтиленовых труб. Чтобы правильно выбрать аппарат, необходимо учитывать следующие параметры:
- сфера применения;
- условия эксплуатации;
- требуемое качество пайки труб;
- мощность устройства;
- габаритные размеры;
- время разогрева;
- комплект сменных насадок.
Один из приоритетных критериев выбора – способ пайки. Существует несколько технологий, различных по особенностям процесса соединения. Самые популярные из них: стыковая, электромуфтовая и раструбная. Для применения любой методики требуется профильное оборудование для сварки полиэтиленовых труб, от которого зависит качество и долговечность швов. Далее подробно рассмотрена специфика каждого способа пайки и вида устройств.
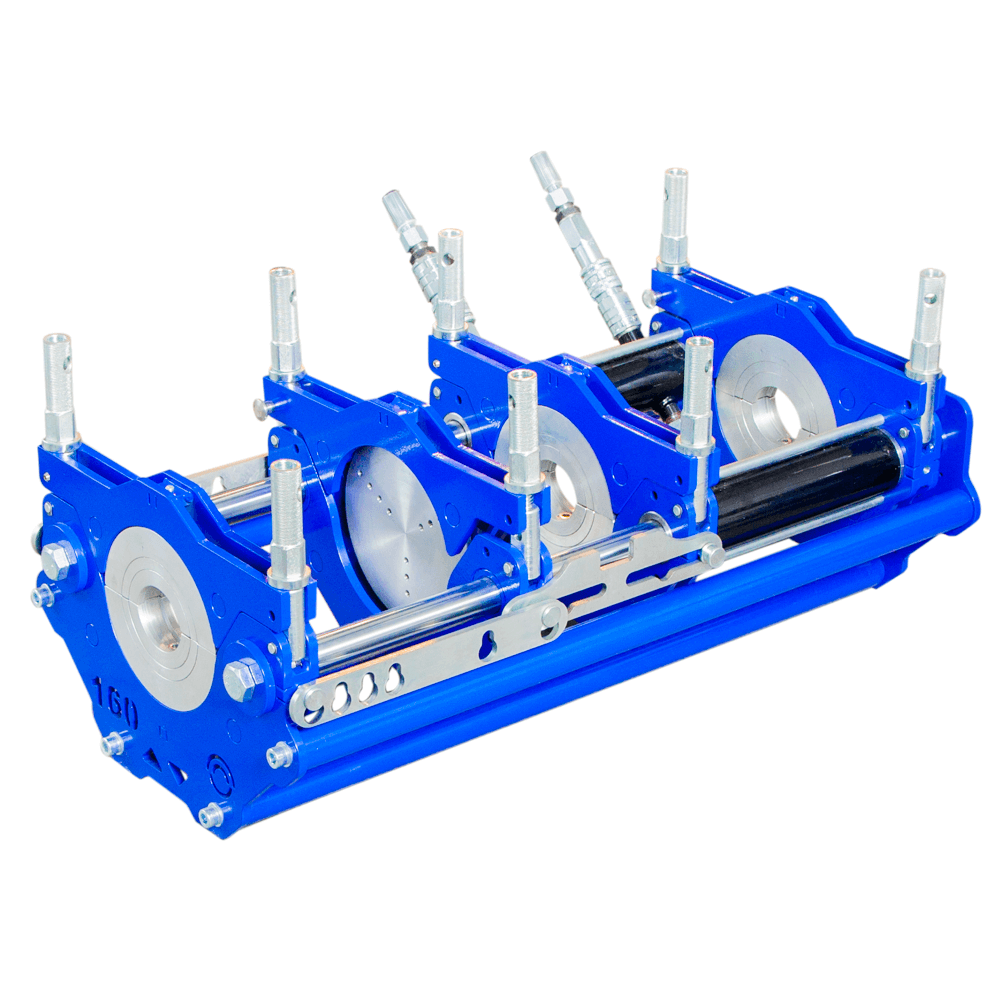
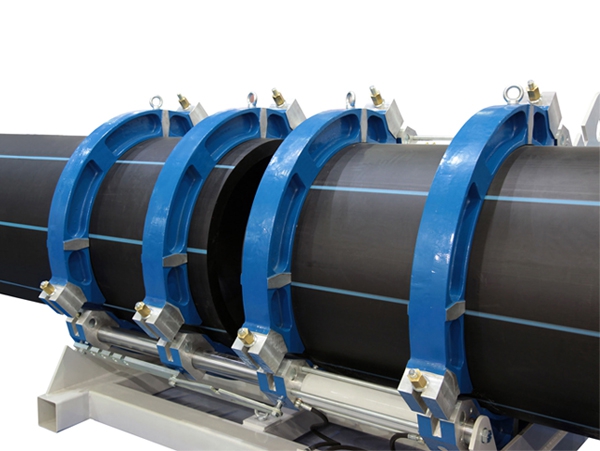
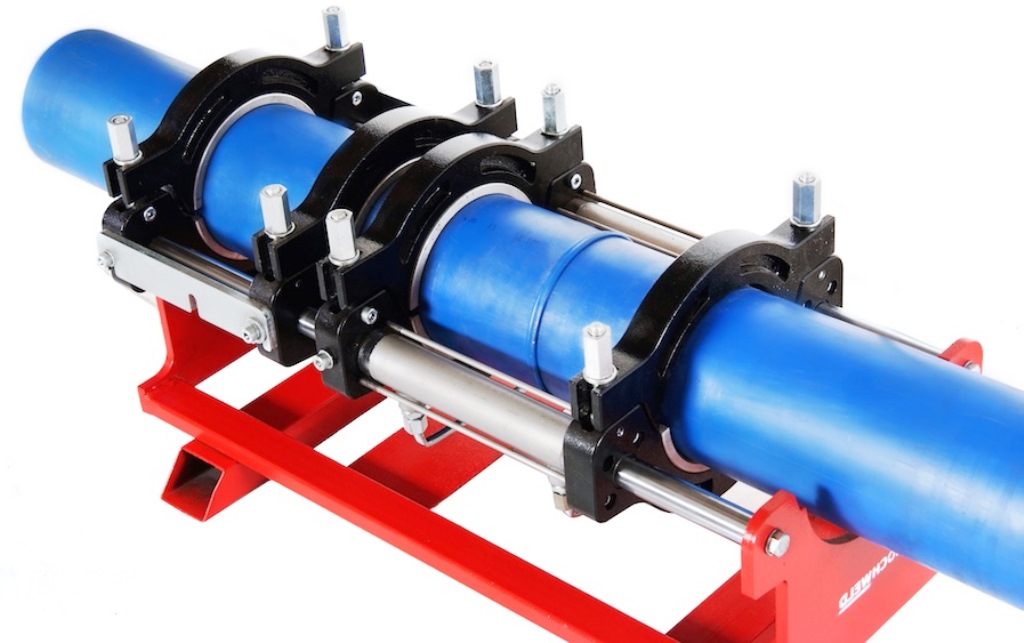
Аппараты для стыковой сварки ПЭ труб

Стыковочная технология соединения считается экономичной и передовой, поскольку позволяет быстро конструировать трубопроводы любой конфигурации и сложности. Применяется для пайки коммуникаций одинаковой толщины с диаметром выше 50 мм. Для ее выполнения требуется агрегат стыковой сварки и два специалиста. Оборудование необходимо для того, чтобы расплавить концы труб и обеспечить их взаимопроникновение.
Схематично процесс выглядит следующим образом:
- трубы нарезаются на заготовки необходимого размера, их концы выравниваются, зачищаются от грязи и обезжириваются;
- прибор для стыковой сварки прогревается до требуемой температуры;
- торцы труб размещаются на зажимах и нагреваются до расплавленного состояния;
- инструмент убирается, срезы коммуникаций соединяются между собой под давлением, формируя прочный финишный шов;
- после остывания материалов обрезки торцов удаляются при помощи электрического торцевателя.
Агрегаты для стыковой сварки пластиковых труб классифицируются на ручные, полуавтоматические и автоматические. Ручной инструментарий используется для работы с конструкциями небольшого диаметра. Все процессы осуществляются посредством нагревания оборудования и прилагаемых усилий специалиста. Инструментальный контроль операций не выполняется. Для определения параметров сварки используются таблицы.
Техника полуавтоматического типа востребована для установки трубопроводов большого и среднего диаметров. Для нее характерна усовершенствованная конструкция и расширенный функционал, существенно облегчающий человеческий труд и обеспечивающий более высокое качество шва, чем у ручных аналогов. Для фиксации торцов применяется гидравлический центратор, выставление параметров осуществляется вручную.
Автоматизированный аппарат для сварки полиэтиленовых труб представляет собой передовой инструмент, управляемый компьютером. Специалист только осуществляет ввод параметров – материала, диаметра и других критериев конструкций, после чего установка самостоятельно выбирает технологию. Работы выполняются без участия человека, что служит гарантией исключительного качества и полной безопасности.
Главные преимущества аппаратов для стыковой сварки полиэтиленовых труб
- Универсальность. Достаточно купить один прибор для работы с коммуникациями разного диаметра;
- Высокая прочность швов. Место соединения становится таким же твердым, как и сами исходные заготовки;
- Несложный монтаж с минимальными временными тратами. Не требует специфических знаний и выполняется оперативно;
- Низкое энергопотребление. Всем видам такой техники присуща высокая производительность и экономичный расход энергии.
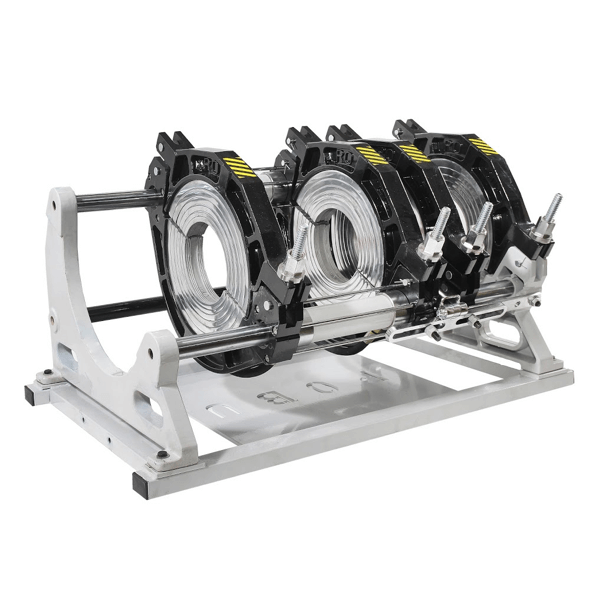
Аппараты для электромуфтовой сварки ПЭ труб

Данный метод востребован для спаивания полимерных коммуникаций диаметром от 20 и до 800 мм. Его главная особенность – в возможности соединять трубопроводы разного размера и толщины, а также осуществлять сложную трассировку конструкций в соответствии с проектом. Сама технология никак не влияет на прочность и гибкость материалов, поэтому созданные системы соответствуют всем нормативам и способны полноценно работать в любых условиях.
Стоимость электромуфтовых аппаратов для сварки полиэтиленовых труб намного выше, чем стыковых. Это обусловлено особенностью конструкции, предусматривающей применение дорогих фитингов с элементами для нагрева. Однако и у них есть свои преимущества, среди которых:
- качественное соединение тонкостенных трубопроводов (толщина меньше 4 мм);
- комфортная работа в ограниченных или экстремальных условиях, где нельзя использовать стыковую пайку;
- простая эксплуатация, не требующая высокой квалификации;
- применение в диапазоне температур от -20ºС до +50ºС;
- широкая вариативность в создании узловых развязок, врезок и угловых соединений.
Сварочные аппараты электромуфтового типа комплектуются металлическими спиральными нагревателями, расплавляющими полиэтилен под воздействием напряжения. Перед выполнением пайки торцы коммуникаций обязательно зачищают, удаляют с них всю оксидную накипь и обезжиривают. Далее монтируют фитинг на рабочие основания, центрируют конструкцию, осуществляют ее нагревание и фиксацию соединения.
После расплавления материал муфты и полимер взаимно проникают друг в друга, формируя прочное герметичное соединение. Муфтовые агрегаты чаще всего используют для сборки длинных трубопроводов, в местах сейсмической активности и ограниченных пространствах, где невозможно выполнить стыковую пайку. Вся электротехника данного типа различается между собой по двум основным показателям:
- категория и диаметр фитингов
Разновидность муфты определяется расположением спирального нагревателя. Спирали могут быть открытого, частично утопленного или закрытого типа. Большие фитинги используются вместе с прижимными элементами, предназначенными для коррекции торцов, поврежденных при нарезании; - пакет опций для контроля за процедурой
Зависит от типа управления сварочного аппарата – ручное или автоматизированное. В первом случае специалист заносит нужные параметры вручную. Автоматизированная техника комплектуется сканером, распознающим штриховой код муфты и передающим информацию на микропроцессор. После этого устройство определяет режим работы и отображает ключевые показатели на мониторе (силу тока, температуру, размер напряжения и время операции).
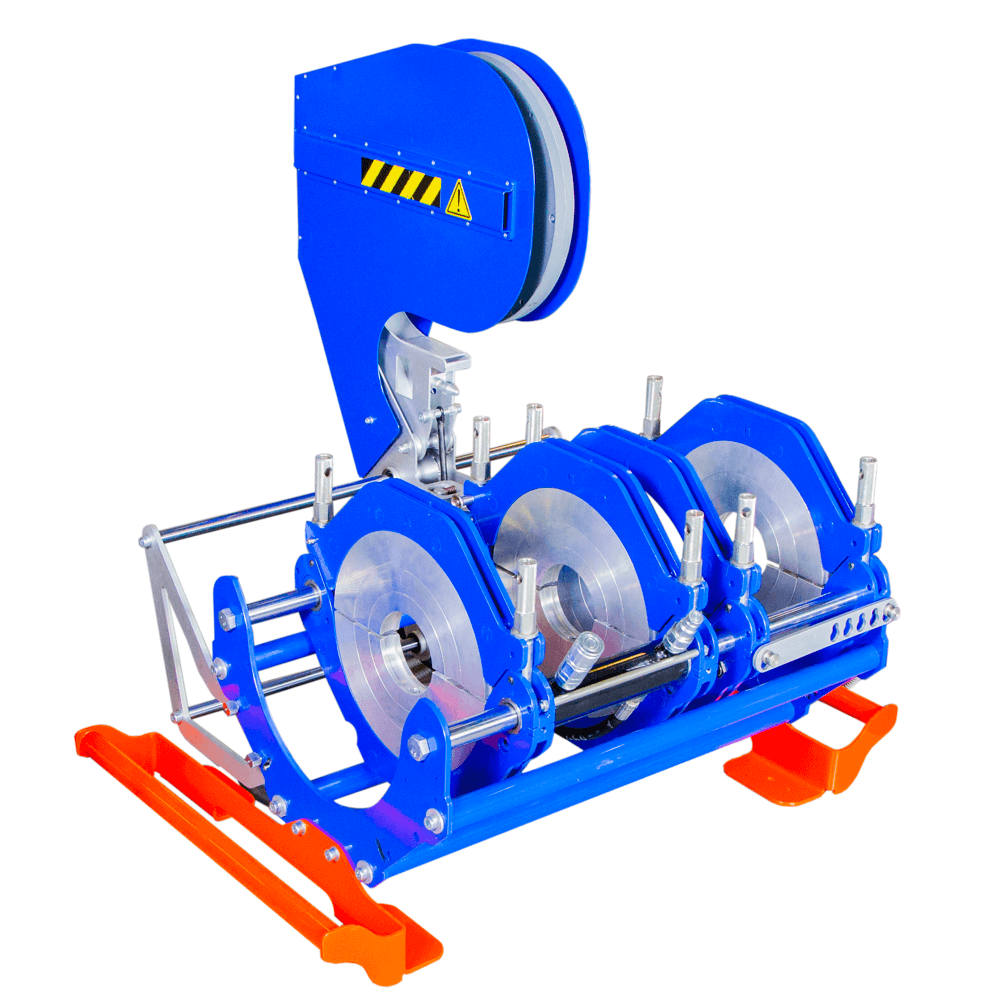
Аппараты для раструбной сварки ПЭ труб

Пайка полиэтиленовых коммуникаций в раструб – надежная и простая, но наименее популярная технология. Такая востребованность объяснима тем, что ее используют только для установки внутренних трубопроводов. Она рекомендована для пространств, где используются сложные схемы прокладки систем со множественными поворотами, ответвлениями и уклонами.
Пайка в раструб предполагает, что полимерные конструкции стыкуются не напрямую друг с другом, а через пластиковые гладкостенные муфты – элементы, укрепляющие участки соединений и облегчающие сборку конструкции. Данная методика финансово более дорогая, чем стыковая. Ведь в этом случае увеличивается количество сварочных швов и затрачиваются деньги на приобретение муфты.
Схема работ по установке ПЭ коммуникаций в раструб выглядит так:
- края стыкуемых полимерных конструкций обрезаются под прямым углом. Далее им придается нужная форма, для чего используется фаскосниматель и калибровщик;
- заготовки очищаются от пыли, загрязнений и обезжириваются. С армированных поверхностей удаляется армированный слой;
- сварочный аппарат комплектуется насадками, крепится в станине и разогревается до требуемой температуры;
- фитинг устанавливается на основание первого калибра, а труба надевается в тело другого калибра;
- прибор прогревает и размягчает полиэтилен снаружи коммуникации, а также внутри муфты. Время нагрева полимеров разных марок указывается в специальных таблицах;
- заготовки удаляются с оснований, полиэтиленовое изделие прочно фиксируется в фитинге в течение 5-10 секунд;
- после спайки и корректировки деталей выполняется охлаждение до полного затвердения. Как правило, данный этап занимает 2-3 минуты;
- все последующие швы создаются по аналогичному принципу.
Комплектация раструбных агрегатов для сварки полиэтиленовых труб бывает разной. Сегодня можно купить прибор с двумя нагревательными блоками, которые включаются одновременно или второй используется как дублирующий. Нагревательные элементы имеют разную конфигурацию и внешний вид, но в основном выпускаются в форме треугольника.
Некоторые бренды предлагают приборы, в комплектацию которых входят ножницы для нарезки полимерных изделий, фаскосниматель, калиброватель, торцеватель и очищающая жидкость. Такие наборы очень удобны тем, что включают в себя идеально подобранное оборудование одного производителя и избавляют от утомительного поиска необходимых дополнительных устройств.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
Аппараты для сварки полиэтиленовых труб: основные виды и особенности использования

Полиэтиленовые трубы являются легкими и прочными. Они идеально подходят для прокладки целого ряда коммуникационных систем. Для соединения полиэтиленовых труб применяется специализированное оборудование. Аппарат сварки может быть ручным или механическим. Существуют и другие классификации оборудования. Предлагаем вам ознакомиться с ними, а также изучить способы сварки ПЭ труб и получить профессиональные рекомендации по выбору современных агрегатов. 
Способы сварки и их особенности
Процесс сварки полиэтиленовых труб может выполняться:
- встык;
- враструб;
- электромуфтовым способом.
Каждый метод соединения полиэтиленовых труб имеет свои особенности.
Стыковой. Данный метод соединения полиэтиленовых труб пользуется популярностью благодаря невысокой цене и универсальности. Так можно соединять труб диаметром от 5 до 1200 мм.

Сначала производится резка труб и снятие фасок. После этого подбираются нужные насадки для сварочного аппарата и выполняется их установка. Затем прибор разогревается. В него помещаются окончания труб и прогреваются до нужной температуры. Происходит одномоментное снятие срезов и их соединение. Если все действия выполнены грамотно, на выходе получается максимально герметичное соединение материала.
Враструб. В процессе пайки срезы труб соединяются с использованием пластиковых муфт. Сварка по данной технологии идеально подходит для внутренних работ.

Электромуфтовый. Этот метод соединения полипропиленовых труб подразумевает использование специального аппарата с применением муфт и нагревательного закладного элемента. На оба среза труб накладывается электрическая муфта. Затем конструкция подключается к аппарату и нагревается. В завершении работ шов охлаждается.

Разновидности оборудования для соединения труб
Все оборудование делится на 2 основных класса:
1. Сварочные аппараты для соединения встык или враструб.
2. Агрегаты для сварки с использованием электрических муфт.
Конструктивными элементами аппаратов обоих типов являются:
- Трансформаторный блок. Он обеспечивает подачу к аппарату электроэнергии.
- Модуль мощности. Это устройство контролирует напряжение во время сварки.
- Узел регулировки температуры. Он определяет и поддерживает оптимальную температуру плавления.
Агрегаты для стыковой пайки полиэтиленовых изделий являются самыми популярными. Элементом накаливания в них выступает зеркало. Все манипуляции с такими аппаратами выполняются вручную. По этой причине невозможно гарантировать качество шва на полиэтиленовых трубах. Сварку ручным зеркалом обычно выполняют при монтаже канализационных и иных систем, где эстетике соединения не придается особого значения.
Существуют и устройства, оснащенные станиной, на которой закрепляются механический привод, нагреватель, торцеватель и центратор. Элементом накаливания в данных аппаратах является головка с насадками, которые заранее прокаливаются.
В зависимости от уровня автоматизации гидравлические сварочные аппараты для соединения полиэтиленовых изделий разделяются на 3 группы:
1. Ручные. С помощью такого аппарата выполняется устройство коммуникаций с низкими и средними показателями давления. Управление и регулировка температур производятся вручную. Параметры плавки труб определяют с помощью специальной таблицы с нормативами.
2. Полуавтоматические. Такие агрегаты используются для сварки заготовок среднего и большого диаметра. В конструкцию аппаратов входят электронные блоки. Они могут фиксировать температуру и определять показатели давления масла в приводном механизме.
3. Автоматические. Такие изделия для соединения полиэтиленовых труб обеспечивают полную автоматизацию всего процесса. Оператор не нужен. Сварка производится достаточно быстро, а ее управление обеспечивается электронным модулем. Достаточно задать нужные параметры сварочного процесса. Аппарат сам определяет оптимальный режим температур, учитывая параметры окружающей среды. Автоматический процесс сварки является самым точным. Соединение труб получается максимально качественным. Шов обеспечивает высокий уровень герметичности. Аппаратами представленного типа пользуются при создании газо- и нефтепроводов с высокими показателями давления.
Для сварки с использованием фитингов применяются 2 вида аппаратов:
1. С ручным управлением. В процессе сварки оператор вводит все необходимые параметры.
2. Автоматические. Такие устройства для соединения полиэтиленовых труб оснащаются сканером. Благодаря этому можно не только задавать нужные параметры сварки, но и сохранять их.
Сварочные агрегаты для соединения полиэтиленовых труб с использованием фитингов имеют ряд различий. К ним относят:
- Тип и размер используемых фитингов. Вид муфты определяется расположением нагревателя. Большие фитинги для соединения полиэтиленовых труб применяются вместе с обжимными деталями.
- Контроль проводимых работ. Он обеспечивается сканером. Основные показатели работы аппарата в процессе сварки (продолжительность, температура, сила тока, напряжение и др.) выводятся на дисплей.
Безусловно, современные аппараты с электромуфтой являются достаточно дорогими, но отличаются простотой использования и возможностями для эксплуатации в труднодоступных местах.
Как сделать выбор в пользу подходящего оборудования?
Хотите подобрать устройство, сварка с которым будет максимально простой и быстрой? Определитесь со всеми характеристиками сварочного агрегата, позволяющего выполнять сварку труб.
К основным параметрам установок относят:
- производительность;
- работоспособность;
- размеры.
Для домашнего использования подходят устройства, с которыми может производиться сварка труб небольшого диаметра. Такие изделия компактны и могут поддерживать температуру в пределах 260 градусов. Также при выборе важно учитывать то, какой мощностью обладает аппарат для сварки. При соединении труб диаметром от 16 до 49 мм достаточно мощности в 680 Вт. Если вы планируете сваривать изделия диаметром от 49 до 75 мм, лучше подобрать прибор мощностью в 850 Вт. Хотите работать с полиэтиленовыми трубами диаметром до 125 мм? Заказывайте устройство мощностью 1000-1200 Вт.
Важно! Функциональность агрегата во многом определяется насадками, позволяющими работать с полиэтиленовыми трубами разных диаметров.
Выбирая аппарат для сварки полипропиленовых труб, нужно учитывать и следующие показатели:
1. Температурный режим. Стабильность данного показателя определяет качество соединения.
2. Скорость работы. Данный показатель зависит от мощности. Для разных диаметров труб при сварке необходимы определенные показатели мощности. Мы уже указали их выше.
3. Покрытие паяльника. Лучше, если оно будет тефлоновым и защитит насадки от прилипания материала трубы.
4. Универсальность. Многие современные аппараты используются при профессиональной и бытовой сварке изделий не только из полиэтилена.
Изучаем аппараты для сварки полиэтиленовых труб (виды, особенности, мнение специалиста)
В рамках данного материала говорим про такой “девайс”, как аппараты для сварки полиэтиленовых труб. Расскажем о видах данного оборудования и его особенностях.
Своей компетенцией в данном вопросе с нами и нашими читателями поделились эксперты – сотрудники одной из российских компаний, поставляющей данное оборудование для обработки полимеров на местный рынок.
Появление на рынке стройматериалов полиэтиленовых и полипропиленовых труб привело к смене стандартов в обустройстве трубопроводов. Сварочные аппараты стали незаменимым инструментом в арсенале компаний, занимающихся ремонтом или возведением трубопроводов различного уровня сложности и назначения.
Применение сварочных аппаратов для ПНД, ПП и ПЭ труб
Приводя в качестве примера данные собственного предприятия, наши сегодняшние собеседники утверждают, что аппараты для сварки полиэтиленовых труб применяются для монтажа и ремонта бытовых и промышленных трубопроводных инженерных систем. Задача данного инструмента сводится к разогреву концов соединяемых отрезков до нужной температуры или подачи жидкого пластика к месту спайки. В зависимости от внутреннего давления и классификации ремонтируемого объекта применяется один из четырех методов сварки.
Основные методы и особенности сварки
Методы сваривания пластиковых труб позволяют решать конкретные строительные и ремонтные задачи, поэтому при выборе аппарата следует чётко понимать, какого уровня проблемы собирается решать компания или частное лицо при помощи этого инструмента.
Сегодня выделяют 4 метода сварки труб из полимерных материалов:
Стыковой — простейший метод, позволяющий соединять рабочие отрезки трубопровода одинакового диаметра. Суть метода заключается в расплавлении и плотном соединении торцов двух труб. Выполнить эту задачу можно при наличии недорогого механического аппарата. Минусом данной методики стала невозможность проведения работ при толщине стенке трубы меньше 4,5 мм. Кроме того, перед началом работы сварщику потребуется провести правильное торцевание объекта, а также точно рассчитать прилагаемое физическое усилие.
В раструб — этот способ позволит соединить трубы разного диаметра, создав ответвление от общего ствола трубопровода. Концепция методики заключается в применении специальной муфты, которая гарантирует прочность и герметичность соединения. Однако этот способ пайки подходит только для монтажа или ремонта внутридомовых трубопроводов. Провести соединение двух труб в раструб можно при помощи ручных аппаратов, не требующих серьёзных подготовительных настроек, а потому идеально подходящих для бытового использования.
Экструзионная — данный метод заключается в подаче расплавленного полимера через экструдер непосредственно на место стыка. Недостатком этой технологии стала недостаточная прочность соединения, которая едва достигает 80% прочности материала свариваемых элементов. С другой стороны метод экструзивной сварки не требует от оператора щепетильного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Благодаря скорости выполнения работы аппараты для экструзионной сварки часто применяются при монтаже трубопроводов, на которые не планируется подача повышенной нагрузки.

Электромуфтовая (терморезисторная) — наиболее надежные способы спайки двух полимерных изделий. Данный метод требует четкого соблюдения технологических параметров, поэтому аппараты для сварки полиэтиленовых труб оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Электромуфтовый и терморезистерный способ сварки технологически отличаются друг от друга, но и первый, и второй метод обеспечивают самый надежный уровень спайки. Кроме того, технология электромуфтовой сварки позволила соединять тонкостенные трубы малых диаметров.

Естественно, для каждого метода пайки полимерных изделий создаются собственные сварочные аппараты. Некоторые из них рассчитаны только на один метод, например, экструзионный, а другие проводят сварку различными способами и считаются универсальным инструментом.
Виды оборудования
Главным фактором, влияющим на классификацию оборудования для сварки полиэтиленовых труб, стала сложность и ответственность выполняемой работы. Согласитесь, что попытка создать надёжный газопровод в нестабильном геологическом районе при помощи дешевого аппарата для ручной сварки может иметь печальные последствия. Поэтому правильный выбор инструмента всегда начинается с точного представления тех задач, которые будут решаться при его помощи:
- Аппараты для ручной сварки — простейшее оборудование, которое позволит провести ремонт трубопровода в домашних условиях. Область применения такого инструмента ограничена стыковой и муфтовой сваркой, которых вполне достаточно для прокладки нового водопровода в квартире или создания канализации в частном доме;
- Полуавтоматические — более сложные аппараты, часто применяемые при электромуфтовой сварке полиэтиленовых труб. Работа с таким оборудованием требует учета всех технических характеристик соединяемых изделий, что обеспечивает высокий уровень надежности проведенной спайки;
- Автоматические сварочные аппараты — профессиональная техника, позволяющая проводить сварку полиэтиленовых труб любого диаметра. Компьютерный процессор тщательно отслеживает выполнение всех операций от разогрева и подачи расходных материалов, до нужной скорости остывания сварочного шва.

Какой аппарат выбрать?
Купить аппарат для сварки полиэтиленовых труб так, чтобы он полностью удовлетворял покупателя, то есть решал поставленные задачи, был надежным и при этом не слишком дорогим – не так уж и просто. Однако есть несколько факторов, учитывая которые можно без проблем подобрать оптимальное оборудование:
Область применения — дабы не потратить лишних денег и не попасть впросак, купив недостаточно мощный агрегат, следует сразу определиться с тем, как будет использоваться оборудование. Если будущий покупатель планирует сделать дома ремонт, то достаточно и недорогого ручного сварочного аппарата. А если компания, зарабатывающая на монтаже трубопроводов, планирует расширяться, то стоит подумать о приобретении хорошей автоматической сварочной станции, которая заметно расширит рабочие горизонты предприятия.
Мощность и технологичность — определив область применения покупки, стоит обратить внимание на мощность и комплектацию оборудования. Самыми дорогими сварочными аппаратами являются автоматические станции, способные выполнять сварку труб большого диаметра. Если в планах покупателя не значится строительство трубопровода государственного или муниципального значения, то для выполнения повседневных работ ему вполне хватит полуавтоматического сварочного аппарата, способного обеспечить уровень сварки соответствующий ГОСТ и СНиП.
Производитель — самым надежным сварочным оборудованием на современном рынке считаются аппараты европейского производства. Решив вложить деньги в покупку такого инструментария, покупатель получит технику, которая будет работать десятилетиями. Однако для бытового использования можно приобрести дешевые модели турецкого или даже китайского производства, чьих технических характеристик хватает для ремонта трубопровода в домашних условиях.
Заключение
Грамотный выбор сварочного оборудования для полиэтиленовых или полипропиленовых труб зависит от множества факторов. Единственное что можно сказать наверняка – не стоит пытаться экономить на сварочном аппарате, если от надежности и технических характеристик этого оборудования зависит развитие вашего бизнеса.





