Клееный брус своими руками: инструменты и материалы, создание ламелей, предварительная и окончательная обработка при склеивании




















Клееный брус имеет очень широкую сферу использования в строительстве и мебельном производстве благодаря своим высоким эксплуатационным качествам. Примечательно, что его можно изготовить даже в домашних условиях своими руками. Об этом и пойдёт речь далее.

Горизонтально клееный брус – превосходный строительный материал
Общие положения
В первую очередь следует понимать, что собой представляет клееный брус. Это набор тщательно отобранных, подготовленных и склеенных между собой ламелей. Наличие застывших клеевых прослоек значительно меняет технические характеристики изделия в сравнении с цельными образцами. Давайте ознакомимся с основными отличиями.
Преимущества
- Увеличение показателя прочности до DIN 1052, гарантирующее высокую надёжность собранной мебели;

Перила из клееного бруса выдержат колоссальные механические нагрузки
- Снижение теплопроводности, которое наглядно отображает следующая таблица:
| Строительный материал | Коэффициент теплопроводности, Вт/(м×К) |
| Железобетонные блоки | 2,04 |
| Пеноблоки | 0,37 |
| Цельный брус | 0,18 |
| Клееный брус | 0,1 |

Особняк из клееного бруса не нуждается в дополнительном утеплении
- Уменьшение напряжённости древесины и, как следствие, усадки возведённого здания до практически не ощутимых одного или двух процентов;
- Повышение влагостойкости, исключающее начало процессов гниения и распространения плесени.
То есть, мы видим устранение практически всех возможных недостатков простых цельных деревянных изделий. Но о паре «подводных камней» также стоит знать:
Недостатки
- Относительно высокая цена. Но ведь за качество стоит платить, к тому же вы сэкономите на отсутствии утепляющих материалов, а если ещё сделать клееный брус собственноручно, то повышение стоимости выйдет и вовсе незначительным;
- Возможное понижение экологичности вследствие применения некачественного клея.
Совет: при осуществлении клейки ламелей в домашних условиях очень внимательно отнеситесь к выбору клея соответствующего качества.
Это позволит сохранить необходимый уровень экологической чистоты готового изделия.

Клей для клееного бруса на акриловой основе
Ход работ
Инструкция, конечно же, начинается с подготовительных этапов.
Этап №1: подготовка необходимого инструмента
- Ножовка для резки заготовок;
Совет: при наличии возможности рекомендуется использовать электрический лобзик для дерева.
Он значительно упростит и ускорит работу.
- Струбцины . Это чуть ли не самые важные инструменты, которые заменят вам в домашних условиях заводской пресс;

Фото набора струбцин
- Рубанок и шлифовальная машинка для обработки древесной поверхности;
- Кисти для нанесения клея;

Плоские кисти различных размеров
- Рулетка и другие, необходимые для нанесения разметки, приспособления.

Пример подходящей строительной рулетки
Этап №2: подготовка необходимых материалов
- Древесина в виде досок, цельного бруса или реек, в зависимости от того, в какой области вы планируете использовать готовые изделия;
- Клей, который может быть следующих видов:
| Тип клея | Внешний вид | Расход, г/м2 |
| Полиуретановый | Жидкость свето-коричневого цвета | 200-450 |
| Меламин-карбамид-формальдегидный | Жидкость молочно-белого цвета | 300-450 |
| Эмульсионный полимер-изоцианатный | Жидкость молочно-белого цвета | 250-400 |
- Ацетон с целью осуществления обезжиривания склеиваемых поверхностей.

Образец бутылки с ацетоном
Этап №3: создание ламелей
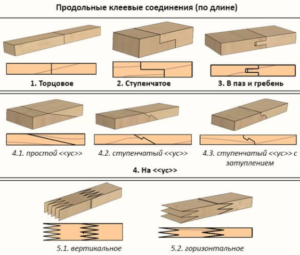
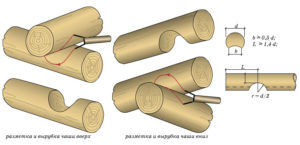
Ламель в данном случае – это одна из склеиваемых частей изделия, соединение которых можно осуществлять одним из следующих методов:

Способы осуществления стыковки ламелей
| Обозначение на рисунке | Название метода |
| а | На гладкую фугу |
| б | В четверть |
| в | На шпонку |
Совет: при этом старайтесь, чтобы рисунок годовалых колец был направлен в различные стороны.
Это позволит уменьшить эффект коробления.
Для примера возьмём три бруска сечением 100 на 100 мм и будем осуществлять соединение на шпонку.
- Обрезаем каждый пиломатериал до нужной нам длины;

- Строгаем и шлифуем те стороны, которые будут склеиваться;
- Далее у боковых ламелей выбираем паз с одной стороны, а у средней с обеих;

Ламели с выбранными пазами и вставленными ламелями
- Соединяем все элементы на сухую и при необходимости дорабатываем их для более качественной стыковки.

Если вы в дальнейшем планируете применить готовое изделие для монтажа внутренних перегородок в доме, то есть смысл создать дополнительный паз для прокладки проводки.

Проводка в клееном брусе отлично маскируется
Этап №4: предварительная обработка
Чтобы склейка прошла идеально обрабатываем сопрягаемые плоскости:
- Выполняем шлифовку шлифовальной машиной;

- Устраняем весь собравшийся мусор и древесную пыль с помощью щётки или пылесоса;
- Тщательно обезжириваем ацетоном и оставляем заготовки просохнуть;
- Наносим слой антисептика и снова ждём высыхания деревянных поверхностей;

Пример подходящего антисептика
- Последним шагом осуществляем пропитку дерева антипиреном.

Пример подходящего антипирена
Таким образом, мы получаем гладкие, чистые, защищённые от сырости и возгорания древесные поверхности, готовые к дальнейшим операциям.
Этап №5: склеивание
Теперь переходим к выполнению наиболее важной задачи:
- Разводим клей в соответствии с инструкцией на упаковке в удобной чистой ёмкости;
- Макаем в получившуюся смесь кисть, после чего тщательно обрабатываем ею подготовленные плоскости;
- Вставляем в пазы шпонки и также наносим на них клей;
- Далее соединяем все элементы и крепко стягиваем их струбцинами, после чего оставляем изделия до момента полного застывания клеящего раствора в сухом месте, не подверженном прямому воздействию солнечных лучей.

Промазанные клеем и зажатые струбцинами ламели
Этап №6: окончательная обработка
После того, как изделие полностью высохнет, выполняем финишные операции:
- Строгаем и шлифуем получившийся брус со всех сторон;
- Пропитываем антисептиком и антипиреном;
- После просыхания можем использовать по назначению.

Готовый клееный собственноручно брус
В некоторых случаях для повышения прочности соединения можно использовать специальные шканты, которые вставляются в заранее просверленные отверстия и скрепляют ламели.

Дополнительная фиксация шкантами
Заключение
Клееный брус очень надёжный, тёплый и простой в эксплуатации строительный материал. Единственный его существенный недостаток – это достаточно высокая стоимость. Но, во-первых, за качество следует платить, во-вторых, можно существенно сэкономить, выполнив склеивание собственными силами. Примечательно, что некоторые технические параметры самодельного изделия при этом могут оказаться даже лучше, чем у заводского.

Готовые дуплексы из клееного бруса
Видео в этой статье сможет ознакомить вас с некоторой дополнительной информацией, имеющей прямое отношение к изложенной выше теме. Пробуйте, и у вас всё выйдет.
Как сделать клееный брус своими руками?
На рынке можно найти много стройматериалов, но производить клееный брус своими руками в непромышленных масштабах выгоднее и проще. Кроме того, при самостоятельном изготовлении можно сделать клееный материал нужно размера и в небольшом количестве. Соблюдение всех требований при производстве позволяет получить клееный утепленный брус, не уступающий промышленному или превосходящий его по ряду признаков:
- теплее бревна в три раза;
- чтобы согреть дом из этого материала, понадобится почти в три раза меньше энергии;
- прочнее, чем другой деревянный стройматериал из-за перемычек;
- исключено появление трещин на поверхности;
- нет нужды делать отделку стен – клееный брус хорошо смотрится;
- усадка дома будет всего 1%.
Разновидности утепленного клееного бруса
Преимущество этого материала в том, что он сочетает в себе особенности дерева и искусственных материалов. Его текстура, хорошая теплоизоляция и долговечность равны или даже превосходят свойства других стройматериалов.

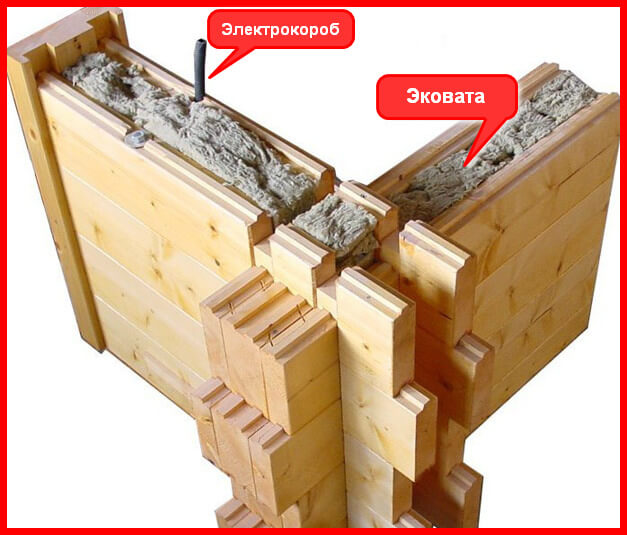
Утепленный брус бывает нескольких видов, отличающихся материалом и конструкцией. Популярный утеплитель – эковата. Это дешевый материал, который хорошо сохраняет тепло. Но главный ее минус – ее легко могут повредить грызуны. Также для укладки эковаты нужен специальный инструмент, что увеличивает время строительства .
Более удобный и популярный утеплитель – пенополиуретан, он легко укладывается в клееный стройматериал.
Пенобрус

Пенополиуретан имеет ряд преимуществ. Благодаря его низкой теплопроводности в доме дольше сохраняется тепло. Он занимает собой все пространство внутри каркаса. Благодаря этому холодный воздух практически не проникает внутрь помещений, то есть мостики холода практически отсутствуют.
Но для того чтобы правильно использовать утепленный брус при строительстве, нужно организовать хорошую внутреннюю вентиляцию стен, потому что он имеет низкую паропроницаемость . По этой причине клееный материал может быстро потерять свои свойства .
Что же такое брус ППУ брус утепленный пенополиуретаном
ППУ – это комбинированный строительный материал. Внешне он похож на панель-сэндвич. Многие опасаются, что пенополиуритан может повредить здоровью жильцов дома. Но этот утеплитель не реагирует на воздействия извне и не выделяет токсичных веществ даже при нагревании. Кроме того, материал обладает высокой огнестойкостью, что является несомненным плюсом исходя из правил пожарной безопасности.
Чтобы изготовить утепленный брус, нужны хорошо просушенные доски (примерно на 90%), из которых делают два вида заготовок.
Ламели – это две одинаковые доски, которые будут находиться друг от друга на расстоянии 70 мм и составлять основу стройматериала. Соединения, которые скрепляют ламели, называются «ласточкин хвост». Их располагают между досками на расстоянии 50 см друг от друга. При соединении ламелей появляются полости.

После придания формы изделию пустоты между ламелями заполняются утеплителем – пенополиуретаном, который занимает собой все пространство и швы.
Для изготовления клееных пакетов можно использовать ценную древесину (кедр, дуб, ясень).
Конструкция утепленного профилированного бруса
Утепленный клееный брус бывает однокамерный и пакетный. Однокамерный справляется с большими нагрузками без проблем – даже принимая на себя весь вес дома, он не деформируется. В его состав входит две доски, которые скрепляются между собой перемычками так, чтобы получилась нужная ширина изделия. Получившийся каркас заполняют ППУ. После устанавливается внутренняя вентиляционная система стен, чтобы клееный слой мог «дышать».

Брус клееный с утеплителем крепок и обладает хорошей теплоизоляцией, поэтому пользуется спросом на рынке строительных материалов.

Пакетный клееный брус имеет одно отличие от однокамерного. Внутри у него есть не только горизонтальные перемычки, но и продольные. Благодаря такой конструкции в нем появляются «соты», в которые и добавляют пенополиуретан. Такой вид стройматериала еще называют утепленной брусовой двойной конструкцией.
Использование пенополиуретана в клееном брусе позволяет не проводить специальную подготовку дерева изнутри конструкции. Главное – убедиться, что стороны, которые будут склеиваться, сухие и чистые, тогда прилегание будет плотным, что сделает клееный стройматериал долговечным.
Технология изготовления утепленного клееного бруса
Для его изготовления необходимо столярное оборудование, подходящие материалы, знание и соблюдение технологических процессов, внимание к процессу производства.

- Утепленный брус начинают изготавливать с распиловки. Бревно распиливают и выбирают ламели – доски, которые станут основой. Важна точность размеров досок.
- После распиловки ламели отбирают по длине. Каждую доску нужно осмотреть и оценить качество дерева. Затем их сортируют по видам.
- После доски отправляются на сушку. Рекомендуемая влажность – 8−12%. Чем лучше высушены доски, тем меньше клееный материал даст усадку после строительства.
- Когда ламели высушены, их нужно прострогать. После того как доски приобретают окончательную форму, их вновь сортируют. Есть стандарт прочности, который следует соблюдать.
- В дереве могут быть участки, которые нужно удалить. На досках нужно искать трещины, суки, шероховатости кромки и откосы. Если такой брак найден, доску необходимо отторцевать и отмаркировать.
- Размеры ламелей могут отличаться, так что нужно подогнать их под единый стандарт. Чтобы ламели имели одинаковые торцы, их нужно отфрезеровать.
- После фрезеровки доски отправляют на торцовку, чтобы ламели были одинаковой длины.
- Самая ответственная часть работы – склеивание. Для этого используют специальный пресс и клей, между деревом помещается пенополиуретан. Пресс не только помогает надежно скрепить между собой доски, но и получить изделия с разным сечением.
- Последний штрих – клееный стройматериал осталось прострогать, отфрезеровать и отшлифовать.
Дом, построенный из такого материала, уже не нужно утеплять и уделять время внутренней и внешней отделке стен, если пропитать дерево специальными растворами в процессе производства.
Особенности производства клееного бруса
Клееный брус – это известный и распространенный строительный материал. Преимущества строений из него перед другими деревянными постройками в отсутствии усадки и устойчивости к механическим повреждениям. Производство клееного бруса набирает обороты, появляются частные цеха и небольшие фабрики во всех регионах страны. Каким методом осуществляется изготовление клееного бруса?
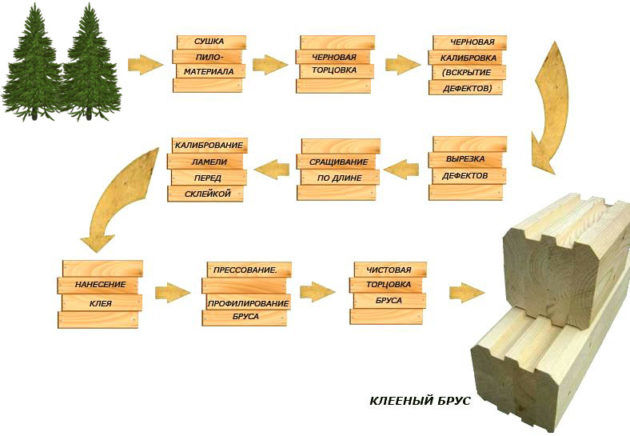
Этапы производства
Производство клееного бруса включает несколько этапов производства, соблюдение всех технических процессов позволяет достичь качественного результата.
Первым шагом для создания качественного высокоэффективного материала является приемка древесины и ее проверка на соответствие техническим характеристикам.
Здесь проводится сортировка и укладка отобранного сырья в штабеля. Несоответствующую древесину возвращают поставщику.
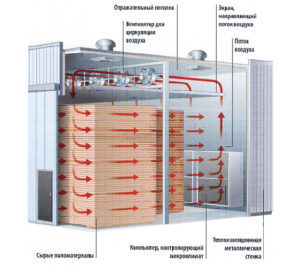
Следующим этапом идет сушка заготовленного леса, необходимо добиться влажности, соответствующей 12%. Манипуляция осуществляется в специальных сушильных камерах конверторного вида, куда за один раз мастера могут загрузить до 100 м 3 древесины. Один цикл длится неделю, вся работа производится в автономном режиме.
Когда сырые доски полностью высохли, они попадают в цех для вскрытия дефектов на специальном станке. После этого этапа идет торцовка – удаление выделенных дефектов оператором по предоставленной инструкции.
Пятый этап – сращивание ламелей, для этого бездефектные отрезки досок склеивают с помощью пресса прочным клеевым составом. Потом сращенные ламели подвергают строганию на специальном оборудовании. После обработки склеенных ламелей, они склеиваются в брус под прессом в течение 30 минут.
На этом производственные этапы заканчиваются, брус подвергается строжке или профилированию в зависимости от его предназначения.
Итоговые процессы
Потом начинается производство деталей с помощью чашконарезного станка. Происходит нарезка чашек, элементов крепления по подготовленному трафарету. В конце этого этапа изделия штампуют по номеру проектируемой детали.
По завершении всего процесса производства готовая партия подвергается проверке. Качественные элементы слаживают в пачку и упаковывают в пленку.
После этого продукция готова к реализации на рынке, но на каждую пачку клеится этикетка, соответствующая конкретному набору деталей в ней.
Сырье и его особенности
Клееный или профилированный брус – это экологически чистый материал для строительства. Процесс производства происходит путем склеивания отдельных досок в брусок.

Известные бренды, заботящиеся о репутации, отвечают за качество выпускаемой продукции, используют только отборное сырье, прошедшее сертификацию. Сырьем для производства клееного бруса служит древесина, а наиболее подходящие – хвойные породы деревьев, они отличаются высокой прочностью и долговечностью.
К качественным материалам российских производств относятся следующие виды древесины:
- ель;
- сосна;
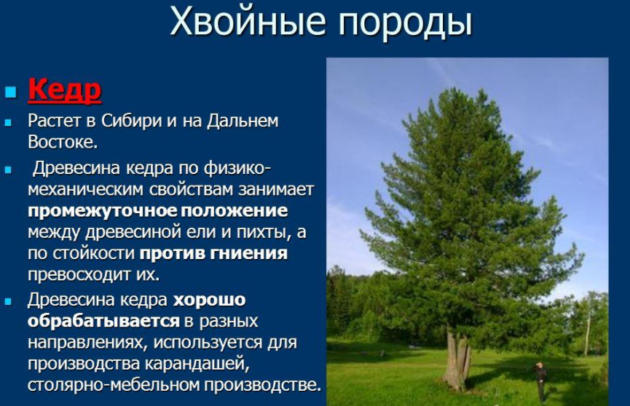
- кедр;
- пихта.
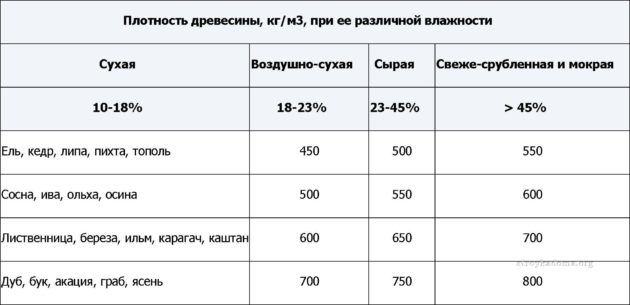
Сосна – дерево имеет белый цвет с желтоватым оттенком и выразительную фактуру с сучками разного размера и формы. Плотность составляет 520 кг/м 3 , она легко обрабатывается красящими составами. Сосна подходит для изготовления клееного бруса, стропильных систем, отделочных материалов.
Кедр – цвет древесины желтовато-белый с сердцевиной бело-розового оттенка. Текстура мягкая, но однородная с мелкими сучками. Его плотность составляет 420 кг/м 3 , дерево характеризуется приятным ароматом и противомикробными свойствами. Брус из него не подвержен гниению, повреждениям, растрескиванию и усадке. Он используется для любых видов строительства.
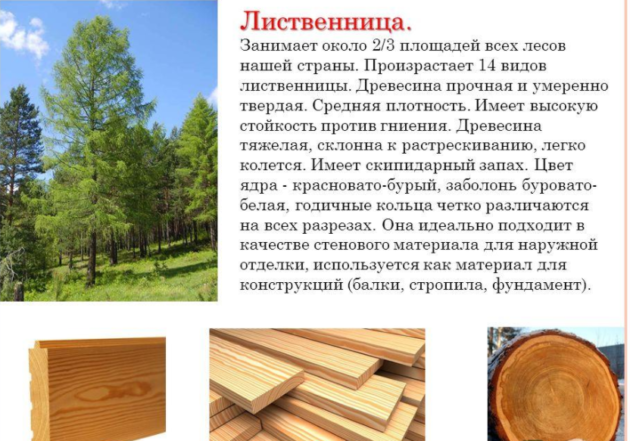
Лиственница – цвет сердцевины от бело-желтого до бело-красного. Древесина имеет декоративную узорную фактуру, плотность равняется 580 кг/м 3 , что сравнимо с дубом. Она хорошо подвергается обработке красящими растворами и подходит для любых конструкций.
Ель – дерево имеет желтоватый оттенок гладкую текстуру с мелкими сучками, плотность – 430 к/м 3 . Материал легкий, но выносливый, подвергается обработке и покраске. Из него производят различные конструкции и отделочные материалы.
Особенности подбора материала
Изготавливая клееный брус, производитель не смешивает разные породы деревьев.
Кроме дерева, необходим специальный состав для склеивания бруса:
- полиуретановый;
- меламиновый;
- резорциновый;
- EPI.

Столярный клей подбирают исходя из следующих свойств: скорость высыхания, цвет, токсичность. Он должен равномерно без комков распределяться по доске и быстро затвердевать. Лучшим по этому признаку является полиуретановый, он применяется при высокой влажности.
Чтобы изготовить 150 м 3 клееного бруса необходимо примерно 400–450 м 3 необработанного бревна и 500–600 кг клея.
В России лес добывают много в Иркутской, Новосибирской, Омской, Вологодской, Пермской областях и республике Коми.
Регламент подготовки сырья
Сутью технологического процесса является склейка ламелей между собой. Но для этого необходимо произвести калибрование доски, чтобы изделие на выходе было прочным и качественным, дерево должно быть определенной влажности.
Для изготовления клееного бруса берется сосна первого или второго сорта по ГОСТу, имеющее минимальное количество сучков.
Когда сырье принято, оно попадает на станок для распиловки. Оператор устанавливает наименьший размер диаметра верхнего участка бревна. Обработка древесины проходит автоматически со скоростью около 12 метров в минуту.
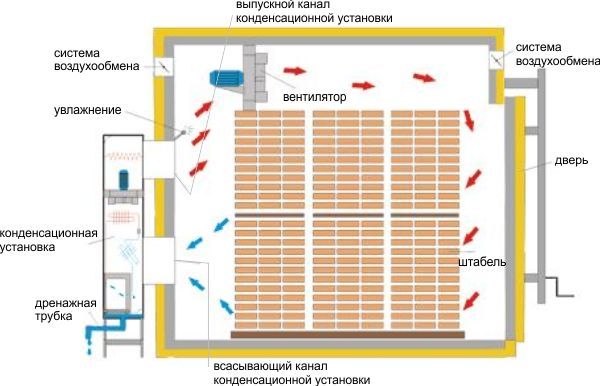
Чтобы сырье было определенного уровня влажности, его сушат в специально оборудованных камерах. В них установлены приборы для контроля влажности и степени циркуляции воздуха.
Сушка осуществляется при определенной температуре, где происходит процесс смены горячего и влажного воздействия на дерево. Температура в камере повышается постепенно, а ее снижение зависит от влажности сырья.
Время высыхания зависит от качества подготавливаемого дерева, его толщины и степени влажности. В связи с этим устанавливается режим:
- Мягкий – бездефектная сушка, после которой сохраняется цвет и свойства древесины.
- Нормальный – сушка с сохранением плотности дерева, но незначительным изменением оттенка.
- Форсированный – доска получается менее крепкой, но подвергается растяжению, сжатию и сгибанию, цвет также меняется.
Этот процесс производится в два периода. Испарение свободной влаги до уровня 30%, а потом происходит удаление связанной влаги. На втором сушка ведет к усыханию и требует больше затрат энергии.
После сушки материал отправляют в цех склейки, там она находится некоторое время для уравнивания ее температуры с окружающей. После простойки древесины через 1–2 дня необходимо приступать к ее обработке и последующему склеиванию в брус.
Необходимое оборудование и его особенности
Для производства конструкционного бруса нужно приобрести специальное оборудование.
Сушильная камера – оборудование, позволяющее в 3 раза увеличить скорость производства профилированного бруса. Они бывают вакуумные, конвективные, аэродинамические. Стоимость около 1,5 млн рублей.
Четырехсторонний фрезеровочный станок – предназначен для обработки доски и ее шлифовки. Агрегат служит для равномерного распиливания ламелей, обеспечивает гладкость. Стоимость станка – 400 тыс. рублей.
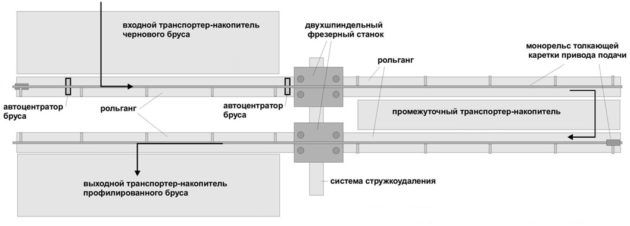
Двусторонний шипорезный станок вырезает мини-шипы с двух сторон заготовки для склеивания под прессом. Производит нанесение клея под давлением на мини-шипы. Цена составляет от 200 до 650 тыс. рублей.

Линия торцевого сращивания, устанавливаемая на пресс, ее длина составляет 3, 4,5 и 6 м. Такая длина не всегда позволяет склеить отрезки ламелей разного метража. В качестве альтернативы используется линия непрерывного сращивания, детали оказывают давление на определенный участок досок или отдельный стык.
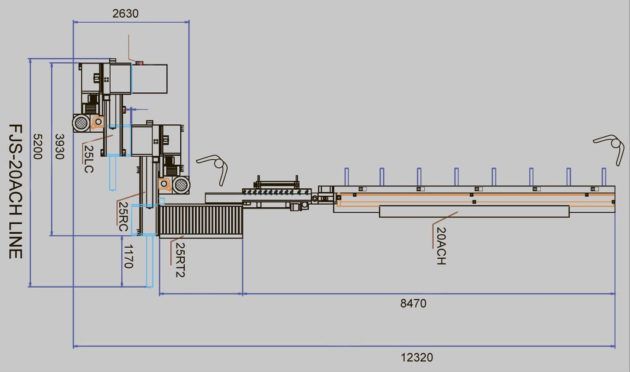
Действенный вариант – это автоматическая линия, выполняющая сразу несколько функций: нарезку мини-шипов, нанесение клеящего состава, сращивание и отрезание ламелей. Стоимость – от 1,4 до 2 млн рублей.

Дополнительные агрегаты
Станок, наносящий клеевой состав для деревянных конструкций, состоит из емкости для клея, дозатора, ручки и клеенаносящего валика.
Агрегаты делятся на две группы.

Станки постоянной циркуляции – клей наносится непрерывной линией, пролитый клей снова отправляется в емкость и используется в работе.
Станки смесевого нанесения – подача клея осуществляется, когда под трубкой находится ламель, если доска закончилась клей прекращает стекать автоматически. Такая функция позволяет максимально экономно расходовать состав.
Пресс – станок для сращивания ламелей бывает вертикальным и горизонтальным. Прессование осуществляется с помощью гидравлических, механических и пневматических прижимов. Средняя стоимость станка – 2 млн рублей.
Современные производители конструкционного бруса используют разнообразные виды оборудования для изготовления качественной продукции.
Себестоимость и окупаемость производства
Клееный брус – это производство, использующее последние технологические разработки. Перед открытием предприятия необходимо произвести расчеты и вычислить затраты и окупаемость.
Основные вложения необходимо сделать в закупку оборудования, на него придется потратить не менее 6,5 млн. рублей. Необходимо подготовить помещение, в зависимости от арендной платы, оно обойдется в 200 тыс. рублей, расходы на автотранспорт –250 тыс. рублей.
Для производства 100 м 3 клееного бруса необходимо 300 м 3 древесины и 400 кг клея. Их стоимость составит: 400 тыс. Для зарплаты рабочим придется выделить не менее 100 тыс., транспортировка – 50 тыс., другие затраты – 80 тыс. рублей. Ежемесячные траты равны 620 тысяч рублей.
Минимальные затраты на открытие предприятия по производству клееного бруса: 7,52 млн рублей.
Средняя стоимость 1 м 3 бруса составляет 11 тыс., если изготавливать 100 м 3 , то месячная выручка будет равняться 1,1 млн. За вычетом ежемесячных расходов остается 480 тыс. рублей.
Если все эти деньги направлять на погашение себестоимости, то срок окупаемости составит около 15 месяцев. Но эта цифра условна, она высчитана из расчетов, но только минимального количества произведенной продукции.
Видео по теме: Производство и особенности
Универсальный индикатор разряда аккумулятора
Добрый день, господа самоделкины!

Когда-то аккумуляторы были распространены совсем не так широко, стоили дорого, имели большие размеры при не самой большой ёмкости. Сейчас же литий-ионные «банки» стоят доступно, имеют большое распространение, а потому и портативная техника получила хороший толчок в своём развитии. Несмотря на то, что аккумуляторы уже сейчас обладают весьма впечатляющими характеристиками, чуда не происходит, и бесконечно долго заряд в них не держится. Учитывая, что разряд ниже определённого порога можно мгновенно “убить” некоторые аккумуляторы (в частности, литий-ионные), встаёт вопрос об использовании индикаторов разряда, а также автономных устройств, отключающих питание при достижении определённого пора по напряжению. Более того, в аккумуляторной технике индикаторы разряда просто жизненно необходимы – ведь пользователю всегда нужно знать, как долго ещё будет работать устройство до подзарядки. В интернете представлено множество различных схем индикаторов разряда, но мне очень приглянулась та, что будет в дальнейшем описана в этой статье.
Она обладает рядом преимуществ:
- Такая схема может работать в очень широком диапазоне напряжений аккумуляторов: от 3 и до 24В. Поэтому её с успехом можно применять как для контроля напряжения одного литий-ионного аккумулятора, так и для автомобильных.
- Возможность собственноручно и под свой вкус настроить порог срабатывания каждой ступени индикатора
- Высокая точность индикации. Схема имеет собственный источник опорного напряжения и несколько компараторов, её работу можно сравнить с принципом работы параллельного АЦП. Каждый порог можно настроить буквально до сотых вольта
Сама схема представлена ниже.
Контактами BAT + и BAT – на схеме обозначены места для подключения измеряемого аккумулятора, + и – соответственно. LED1 – LED5 – ступень из светодиодов разных цветов, каждый из них будет загораться при своём пороге напряжения, исключение составляет LED5 – он загорится сразу при подключении любого аккумулятора, и является индикатором того, что аккумулятор подключён к схеме. Квадратик в левой части схемы – стабилизатор LM317LZ, в таком включении он обеспечивает на своём выходе опорное напряжение 1,25В. Можно применит и привычный LM317 в корпусе ТО-220, если не мешают его размеры. Также на схеме можно увидеть четыре операционных усилителя, каждый из них работает в качестве компаратора, сравнивая напряжение на своих входах. Также можно увидеть четыре подстроечных резистора, подключенных каждый к своему операционному усилителю – с их помощью при настройке будем задавать пороги срабатывания для каждого отдельного светодиода. В целом, принцип работы прост. Напряжение на одном входе операционного усилителя задаётся резистором, а на втором оно будет зависеть от напряжения измеряемого аккумулятора. Но на входы компаратора оно подаётся не напрямую, а через делитель на резисторах R1 R2. Номиналы 20 кОм и 10 кОм оптимальны для использования схемы с литий-ионными аккумуляторами (максимум 4,2В), а для использования с более “высоковольтными” аккумуляторами (например, 12В в автомобильном) следует в 2 – 2,5 увеличить R1, в этом случае можно будет настроить каждый порог наиболее точно.
Раз схема содержит четыре операционных усилителя, удобно использовать микросхемы LM239 или TL074, они как раз содержат по четыре канала. Обратите внимание, что если схема будет использоваться стационарно в каком-либо устройстве для постоянной индикации текущего напряжения, то она сама будет хоть и медленно, но всё же разряжать измеряемый аккумулятор. Если это критично, то следует поставить в разрыв питания схемы кнопку без фиксации, такая система используется, например, в некоторых повер-банках. Яркость каждого светодиода задаётся соответствующими резисторами из ряда R4-R8. Их желательно увеличить, если схема будет использоваться с аккумуляторами выше 4,2В.


Схема собирается на печатной плате, файл для программы Sprint Layout прилагается в архиве к этой статье. Для уменьшения габаритов такого индикатора всегда можно собрать его на smd-компонентах, в этом случае размер платы может получится мизерным при сохранении всех её преимуществ. Фотографии готового собранного устройства показаны ниже. Микросхема установлена через панельку, а для подключения аккумулятора предусмотрен сдвоенный винтовой клеммник.


Светодиоды на плате устанавливаются в линию “по росту”, также их можно вывести с платы на проводах. 5 светодиодов как раз позволяют применить разные цвета – красный, белый, жёлтый, зелёный, синий. После того, как плата собрана, монтаж проверен, флюс смыт, можно приступать к первому включению и настройке. Подаём питание на плату (идеально использовать лабораторный блок питания), проверяем, чтоб на выходе LM317 было примерно 1,25В. Затем вооружаемся вольтметром и вращая подстроечные резисторы настраиваем каждый из порогов срабатывания. На мой взгляд, для литий-ионного аккумулятора оптимальными будут следующие значения: LED1 – 4.1 B, LED2 – 3,9 B, LED3 – 3,7 B, LED4 – 3,5В. Для настройки нужно подать на вход требуемое напряжение срабатывания порога (вот поэтому нужен лабораторный БП), а затем установить соответствующий ему подстроечный резистор на самой грани загорания соответствующего светодиода.

Таким образом, при подключении измеряемого аккумулятора по количеству зажёгшихся светодиодов можно чуть ли не с точностью вольтметра судить о том, какое сейчас на нём напряжение, и это всё при наглядной индикации без цифр и экранов. Такая схема может найти особое применение в тех аккумуляторных устройствах, где контроль напряжения особенно важен. Также схему можно использовать в качестве пробника – например, если нужно быстро проверить на разряд большое количество аккумуляторов. Удачной сборки!
Поделки своими руками для автолюбителей

Простой и точный индикатор заряда-разряда АКБ
Сегодня статья будет с процессом сборки простого индикатора уровня заряда аккумуляторов, но с более высокоточной схемой, которая пригодна для реального использования и может стать отличным дополнением на панели приборов вашего автомобиля.
Индикатор построен на базе микросхемы ELM339, она в свою очередь представляет из себя четыре отдельных компаратора в едином корпусе.

Компаратор имеет два входа и один выход, он просто сравнивает напряжение на входах, исходя из этого на выходе получаем либо логический 0, либо единицу.


Использованный в схеме компаратор можно найти на платах компьютерного блока питания, ориентируйтесь по цифрам 339, буквы могут отличаться в зависимости от производителя.

В качестве индикаторов задействованы 3 миллиметровые светодиоды.

Схема работает очень простым образом, имеем источник опорного напряжения в лице стабилитрона, цепочки из резисторов представляют из себя делители, которые создают на входах компараторов определенное напряжение, назовем их пороговыми.

Компаратор постоянно сравнивает эти напряжения с напряжением, которые образуют делитель на резисторах R5 и R6, этот делитель снижает напряжение тестируемой батареи в три раза, если напряжение на прямом входе компаратора больше чем на инверсном, то на выходе получаем логическую единицу или напряжение питания.

Светодиод светится, если всё наоборот, то на выходе получаем логическую 0 или массу питания, светодиод в данном случае не светится.

Входные делители подобраны в узком диапазоне, поскольку схема предназначена для работы в качестве индикатора заряда 12-вольтовых аккумуляторов.

Маломощный диод 4148 защищает микросхему компаратора от обратной полярности.

Токо-ограничивающие резисторы для светодиодов подбираются с сопротивлением от 1 до 2,2 килом, можно ограничиться всего одним резистором.

Печатная плата довольно компактна, рисовал на скорую руку, но разводка неплохая, кстати её вы можете скачать в конце статьи.

Для проверки этой платы нам нужен лабораторный источник питания на котором нужно выставить напряжение около 13,5 — 14 вольт, имитируя полностью заряженный автомобильный аккумулятор.

Загораются сразу все светодиоды, постепенно снижая напряжение на блоке питания мы можем наблюдать потухание светодиодов при определенных напряжениях.
Горение только красных светодиодов означает, что аккумулятор почти разряжен.
Можно пересчитать входные делители и использовать схему для аккумуляторов с иным напряжением, кстати эту схему можно также применить и в зарядных устройствах.
Схема индикатора заряда аккумулятора на светодиодах

Зачем следить за состоянием аккумулятора?
Автомобильный аккумулятор состоит из шести последовательно соединённых аккумуляторных батарей с напряжением питания 2,1 — 2,16В. В норме АКБ должен выдавать 13 — 13,5В. Нельзя допускать значительного разряда аккумуляторной батареи, поскольку при этом падает плотность и, соответственно, повышается температура промерзания электролита.
Чем выше износ аккумулятора, тем меньшее время он удерживает заряд. В тёплое время года это не критично, а вот зимой забытые во включённом состоянии габаритные огни к моменту возвращения способны полностью «убить» аккумулятор, превратив содержимое в кусок льда.
В таблице можно увидеть температуру промерзания электролита, в зависимости от степени заряженности агрегата.
| Зависимость температуры промерзания электролита от степени заряда аккумулятора | ||||
|---|---|---|---|---|
| Плотность электролита, мг/см. куб. | Напряжение, В (без нагрузки) | Напряжение, В (с нагрузкой 100 А) | Степень заряда АКБ, % | Температура замерзания электролита, гр. Цельсия |
| 1110 | 11,7 | 8,4 | 0,0 | -7 |
| 1130 | 11,8 | 8,7 | 10,0 | -9 |
| 1140 | 11,9 | 8,8 | 20,0 | -11 |
| 1150 | 11,9 | 9,0 | 25,0 | -13 |
| 1160 | 12,0 | 9,1 | 30,0 | -14 |
| 1180 | 12,1 | 9,5 | 45,0 | -18 |
| 1190 | 12,2 | 9,6 | 50,0 | -24 |
| 1210 | 12,3 | 9,9 | 60,0 | -32 |
| 1220 | 12,4 | 10,1 | 70,0 | -37 |
| 1230 | 12,4 | 10,2 | 75,0 | -42 |
| 1240 | 12,5 | 10,3 | 80,0 | -46 |
| 1270 | 12,7 | 10,8 | 100,0 | -60 |
Критическим считается падение уровня заряда ниже 70%. Все автомобильные электроприборы потребляют не напряжение, а ток. Без нагрузки даже сильно разряженный аккумулятор может показывать нормальное напряжение. Но при низком уровне, во время запуска двигателя, будет отмечаться сильная «просадка» напряжения, что является тревожным сигналом.
Своевременно заметить приближающуюся катастрофу возможно лишь в том случае, когда непосредственно в салоне установлен индикатор. Если во время работы автомобиля он постоянно сигнализирует о разрядке – пора ехать на СТО.
Какие существуют индикаторы
 Многие АКБ, особенно необслуживаемые, имеют встроенный датчик (гигрометр), принцип работы которого основан на измерении плотности электролита.
Многие АКБ, особенно необслуживаемые, имеют встроенный датчик (гигрометр), принцип работы которого основан на измерении плотности электролита.
Этот датчик контролирует состояние электролит и ценность его показателей относительна. Не очень удобно по несколько раз залазить под капот автомобиля, что бы проконтролировать состояние электролита в разных режимах работы.

Для контроля состояния АКБ значительно удобнее электронные приборы.
Виды индикаторов заряда аккумуляторной батареи
В автомагазинах продаётся множество таких устройств, различающихся дизайном и функционалом. Фабричные приборы условно делятся на нескольких типов.
По способу подключения:
- к разъёму прикуривателя;
- к бортовой сети.
По способу отображения сигнала:
- аналоговые;
- цифровые.

Принцип работы у них одинаков, определение уровня заряда АКБ и отображение информации в наглядном виде.
 Принципиальная схема индикатора
Принципиальная схема индикатора
Как сделать индикатор заряда аккумулятора на светодиодах?
Существуют десятки разнообразных схем контроля, но результат они выдают идентичный. Подобное устройство возможно собрать самостоятельно из подручных материалов. Выбор схемы и комплектующих зависит исключительно от ваших возможностей, фантазии и ассортимента ближайшего магазина радиотоваров.
Вот схема для понимания как работает индикатор заряда аккумулятора на светодиодах. Такую портативную модель можно собрать «на коленке» за несколько минут.

Д809 – стабилитрон на 9В ограничивает напряжение на светодиодах, а на трёх резисторах собран сам дифференциатор. Такой светодиодный индикатор срабатывает на силу тока в цепи. При напряжении 14В и выше сила тока достаточно для свечения всех светодиодов, при напряжении 12-13,5В светятся VD2 и VD3, ниже 12В — VD1.
Более продвинутый вариант при минимуме деталей можно собрать на бюджетном индикаторе напряжения — микросхеме AN6884 (KA2284).
Схема led индикатора уровня заряда АКБ на компараторе напряжения

Схема работает по принципу компаратора. VD1 – стабилитрон на 7,6В, он служит в качестве эталонного источника напряжения. R1 – делитель напряжения. При первоначальной настройке он выставляется в такое положение, чтобы при напряжении 14В светились все светодиоды. Напряжение, поступающее на входы 8 и 9, сравнивается через компаратор, а результат дешифруется на 5 уровней, зажигая соответствующие светодиоды.
Контроллер зарядки АКБ
Что бы отслеживать состояние аккума во время работы зарядного устройства, делаем контроллер заряда АКБ. Схема устройства и используемые компоненты максимально доступны, в то же время обеспечивают полный контроль над процессом подзарядки батарей.
 Принцип работы контроллера следующий: пока напряжение на аккумуляторе ниже напряжения заряда – горит зелёный светодиод. Как только напряжение сравняется, открывается транзистор, зажигая красный светодиод. Изменение резистора перед базой транзистора меняет уровень напряжения, необходимого для открытия транзистора.
Принцип работы контроллера следующий: пока напряжение на аккумуляторе ниже напряжения заряда – горит зелёный светодиод. Как только напряжение сравняется, открывается транзистор, зажигая красный светодиод. Изменение резистора перед базой транзистора меняет уровень напряжения, необходимого для открытия транзистора.
Это универсальная схема контроля, которую можно использовать как для мощных автомобильных аккумуляторов, так и для миниатюрных литиевых батареек-аккумуляторов.
Простой индикатор разряда батарей
Для миниатюрной электронной аппаратуры и приборов, питающихся от аккумуляторных батарей или гальванических элементов, весьма полезным устройством является индикатор разрядки источника питания. Такой индикатор позволяет, обнаружив разрядку, своевременно предпринять меры для перезаряда аккумуляторов или замены гальванических элементов.
На рис.1 для примера приведены характерные кривые разряда никель-кадмиевых аккумуляторов токами от I=0,2С до I=3С, где С — емкость аккумулятора в амперчасах , из которой видно, что при разрядке на 80. 90% напряжение на них падает приблизительно на 0,15 В от номинальной величины 1,25 В. Сходно ведут себя и никель-металло-гидридные аккумуляторы. Что касается обычных марганцево-цинковых или алкалиновых гальванических элементов, то их падение напряжения при той же степени разрядки составляет приблизительно 0,2. 0,25 В от номинальных 1,5 В. Исключение составляют лишь литиевые элементы, которые практически до полного разряда сохраняют номинальное напряжение.
Рис. 1. Кривые разряда Ni-Cd аккумулятора.
Таким образом, для индикации разрядки подавляющего большинства гальванических источников питания достаточно регистрировать уменьшение их напряжения на величину примерно от 150 мВ у одного аккумулятора до 2. 2,5 В у батареи из 8. 10 гальванических элементов.
Обычно такие индикаторы реализуются на основе микросхем, уже включающих в себя компаратор напряжения. В других случаях для этого, как правило, используются операционные усилители, на которых также собирается компаратор.
Здесь предлагается индикатор, построенный на цифровой микросхеме. Его компаратор выполнен на КМОП — инверторе, в качестве которого применен базовый элемент микросхемы К561ЛН2.
Опорное напряжение Uо подается на вход инвертора, а сравниваемое положительное напряжение источника питания Uи.п. на ножку 14 питания микросхемы. Из характерных кривых на рис.2 видно что в достаточно широкой области вокруг произвольно выбранного номинального значения Uи.п. напряжение переключения инвертора Uп связано с напряжением его питания соотношением Uп = x Uи.п., где x = const и x >> 0,4 при переключении инвертора из состояния логической «1» в «0» и x >> 0,6 в обратном случае. Следовательно, с уменьшением напряжения питания при прохождении точки Uи.п. >> 2,5Uо инвертор, выход которого предварительно находился в состоянии «1», будет изменять его на противоположное. Крутизна переходной характеристики инверторов 561 серии при работе на высокоомную нагрузку вполне достаточна для фиксации перепада контролируемого напряжения порядка десятка милливольт.
Рис. 2.
Принципиальная схема индикатора разрядки для источников питания с номинальным напряжением в пределах 3. 6 В приведена на рис.3. Компаратор выполнен на инверторе DD1.1. Опорное напряжение формируется цепочкой R1, R2, VD1, где VD1 — источник опорного напряжения КА.336-2.5. Часть напряжения, падающего на VD1, а для КА.336-2.5 это 2,48 В, подается на вход DD1.1 через резистор R2, которым устанавливается порог срабатывания компаратора. Нормальное и разряженное состояния источника питания индицируются светодиодами VD2 и VD4 соответственно. Инвертор DD1.2 выполняет функцию буфера, препятствующего уменьшению крутизны переключательной характеристики инвертора при включении светодиода VD2.
Рис. 3.
Помимо светового сигнала, разряженное состояние источника индицируется и звуковым сигналом пьезозвонка BQ1, который возбуждается мультивибратором, собранным на инверторах DD1.5, DD1.6. Резистор R7 используется для подстройки частоты мультивибратора под резонансную частоту пьезозвонка. Значение емкости конденсатора С2 дано для случая, когда применен пьезозвонок с резонансной частотой около 3 кГц и выше. Если применяется пьезозвонок с более низкой резонансной частотой, емкость конденсатора С2 следует соответственно увеличить. В противном случае громкость звукового сигнала может оказаться недостаточной.
Манипулятор на инверторах DD1.3, DD1.4 формирует импульсы для питания светодиода VD4 и управляет мультивибратором. При указанных на схеме номиналах времязадающей цепочки С1, R6 частота пререключения манипулятора приблизительно равна 3 Гц. Разделительные диоды VD3 и VD5 позволяют последовательно управлять манипулятором и мультивибратором.
Собранный индикатор поключается к любому прибору или устройству просто путем присоединения выводов 7 и 14 микросхемы К561ЛН2 к минусовой и плюсовой шинам питания соответственно.
Индикатор работает следующим образом. В исходном состоянии кнопка S1 разомкнута и на входе инвертора DD1.1 присутствует логический «0». Соответственно логический «0» присутствует и на выходе инвертора DD1.2. При этом диод VD3 шунтирует вход инвертора DD1.3 на «землю» и таким образом стопорит манипулятор, на выходе которого также оказывается логический «0», благодаря чему через диод VD5 на «землю» шунтируется и вход инвертора DD1.5 и мультивибратор находится в ждущем режиме. В результате светодиоды VD2 и VD4 не горят и звуковой сигнал отсутствует.
При нажатии на кнопку S1 напряжение питания Uи.п. подается на анод светодиода VD2 и в цепочку формирования опорного напряжения R1, R2, VD1. Если окажется, что Uи.п. велико настолько, что напряжение переключения инвертора DD1.1 из «1» в «0» при данном питании больше чем опорное напряжение, установленное на его входе, то на выходе инвертора DD1.2 сохранится состояние логического «0». При этом манипулятор и, соответственно, мультивибратор останутся в ждущем режиме, а светодиод VD2 загорится, свидетельствуя о нормальном состоянии источника питания. Если же Uи.п. понизится так, что напряжение переключения инвертора DD1.1 из «1» в «0» при данном питании окажется меньше, чем опорное напряжение на его входе , то при нажатии на кнопку S1 инвертор DD1.1 переключится и на выходе инвертора DD1.2 появится логическая «1». В результате светодиод VD2 погаснет, а диод VD3 запрется и запустится манипулятор, формируя импульсы питания светодиода VD4 и управления мультивибратором. Мультивибратор начнет генерировать пачки импульсов. Мигание светодиода VD4 и одновременные звуковые сигналы будут свидетельствовать о разрядке источника питания и необходимости его перезарядки или замены.
Правильно собранное устройство начинает работать сразу. Настройка сводится к установке величины порога срабатывания. Для этого необходимо запитать устройство от регулируемого источника напряжением, которое выбрано в качестве критерия разряда гальванического источника питания. Например, для аккумуляторной батареи из четырех никель-кадмиевых аккумуляторов с номинальным напряжением 5 В это будет приблизительно 4,4 В. Замкнуть кнопку S1, повернуть движок резистора R2 в положение, при котором горит светодиод VD2, и медленно поворачивать его в обратном направлении до момента, когда светодиод VD2 погаснет и замигает светодиод VD4. После этого увеличить напряжение на 0,5. 1 В, светодиод VD2 при этом загорится вновь. Затем начать плавно его снижать и зафиксировать величину, при которой светодиод VD2 погаснет опять и снова замигает светодиод VD4. Если полученное значение напряжения переключения будет отличаться от требуемого — процедуру повторить. Производить установку опорного напряжения не как описано выше, а наоборот, добиваясь переключения светодиода VD2 из погашенного состояния, нельзя, поскольку напряжение переключения инвертора из «1» в «0» отличается от напряжения переключения из «0» в «1».
В конструкции в качестве светодиодов VD2 и VD4 использованы АЛ307Г и АЛ307К зеленого и красного цветов, диоды VD3, VD5 — любые, например КД510А или КД522Б. Номиналы резисторов R3, R4 даны для индикатора, работающего с батареей, состоящей из четырех аккумуляторов или гальванических элементов. В индикаторе для батареи из трех элементов с целью избежания потери яркости свечения светодиодов эти резисторы желательно уменьшить до 150 и 470 Ом соответственно.
Рис. 4.
Если индикатор предназначен для источника питания с номинальным напряжением больше 6 В, в нем следует использовать более высоковольтный источник опорного напряжения. Так для индикаторов от 6 до 12 В подойдет источник LM336Z-5.0, жестко стабилизирующий опорное напряжение 4.98 В, или какой-нибудь его аналог. Номиналы резисторов R1,R3,R4 необходимо при этом увеличить так, чтобы ток через VD1 находился в пределах 1. 2 мА, через VD2 — не более 10 мА, а через VD3 — не более 3 мА. В индикаторе возможно применение и обычных стабилитронов с соответствующей коррекцией величины R1, но точность срабатывания индикатора несколько уменьшится.
При разработке какого-либо изделия в него можно заложить индикатор по упрощенной схеме, представленной на рис.4, а оставшиеся инверторы использовать для других нужд. В этом случае о разрядке источника питания будет свидетельствовать только горение светодиода, а о нормальном его состоянии — отсутствие какой-либо реакции индикатора. Возможны и различные промежуточные комбинации. В завершение следует заметить что описанное устройство не требует собственного питания как такового и может использоваться совершенно самостоятельно как некий тестер — пробник, например, для контроля автомобильных аккумуляторов.





