Гибка профильной трубы: тест на смекалку
Профильная труба имеет «угловатую» форму – квадратную и прямоугольную. На первый взгляд, кажется, что придать ей дугообразную форму невозможно. Но твердо решив использовать такой материал для каркасов парников, навесов, при создании архитектурных решений в саду (арки, шпалеры, перголы) – можно добиться желаемого. Гибка профильной трубы по радиусу – своими руками выполнить такую задачу довольно просто, справиться с ней сможет каждый.

Профильные трубы можно согнуть самым неожиданным образом
Принцип работы трубогиба
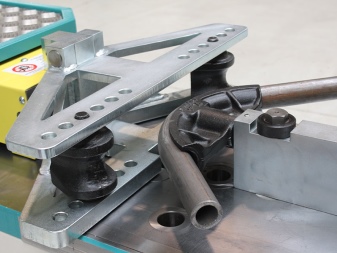
Конструкция этого прибора довольно проста – 2 упора и башмак, приводящийся в движение рычагом. С помощью этого нехитрого устройства можно гнуть трубопровод диаметром 5 – 150 мм.

Трубогиб с открытой рамой
При этом для больших диаметров физической силы оператора уже недостаточно, особенно при толстой стенке. Для того, чтобы гибка проходила плавное и без проблем, аппарат оборудуется гидравлическим приводом, кстати, это вызывает значительное удорожание прибора.
Если нужно согнуть совсем небольшую трубку, то можно использовать вариант трубогибов для труб с открытой рамой. С точки зрения безопасности — это не лучший вариант, ведь риск схода трубопровода достаточно велик.
Что касается крупных диаметров, то в этом случае используются исключительно устройства с закрытой рамой. Благодаря этому, труба ни при каких условиях не соскочит с упоров.

Трубогиб с закрытой рамой
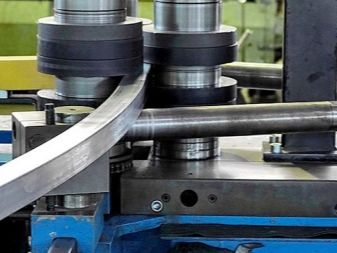
Трубогиб может работать и по другому принципу. В таком случае профильная труба просто протягивается между валиками (упорами), деформируясь при этом.

Изгиб профильной трубы на трубогибе
Профили из разных металлов и различных сечений реагируют на сгибание тоже по-разному. Например, работать с трубами из цветного металла – медь, латунь, дюраль, алюминий, небольшого сечения одно удовольствие. Они пластичны и хорошо сгибаются, воплощая в реальность смелые фантазии мастера. Отлично выдерживают низкие температуры.
Народные «рецепты» сгибания профилей
Изобретенные способы сгибания профильных труб в домашних условиях иногда бывают единственным способом осуществить задуманное. Несмотря на кажущуюся примитивность технологии, полученные результаты способны поражать качеством, геометрической точностью и совершенством форм.
Технология из собственной мастерской
Сгибание профиля с использованием болгарки и сварочного аппарата – наиболее привычный и оттого популярный способ.
Он включает в себя несколько последовательных операций.
- Прежде всего, тщательно рассчитывается радиус изгиба.
- Можно изготовить деревянный шаблон. Он позволит сделать максимально точный изгиб.
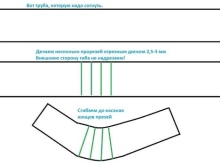
- На участок, который будет изменять форму, наносятся поперечные метки. Именно по ним будут производиться пропилы, проходящие по 3 сторонам трубы (левый – нижний – правый или, для наглядности, перевернутая буква «п»).

На трубе нужно сделать пропилы
- Приложив и закрепив на шаблоне профиль нетронутой стороной, можно начать сгибание.
- Пропилы заварить и отшлифовать.
Обратите внимание!
Желательно использовать этот способ при работе с профилем большого сечения, потому что сам процесс занимает достаточное количество времени.

На фото – изящные арочные перекрытия из профильных труб
Использование песка для сгибания трубы
Песок способен держать форму не только в виде скульптуры на берегу моря, но и помочь поддержать форму профиля в процессе сгибания, предотвращая сплющивание или растрескивание.
Эта операция почти равнозначна по времени с работой на трубогибе и для нее понадобятся такие материалы:
- кварцевый песок;
- деревянные заглушки длиной от 10 до 20 см;
- газовая горелка;
- дрель;
- болванка, диаметр которой равен внутреннему радиусу изгиба профиля;
- резиновый молоток.

Схема сгибания с использованием речного песка
Важно!
Песок должен обязательно пройти 2 стадии первичной обработки, перед тем, как его можно будет использовать: тщательное просеивание, промывка и окончательное высушивание.
Сохраняться до употребления он должен в чистой емкости.
Народная инструкция по гибке с песком включает в себя обязательные последовательные операции.
- Одно отверстие профтрубы плотно забивается деревянной заглушкой.
- Через другое отверстие насыпается песок до такого уровня, чтобы вошла вторая заглушка.
- Наглухо закупоривается оставшееся отверстие.
- С помощью болванки производится сгибание. Если нужно достичь малого радиуса, сгиб разогревается пламенем горелки. Важно не перегреть поверхность и не допустить появления окалины, которая ухудшает качество трубы.
- Постукивая резиновым молотком, сгиб доводится до совершенства.
- Из готового изделия выбивается, выжигается или высверливается заглушка.
- Потряхиванием и поколачиванием высыпается наполнитель.
Гармония профиля и воды
Суровый мороз станет верным помощником в сгибании, например, медной трубы. Из инструментов и материалов понадобится всего лишь вода и болванка. Технология тоже довольно проста.
Плотно заткнув один конец трубы пробкой, внутрь доверху наливается вода и закупоривается второе отверстие. После того как вода полностью замерзнет, материал готов к работе.
Примечательно, что прилагаемые физические усилия минимальны – не происходит сплющивания, и сечение почти не нарушается.

Сгибание дюралевой трубы по шаблону
Использование пружины для сгибания
Гибка с использованием пружины в полости профиля основана на принципе силы внутреннего противодействия. Кроме профильной трубы, паяльной лампы или газовой горелки и шаблона соответствующего диаметра понадобится необычная квадратная пружина. Она изготавливается из стальной проволоки диаметром от 2 до 4 мм, которая сгибается с размером сечения немногим меньше внутреннего сечения профтрубы.

Схема изгиба трубы с пружиной внутри
Важно!
Пружина должна почти впритирку входить в полость профиля.
Оптимальным зазором между внешним сечением пружины и внутренним трубы считается от 1,5 до 2 мм.
Поместив пружину внутрь заготовки, начинается обработка паяльной лампой поверхности деформируемого участка изделия. Достаточно разогретую деталь, закрепив на болванке, согнуть и довести до нужного радиуса своими руками.

Пружина облегчит сгибание трубы
Важно!
Не игнорируйте правила техники безопасности.
Цена беспечности бывает слишком высока.
Защитные перчатки, очки и клещи для захвата горячих труб надежно защитят от ожогов.
Для пожарной безопасности рядом должна быть емкость с водой или песком.
Подведение итогов
Сфера применения профильных труб достаточно широка. Высокая стоимость профессиональных трубогибов, предназначенных для работы с этим материалом, часто лишает возможности воспользоваться ими.
Становится трудно воплотить в жизнь авторские задумки. Иногда положение спасти может только гибка профильной трубы своими руками.
На видео в этой статье показан пример гибки профильной трубы.
Самостоятельная гибка профильной трубы

Гибка трубы трубогибом
Если вы в своем частном доме или на даче занимаетесь обустройством самостоятельно, хоть единожды вам приходилось заниматься изгибом трубы. Это особенно актуально, если необходимо соорудить беседку, теплицу, например, или еще что-то подобное. Поэтому гибка профильной трубы своими руками – это всегда нужно и важно. Ведь такое изделие намного оправданней использовать, нежели «круглые» трубы.
И тут есть один нюанс. С профильным изделием все несколько сложнее, нежели с трубой круглого сечения, которую можно согнуть трубогибом. Ведь стандартные трубогибы оснащены башмаками и роликами округлой формы, предназначенными для круглого сечения. В результате использования такого станка для профильного изделия могут возникнуть дефекты или же труба сплющится. Видео с подобными «эффектами» хватает в Сети.
Способы гибки профильных изделий
Что же предпринять, чтобы не испортить трубу, но согнуть ее своими руками? Есть несколько методов. Самый простой – использование спецстанка для профильных труб. Такого плана оборудование — профилегибы. Правда, стоят такие станки достаточно много. Это неудивительно, ведь любое профессиональное оборудование стоит дороже бытового.

Станок для гибки профильных труб
Однако есть альтернатива, если можно так сказать. При необходимости в таком станке время от времени, можно приобрести ручной трубогиб, который универсально подходит для стандартных и профильных труб. При этом их стоимость сравнительно низкая. Однако следует быть готовым к большим физическим нагрузкам, если осуществлять гибку «вручную».
Если загнуть трубу нужно единожды, тогда наверняка нет смысла в покупке оборудования. В таком случае целесообразнее обратиться к специалистам. Это обойдется значительно дешевле. К тому же у таких мастеров иногда можно приобрести уже готовое изделие, которое будет иметь нужную форму.
При этом не нужно смотреть видео, читать и познавать, как сделать гибку своими руками.
Есть и еще один вариант, как согнуть трубу без трубогиба, — «народными средствами». Однако такой способ зачастую эффективен для небольших сечений. Это могут быть полимерные, медные или стальные изделия.
Особенности гибки трубогибом

Как своими руками согнуть такое изделие? Осуществлять изгиб можно, учитывая материал, необходимый радиус изгиба, величину сечения и толщину стенок. К тому же следует учесть и необходимый уровень качества готового изделия.
Конечно, нет смысла делать чертежи и схемы, однако изгиб можно делать только в пределах допуска, учитывая величину сечения и толщину стенок. Также следует не допустить сплющивания поперечного сечения, а также появления на внутренней части трубы изломов.
Рекомендация: загибая трубу квадратного сечения по малому радиусу, делайте изгиб ближе к концу, так как в середине это будет сделать сложнее.
Процесс гибки
Чтобы сделать изгиб, нам понадобится трубогиб. Он выполняется с растяжением холодным методом. При таком подходе растяжение вызывает смещение в направлении сгиба нейтральной оси трубы. В итоге гофрированная поверхность на сгибе фактически исключена. Существуют различные подобные станки, созданные по индивидуальным чертежам. Однако схема работы у всех приблизительно одинакова.
Когда труба помещается в устройство, она обхватывается по краям. Дальше она растягивается и одновременно изгибается.
Что же предпринять, чтобы гибка проходила без снижения качества изделия? Для этого процесс проходит под внутренним гидростатическим давлением. Внутрь в трубы подается жидкость, а на концы надеваются заглушки. Дальше к середине изделия подается гибочный шаблон. Он и придает трубе нужную форму.
Гибка сваркой и болгаркой

Станок для пропила профильных труб болгаркой
Сделать гибку своими руками, без трубогиба или другого приспособления возможно, при этом можно получить неплохое качество.
Как вариант, можно использовать сварку и болгарку. Рассмотрим метод подробнее. Сначала рассчитывается радиус изгиба. Далее равномерно выполняются пропилы трех сторон. Дальше изделие гнется, а пропиленные места заваривают. Место сварки обязательно подлежит обработке.
Таким простым способом можно получить профильную трубу необходимой формы, а инструменты, как видим, нужны минимальные.
Что же выбрать?
1 Тип станока предназначен для радиусной гибки профильных труб.

Характеристики стандартного станка :
Максимальное сечение трубы — 40 х40х2, 50х25х2 мм.
Минимальные диаметры круга:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 — 650 мм,
- 40х20х2 — 650 мм,
- 40х40х2 — 1800 мм,
- 50х25х2 — 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 25000 рублей .
2 Тип станока предназначен для радиусной гибки профильных труб, круглой трубы и полосы.

Характеристики универсального станка :
Максимальное сечение трубы — 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32х2.8 мм.
Минимальные диаметры круга профильных труб:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 — 650 мм,
- 40х20х2 — 650 мм,
- 40х40х2 — 1800 мм,
- 50х25х2 — 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 30000 рублей .
По желанию Заказчика за дополнительную плату станок комплектуется индикатором часового типа для изготовления более точных всех последующих заготовок.
За дополнительную плату станок может быть укомплектован электроприводом 220-380В
Гарантия 2 года
Саратовская обл. г. Энгельс
Вариантов реализации поставленной задачи существует на сегодняшний день множество. Как сделать изгиб в вашем конкретном случае? Следует ориентироваться на то, какие у вас условия и требования. Если вам нужно сделать это единоразово, тогда все можно выполнить своими руками. Если желания нет, можно отдать специалисту. Если такие действия необходимо будет выполнять часто в дальнейшем, стоит подумать о покупке оборудования — трубогиба, причем профессионального.
Как согнуть профильную трубу своими руками без специальных приспособлений

Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Труба профильная – что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
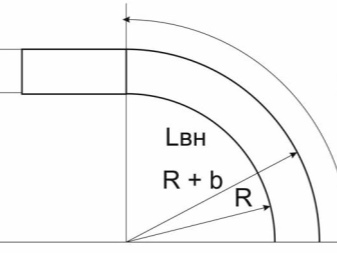
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.

Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Особенности разных способов гибки профиля
Существует два основных метода гибки профильной трубы: холодный и горячий. Первый предполагает, что процесс изгибания выполняется без предварительного температурного воздействия на деталь.
Тогда как второй проводится только с предварительно разогретой трубой. Надо признать, что нагрев детали значительно увеличивает ее пластичность и облегчает процесс гибки.
Нормативов, строго регламентирующих использование холодного и горячего метода гибки для профильных изделий, не существует. Они есть только для труб с круглым сечением. Согласно этим нормам горячая гибка используется для деталей, диаметр которых составляет 100 мм и больше. Для прямоугольных и квадратных труб действуют несколько иные правила.
Если предстоит разовая работа по гибке трубы, можно купить, но лучше взять в аренду гидравлический трубогиб с ручным приводом:
Как согнуть профильную трубу?

- Особенности
- Что понадобится?
- Способы
- Рекомендации
Гнутая профильная труба – обязательный элемент в конструкции беседок, навесов, теплиц, заборов, даже гаражей. Толстостенный профиль большого сечения используются при возведении крыш зданий. От того, насколько качественно согнётся профиль, зависит надёжность и приглядный вид возводимого сооружения.



Особенности
В отличие от трубы с круглым сечением, загиб профиля с квадратным или прямоугольным представляет собой большую сложность. Из-за наличия резких углов, из которых была отлита профильная труба, гнуть профиль в некоторых случаях нужно частично. Применяют следующие подходы.
- Воздействуя на трубу изнутри давлением. Это может быть любая сыпучая или жидкая среда. Она поможет трубе принять правильную форму при изгибании, без проминания и «морщин» с внутренней стороны.
- Нагрев профиля до температуры, близкой к той, при которой сталь размягчается.
При изгибании трубы на профиль воздействуют сила сжатия с внутренней стороны изгиба и сила растяжения – с внешней. Стороны теряют правильное расположение, приданное им на заводе.
Если не соблюсти радиусы изгиба – профиль лопнет снаружи и/или промнётся внутрь с противоположной стороны. Влияние оказывают и толщина стенок, габариты сечения. Испорченное изделие восстановлению не подлежит.


Что понадобится?
Самый быстрый способ – использование профиле- или трубогиба. Холодное сгибание трубы до 10 мм – и квадратной, и круглой похоже на сгибание арматуры. Достаточно соблюсти правило – не менее 15 наружных радиусов круглой трубы либо не менее 15 значений большей ширины прямоугольной трубы. Сгибание квадратного профиля потребует Если нет доступа к промышленному трубогибу, в котором гибка по радиусу выставляется очень точно, то помогут болгарка и сварочный аппарат. Но «ломаное» гнутьё – крайняя мера.
Холодное гнутьё также возможно при помощи простого приспособления, сделанного из другой трубы (или арматуры) и специальной скобы с большой площадью захвата, позволяющей согнуть круглую или квадратную трубу постепенно. Такой способ используется, когда идеальный, равномерный сгиб необязателен.


Самодельный профильный трубогиб – в простейшем случае плита с отверстиями, в которую вставлены штыри. Они расположены так, чтобы сгибаемая труба проходила между ними, но заранее выстраиваются с обеих сторон по кривой. Другой вариант – рычаг с овальным шаблоном, выполняющим роль своеобразного лекала, состоящего из плоскопараллельных плоскостей. Используют также специальный ролик-колесо, прокатываемый по зоне будущего изгиба: глубина прогибания регулируется прилагаемой силой. Все способы самодельного гнутья требуют определённой сноровки и опыта.

Способы
Согнуть профиль 40×20 или 20×20 в домашних условиях особого труда не составит. Для этого подойдут все способы, перечисленные ниже. Узкие профтрубы (менее 20*20), особенно тонкостенные, гнутся с помощью примитивного захвата или даже на любой криволинейной и гладкой поверхности.
Главное – не гнуть изделие по радиусу, меньшему, чем 10-15 сторон (значений ширины) профтрубы, не делать резких движений. Так, для размера 40 на 20 см радиус гиба не ниже 0,3 м.


Болгаркой
Болгарка (или углошлифовальный ручной электростанок с отрезным диском по металлу) позволяет согнуть профильную трубу своими руками, используя пропилы. Они отстоят на равном расстоянии друг от друга, когда их более двух. Один пропил позволит сделать лишь резкий, прямоугольный изгиб. Чем больше пропилов – тем плавнее изгиб. Он примет вид правильной ломаной. Пропилы нужны, чтобы лишний металл с внутренней стороны не образовывал складки, придающие трубе неприглядный вид.
Величина угла каждого пропила определяется общим гибочным углом, делённым на количество выпиленных зазоров. Чтобы профтруба приняла аккуратный вид, и внутрь не затекала дождевая вода, пропилы должны быть с острым углом у наружной стенки трубы, а не прямоугольными. Например, арочная труба, имеющая угол сгиба в 180 градусов, при 20 пропилах требует угол для каждого из них в 9 градусов. Добиться этого можно лишь на крупногабаритном профиле и при использовании более тонких дисков – либо делать пропилы ножовкой по металлу, а не болгаркой.


Разогревать для этого профтрубу незачем. Пропилы размечаются и выполняются в соответствии с радиусом изгиба, запрашиваемого заказчиком. При этом одна из стенок – наружная остаётся целой, что позволит конструкции не развалиться, но труба теряет прочность. Для обретения профтрубой исходной прочности получившиеся стыки провариваются с помощью сварки.
Данный метод относят к холодному гнутью трубы. Термообработка (сваривание) осуществляются уже после сгибания – а не до него, как это происходит в случаях, описанных ниже. Недостаток – ребристая наружная и внутренняя поверхности сгиба, что исключает плотный контакт с криволинейными конструкциями, например, при накладывании композитных или пластиковых кровельных листов поверх каркаса, собранного из таких труб.
Как согнуть профильную трубу – используйте трубогиб и все получится!
Многие домашние умельцы не знают, как согнуть профильную трубу самостоятельно, не обращаясь в мастерские к специалистам. На самом деле, выполнить такую операцию не так уж и сложно, если обзавестись необходимым оборудованием.
1 Гибка профильной трубы своими руками – практические советы
Тысячи владельцы участков за городом и частных домостроений буквально вкладывают душу в свою недвижимую собственность. Они стараются всеми способами придать ей оригинальный внешний облик. Причем многие операции по благоустройству такие люди стремятся выполнять своими руками, по-настоящему гордясь своей работой.
Очень часто при обустройстве загородного “поместья” человеку требуется загнуть профильную трубу, которая нынче весьма активно применяется для различных целей, начиная от строительства заборов и заканчивая монтажом необычного козырька над входом в дом. Выполнить изгиб трубы вручную, не используя специальные приспособления, предназначенные для подобных целей, сложно, а иногда и просто-напросто нереально.

Особенно это утверждение верно для профильных трубных изделий. Если трубу круглого сечения еще можно разогреть, обкрутить вокруг специального шаблона, надежно закрепить один из концов конструкции, а затем попытаться согнуть ее под необходимым углом, то для профильных изделий такой метод стопроцентно не годится.
Выход здесь один: взять на вооружение приспособление для изгиба профиля, хорошо изучить принцип выполнения операции с его помощью, и решить проблему придания трубе нужной конфигурации. Отметим, что даже при помощи спецоборудования осуществить подобную процедуру будет совсем непросто – высока вероятность того, что под руками неопытного человека произойдет сплющивание трубы или деформация ее сечения.

Чтобы максимально уменьшить опасность такого неблагоприятного развития событий, рекомендуется предварительно заморозить трубу, поместив ее в большой холодильный агрегат промышленного типа. Если холодильника крупных размеров нет, рекомендуется выполнять операцию гибки зимой, когда на улице стоит минусовая температура.
Перед заморозкой один край профильного изделия следует надежно заглушить, затем наполнить трубу обычной водой и закрыть другой конец конструкции. После этого помещаем заготовку в камеру или выносим на мороз, ждем, пока жидкость в ней полностью не заморозится. Замерзшая вода не даст изделию деформироваться в процессе его изгибания. Да и сам процесс, поверьте, пойдет намного проще.

Альтернативой описанному методу является технология, при которой в трубу засыпают песок, ставят с обоих концов конструкции заглушки, затем делают в ней 2–3 отверстия небольшого диаметра. Они необходимы для того, чтобы впоследствии при нагреве заготовки, образующиеся в трубе газы, имели выход. Если отверстия не делать, есть риск деформирования конструкции.
Выполнив все указанные операции, можно приступать к гибке. Для этого при помощи паяльной лампы нужно нагреть выбранную зону, по которой будет осуществляться изгиб, а затем уже смело сгибать трубу. Описанные предварительные этапы (заморозка, наполнение песком, разогрев профильного изделия) делать не придется в том случае, когда вы применяете современные трубогибы, созданные специально для работы с трубами.
2 Как согнуть профильную трубу с помощью трубогиба?
Под таким приспособлением понимают специальные устройства нескольких типов, которые дают возможность с минимумом ручных усилий выполнять изгиб конструкций из круглого либо профильного проката (например для домашних оранжерей и теплиц, навесов и так далее). Все трубогибы принято делить на две крупные группы:
- Роликовые (их еще нередко называют профилегибами): используются для изгибания по плавным радиусам профильных трубных изделий. В данном случае гибка производится по принципу вальцовки трубы.
- Гидравлические рычажные: с их помощью обычно сгибают металлические конструкции под требуемым углом, прилагая в заданном месте определенное усилие. Легкость процедуры при этом обеспечивается тем, что усилие задается рычагом.

Достоинства применения трубогибов следующие:
- снижение усилий человека для выполнения изгиба (ручной труд при использовании устройства с электроприводом и вовсе сводится к нулю);
- отказ от монтажа добавочных фитингов и проведения сварочных работ при установке трубопроводов);
- отсутствие сплющивания и заломов (металл сохраняет все свои технические характеристики);
- гарантия получения изогнутых труб с точнейшими размерами.
Кроме того, трубогибы обеспечивают по-настоящему элегантный внешний вид конструкций, которые изготавливаются из цельных трубных изделий. С точки зрения декоративной привлекательности такие конструкции можно считать безупречными. Попробуйте добиться аналогичных результатов, если вы не знаете, как гнуть профильную трубу с помощью трубогиба. Вряд ли у вас это получится.

Выбор конкретного станка для гибки труб зависит от материала изделий, а также от вида работ, которые вы будете осуществлять с помощью стальных или чугунных труб (как вы сами понимаете, пластиковые конструкции изгибать трубогибом нет нужды). Например, трубы из меди для монтажа системы отопления или подачи воды гнут простым трубогибом ручного типа, который предназначен именно для данного материала.
А вот уже металлические изделия для сантехработ гнут при помощи устройства, способного справиться с более прочным и твердым материалом. С профильными трубами, естественно, работают исключительно роликовым приспособлением, которое создано специально для выполнения подобных мероприятий. Оно, кстати, дает возможность изгибать и круглые бесшовные трубы с толстыми стенками.
3 Популярные модели отечественных ручных профилегибов
В строительных магазинах вы без труда найдете разные виды трубогибов зарубежного производства. Но их цена зачастую не устраивает россиян, которые предпочитают покупать проверенные отечественные механизмы. Благо, что по своим возможностям они ни чем не хуже импортной продукции.
Самыми востребованными устройствами для гибки профильных изделий признаются ручные станки “ПГ-1” и “ПГ-2”. Первый из них стоит не более 500 долларов, он выполнен в компактной форме, являясь мобильным (переносным) оборудованием. За счет этого механизм можно применять непосредственно на месте выполнения монтажных работ для изгибания медных, металлических и стальных труб с размерами не более 40 на 40 миллиметров.

Конструктивно приспособление представляет собой станину с тремя роликами, закрепленными на ней. Прижимной ролик (он является центральным) позволяет производить протяжку трубы. Легкость проворачивания этого ролика обусловлена наличием удобной рукоятки. Ширину вращающихся составляющих станка можно изменять для работы с трубами разных размеров.
Профилегиб “ПГ-2” отличается от своего собрата более мощной конструкцией. Он с легкостью гнет трубы из означенных выше материалов размерами 30 на 60 миллиметров. С его помощью допускается даже сгибать трубы в кольца. Понятно, что стоимость такой модели выше. Купить ее можно за 750–800 долларов.

Надеемся, что у вас теперь нет вопросов о том, как согнуть профильную трубу.
Способы гибки алюминиевых труб
Чаще всего гнут такие марки алюминия, как АД0, АД31, АД33 и т.п., а также и дюралюминий типа Д1. Далее читайте как можно согнуть алюминиевую трубу.

Как согнуть алюминиевую трубу — этот вопрос не может показаться странным для людей, которые уже имели дело с гибкой алюминия (и, в частности, сплавов на его основе). Данный металл, несмотря на высокую пластичность, капризен при деформировании, особенно в пустотелых сечениях. Между тем, алюминиевые трубы часто встречаются как элементы трубопроводных соединений.
Популярные марки алюминия для гибки
Сложности гибки как чистого алюминия, так и сплавов на его основе, связаны со следующими обстоятельствами:
- В процессе получения металл, в большинстве случаев, проходит искусственное или естественное старение. Вообще-то, оно применяется с целью стабилизации структуры исходного металла, но для алюминия и его сплавов необходимость такой термической обработки состоит еще и в создании на поверхности прочной пленки основного оксида Al2O3. Такая пленка придает продукции необходимую коррозионную стойкость, но, с другой стороны, повышает прочность, и, что существеннее, снижает пластичность.
- Алюминиевый трубный прокат производится по нескольким технологиям — прокаткой, горячей экструзией и выдавливанием. Последние два способа получают все большее распространение, однако, именно после них прокат существенно упрочняется, а его чувствительность к напряжениям изгиба возрастает.
 При любых способах гибки профилей, в силу физических особенностей процесса, постоянно изменяется месторасположение так называемой «нейтральной линии» — виртуальной кривой, которая разделяет между собой зоны с напряжениями сжатия (которые примыкают к внутренней поверхности изгибаемой заготовки), от зон с напряжениями растяжения, располагающимися на внешней поверхности гиба. Поэтому трубы из алюминия и его сплавов чаще трескаются не по внутреннему, а по внешнему радиусам.
При любых способах гибки профилей, в силу физических особенностей процесса, постоянно изменяется месторасположение так называемой «нейтральной линии» — виртуальной кривой, которая разделяет между собой зоны с напряжениями сжатия (которые примыкают к внутренней поверхности изгибаемой заготовки), от зон с напряжениями растяжения, располагающимися на внешней поверхности гиба. Поэтому трубы из алюминия и его сплавов чаще трескаются не по внутреннему, а по внешнему радиусам.- Широкое практическое применение получили трубчатые профили не только из чистого алюминия (например, марок АД0, АД31, АД33 и т.п.), но также и из дюралюминов типа Д1 или Д16, а также из сплавов алюминия с марганцем. Все эти составляющие снижают пластичность исходных заготовок. Поскольку в быту химический состав начального проката часто игнорируется, то неудачи при гибке, в частности, по сложному пространственному контуру, вполне возможны.
 При любых способах гибки профилей, в силу физических особенностей процесса, постоянно изменяется месторасположение так называемой «нейтральной линии» — виртуальной кривой, которая разделяет между собой зоны с напряжениями сжатия (которые примыкают к внутренней поверхности изгибаемой заготовки), от зон с напряжениями растяжения, располагающимися на внешней поверхности гиба. Поэтому трубы из алюминия и его сплавов чаще трескаются не по внутреннему, а по внешнему радиусам.
При любых способах гибки профилей, в силу физических особенностей процесса, постоянно изменяется месторасположение так называемой «нейтральной линии» — виртуальной кривой, которая разделяет между собой зоны с напряжениями сжатия (которые примыкают к внутренней поверхности изгибаемой заготовки), от зон с напряжениями растяжения, располагающимися на внешней поверхности гиба. Поэтому трубы из алюминия и его сплавов чаще трескаются не по внутреннему, а по внешнему радиусам.В связи с этим, перед гибкой алюминиевых труб следует точно определить марку сплава и условия его предварительной термообработки. Если сертификат на продукцию отсутствует, то подобную проверку можно выполнить несколькими способами: 
- Изучить маркировку, которая обычно приводится на торцевых участках трубы, а затем, по доступным справочникам (хотя бы того же «Справочника конструктора- машиностроителя» Анурьева, т.1), уточнить необходимые показатели пластичности;
- Легким простукиванием изделия молоточком: с повышением твердости материала звук становится более звонким;
- Более мягкий сплав налипает на напильник (характерно, в частности, для АД0 и АМг6), а более твердый — отслаивается от собственной основы;
- Все дюралюмины (а особенно Д16) изначально обладают низкой коррозионной стойкостью, поэтому часто реализуются с поверхностным покрытием по методу анодирования. Такие заготовки допустимо гнуть лишь на небольшие углы;
- Дюралюминиевые трубы не пачкают руки при контакте.
Особенности гибки алюминиевых профилей
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
- Загибать исходную заготовку только на дорновом трубогибочном станке, причем использовать не жесткий, а эластичный дорн, например, резину средней твердости. В частности, такой материал на основе каучука под торговой маркой Dacheng производит китайская компания HengShui. Есть и отечественные резины (например, 7889).
- Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…100 0 С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
 Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…100 0 С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…100 0 С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
Технически неграмотно использование трубогибов для алюминиевых труб, которые работают на ином принципе деформирования. Исключение составляет гибка по весьма большим радиусам, когда rmin > (8…10)D (где D — внешний диаметр заготовки). Впрочем, и в таком случае вероятность деформации торцов изделия является высокой.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 90 0 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.
Особенности ручной гибки алюминиевых труб
- Для повышения пластичности металла и снижения нагрузок при гибке заготовку в зоне гиба подогревают, используя обычную газовую горелку. Исключение составляет анодированный алюминий. Критерием готовности заготовки к деформированию служит температура ее поверхности: бумага, расположенная на ней, задымит или воспламенится. Следует помнить, что при превышении температуры более 120…140 0 С в многокомпонентных сплавах (например, АМг) могут начаться структурные превращения. После нагрева немедленно приступают к гибке.
- Для деформации подойдет шаблон из трубы того же радиуса гиба. Можно изготовить его и из древесины, предварительно пропитанной креозотом. На него накладывается и тщательно фиксируется исходная трубчатая заготовка. После этого целенаправленными ударами резиновой киянки трубе придают необходимый угол. При необходимости процесс повторяют.
- При гибке труб диаметром до 15…20 мм на наружный диаметр заготовки надевают стальную пружину, а затем, используя вставленный в торец заготовки стальной прут, производят обжим материала по шаблону или фиксатору.
- Вместо песка, в качестве заполняющей среды, можно использовать и воду, однако такой способ более сложен с точки зрения практической реализации, особенно при гибке трубы в домашних условиях.
Гибка алюминиевых труб с помощью трубогиба и подручных средств
Алюминиевые трубы – это полое изделие, имеющее квадратный, круглый, прямоугольный или фасонный срез. Благодаря своим достоинствам они востребованы на рынке металлопроката. Рассмотрим, как согнуть алюминиевую трубу.
Способы производства и технические характеристики алюминиевых труб
Прокат производится несколькими способами:
- прессования из алюминиевых деталей с круглым сечением;
- холодного деформирования (вытяжка, прошивка и калибровка);
- по принципу проката из нержавеющей стали: сварка штрипса или листа.
 Производство алюминиевых труб
Производство алюминиевых труб
Современные технологии позволяют выпускать экономичные изделия высокого качества. Основная особенность алюминия – небольшой вес. Его плотность (ρ = 2,7 т/м³) более чем в 3 раза меньше ρ углеродистой стали (7,85 т/м³). Есть и другие достоинства цветного металлопроката:
- износостойкость;
- высокая сопротивляемость воздействию влаги;
- гибкость;
- пластичность;
- морозоустойчивость;
- отличная свариваемость;
- высокая электро- и теплопроводность;
- экологичность;
- стойкость к возникновению ржавчины.
Один из минусов алюминиевых деталей – невысокая прочность. Но это свойство компенсируется за счет легкости деформации металла без изменения основных характеристик. Отличная пластичность позволяет проектировать и строить сложные инженерные решения. Для производства профиля чаще применяются сплавы алюминия с медью, магнием, цинком, другими металлами. Они более прочные, хорошо переносят переменные силовые воздействия.
Алюминиевые трубы не сложно перевозить, погрузка не вызывает сложности. Профильные трубы недорого стоят, легко монтируются.
 Алюминиевая продукция
Алюминиевая продукция
Сферы применения
Алюминий практически не требует технического обслуживания. Благодаря своим достоинствам трубы из этого металла широко используются в производстве, строительстве и других отраслях:
- Производство мебели, рекламного, торгового оборудования.
 Применение алюминиевых труб
Применение алюминиевых труб
- Перилла, ограды, беседки и прочие конструкции на загородных территориях и прилегающих к частным домам участках.
- Сельское хозяйство. Благодаря высокой сопротивляемости воде и износостойкости, алюминиевый металлопрокат активно применяется при монтаже дренажных систем. Сельскохозяйственные культуры также не оказывают негативного воздействия на этот металл.
- Гнутая труба используется в сборке конструкций с навесными фасадами.
- Элементы буровых вышек сконструированы из алюминиевых деталей. Благодаря высокой пропускной способности риск появления заторов в системе сводится к нулю. Металлопрокат из алюминия долгое время выдерживает агрессивное воздействие углеводородов.
- Прокладка канализационных систем. Сточные воды и др. активные вещества не действуют на рассматриваемый металл.
- Детали из алюминия часто применяют в вентиляционных системах, так как им легко придать нужную конфигурацию, несложно разрезать болгаркой.
Кроме перечисленных сфер, трубы из алюминия в изделиях выполняют декоративную функцию: решетки, витринные каркасы, обшивка стен.
Важно! Эстетичный привлекательный внешний вид металла прекрасно подходит для изготовления предметов интерьера.
Сложности изгибания
Для использования деталей из алюминия в производстве мебели, декоративных и прочих целях важно правильно их сгибать. Несмотря на пластичность, металл непредсказуем при деформировании, особенно в пустотелых изделиях. Сложности гибки труб из алюминия и сплавов обусловлены многими факторами:
- Обработка изделий с целью придания им антикоррозийной стойкости повышает прочность, но снижает пластичность.
- Трубный прокат, изготовленный методом горячей экструзией и выдавливания, чувствителен к напряжениям изгиба.
- Дюралюмины и сплавы с марганцем имеют низкую пластичность.
Учитывая это, подготовка изделия к последующему изгибанию заключается в определении марки сплава и условий его предварительной термообработки. Если нет сертификата на продукцию, проверка выполняется такими способами:
- изучение маркировки на торцевых участках труб, сверка со справочником;
- простукивание молотком по детали – звонкий звук говорит о повышенной твердости материала;
- мягкие сплавы налипают на напильник.
Если дюралюминиевые изделия потереть рукой – на ней не останется следов.
Технология сгибания
Существуют следующие технологии изгиба:
- Исходную заготовку обрабатывать на трубогибочном станке с эластичным дорном, например, резиновым.
- Согнуть трубку диаметром до 20 мм можно за один переход использовав устройство для холодного сгибания.
- Если необходимо обработать более сложный пространственный контур или трубу большего диаметра, заготовки подогревают. Используются резиновые или составные дроны.
- Уменьшение зоны с растягивающими напряжениями. Для этого применяется перемещающийся ролик.
Изгиб деталей в одной плоскости может иметь вид:
- утки;
- скобы;
- отвода;
- калача.
Трубки с двумя изгибами в 135º – утка, если сгиба 3 (центральный угол прямой, крайние – 135º) – скоба, в 45º – 135º – отвод, а в виде полуокружности – калач.
Какой бы вариант обработки заготовки не применялся, главное – избежать дефектов в процессе изгиба. Это достигается правильным выбором способа и инструмента.
 Калач
Калач
Использование оборудования
Для изгиба труб используют специальные механизмы. Их называют трубогибами и различают по принципу действия. Применять инструмент можно и на производстве, и в домашних условиях. Обработке подвергаются профильные и круглые трубы. Существуют такие трубогибы:
- Пружинный. Сгибаемый элемент перед началом процесса закладывается в пружину. После применить для заготовки холодный или термический метод обработки, в конце которого пружину удалить.
 Пружинный трубогиб
Пружинный трубогиб
- Рычажный или механизм Вольнова. Заготовку размещают в специальную форму, которая соответствует определенному диаметру. Технология не требует нагревания трубы. Изгиб происходит под действием рычажной силой.
- Арбалетный. Заготовка укрепляется в конструкции, оснащенной гнущим сегментом. Устройство осуществляет продавливание трубы.
Использование инструмента позволяет как согнуть, так и выпрямить алюминиевую деталь разной конфигурации и диаметра. При этом риск повреждения минимальный, практически равен нулю. В специализированном оборудовании могут применяться такие способы:
- Проталкивание. Алюминиевая деталь проталкивается между роликами, один из которых ее отклоняет. В результате получается дугообразный изгиб с небольшим радиусом.
- Прокат. Трубу диаметром от 1 до 10 см прокатывают между гибочными роликами. Их размер должен точно соответствовать диаметру заготовки. Процедура осуществляется трехвалковым инструментом в несколько заходов. Он выполняет сгибы в форме дуги, кольца, спирали. С помощью такого механизма можно изгибать как профильную, так и круглую трубу.
- Обработка давлением. Процесс происходит с использованием штампов, изгибающих детали с внешней стороны. Другой вариант – гидроформирование. В этом случае для обработки трубы в нее под давлением заливают воду или масло.
- Обкатывание. Для этого способа применяется обкатной элемент трубогиба, сгибающий деталь под давлением. Процесс не сопровождается нагреванием. В зонах без давления изделие прогибается в противоположную сторону.
 Арбалетный механизм
Арбалетный механизм
Если под рукой нет специального приспособления, детали из алюминия можно загнуть без трубогиба.
Обработка изделий в домашних условиях без инструмента
Как согнуть трубу своими руками, когда станка и инструмента нет, а покупать нецелесообразно? Обработать деталь дома или в гараже без трубогиба тоже можно, воспользовавшись следующими приемами:
- Чтобы уменьшить хрупкость алюминия и силу нагрузки, участок сгиба нагрейте при помощи обычной газовой горелки. Понять, что деталь готова к деформированию поможет обычная бумага. Ее надо расположить над нагреваемой зоной и подождать, пока не задымится – это сигнал к началу изгибания. Такой способ не годится для анодированного алюминия.
- Для обработки заготовки воспользуйтесь шаблоном с требуемым радиусом изгиба. Его легко выточить из дерева, пропитанного креозотом. Исходный элемент разместите на шаблоне и тщательно закрепите. Возьмите резиновый молоток и несильными ударами придайте необходимую форму сгиба.
 Деревянный шаблон
Деревянный шаблон
- Трубку из алюминия с небольшим диаметром (15 – 20 мм) можно обработать без инструмента, надев на внешнюю поверхность стальную пружину. Во внутрь заготовки насыпьте песок и вставьте металлический прут. Взявшись за концы стержня, произведите обжим по шаблону.
- Заполните трубку песком, концы заготовки закрепите на двух опорных плоскостях. Резиновым молотком сформируйте изгиб в зоне, находящейся на весу. Способ хорошо подходит для заготовок с прямоугольным сечением.
Таким образом, при необходимости сделать ремонт дома или самостоятельно изготовить элемент декора из алюминиевых труб, каждый сможет изогнуть детали своими рукам.
Рекомендации по выполнению и типичные ошибки
Перед началом процесса деталь следует очистить от грязи и пыли. Не используйте абразивную щетку. Чистить следует аккуратно, чтобы не содрать окисную пленку.
Важно! После сгибания длина трубки может измениться. Поэтому нужный отрезок формируйте после обработки.
При использовании газовой горелки для увеличения пластичности, производить изгиб детали следует сразу по достижении необходимой степени нагревания, не дав ей остыть. Не обрабатывайте трубы, искривленные по всей длине. Этот дефект говорит о низком качестве продукции. Кроме того, на изделиях не должно быть посторонних включений, заусениц, сколов, царапин, трещин.





