Закалка сталей
Закалка – это процесс термической обработки, заключающийся в нагреве стали до температуры выше критической и последующем быстром охлаждении, со скоростью подавляющей распад аустенита на феррито-цементитную смесь и обеспечивающей структуру мартенсита.
Содержание
Мартенсит и мартенситное превращение в сталях
Мартенсит – это пересыщенный твердый раствор углерода в α-железе (α-Fe). Что такое аустенит, цементит, феррит и перлит читаем здесь. При нагреве эвтектоидной стали (0,8 % углерода) выше точки А1, исходная структура перлит превратится в аустенит. При этом в аустените растворится весь углерод, который имеется в стали, т. е. 0,8 %. Быстрое охлаждение со сверхкритической скоростью (см. рисунок ниже), например в воде (600 °С/сек), препятствует диффузии углерода из аустенита, но кристаллическая ГЦК решетка аустенита перестроится в тетрагональную решетку мартенсита. Данный процесс называется мартенситным превращением. Он характеризуется сдвиговым характером перестройки кристаллической решетки при такой скорости охлаждения, при которой диффузионные процессы становятся невозможны. Продуктом мартенситного превращения является мартенсит с искаженной тетрагональной решеткой. Степень тетрагональности зависит от содержания углерода в стали: чем его больше, тем больше степень тетрагональности. Мартенсит – это твердая и хрупкая структура стали. Находится в виде пластин, под микроскопом выглядит, как иглы.
Температура закалки для большинства сталей определяется положением критических точек А1 и А3. На практике температуру закалки сталей определяют при помощи марочников сталей. Как выбрать температуру закалки стали с учетом точек Ас1 и Ас3 читаем по ссылке.
Микроструктура стали после закалки
Для большинства сталей после закалки характерна структура мартенсита и остаточного аустенита, причем количество последнего зависит от содержания углерода и качественного и количественного содержания легирующих элементов. Для конструкционных сталей среднего легирования количество остаточного аустенита может быть в пределах 3-5%. В инструментальных сталях это количество может достигать 20-30%.
Вообще, структура стали после закалки определяется конечными требованиями к механическим свойствам изделия. Наряду с мартенситом, после закалки в структуре может присутствовать феррит или цементит (в случае неполной закалки). При изотермической закалке стали ее структура может состоять из бейнита. Структура, конечные свойства и способы закалки стали рассмотрены ниже.
Частичная закалка стали
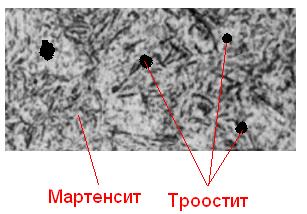
Частичной называется закалка, при которой скорости охлаждения не хватает для образования мартенсита и она оказывается ниже критической. Такая скорость охлаждения обозначена синей линией на рисунке. При частичной закалке как-бы происходит задевание “носа” С-кривой стали. При этом в структуре стали наряду с мартенситом будет присутствовать троостит в виде черных островковых включений.

Микроструктура стали с частичной закалкой выглядит примерно следующим образом
Частичная закалка является браком, который устраняется полной перекристаллизацией стали, например при нормализации или при повторном нагреве под закалку.
Неполная закалка сталей
Закалка от температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре доэвтектоидных сталей наряду с мартенситом часть феррита, который снижает твердость в закаленном состоянии и ухудшает механические свойства после отпуска. Это понятно, так как твердость феррита составляет 80НВ, а твердость мартенсита зависит от содержания углерода и может составлять более 60HRC. Поэтому данные стали обычно нагревают до температур на 30–50 °С выше А3 (полная закалка). В теории, неполная закалка сталей не допустима и является браком. На практике, в ряде случаев для избежания закалочных трещин, неполная закалка может использоваться. Очень часто это касается закалки токами высокой частоты. При такой закалке необходимо учитывать ее целесообразность: тип производства, годовую программу, тип ответственности изделия, экономическое обоснование. Для заэвтектоидных сталей закалка от температур выше А1, но ниже Асm дает в структуре избыточный цементит, что повышает твердость и износоустойчивость стали. Нагрев выше температуры Аcm ведет к снижению твердости из-за растворения избыточного цементита и увеличения остаточного аустенита. При этом происходит рост зерна аустенита, что также негативно сказывается на механических характеристиках стали.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость охлаждения также влияет на результат закалки. Оптимальной охлаждающей является среда, которая быстро охлаждает деталь в интервале температур минимальной устойчивости переохлажденного аустенита (в интервале носа с-кривой) и замедленно в интервале температур мартенситного превращения.
Стадии охлаждения при закалке
Наиболее распространенными закалочными средами являются вода различной температуры, полимерные растворы, растворы спиртов, масло, расплавленные соли. При закалке в этих средах различают несколько стадий охлаждения:
– пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка»;
– пузырьковое кипение, наступающее при полном разрушении этой паровой рубашки;
Более подробно про стадии охлаждения при закалке можно прочитать в статье “Характеристики закалочных масел”
Кроме жидких закалочных сред используется охлаждение в потоке газа разного давления. Это может быть азот (N2), гелий (Не) и даже воздух. Такие закалочные среды часто используются при вакуумной термообработке. Здесь нужно учитывать факт возможности получения мартенситной структуры – закаливаемость стали в определенной среде, т. е. химический состав стали от которого зависит положение с-кривой.
Факторы, влияющие на положение с-кривых:
– Углерод. Увеличение содержания углерода до 0,8% увеличивает устойчивость переохлажденного аустенита, соответственно с-кривая сдвигается вправо. При увеличении содержания углерода более 0,8%, с-кривая сдвигается влево;
– Легирующие элементы. Все легирующие элементы в разной степени увеличивают устойчивость аустенита. Это не касается кобальта, он уменьшает устойчивость переохлажденного аустенита;
– Размер зерна и его гомогенность. Чем больше зерно и чем оно однороднее структура, тем выше устойчивость аустенита;
– Увеличение степени искажения кристаллической решетки снижает устойчивость переохлажденного аустенита.
Температура влияет на положение с-кривых через все указанные факторы.
Способы закалки сталей
На практике применяются различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (схема ниже).
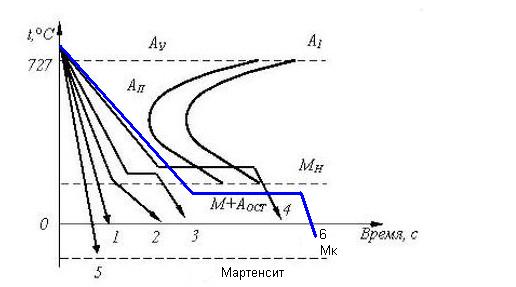
Схема: Скорости охлаждения при разных способах закалки сталей
Непрерывная закалка стали
Непрерывная закалка (1) – способ охлаждения деталей в одной среде. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Данная технология самая распространенная, широко применяется в условиях массового производства. Подходит практически для всех типов конструкционных сталей.
Закалка в двух средах
Закалка в двух средах (скорость 2 на рисунке) осуществляется в разных закалочных средах, с разными температурами . Сначала деталь охлаждают в интервале температур например 890–400 °С например в воде, а потом переносят в другую охлаждающую среду – масло. При этом мартенситное превращение будет происходить уже в масляной среде, что приведет к уменьшению поводок и короблений стали. Такой способ закалки используют при термообработке штампового инструмента. На практике часто используют противоположный технологический прием – сначала детали охлаждают в масле, а затем в воде. При этом мартенситное превращение происходит в масле, а в воду детали перемещают для более быстрого остывания. Таким образом экономится время на осуществление технологии закалки.
Ступенчатая закалка
При ступенчатой закалке (скорость 3) изделие охлаждают в закалочной среде, имеющей температуру более высокую, чем температура мартенситного превращения. Таким образом получается некая изотермическая выдержка перед началом превращения аустенита в мартенсит. Это обеспечивает равномерное распределение температуры по всему сечению детали. Затем следует окончательное охлаждение, во время которого и происходит превращение мартенситное превращение. Этот способ дает закалку с минимальными внутренними напряжениями. Изотермическую выдержку можно сделать чуть ниже температуры Мн, уже после начала мартенситного превращения (скорость 6). Такой способ более затруднителен с технологической точки зрения.
Изотермическая закалка сталей
Изотермическая закалка (скорость 4) делается для получения бейнитной структуры стали. Данная структура характеризуется отличным сочетание прочностных и пластических свойств. При изотермической закалке детали охлаждают в ванне с расплавами солей, которые имеют температуру на 50–150 °С выше мартенситной точки Мн, выдерживают при этой температуре до конца превращения аустенита в бейнит, а затем охлаждают на воздухе.
При закалке на бейнит возможно получение двух разных структур: верхнего и нижнего бейнита. Верхний бейнит имеет перистое строение. Он образуется в интервале 500-350°С и состоит из частиц феррита в форме реек толщиной
Технология закалки и отпуска стали
Термическая обработка сталей – одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск – зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Закалка
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
 Режимы
Режимы
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Если вас интересует, как сделать токарную обработку металлических изделий, читайте статью по https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ ссылке.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
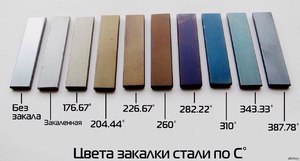
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Закалка стали, температура закалки и её виды
 Для придания металлам определённых качеств, например, прочности, их подвергают специальной термической обработке, которая называется закалка. Во время этого процесса металл подвергают нагреву при очень высоких температурах, при этом доводят сталь до критической точки, а затем быстро охлаждают. Для быстрого охлаждения стали могут применяться в качестве охладителя сжатый воздух, водяной туман, жидкая полимерная закалочная среда.
Для придания металлам определённых качеств, например, прочности, их подвергают специальной термической обработке, которая называется закалка. Во время этого процесса металл подвергают нагреву при очень высоких температурах, при этом доводят сталь до критической точки, а затем быстро охлаждают. Для быстрого охлаждения стали могут применяться в качестве охладителя сжатый воздух, водяной туман, жидкая полимерная закалочная среда.
- Способы закалки стали
- Использование одной среды
- Закалка металла в несколько ступеней
- Изотермическая
- Светлая
- Закаливание с самоотпуском
- Способы, применяемые для охлаждения
- Дефекты, возникающие при закалке металла
Это сложный вид обработки металла, так как при этом металл становится не только прочным, но и не таким вязким и эластичным, как до обработки. Чтобы металлическое изделие после закалки получило необходимые качества, применяют различные виды закалки. Каким бы способом ни производилась закаливание, необходимо соблюдать определённые меры безопасности.
- Если деталь нужно опустить в масляную ванну, делать это только с помощью щипцов с длинными ручками.
- Маски для лица использовать только с закалёнными стёклами.
- Перчатки для работы должны иметь огнеупорные свойства.
- Для изготовления одежды должна применяться огнеупорная ткань.
Способы закалки стали
Есть несколько видов закалки, выбор которых зависит от того, какой состав имеет металл, какой характер у обрабатываемой детали, насколько необходимо увеличить прочность материала и при каких условиях будет происходить охлаждение. Способы, при которых происходит обработка металла, также можно разделить на несколько подвидов.
Использование одной среды
 Способ достаточно прост, но он подходит не для каждой марки стали и не для всех деталей. В данном случае используется быстрое охлаждение с большим интервалом температур. В процессе обработки возникает температурная неравномерность и большое внутреннее напряжение в материале, что может привести к деформации изделия и даже к его разрушению. Материал, который имеет большое содержание углерода в своём составе, не подходит для такой обработки.
Способ достаточно прост, но он подходит не для каждой марки стали и не для всех деталей. В данном случае используется быстрое охлаждение с большим интервалом температур. В процессе обработки возникает температурная неравномерность и большое внутреннее напряжение в материале, что может привести к деформации изделия и даже к его разрушению. Материал, который имеет большое содержание углерода в своём составе, не подходит для такой обработки.
Закалка металла в несколько ступеней
При этом методе сталь после нагрева до нужной температуры погружают в соляную ванну. Это помогает выровнять ее температуру. После этого деталь охлаждают до обычной температуры с использованием масла или воздуха. При этом способе снимается внутреннее напряжение и повышаются механические качества изделия. Такой способ подходит для обработки небольших деталей.
Изотермическая
Такой вид обработки производится почти так же, как и ступенчатая закалка, но при этом изделие выдерживают в соляной ванне более длительное время. При применении изотермической закалки на качества детали скорость охлаждения не влияет. Преимущества такого вида закаливания в том, что сталь практически не коробится и полностью отсутствуют трещины. Металл становится более вязким.
Светлая
Для этой процедуры используют специальные печи, которые имеют защитную среду. Перед тем как заложить инструмент в такую печь, его подвергают нагреву в соляной ванне, которая содержит хлористый натрий, а затем охлаждают в ванне, содержащей смесь едкого калия и едкого натрия с небольшим добавлением воды.
Закаливание с самоотпуском
 Такой способ подходит для инструментального производства. Суть такого метода в том, что нагретые детали извлекают из среды для охлаждения до того, как они полностью остынут. Таким образом удаётся сохранить немного тепла в сердцевине детали. Именно это тепло даёт возможность производить отпуск изделия. Только когда он произведён, изделие полностью охлаждают при помощи специальной жидкости. Такая термическая обработка применяется для стали, которая идёт на изготовление инструментов, требующих высокой прочности при эксплуатации.
Такой способ подходит для инструментального производства. Суть такого метода в том, что нагретые детали извлекают из среды для охлаждения до того, как они полностью остынут. Таким образом удаётся сохранить немного тепла в сердцевине детали. Именно это тепло даёт возможность производить отпуск изделия. Только когда он произведён, изделие полностью охлаждают при помощи специальной жидкости. Такая термическая обработка применяется для стали, которая идёт на изготовление инструментов, требующих высокой прочности при эксплуатации.
Способы, применяемые для охлаждения
При быстром охлаждении закалённая сталь приобретает внутреннее напряжение, которое со временем приводит к тому, что детали, изготовленные из нее, начинают коробиться, и в них могут появиться трещины. Эти отрицательные качества сталь может получить, если её охлаждать в воде. Лучше для охлаждения использовать масло. Однако для некоторых деталей, при изготовлении которых применялась углеродистая сталь, использование масла не подходит, так как процесс охлаждения недостаточно быстр. В этом случае лучше использовать закаливание в двух средах, с самоотпуском или иной способ.
От того, каким способом деталь погружают в среду для закаливания, зависит внутреннее напряжение в металле. Основные правила, которых необходимо придерживаться при охлаждении, следующие:
- если по своей конфигурации деталь имеет тонкую и толстую части, то тогда охлаждают сначала толстую часть;
- чтобы детали длинной и вытянутой формы не покоробились, опускать их в закалочную среду необходимо вертикально;
- если нужно закалить только часть изделия, применяется местная закалка, но в среду для охлаждения погружают всю деталь.
Дефекты, возникающие при закалке металла
 Если во время термообработки стали были нарушены технологические нормы, изделия могу иметь недостаточную твёрдость. Это происходит при недостаточно высокой температуре при нагреве и малой выдержке, а также если скорость охлаждения была недостаточной. Это можно исправить отжигом и повторной закалкой или применить более энергичную закалочную среду.
Если во время термообработки стали были нарушены технологические нормы, изделия могу иметь недостаточную твёрдость. Это происходит при недостаточно высокой температуре при нагреве и малой выдержке, а также если скорость охлаждения была недостаточной. Это можно исправить отжигом и повторной закалкой или применить более энергичную закалочную среду.
Иногда закалённая сталь получается с крупнозернистой структурой, что влечёт за собой повышенную хрупкость. Это является следствием перегрева изделия. Необходимо произвести отжиг и провести новую закалку при необходимой температуре. Если хрупкость появилась после пережога, исправить такой дефект невозможно.
Если после закалки деталь покоробило и появились трещины, значит, металл имеет высокое внутреннее напряжение. Такие дефекты появляются из-за неравномерного изменения объёма закаливаемой детали, если она имеет неодинаковые размеры и при этом нарушается режим охлаждения. Трещины исправить невозможно, а коробление можно устранить правкой или рихтовкой. Иногда на обрабатываемом изделии после закалки появляется окалина. Исправить такой брак невозможно. Этого можно избежать, если нагревать детали в печах, которые имеют защитную атмосферу.
Как наносить самостоятельно жидкую кровлю
 Современная строительная индустрия развивается очень быстро. С каждым годом она предлагает пользователям новые усовершенствованные материалы. Напыляемая жидкая кровля — это последнее нововведение среди кровельных материалов. Благодаря этому материалу можно быстро покрыть существенные участки кровли. Он отвечает высоким требованиям герметичности. Но перед созданием такой кровли нужно ознакомиться с особенностями нового материала и возможностью его применения в частном строительстве.
Современная строительная индустрия развивается очень быстро. С каждым годом она предлагает пользователям новые усовершенствованные материалы. Напыляемая жидкая кровля — это последнее нововведение среди кровельных материалов. Благодаря этому материалу можно быстро покрыть существенные участки кровли. Он отвечает высоким требованиям герметичности. Но перед созданием такой кровли нужно ознакомиться с особенностями нового материала и возможностью его применения в частном строительстве.
- Общие характеристики
- Преимущества и недостатки
- Разновидности материала
- Варианты нанесения
- Нанесение напылением
- Метод окрашивания
- Наливной способ
- Технология укладки
Общие характеристики
Жидкая резина для кровли является современным строительным материалом, который представляет собой сочетание латекса и битума. За особую тягучесть материал и получил такое свое название.
Сфера применения у него достаточно широкая, она отнюдь не ограничивается кровельным покрытием. Его с большим успехом используют в ремонте тоннелей, дорог, для гидроизоляции разных емкостей (например, фонтанов и бассейнов). К отличительным качествам покрытия можно отнести возможность его применения на различных поверхностях: металле, дереве, шифере, камне.
Поэтому жидкую резину можно смело использовать для ремонта крыш, которые покрыты разными кровельными материалами. Битум можно использовать на скатных и плоских кровлях, после своего нанесения он застывает почти мгновенно. При этом затвердение происходит без выброса токсичных паров, так как у материала в основе присутствует и вода.
Преимущества и недостатки
Как и у любого другого кровельного материала, у жидкой резины имеются свои плюсы и минусы. К неоспоримым преимуществам можно отнести:
 устойчивость к разным агрессивным природным факторам (снег, дождь, сильный ветер, град);
устойчивость к разным агрессивным природным факторам (снег, дождь, сильный ветер, град);- устойчивость к воздействию солнца и температурным скачкам;
- высокая пожарная безопасность;
- стойкость к любым механическим повреждениям;
- отсутствие швов и эластичность;
- высокая гидроизоляция;
- удобство в ремонте и эксплуатации;
- длительный срок службы.
 устойчивость к разным агрессивным природным факторам (снег, дождь, сильный ветер, град);
устойчивость к разным агрессивным природным факторам (снег, дождь, сильный ветер, град);Отдельным пунктом стоит выделить и то, что жидкую резину можно укладывать без специальных навыков. Она не потребует от начинающего мастера специального нагрева. Наносится резина в холодном состоянии.
Недостатков у нее не так уж и много, по сути, всего лишь один — высокая цена. В среднем за один квадратный метр придется отдать около тысячи, эта цифра может варьироваться в зависимости от многих факторов: где покупался материал, производитель и т. д. Конечно, высокая цена обуславливается и тем, что жидкая кровля еще относительно новый вариант оформления крыш, возможно, со временем на строительных рынках будут представлены более бюджетные.
Разновидности материала
В основном жидкую кровлю разделяют по двум параметрам, точнее, по составу:
- Однокомпонентный состав. Он не требуется никаких подготовительных работ, его сразу наносят непосредственно на рабочую поверхность. По консистенции это тягучая масса, которая бывает разных цветов.
- Двухкомпонентный состав. Состоит из основы и специального отверждающего состава. Потребуется особая подготовка перед нанесением такого материала.
 Еще этот новый материал отличается по способу нанесения на поверхность. Может наноситься с помощью валика или кисти подобно обыкновенной краске. В таком случае материал представляет собой вязкую субстанцию, заливающую все микротрещины. Можно наносить методом напыления в холодном виде, но тут потребуется оборудование. Также укладывается наливным методом, который мало чем отличается от технологии укладки наливных полов, но требует определенной сноровки от мастера.
Еще этот новый материал отличается по способу нанесения на поверхность. Может наноситься с помощью валика или кисти подобно обыкновенной краске. В таком случае материал представляет собой вязкую субстанцию, заливающую все микротрещины. Можно наносить методом напыления в холодном виде, но тут потребуется оборудование. Также укладывается наливным методом, который мало чем отличается от технологии укладки наливных полов, но требует определенной сноровки от мастера.
У всех видов жидкой кровли есть одно важное преимущество перед прочими кровельными материалами: удивительная растяжимость и эластичность. Пускай слой битума и очень тонкий — около двух миллиметров, но он не растягивается со временем, не рвется под воздействием внешней силы. За счет этого в паре с бесшовным полотном обеспечивается приличный уровень гидроизоляции материала.
Варианты нанесения
Перед нанесением не требуется специальной подготовки поверхности, достаточно очистить нужный участок от всех имеющихся загрязнений. А вот способов нанесения у материала несколько.
Нанесение напылением
Этот метод можно назвать наиболее желательным, так как у него много преимуществ перед другими методами:
- легко наносить состав на примыкания, изгибы, геометрические формы кровли;
- существенно экономит материал, сокращается время нанесения.
Для напыления используют специальное напыляющее устройство (бензиновый двигатель), которое помогает быстро обрабатывать большую площадь кровельной поверхности. А все благодаря мобильности и сравнительно небольшому весу (не более семидесяти килограммов). В промышленном строительстве такой метод можно отнести к основным, так как с ним экономится количество расходуемого состава, можно с большой скоростью обрабатывать существенное количество кровельного пространства: до двух тысяч квадратных метров за день.
Метод окрашивания
 В частном строительстве не всегда есть возможность использовать специальное оборудование. А вот метод окрашивания подразумевает использование доступных всем кистей и валиков, которыми очень просто работать.
В частном строительстве не всегда есть возможность использовать специальное оборудование. А вот метод окрашивания подразумевает использование доступных всем кистей и валиков, которыми очень просто работать.
Если сравнивать с методом напыления, то кровля из резины, нанесенной валиком, получается более толстой. Конечно, это существенно повышает расход материала вплоть до трех раз. Зато более толстое и стойкое покрытие прослужит более длительный срок без нареканий и частых ремонтных работ.
Этот метод нанесения очень популярен среди мастеров, которые привыкли делать все ремонтные работы самостоятельно, не прибегая к услугам профессионалов. Обычно у частных домов крыши небольших масштабов, так что за день обработать всю поверхность самостоятельно не представляет особого труда.
Вручную резину наносят несколькими слоями, толщина каждого составляет в среднем четыре миллиметра. Между нанесением слоев выжидают пятнадцать минут — этого времени вполне достаточно, чтобы предыдущий слой успел подсохнуть. Требуется следить за тем, чтобы покрытие получалось ровным, для этого обычно используют обычный шпатель.
Наливной способ
Этот метод похож на предыдущий, но процесс укладки можно произвести намного быстрее. Жидкую резину наливают в центр крыши и начинают быстро разравнивать шпателями или валиками.
Вот только тут труднее контролировать толщину слоя. Да и работу по укладке придется производить в темпе, ведь раствор достаточно быстро высыхает. А без должной сноровки произвести такие работы очень сложно.
Технология укладки
Нужно четко соблюдать последовательность действий, чтобы в результате получилось идеальное покрытие при помощи этого интересного раствора:
- Сначала высчитывают площадь обрабатываемой кровли. Затем на основании полученных данных рассчитывают нужное количество гидроизола для поверхности. Обычно одного килограмма холодного состава хватает на обработку четырех квадратных метров с учетом двухслойного нанесения. Но к полученному результату обычно добавляют 10% материала на непредвиденные случаи.
- Покупать жидкий битум для кровли требуется в специализированных пунктах. У материала должны быть все необходимые документы. При этом продавцы проконсультируют перед покупкой материала.
- Перед нанесением кровлю очищают от мусора и пыли. Крышу требуется полностью просушить, хоть и не запрещено наносить данный вид материала на влажные поверхности. Старое кровельное покрытие можно не удалять, так как жидкий битум хорошо ложится и на дерево, и на металл, бетон, кирпич или черепицу. Такую универсальность тоже можно смело относить к преимуществам материала.
- Далее состав наносится на поверхность выбранным способом, которые описаны выше — все зависит от наличия нужного оборудования и определенных навыков.
- Покрытие проверяют на герметичность и после этого уже идут финишные работы. Жидкую кровлю можно окрасить краской на водной основе, за счет чего новая крыша станет более привлекательной.
 Сначала высчитывают площадь обрабатываемой кровли. Затем на основании полученных данных рассчитывают нужное количество гидроизола для поверхности. Обычно одного килограмма холодного состава хватает на обработку четырех квадратных метров с учетом двухслойного нанесения. Но к полученному результату обычно добавляют 10% материала на непредвиденные случаи.
Сначала высчитывают площадь обрабатываемой кровли. Затем на основании полученных данных рассчитывают нужное количество гидроизола для поверхности. Обычно одного килограмма холодного состава хватает на обработку четырех квадратных метров с учетом двухслойного нанесения. Но к полученному результату обычно добавляют 10% материала на непредвиденные случаи.Современный кровельный материал сочетает в себе высокое качество и неоспоримые преимущества в эксплуатации. Неприхотливость материала и легкость укладки делают его очень привлекательным покрытием для оформления крыш любого типа. Так что нет ничего удивительного в том, что и профессиональные мастера, и новички в строительстве все чаще отдают свое предпочтение жидкой резине для кровли.
Жидкая резина для гидроизоляции — лучшая защита крыши от протечек
На чтение: 8 минут Нет времени?

Чтобы сформировать покрытие, хорошо сопротивляющееся воздействию внешних факторов, часто используется жидкая резина для гидроизоляции. Материал обладает уникальными свойствами и имеет достаточно широкую область использования. Предлагаем познакомиться с его особенностями, порядком нанесения и применения.

Читайте в статье
Основные сферы применения
Жидкая резина является уникальным по структуре материалом. Она позволяет сформировать герметичное бесшовное покрытие, востребованное во многих областях. Её часто используют для гидроизоляции следующих объектов:
- фундамента, подвала, кровли, других конструктивных элементов здания. Нанесённое покрытие становится преградой для влаги и предотвращает появление плесени. Может наноситься внутри и снаружи дома;
- бассейна, искусственного пруда. Слой жидкой резины, нанесённый на поверхность чаши во время строительства, выдерживает механическое воздействие и является хорошим гидробарьером;
- вентиляционного выхода. Правильно сформированное покрытие выдерживает вибронагрузку и воздействие высокой температуры;
- различных поверхностей, имеющих сложный рельеф. Использование рулонных материалов в этом случае нецелесообразно;
- конструктивных элементов мостов, тоннелей, транспортных магистралей.
Существуют и другие сферы применения. С помощью жидкой резины выполняется ремонт скатной кровли, сформированной с помощью шифера, металлочерепицы. Она может использоваться в качестве основного средства при устройстве либо ремонте кровли с помощью наплавляемых материалов.
Покрытие из жидкой резины позволяет защитить металлическую конструкцию от коррозии. Материал используют для защиты деревьев от неблагоприятных внешних факторов.

Какой может быть жидкая резина для гидроизоляции: основные виды
Жидкая резина, предлагаемая различными производителями, может существенно отличаться по составу. Однако в самом общем случае существует деление на одно- и двухкомпонентный материал. Предлагаем познакомиться с их основными отличиями.

ФОТО: www.gk-innova.ru
Вид используемого состава зависит от специфики работ.
Однокомпонентная
Такую жидкую резину для гидроизоляции можно сразу наносить на защищаемую поверхность. Она полностью готова к применению. Количество наносимых слоёв зависит от компании-производителя. Срок использования однокомпонентной жидкой резины после открытия упаковки ограничен. Эмульсия проникает не очень глубокого вглубь защищаемого материала. Наносится преимущественно с помощью валика либо кисти. Рекомендована для защиты поверхностей, редко контактирующих с водой.

ФОТО: www.i5.photo.2gis.com
Однокомпонентный состав уже готов к нанесению.
Двухкомпонентная
Такую жидкую резину готовят непосредственно перед нанесением на основание. Для этого в заданных пропорциях смешивают основу и катализатор, запускающий процесс отвердения. Для формирования защитного слоя используются специальные устройства, обеспечивающие напыление жидкой резины на поверхность. Состав достаточно глубоко проникает в основание, заполняя поры материала. Подходит для профессионального использования.

ФОТО: www.tn-roof.ru
Двухкомпонентный состав готовится перед нанесением.
Основные характеристики
Независимо от производителя, покрытие из жидкой резины обладает высокой влагостойкостью. Качественную защиту от протекания способен обеспечить слой толщиной всего 2 мм. Аналогичными свойствами обладают четыре слоя рулонного материала.
Покрытие эластичное. Это исключает его растрескивание при изменении геометрических параметров основания. Способно выдержать внешнюю нагрузку. Обладает достаточной прочностью и надёжностью.
Благодаря тщательно подобранному составу, не вступает в химическую реакцию с другими материалами. После распределения по поверхности заполняет все имеющиеся дефекты, обеспечивая тем самым необходимый уровень защиты.

ФОТО: www.gpstroy.kz
Материал достаточно эластичен.
Преимущества и недостатки
У жидкой резины есть ряд неоспоримых достоинств:
- позволяет сформировать герметичный слой без стыков и швов, обеспечивая качественную гидроизоляцию;
- имеет высокую адгезию к основаниям разного вида. Может наноситься на металл, бетон, дерево, в том числе влажные;
- выдерживает значительные температурные перепады. Специальные составы сохраняют свои свойства при -70ºС;
- глубоко проникает в поры и различные дефекты поверхности, формируя надёжную защиту от влаги;
- обладает оптимальной эластичностью. Сформированное покрытие после растяжения или сжатия возвращается к первоначальным размерам;
- не содержит вредных веществ. Может использоваться в непроветриваемых помещениях;
- допускает различные способы нанесения. Механизированные отличаются высокой производительностью. Можно выполнить гидроизоляцию основания и вручную;
- позволяет отказаться от использования оборудования для нагрева состава перед нанесением;
- представлена в разных цветах. Наибольшее распространение получил чёрный, но возможно добавление красителей для получения оптимального оттенка;
- может использоваться в качестве подложки практически для любого декоративного материала. Возможно окрашивание краской на водной основе;
- ремонтопригодна. При наличии повреждений целостность покрытия восстанавливают путём нанесения слоя новой резины;
- многофункциональна;
- поставляется в бочках, что значительно упрощает её транспортировку. Возможно использование легкового транспорта.

ФОТО: www.бентомат.su
Удобная упаковка облегчает транспортировку.
Из недостатков стоит отметить:
- необходимость использования специального оборудования для механизированного нанесения жидкой резины. С такой работой могут справиться только профессионалы;
- высокую стоимость. Состав обходится дороже рулонных материалов;
- сложность демонтажа из-за высокой адгезии к основанию;
- чувствительность к воздействию ряда растворителей. При попадании нефтепродуктов возможно появление на поверхности дефектов, избавиться от которых можно только путём повторного нанесения жидкой резины.

ФОТО: www.stroyfora.ru
Высокая стоимость – главный недостаток.
Ведущие производители
При выборе подходящего состава стоит обратить внимание на продукцию проверенных производителей, к которым стоит отнести:
- «Партнёр-Строй». Компания предлагает целую гамму продуктов, отличающихся высоким качеством и доступностью. Наиболее востребованы Euromast Color, Euromast Plus и Euromast;
- «Восхождение». Компания предлагает однокомпонентную жидкую резину «Блокада». Состав полностью отвечает мировым требованиям. Имеет доступную стоимость;
- «ЛКМ СССР». Отечественный производитель предлагает большой ассортимент защитных составов, востребованных в строительной отрасли;
- «Синтетик Полимер», входящая в состав компании Nippon Ace. Организация реализует инновационные продукты высокого качества;
- Liquid Rubber. Канадская компания имеет собственное производство на территории России и Беларуси. В ассортименте широкая гамма защитных материалов по достаточно высокой цене;
- «Иреком». Российский производитель выпускает жидкую резину под торговой маркой BITUPREN;
- CBS. Отечественный бренд предлагает универсальную и кровельную жидкую резину. Есть состав, допускающий эксплуатацию в арктических условиях: «CBS Арктика кровельная»;
- «Растро». В каталоге российского производителя можно найти одно- и двухкомпонентные составы, изготовленные под товарным знаком «Славянка».

ФОТО: www.media2.24aul.ru
«Славянка» актуальна для целой группы оснований.
Технологии нанесения жидкой резины: важные нюансы
Процесс формирования защитного покрытия зависит от характеристик используемого состава. Используются различные технологии, каждая из которых имеет свои особенности и нюансы. Предлагаем с ними познакомиться более подробно.

ФОТО: www.i.simpalsmedia.com
Состав определяет способ нанесения.
Окрасочная
Жидкую резину для гидроизоляции данным способом наносят с помощью валика либо кисти. Второй вариант актуален для труднодоступных мест. Состав равномерно распределяют по основанию.

ФОТО: www.строй-россия.рф
Окрашивание кистью актуально для труднодоступных мест.
Более подробно о порядке выполнения работ можно узнать из следующего видео:
Гидроизоляция кровли жидкой резиной — технология нанесения
Жидкой резиной в народе называют популярный материал, используемый для гидроизоляции крыши, на основе нефтяного битума. Профессионалы знают, насколько это универсальное средство, но неопытные мастера часто недооценивают наливную гидроизоляцию. Жидкая резина может использоваться для возведения плоской кровли, ремонта старых рубероидных покрытий своими руками и защиты крыши и фундамента от воздействия влаги. В этой статье мы подробно остановимся на ее составе, свойствах и методах использования.
Состав
Жидкая резина – популярный материал для гидроизоляции крыши своими руками, изготавливаемый из битумной эмульсии. Она представляет собой густую, вязкую, текучую жидкость, которая застывает на поверхности кровли при температуре от +5 градусов. После отвердевания жидкая резина образует прочный, монолитный слой, не пропускающий влагу. Помимо битумной эмульсии в состав этого материала для гидроизоляции входят:
- Полимерные присадки. Они улучшают свойства жидкой резины, делая ее более устойчивыми к перепадам температуры и механическим повреждениям.
- Пластификаторы. Задача пластификаторов – сделать консистенцию битумной эмульсии более текучей и эластичной, а также повысить адгезию состава.
- Отвердители. Отвердители отвечают за застывание этого средства для гидроизоляции крыши своими руками после нанесения.
Важно! Состав этого гидроизоляционного средства ничем не напоминает настоящую резину, ее так называют, потому что она даже после застывания сохраняет эластичность и тягучесть. На производстве этот гидроизоляционный материал разливается в металлические бочки по 200 литров или в более мелкую тару.

Свойства
Жидкая резина – универсальное средство для гидроизоляции кровли, обладающие широкими возможностями применения. Она характеризуется высокой водонепроницаемостью, эластичностью и легкостью нанесения своими руками. Достоинствами этого материала считают:
- Монолитность. После затвердевания состава на поверхности кровли формируется монолитный гидроизоляционный слой, который не пропускает влагу, а также не имеет стыков или швов, где могут возникать протечки.
- Высокая адгезия. Этот гидроизоляционный материал способен проникать в мелкие трещинки и поры в основании кровли из дерева, бетона или даже металла без дополнительного грунтования.
- Погодоустойчивость. Температурный диапазон, в которым может «работать» жидкая резина, составляет от -75 до +95 градусов, что вполне достаточно для беспроблемной эксплуатации на территории всей России.
- Простота нанесения. Этот гидроизоляционный материал можно использовать для вертикальных и горизонтальных поверхностей. Наносить состав можно с помощью кисти, валика или пульверизатора.
Учтите, что недостатками этого гидроизоляционного средства считается достаточно высокая цена и низкая устойчивость к воздействию ультрафиолета. Чтобы защитить кровлю, покрытую жидкой резиной, от прямых солнечных лучей рекомендуется обработать ее краской на водной или кремнийорганической основе.
Возможности использования
Как уже говорилось, жидкая резина может использоваться в широком спектре строительных операций. От других гидроизоляционных средств она принципиально отличается консистенцией, которая позволяет наносить ее на вертикальные и горизонтальные поверхности, а также замазывать узкие щели и стыки. Ее можно использовать в следующих целях:
- Для гидроизоляции плоской крыши. Гидроизоляционный материал равномерно разливается по поверхности кровли до получения однородного слоя необходимой толщины. Этак технология называется наливной кровлей.
- Для грунтования основания крыши перед укладкой рулонных и штучных кровельных материалов.
- Для защиты фундамента и других конструктивных элементов дома от воздействия влаги. Битум придает составу бактерицидные свойства, поэтому жидкая резина хорошо сохраняет материалы, оберегая от коррозии и гниения.
- Для ремонта мягкой кровли своими руками. С помощью жидкой гидроизоляции можно заделать трещины, разрывы, дыры или приклеить заплатку на поверхность старой рубероидной крыши.
Опытные мастера считают, что высокая цена материала окупается отличными эксплуатационными характеристиками жидкой гидроизоляции. Опытным путем доказано, что двухмиллиметровый слой жидкой резины соответствует по эффективности восьмимиллиметровому слою рулонных гидроизоляционных материалов.


Технология использования
Так как цена жидкой резины довольно высокая, необходимо тщательно подготовить поверхность крыши, чтобы она эффективно работала. От качества подготовительной работы зависит срок службы и гидроизоляционные качества материала. Поверхности нужно тщательно очистить от грязи, пыли, а затем высушить, загрунтовать мастикой и уложить армирующий слой геотекстиля. После такой подготовки можно наносить жидкую резину своими руками одним из перечисленных методов:
-
Нанесение кистью или валиком. Эти инструменты позволяют покрыть обрабатываемую поверхность плотным слоем состава. Расход при использовании валика ниже, чем при окрашивании кистью. Этими способами гидроизолируют горизонтальные поверхности.




Учтите, что для эффективной защиты поверхности от влаги обработку жидкой резиной своими руками выполняют не один раз, а сразу 2-3 раза. Повторное нанесение начинают после схватывания предыдущего слоя, на которое уходит 5-9 часов.
Гидроизоляция крыши жидкой резиной
Надежность и долговечность кровельных покрытий интересует всех владельцев зданий, не имеет значения, это частные дома, коммерческие компании или государственные учреждения. В настоящее время строительная промышленность предлагает потребителям широкий выбор специальных материалов для защиты помещений от влаги, каждый из них имеет свои сильные и слабые стороны. В этой статье рассмотрим только один, для многих застройщиков еще малоизвестный.

Гидроизоляция крыши жидкой резиной
Что такое жидкая резина
Знание физических и химических параметров гидроизоляционного материала даст возможность не допускать ошибок во время его нанесения. Каждый технологический процесс имеет свое логическое объяснение, застройщики должны понимать их значение и предвидеть возможные последствия нарушения рекомендованных технологий.
Есть два вида жидкой резины.
-
Водная дисперсия полимеров. Такая резина называется латексом, это дорогой, но очень качественный материал. На крышах применяется очень редко и только для герметизации незначительных по размерам участков.

Водная дисперсия полимеров

Водная дисперсия битума
По способу нанесения жидкая резина имеет несколько видов.



Выбор способа нанесения должен принимать во внимание максимальное количество индивидуальных факторов.
Цены на различные виды жидкой резины
Преимущества и недостатки жидкой резины
Для объективности начнем со слабых сторон. Главная из них – высокая цена. Не все отечественные застройщики могут позволить себе покупать такой материал, его стоимость намного превышает цену наиболее распространенных кровельных гидроизоляционных покрытий. Второй недостаток – токсичность. Во время работ нужно пользоваться средствами индивидуальной защиты органов дыхания и зрения.

Гидроизоляционные работы нужно выполнять в средствах защиты органов дыхания
Какие свойства приобретает кровля после герметизации жидкой резиной?
-
Бесшовность. На поверхности образуется монолитная бесшовная резиновая пленка. Интересно знать, что рулонные материалы на 1000 м2 покрытия имеют не менее 1500 м швов. А каждый из них может быть источником протечек.

На поверхности образуется монолитная бесшовная резиновая пленка

Жидкая резина эластична

У жидкой резины высокие показатели адгезии

Жидкая резина универсальна
Перечисленные физические свойства обеспечивают высокую надежность и долговечность эксплуатации сооружений, имеющих герметизацию жидкой резиной.
Жидкая резина для крыши
Общие советы по нанесению
- Определитесь с методом нанесения гидроизоляции. Тщательно взвесьте все преимущества и недостатки, учитывайте свои возможности. Можно выбирать напыляемый или окрасочный способ обработки кровли жидкой резиной.
- Правильно выбирайте толщину покрытия. На бетонных снованиях толщина слоя должны быть не менее 3 мм, на деревянных и металлических в пределах 1,5 мм, на мембранных рулонных кровлях 2–3 мм.
- Тщательно подготавливайте основание. Оно должно быть максимально ровным, чистым и сухим.
Этапы работ
Вне зависимости от метода нанесения гидроизоляции, процесс разбивается на несколько этапов. Отнеситесь к ним с должным вниманием, все они оказывают непосредственное влияние на конечное качество.
Подготовительный
Определитесь, какой именно резиной будете делать покрытие. Состав может быть однокомпонентным или двухкомпонентным, черным или с другим колером. Решение принимайте после анализа всех исходных данных: архитектурных особенностей крыши, назначения здания, климатических условий, финансовых возможностей. Подсчитайте общую площадь кровли, купите необходимое количество материалов. Никогда не приобретайте жидкую резину впритык, всегда делайте запас на непредвиденные расходы.
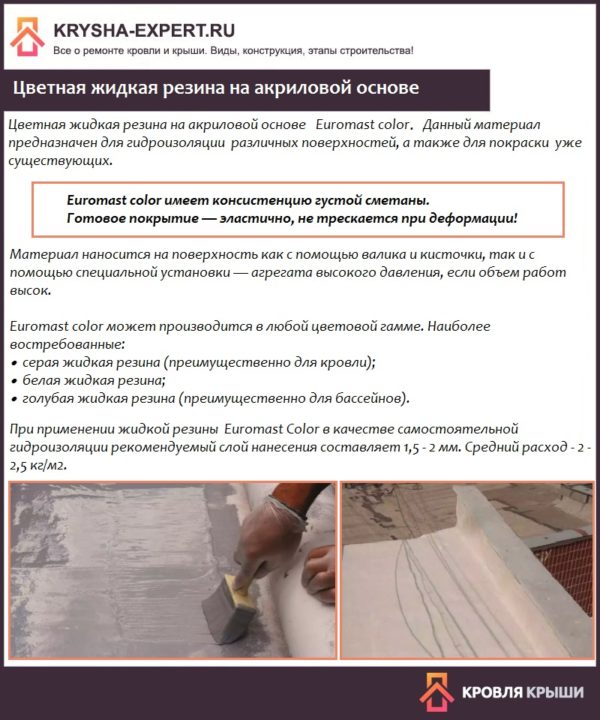
Цветная жидкая резина на акриловой основе
Нанесение жидкой резины
Вначале готовится основание. При этом всегда усчитывайте погодные условия, чем они лучше, тем качественнее получится гидроизоляция. Помните, что жидкая резина отлично растягивается, но механическая прочность у нее небольшая. Если слой отрывается от твердого основания, то в этом месте быстро появятся сквозные отверстия. В зависимости от их конкретного расположения появляются сильные или слабые протечки. Но они всегда будут.
Видео — Нанесение жидкой резины
Проверка качества работ
Одно из многих преимуществ жидкой резины – ремонтопригодность. Сделайте очень тщательную ревизию кровли, при выявлении малейших подозрительных участков повторно покройте их материалом. Как показывает практика, остатки жидкой резины лучше не сохранять длительный период времени, а сразу использовать для нанесения дополнительных слоев на кровле.
Пошаговая инструкция напыления жидкой резины
Жидкая резина – качественный гидроизоляционный материал, но получить нужный эффект можно только при соблюдении всех рекомендованных правил. Даже незначительное отклонение от разработанной технологии может иметь очень печальные последствия, для ликвидации которых потребуется много времени и финансовых средств.
Шаг 1. Тщательно очистите основание от мусора.

Основание требует тщательной уборки
Если есть большие трещины, то их рекомендуется заделать любым доступным для данной кровли способом.

Важно. Напыляемый метод позволяет жидкой резине проникать во все щели кровли, но для обеспечения требуемой адгезии они должны быть чистыми. Добиться такого состояния можно лишь после промывки основания керхером под высоким давлением.


Вода вымоет из глубоких и нешироких щелей остатки пыли и грязи, за счет этого существенно улучшится надежность сцепления герметика с основанием. Добейтесь полного высыхания воды, проверьте, не сохранилась ли влага в щелях. Если есть возможность, то желательно продуть кровлю направленной воздушной струей.

Шаг 2. Намажьте поверхность специальной полимерной грунтовкой. Не пропускайте эту операцию, незначительная экономия времени и денег не окупится. В случае возникновения протечек затраты на ремонт многократно превысят ранее полученную экономию.

Грунтовка выполняет две функции: существенно повышает коэффициент адгезии жидкой резины и служит дополнительным гидроизолятором – полимерные составы не пропускают воду. На квадратный метр требуется примерно 200 мл раствора. Работайте валиком, в труднодоступных местах можно грунтовать малярной кистью. Дайте время для высыхания грунтовки.

нанесение грунтовки валиком
Цены на различные виды грунтовки
Шаг 3. Подготовьте аппарат для распыления жидкой резины. Отлично себя зарекомендовал агрегат ЕР450ТХ. Это компактное, эффективное и довольно дешевое оборудование. Покупать распылитель для личного пользования нецелесообразно, его можно взять напрокат или одолжить у знакомых профессионалов.

Аппарат для распыления жидкой резины
Практический совет. Шланг в аппарате длиной 25 м, его сразу надо выровнять и растянуть на всю длину. Расположите его таким образом, чтобы во время напыления он не перекручивался и не завязывался узлами.

Шланг нужно растянуть на всю длину
Цены на шланги высокого давления
Любая остановка во время напыления по техническим причинам обязательно имеет негативные последствия. Чем лучше вы подготовитесь к работе, тем качественнее покрытие.
- Предварительно спланируйте маршрут передвижения по крыше с таким учетом, чтобы не мешали различные инженерные коммуникации, размещенные на крыше.
- Начинайте с самого удаленного участка и постепенно передвигайтесь к выходу.
- Аппарат поставьте в таком месте, чтобы необходимость его перемещения появлялась минимальное количество раз.
- Подключите электрическое питание с учетом требований ПУЭ. Если личных знаний маловато, то лучше обратиться за помощью к профессиональному электрику.
Шаг 4. Подготовьте к употреблению жидкую резину. Продается она в пластиковых ведрах объемом 20 л. Раствор надо тщательно перемешать, делайте это вручную или при помощи электрического миксера.

Важно. При перемешивании миксером переключите агрегат на небольшие обороты, не допускайте появления в резине воздушных пузырьков.
Шаг 5. Опустите заборное сопло оборудования в емкость с массой, подключите электрическое питание. Отрегулируйте режим распыления. В большинстве случаев надо выставить расход на уровне 6 л/мин, такая скорость дает возможность равномерно покрывать поверхность без спешки и при необходимости несколько раз возвращаться на один и тот же участок. Проверьте работоспособность оборудования.

Шаг 6. Равномерно нанесите первый слой резины, с особой тщательностью обрабатывайте места примыканий.

Нанесение первого слоя
Практический совет. Если аппарат не до конца выбирает из емкости жидкую резину, то можно добавить немного воды, размешать и использовать состав для дополнительного покрытия поверхности.
Второй слой гидроизоляции наносится только после полного высыхания первого. Поверхность крыши готова на вторые сутки после обработки, по истечении этого времени образуется герметичное покрытие, не боящееся перепадов температур и УФ-лучей.

Второй слой гидроизоляции
Рекомендации по нанесению жидкой резины малярной кисточкой
Цены на аппараты безвоздушного давления
Процесс подготовки основания ничем не отличается от вышеописанного. Еще раз напоминаем, что от чистоты поверхности зависит прочность прилипания, а это очень важный фактор герметичности покрытия. Дело в том, что резиновая пленка очень тонкая, после отрывания от прочного основания не может противостоять механическим нагрузкам, она легко повреждается, что становится причиной появления протечек.
Для примера рассмотрим вариант реставрации старой металлической фальцевой кровли. Можно металл покрасить, но такой ремонт применяется только в качестве кратковременной меры.

Самостоятельно никогда не удастся достичь плотного сцепления краски с металлом. Почему?
- Ручная очистка поверхности проржавевших металлических листов не отвечает требованиям к покрасочным материалам. Всегда останутся незаметные участки ржавчины или отвалившейся старой краски, в этих местах новое покрытие отслаивается в течение нескольких месяцев. Как следствие – опять проблемы и дополнительные финансовые затраты на проведение ремонтных работ.
- В заводских условиях покраска делается распылителями, струя частичек состава сильно ударяется о поверхность и глубоко проникает в мельчайшие щели. Кисточка не может обеспечить такое качество.
- Во время окрашивания поверхность металла должна нагреваться до определенной температуры и после нанесения краски выдерживаться несколько часов. На крыше создать оптимальные условия даже теоретически невозможно.
Вывод – только использование жидкой резины способно продлить срок эксплуатации металлических покрытий на 5–7 лет и вложенные средства всегда окупаются.

Покрытие фальцевой кровли резиной продлит срок службы металла
Видео — Жидкая резина для гидроизоляции кровли
На что обращать внимание?
- Хорошо промазывайте все примыкания кровли и стыки между листами железа. Кисточку следует передвигать в различных направлениях, пытаться вдавливать ворс под прямым углом.
- Каждый участок рекомендуется проходить кистью не менее трех раз. Конечная толщина слоя должна быть не менее одного миллиметра.
- Если есть подозрительные углубления, то их надо залить резиной, толщина слоя в этих местах может достигать пять миллиметров.
- Второй слой также надо не только растирать кисточкой, но и втирать. Чем добросовестнее выполняются работы, тем дольше служит жидкая резина.

Работы нужно выполнять ответственно и качественно
Надо знать, что преждевременные протечки появляются не по вине материала, а из-за нарушения технологии его нанесения. Но при одном условии – работы делаются качественными составами от заслуживающих доверия производителей. И последнее. Никогда не работайте при плохой погоде, лучше на несколько дней отложить герметизацию, чем потом ликвидировать последствия протечек.

Ручное нанесение герметизирующего состава осуществляют только при хорошей погоде
 Вы узнали много нюансов о жидкой резине. Этот материал используется для герметизации кровель не очень часто, причина – высокая стоимость. Но есть и боле дешевые варианты гидроизоляции кровель материалами на основе дешевых компонентов. Как выполнить гидроизоляцию крыши жидким битумом можно прочитать на страницах нашего сайта.
Вы узнали много нюансов о жидкой резине. Этот материал используется для герметизации кровель не очень часто, причина – высокая стоимость. Но есть и боле дешевые варианты гидроизоляции кровель материалами на основе дешевых компонентов. Как выполнить гидроизоляцию крыши жидким битумом можно прочитать на страницах нашего сайта. 
Степан Русов главный редактор
Автор публикации 25.11.2018
Понравилась статья? Сохраните, чтобы не потерять!





