Лазерная резка металла: технологии и принципы работы
Лазерная резка металла признана одной из самых перспективных технологий раскроя листовых материалов, разрезания корпусных заготовок. Преимущества бесконтактного метода в высокой скорости, исключительной точности и образцовом качестве получаемого реза. По окончании кроя детали, полученные из заготовок, не требуют дальнейшей доработки, готовы для последующих операций. Гибкость настроек лазерной резки обуславливает возможность изготовления деталей сложной формы. С помощью этой прогрессивной технологии, в частности, получают:
- комплектующие для сборки узлов машин, механизмов, летательных аппаратов, водных судов;
- детали печных дымоходов, отопительных котлов, емкостей, резервуаров;
- кованые изделия для ворот, калиток, ограждений, в том числе декоративные элементы;
- торговое и промышленное оборудование;
- комплектующие для монтажа стеллажей, изготовления эксклюзивной дизайнерской мебели;
- трафареты, сувенирную продукцию, игрушки;
- вывески, буквы;
- ювелирные изделия, элементы для электроники;
- посуду;
- комплектующие для роботизированной техники.

Из наименования метода понятно, что лазерная резка реализуется посредством применения лазерного луча, получаемого с помощью специального оборудования. Луч фокусируют в определенном месте, где высокоплотная энергия активно разрушает материал. Линия реза плавится, металл при этом сгорает или удаляется газовой струей.
По сути при резке лазером металлический лист (стенка корпусной детали) прожигается насквозь. При этом режущая головка не касается поверхности заготовки, процесс ведется бесконтактно. Технология резки металла лазером одинаково хороша для работы с тонкими стальными листами и тугоплавкими сплавами. Направленным мощным лучом разрезают мягкие и твердые металлы: сталь, медь, алюминий, алюминиевую фольгу, серебро, сплавы, а также и другие материалы, например, стекло, пластик. Мощный поток имеет стабильные задаваемые рабочие параметры, поддерживаемые автоматически. Он не изнашивается, поэтому и рез получается идеально ровным, без сколов, зазубрин и окалины. Кромка не нуждается в шлифовании или другой механической обработке.
Крой с помощью лазерного луча демонстрирует наибольшую эффективность при штучном производстве и выпуске ограниченных партий продукции. Технология не требует предварительной подготовки форм, за счет этого экономична. Способ предпочтителен при работе с металлами с низким показателем теплопроводности. При крое материалов, легко проводящих тепло, может образовывать грат (заусенцы).
Методы лазерной резки
Существует два основных вида резки металлов лазерным лучом:
- Плавление;
- Испарение.
В мировой практике наиболее распространена лазерная резка металла плавлением. Обработка с использованием рабочих газов (кислород, азот, неон, гелий, аргон, их смеси, воздух, инертные газы) определяется как газолазерная резка. Газ, который подбирают, исходя из обрабатываемых материалов, позволяет повысить тепловую мощность на линии реза, уменьшить отражающую силу материала за счет активации окисления. Кроме того, он за счет направленности потока выдувает из области кроя продукты сгорания, металлический мусор и прочие частицы, охлаждает нагреваемую зону.
Наибольшую эффективность демонстрирует кислород, с ним заметно повышается скорость операций, результативность в отношении кроя толстостенных материалов. Азот используется в случаях, когда требуется сохранить структуру металла на кромке. Азот обладает свойством снижать температуру в области резки, сократить толщину окислов. Скорость обработки с применением азота заметно ниже, но в некоторых случаях сохранение структуры металла в месте реза является обязательным условием.
Газолазерная резка не допустима при работе с материалами, чувствительными к перегреву: легированными, цветными металлами. Лазерная обработка не подходит для разделения материалов, склонных к растрескиванию.

При испарении также происходит тепловое воздействие луча, линия реза сначала прогревается до температуры плавления, затем до показателей, при которых начинается кипение, улетучивание. Как уже отмечалось выше, бесконтактная резка металла испарением признана высокозатратной, возможна в отношении листов (заготовок) небольшой толщины.
Для реализации разделения испарением задействуется высокомощное оборудование, для нормального функционирования которого необходимо значительное количество энергии. Высокие затраты не всегда экономически оправданы, процесс фактически невозможно применить в отношении толстолистовых материалов. Метод обработки испарением применяют только для резки тонкостенных заготовок, раскроя листов малой толщины.
Способ сквозного прожигания посредством лазерного луча не нов, его начали использовать еще в 60-х годах прошлого столетия. С того времени технология совершенствовалась, модернизировалось оборудование для ее реализации.
Основные виды оборудования для лазерной резки
Лазерная резка металла осуществляется с помощью высокотехнологичного оборудования, которое принято классифицировать как:
- Газовые установки.
- Комплексы твердотельного типа.
- Газодинамические устройства.
Лазерные станки функционируют непрерывно или импульсно. В состав оборудования входит несколько узлов, каждый из которых отвечает за определенное действие, работает согласованно с остальными.
Газовые лазеры
Газовые установки отличаются компактными размерами, демонстрируют высокую мощность, рекомендованы для резки заготовок из сверхпрочных сплавов. Газ (углекислый, азот или гелий) закачивается в газоразрядную камеру, он является активным элементом. Побуждение газа выполняется посредством посыла непрерывных высокочастотных импульсов, под воздействием которых частицы газа дают монохроматическое (электромагнитное с малым разбросом частот) излучение. Наиболее распространены щелевидные газовые лазеры, активным компонентом в которых является углекислый газ. Щелевидные лазеры с поперечной прокачкой выигрывают благодаря компактности, способности вырабатывать высокую мощность, безопасности, удобству и простому управлению.
Твердотельные лазеры
Твердотельное оборудование для лазерной резки металла уступает газовым моделям по мощностным параметрам. В целом оно также обладает эксплуатационной простотой. Лазеры такого типа комплектуются твердым стержнем, изготовленным из алюмоиттриевого граната, рубина или неодимового (минерального) стекла. Возбуждение стержня осуществляется за счет непрерывной накачки световым потоком. Фокусирование и усиление излучения происходит системой отражателей, призмами, резонаторами.
Газодинамические лазеры
Газодинамические лазерные комплексы относятся к категории самого дорогостоящего оборудования. Активным веществом в них, как и в газовых, является газ, который предварительно подогревается до высоких температур. После подогрева рабочая смесь направляется в специальное сопло на сверхскорости, а затем охлаждается.
Резка материалов с помощью лазерного луча позволяет получать детали точных размеров, воплощать в реальность сложные в техническом плане задачи по изготовлению ответственных комплектующих, фигурных элементов для декорации. Этот способ обработки металлов имеет массу достоинств, как и у всех остальных технологий, у него есть свои недочеты.
Преимущества и недостатки лазерной резки
К достоинствам лазерной резки металлов принято относить:
- Экономичность: обусловлена оперативностью процесса, высокой производительностью установок, безотходностью, отсутствием необходимости дополнительной обработки деталей.
- Возможность кроя металлических заготовок в широком диапазоне толщин. Например, лазером можно резать нержавейку толщиной до 50 мм, алюминиевые листы толщиной от 0,2 до 20 мм.
- Удобство выпуска ограниченных партий продукции без необходимости подготовки форм, выполнения литья и штамповки.
- Отсутствие механического контакта лазера с обрабатываемой поверхностью: обеспечивает возможность резки тонких и хрупких заготовок без риска их повреждения.
- Высокий уровень промышленной безопасности.

В станках для резки металлических заготовок лазером предусмотрено программное обеспечение, что значительно повышает результативность работы, исключает ошибки. В систему загружаются чертежи требуемого формата, далее программа сама обрабатывает полученные данные и выполняет настройку режимов резки. Это исключает влияние человеческого фактора, гарантирует высокую скорость и точность обработки.
К недостаткам технологии резки с применением лазера принято относить существенные расходы. Метод штамповки деталей, например, более экономичен, чем лазерная резка. Но если в общую стоимость деталей, полученных штампованием, включить сумму затрат на технологическую оснастку, то их цена фактически будет такой же, как если бы их изготавливали с помощью лазерного станка. Кроме того, к недочетам лазерной резки относят ограничения по толщине материалов.
Применение бесконтактной газолазерной резки металлов в промышленном производстве становится все более востребованным. Однако высокотехнологичный метод пока не может полностью заменить устоявшиеся способы обработки металлов резанием. Несмотря на то, что есть реальная перспектива снижения суммы затрат на реализацию лазерной резки, стоимость ее остается достаточно высокой. Таким образом резка материалов лазерным лучом является экономически оправданной при условии рационального ее внедрения, когда традиционные технологии требуют слишком больших трудозатрат и времени или применить их представляется невозможным.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Виды лазерной резки
Технология лазерной резки достаточно проста и доступна для понимания даже обычному человеку. Ее основная суть заключается в том, что первоначально поверхность обрабатываемого металла разрушается лазерным лучом, после чего разрушенные элементы удаляются при помощи струи сжатого газа.
Многое зависит от вида обрабатываемого материала: интенсивность излучение, состав сжатого газа и давление, оказываемое на поверхность.
Выделяют несколько основных технологий лазерной резки:
- Лазерно — кислородная резка.
- Кислородная резка с поддержкой лазерным лучом (LASOX).
- Лазерная резка в инертном газе.
- Лазерное термораскалывание.
- Лазерная испарительная (сублимационная) резка.
Лазерно-кислородная резка.
Само название этой технологии указывает на то, что в данном случае в качестве режущего газа выступает кислород. В процессе взаимодействия кислорода с раскаленным металлом происходит экзотермическая реакция окисления. Окислы, образующиеся в результате реакции, выдуваются той же струей кислорода.
Особенности технологии лазерно-кислородной резки:
- диаметр сфокусированного луча меньше диаметра кислородной струи, который обычно составляет 1 −2 мм.
- ширина реза зависит от диаметра сфокусированного луча и скорости реза. Ширина реза может быть менее 100 мкм. Чем меньше толщина листа и выше скорость обработки, тем уже рез.
- давление в струе напрямую зависит от толщины разрезаемого металла: чем больше толщина обрабатываемого металла, тем меньше давление.
- обычно лазерно-кислородная резка осуществляется расширяющимся лучом, поэтому точка фокуса всегда расположена выше поверхности металла.
- скорость реза зависит от толщины обрабатываемого металла: чем толще металл, тем меньше скорость реза. Минимальная скорость реза составляет 0,5 — 0,6 м/мин. Этим определяется и максимальная толщина стального листа, которая составляет в настоящее время 30 мм.
- в том случае. Если скорость реза составляет менее 0,5 м/мин, качество лазерной резки значительно ухудшается: появляются визуальные дефекты, увеличивается ширина реза.
- зазор между диаметром сопла, формирующего струю, составляет около 0,5 мм для тонкого листового материала и 3 мм для материала 30 мм толщиной.
Кислородная резка с поддержкой лазерным лучом (LASOX).
Кислородная резка с поддержкой лазерным лучом (LASOX) очень часто применяется для резки толстолистовой стали. В процессе такой резки лазерный луч предварительно нагревает поверхность металла до температуры 1000 градусов, после чего на поверхность попадает сверхзвуковая струя кислорода. При данной лазерной резке края среза получаются ровными и гладкими. Кроме того, этот способ позволяет значительно увеличить глубину реза по сравнению с обычной традиционной кислородной резкой.
Особенности кислородной резки с поддержкой лазерным лучом.
- для формирования сверхзвуковой струи необходимо большое давление до 6 — 10 атм.
- диаметр струи существенно меньше, чем диаметр пятна на поверхности металла.
- ширина реза равна диаметру кислотной струи и составляет, как правило, более 3 мм.
- расстояние между металлом и резом сопла составляет 6 — 8 мм.
- скорость реза при такой резке значительно ниже скорости при лазерно-кислородной резке и равна 0,2 м/мин.
- толщина разрезаемого металла при мощности лазера 6кВт может достигать 100 мм.
Лазерная резка в инертном газе.
Данный вид лазерной резки применяется в тех случаях, когда необходимо избежать возможного окисления кромок металла. Эта технология подходит для резки нержавеющей стали, алюминия или титана. В связи с тем, что отсутствует дополнительный источник нагрева, эффективность резки в инертном газе значительно ниже, чем при лазерно-кислородной резке.
Характерные особенности лазерной резки в инертном газе.
- при такой резке в качестве инертного газа обычно выступает азот, а при резке титана — аргон.
- резка в инертном газе требует применения фокусирующих линз повышенной толщины, поскольку давление режущего газа достигает от 10 атм и выше.
- формирующаяся в процессе резки сверхзвуковая струя режущего газа выдувает капли расплавленного металла из зоны реза.
- излучение фокусируется строго на нижней поверхности листа.
- расстояние между срезом сопла и поверхностью металла минимально и составляет 0,5 — 1 мм.
- лазерная резка в инертном газе предусматривает применение сопла, имеющего большой диаметр, достигающий до 3 мм.
- скорость лазерной резки в инертном газе относительно низка.
Лазерная испарительная (сублимационная) резка.
Данный тип резки применяется при очень больших интенсивностях лазерного излучения, которое осуществляется в режиме очень коротких лазерных импульсов, имеющих наносекундную или пикосекундную длительности.
Характерные особенности лазерной испарительной (сублимационной резки).
- такая резка применяется преимущественно в микротехнологии, когда требуется оказывать минимальное термическое воздействие на материал подложки.
- КПД процесса лазерной испарительной резки минимальный.
- длина волны излучения лазера, как правило, короче 1 мкм. Такие показатели характерны в первую очередь для твердотельных и эксимерных лазеров, а также для лазеров на парах металлов.
Лазерная резка: как она работает
Лазерную резку используют для раскроя листовых материалов, чаще всего – металлов. Одно из ее главных отличий – возможность изготовления деталей со сложным контуром.
Принципы работы лазерной резки
Использование этого метода основано на тепловом воздействии лазерного излучения на материалы. При этом разрезаемый металл нагревается сначала до температуры плавления, а потом до температуры кипения, при которой он начинает испаряться. Лазерная резка испарением требует высоких энергозатрат, поэтому ее используют для работы с тонкими металлами.
Относительно толстые листы разрезают при температуре плавления. Чтобы облегчить этот процесс, в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Его задача – удалять из зоны резки расплавленный металл и продукты его сгорания, поддерживать горение металла и охлаждать прилегающие зоны. Наиболее эффективен для этого кислород. Он заметно увеличивает скорость и глубину резки.
Подробнее о процессе лазерной резки можно узнать из видео ниже:
Параметры резки разных металлов
Скорость резки зависит не только от мощности лазера и толщины металла, но и от его теплопроводности. Чем она выше, тем интенсивнее отводится тепло из зоны резки и тем более энергозатратным будет весь процесс. Так, если лазером мощностью 600 Вт можно легко разреза́ть черные металлы или титан, то алюминий или медь, обладающие высокой теплопроводностью, обрабатывать значительно сложнее. Средние параметры для работы с разными металлами выглядят следующим образом:
Виды лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды. Она является источником лазерного излучения.
- Источника энергии (системы накачки). Он создает условия, при которых начинается электромагнитное излучение.
- Оптического резонатора. Система зеркал, усиливающих лазерное излучение.
По типу рабочей среды лазеры для резки делят на три вида:
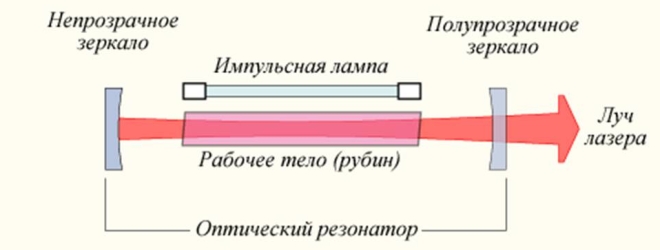
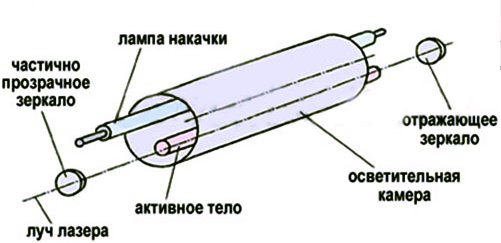
- Твердотельные. Их основным узлом является осветительная камера. В ней находятся источник энергии и твердое рабочее тело. Источником энергии служит мощная газоразрядная лампа-вспышка. В качестве рабочего тела используют стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. По торцам стержня устанавливают два зеркала: отражающее и полупрозрачное. Лазерный луч, излучаемый рабочим телом, многократно отражается внутри него, усиливается в ходе отражений и выходит через полупрозрачное зеркало.
К твердотельному виду относятся и волоконные лазеры. В них излучение усиливается в стекловолокне, а источником энергии служит полупроводниковый лазер.
Так устроен твердотельный лазер
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом. Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно. Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения. Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
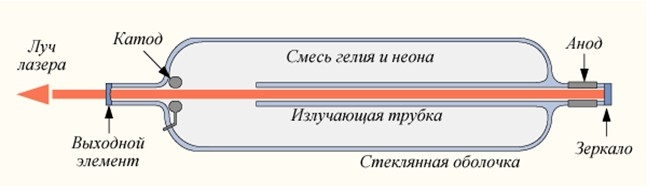
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.
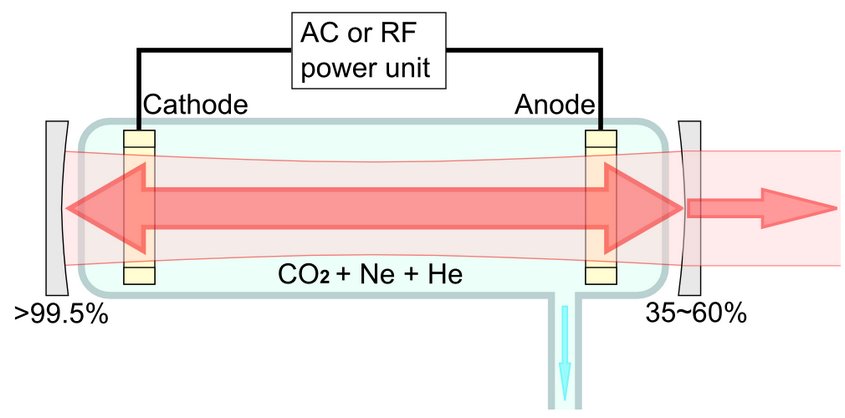
Так устроен газовый лазер с продольной прокачкой
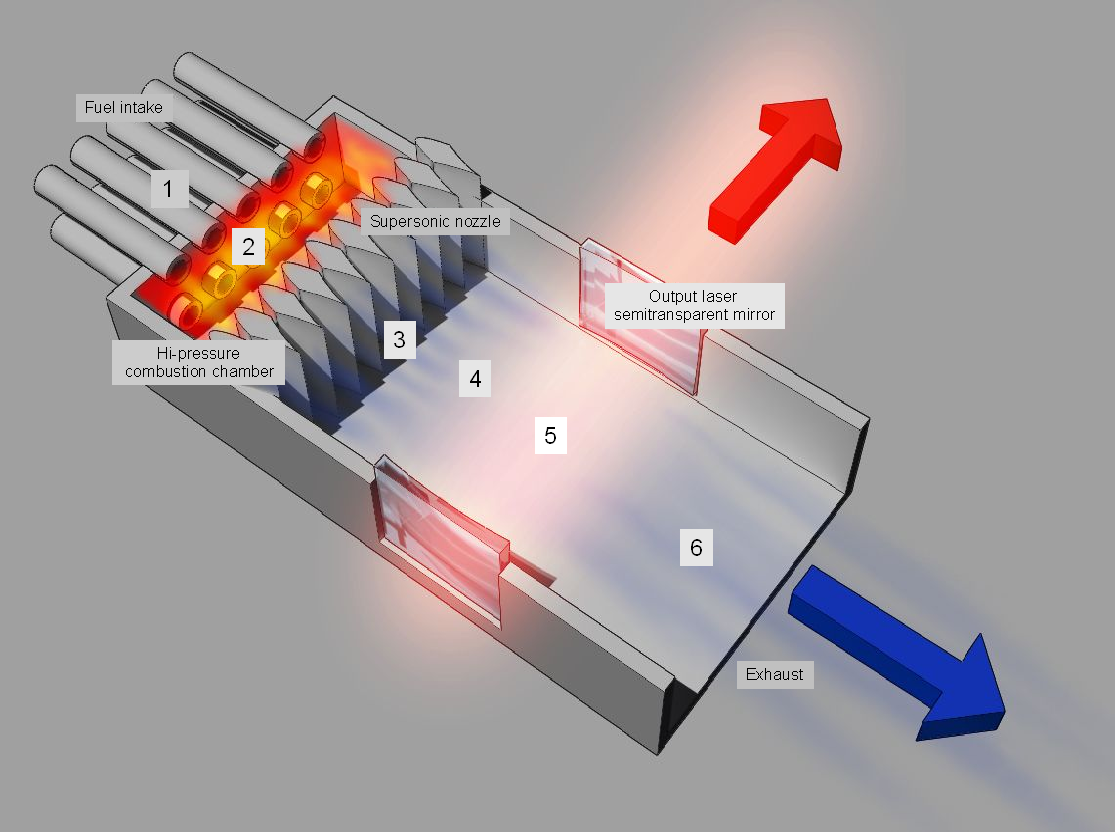
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.
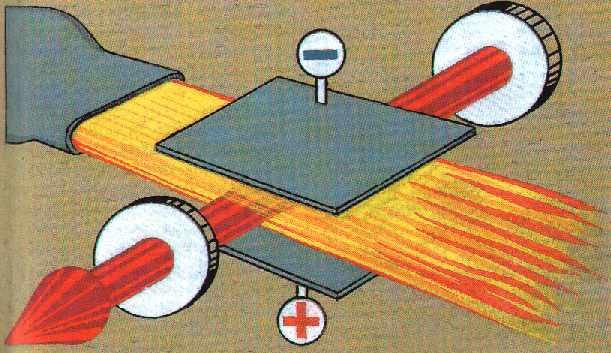
Схема работы газодинамического лазера
Преимущества и недостатки лазерной резки
Можно выделить следующие преимущества лазерной резки металлов:
- Нет механического контакта с поверхностью разрезаемого металла. Это делает возможным работу с легкодеформируемыми или хрупкими материалами.
- Можно разрезать металлы разной толщины. Сталь в пределах 0,2–30 мм, алюминиевые сплавы – 0,2–20 мм, медь и латунь – 0,2–15 мм.
- Высокая скорость резки.
- Возможность изготовления изделий с любой конфигурацией.
- Чистые кромки разрезаемого металла и низкое количество отходов.
- Высокая точность работы – до 0,1 мм.
- Экономный расход листового металла за счет более плотной раскладки деталей на листе.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Технология лазерной резки металла
Содержание
- Что такое лазерная резка металла
- Оборудование для лазерной резки
- От чего зависит качество лазерной резки?
- Особенности резки отдельных видом металлов
- Альтернативы лазерной резке
Лазерная резка металла – это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии – Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток – горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Таким образом, лазерная резка методом плавления – оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды – источника лазерного излучения – выделяют три вида приборов:
- Твердотельные системы. В осветительном модуле располагается твердое рабочее тело и газоразрядная лампа высокой мощности. Рабочим телом может служить стержень из рубина, неодимового стекла и других материалов. Края стержня оснащены зеркалами: полупрозрачным и отражающим. Луч лазера, созданный рабочим телом, набирает мощность, благодаря множественным отражениям и выходит наружу через полупрозрачное зеркало.
- Газовые устройства. В них работает CO₂ (отдельно или в комплексе с гелием и азотом). Углекислый газ активизируют электроразряды. Для увеличения мощности также используют систему зеркал.
- Газодинамические приборы обладают самой высокой мощностью. Активным веществом тоже является оксид углерода (CO₂), разогретый до температуры в диапазоне от 726 до 2726 °С. Он активизируется при помощи дополнительного лазерного луча небольшой мощности. Проходя через специальное сопло, газ меняет состояние и становится источником излучения. Этот вид оборудования самый дорогостоящий.
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка – практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Лазерные установки отлично зарекомендовали себя в резке труб толщиной до 30 мм. Линию реза можно направить под любым углом. В результате получают ровную поверхность, готовую для дальнейшего монтажа или сварки.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
- Лазерная;
- Плазменная;
- Газовая;
- Гидроабразивная.
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка – технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии – создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
- Работа с любыми материалами;
- Высокое качество реза благодаря отсутствию пригорания и плавления поверхности;
- Возможность обработки термочувствительного сырья;
- Отсутствие вредных выделений в рабочем процессе;
- Пожаробезопасность работ.
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка – наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC – команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
- Вид металла. Например, резка черных металлов, стали и нержавейки стоит в 2-3 раза дешевле резки меди, латуни, титана, алюминия и его сплавов.
- Толщина листа. Чем больше толщина, тем выше цена. Нестандартные технические задания рассчитываются индивидуально.
- Сложные формы деталей. Чем больше требуется резов для достижения результата, тем выше цена.

Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Режим работы:
Понедельник – пятница
10:00 – 18:00
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Основы лазерной резки — знания, которые вам пригодятся

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка – это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением – это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха – это азот, резка сжатым воздухом – это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
3 режима лазерной резки: испарение, плавление, сгорание

Навигация по статье:
- Почему мы почти не будем говорить про раскалывание лазером?
- Лазерная резка в режиме плавления
- Как это происходит?
- Почему это эталон?
- Лазерная резка в режиме испарения
- Как это происходит?
- Зачем это нужно?
- Почему это можно использовать не везде?
- Лазерная резка в режиме горения
- Как это происходит?
- Что это дает?
- Почему это можно использовать не везде?
- Резюме
Способов, которыми лазер может раскроить материал — навскидку 4:
- плавление,
- испарение,
- сгорание,
- раскалывание.
Почему мы почти не будем говорить про раскалывание лазером?
Но про один из них мы сегодня говорить почти не будем. Да‑да, это раскалывание. Казалось бы — как лазер, то есть луч света, может расколоть твердое тело? Раскалывают ведь обычно дрова топором — бьют с силой и материал разделяется?
Но лазер может. Это эффект термораскалывания, его используют для хрупких материалов вроде стекла. Естественно, лазером не бьют по предмету — это невозможно. Фишка здесь в том, чтобы резко разогреть лучом небольшой участок, пока струя сжатого воздуха из сопла привычно охлаждает окружающую поверхность. От такого обращения и резкого перепада температуры стекло обиженно трескается — и, что самое главное, трещина увеличивается управляемо, следуя за лучом. Допустим, классическая резка позволяет получать более точные очертания, но термораскалывание в этом плане тоже не промах.
Почему тогда мы не будем подробно на нем останавливаться? А всё просто — как уже было сказано, это технология для работы со стеклом и подобными материалами. Мы специализируемся на металле — и предпочитаем говорить о том, что знаем и любим. И о том, с чем можем помочь сами, если у вас возникнет такая потребность. Итак — три режима лазерной резки металла.
Читайте также:
Лазерная резка в режиме плавления
Как это происходит?
Основной режим лазерной резки. Идеальный для большинства задач при лазерной резке металла. В основном, когда говорят о лазерной резке — подразумевают именно лазерную резку в режиме плавления. Суть режима, если объяснять «на пальцах», такова:
- Лазерный луч раскаляет поверхность участка металла до температуры плавления. Эта температура для разных металлов и сплавов — естественно, разная. Но программа резки всегда составляется с учетом этого — мощность луча и скорость движения именно таковы, чтобы расплавить металл в зоне резки на всю глубину и в то же время не пережечь кромки.
- Струя сжатого газа из сопла бьет в поверхность металла параллельно лучу. Расплавленный металл из зоны нагрева выдувается вниз, а незатронутый лучом металл кромок остается на месте, как ни в чем не бывало. При этом струя газа дает процессу и дополнительную пользу:
- Движение газа охлаждает металл кромок — это важно, чтобы не находящийся в зоне реза металл не перегревался и не получал тепловых деформаций. А отсутствие деформаций — это одно из основных преимуществ лазерной резки в принципе.
- Газовая струя защищает от расплава сам лазер — линзы оптической системы при использовании газовых и кристальных лазеров или выход волокна при использовании волоконных. Согласитесь, было бы совсем не комильфо, если бы дорогостоящая оптика выходила из строя из‑за случайного попадания первых же брызг расплавленного металла. А так мы точно знаем, что брызги если и полетят — то полетят вниз, где ничего ценного и так нет.
- Если в качестве газа используется не атмосферный воздух, а чистый азот или аргон, то его струя защищает раскаленные кромки реза от ненужных химических реакций. Сжатый газ закономерно вытесняет из зоны реза атмосферный воздух вместе со всем, что в нем намешано. При резке нержавейки и алюминия важно избавиться от присутствия кислорода — иначе на кромках образуются никуда не годные оксиды. Для этого используется азот. А при резке титана нужно избавиться и от кислорода, и от азота — потому что титан образует еще и нитриды, такие же негодные. Для этого используется аргон.
- Режущая головка, в которой расположен выход лазера и системы подачи газа, передвигается на специальных направляющих над листом заготовки. И, соответственно, передвигается точка, на которой сконцентрированы энергия лазера и давление газовой струи. Так единичное отверстие превращается в нужный контур. Движение подчиняется заданной программе, в которой учтена толщина металла и температура его плавления. Всё для того, чтобы рез получился четким и экономичным.
Почему это эталон?
Режиме плавления — эталонный режим лазерной резки металла. Достаточно быстрый, достаточно точный, достаточно аккуратный и достаточно экономичный, чтобы стать одной из доминирующих технологий в металлообработке. Собственно говоря, он уже стал.
Особенности двух других режимов, их сильные и слабые стороны — оцениваются от этой отправной точки.

А вот пример корпуса производства «Металл‑Кейс»:
Лазерная резка в режиме испарения
Как это происходит?
Освежаем в памяти школьный курс физики, смотрим с проницательным прищуром на предыдущую технологию и думаем: «а что будет, если теперь вкачать в этот процесс еще больше энергии?». Именно — металл не просто расплавится, а испарится.
Это возможно. Эта технология реально используется. Лазерный луч в этом режиме работает не непрерывным потоком, а отдельными импульсами — их длина рассчитана так, чтобы испарить четко заданный участок металла и не задеть ничего кроме, не достать до материала подложки. А струя воздуха привычно удаляет испаренный металл из зоны реза.
Зачем это нужно?
Режим испарения материала под воздействием лазера нужен редко. В основном он используется для тонких задач в электронике. Или для задач, когда требуется сохранить неповрежденным материал подложки. Обычно в металлообработке, как вы понимаете, в этом просто нет смысла — нет материала подложки, под листом металла технологические окна станины и пол цеха. Не произойдет ничего страшного, если туда будет капать расплавленный металл.
Но в тонкой электронике это может быть критично — и в таком случае принципиально использование именно режима испарения.

Вот что мы предлагаем:
Почему это можно использовать не везде?
Страдает коэффициент полезного действия. Для испарительной резки металл нужно нагревать намного сильнее. Например, температура плавления чистого алюминия — 660 градусов Цельсия. А вот температура его кипения — уже 2 519 градусов.
То есть чтобы испарить его, нужно единомоментно вложить в металл энергию в 3,8 раза больше. То есть, даже если рассчитывать по такой простой и грубой формуле, то получится, что 1 метр реза испарением будет стоить столько же, сколько почти 4 метра плавлением.
Формула эта — очень простая и грубая, здесь не учтено распределение тепла, потери энергии, усиленная амортизация расходных материалов оборудования. Кроме того, у разных металлов — разный разброс температур плавления и кипения. Но принцип вы поняли — лазерная резка в режиме испарения возможна, но не стоит применять ее в случаях, когда ее можно не применять. Потому что получается дорого.
Лазерная резка в режиме горения
Как это происходит?
Горение — быстрый окислительный процесс с участием высоких температур и кислорода. Мы привыкли, что горит органика — бумага, дрова — и нам странно думать о том, что металл тоже может гореть. Но он может. Просто для этого нужно, во‑первых, дать ему достаточно кислорода, а во‑вторых, разогреть его до достаточной температуры, чтобы реакция началась.
А дальше происходит удивительное — при лазерной резке с использованием кислорода большую часть тепловой энергии, режущей металл, поставляет не лазерный луч, а окислительная реакция металла, идущая в нем. Горение дает в 3–5 раз больше тепловой энергии, чем непосредственно лазерный луч. Естественно, это позволяет работать быстрее и экономичнее.

А вот пример корпуса производства «Металл‑Кейс»:
Что это дает?
Есть две технологии лазерной резки, использующие режим горения:
- Лазерная резка в кислороде — лазерный луч, как обычно, плавит металл. Но вместо атмосферного воздуха или нейтральных газов а зону реза подается чистый кислород. С его участием расплав начинает гореть, окисляться, выдавая еще больше тепла. Чем больше тепла он выдает — тем легче и экономичнее идет плавление соседних участков металла.
- Кислородная резка с лазерной поддержкой (LASOX) — здесь по‑другому смещен «баланс участия» между кислородом и лазером. Лазер вообще не плавит металл сам по себе — он просто нагревает металл достаточно, чтобы горение началось. Кислорода требуется больше, он должен подаваться с большей силой. Рез не будет таким точным, как при использовании чисто лазерной резки — однако так можно прорезать более толстый металл для использования, например, в кораблестроении.
А ведь это отлично, правда? Но и режим горения тоже не стал новым эталоном — он вспомогательный, используется для некоторых задач и не используется для остальных. Почему?
Почему это можно использовать не везде?
При горении кромки металла обгорают. Чтобы они приобрели нормальный вид и рабочие качества, их придется дополнительно обрабатывать после. Затраты на дополнительную обработку могут перекрыть выгоду, полученную от удешевления самой резки — и в результате резка в режиме горения создаст проблем больше, чем даст выгод. По факту, использование резки с участием кислорода зависит от материала.
Черная сталь отлично режется в кислороде — нагар либо не образуется, то есть по факту удаляется самим лучом, либо легко снимается. А вот нержавейка и сплавы алюминия такого обращения не прощают. Для качественной резки этих металлов лучше не просто не подавать кислород, а вообще отсечь его доступ в зону резки — например, использовав в качестве рабочего газа азот.

Посмотрите видео из нашего цеха:
Резюме
Итак, есть 4 основных режима лазерной резки:
- Плавление — основной режим, который решает большую часть задач по резке.
- Горение — режим, который быстрее и дешевле режет черный металл, но не используется для высоколегированных сталей и цветных металлов.
- Испарение — специальный режим, который позволяет резать без воздействия на материал подложки, но имеет низкий КПД.
- Термораскалывание — специальный режим, который используют для стекла.
Есть задача по лазерной резке? Давайте обсудим ее предметно.
Размеры полуторного облицовочного кирпича

- Размеры по стандарту
- Габариты «полуторки» в 1 куб. м
- Как подобрать материал для фасада?
- Разновидности отделочного кирпича
- Силикатный
- Керамический
- Жесткого прессования (гиперпрессованный)
- Клинкерный
- Что лучше?
Независимо от того, что современный строительный рынок представлен большим разнообразием материалов, кирпич так же, как и прежде пользуется широкой популярностью как у строителей-любителей, так и у профессионалов. Этот добротный, с большим сроком службы и многоцелевой материал располагает несколькими стандартными размерами.
Вместе с тем наибольшую востребованность при возведении и отделке построек имеют габариты полуторного кирпича, что является существенной экономией при его использовании.

Размеры по стандарту
Основным моментом стандартизации размеров кирпича выступают следующие пропорции 1: 1/2: 1/4. Подобное соотношение сторон является оптимальным для его кладки с ротацией поперечного и продольного размещения. В индивидуальном строительстве пользуется спросом одинарный кирпич, его расход на 1 м³ кладки насчитывает 513 штук.
Согласно государственным нормам, имеющимся на территории РФ, размер стандартного изделия одинарного равняется:
- 25 сантиметрам по длине;
- 12 сантиметрам по ширине;
- 6,5 сантиметрам по высоте.

Кроме одинарного кирпича, рынок стройматериалов предлагает и иные разновидности типоразмеров:
- полуторный;
- двойной.

Полуторный стройматериал начал выпускаться во времена индустриализации страны, чтобы ускорить темпы строительства. Стандартный расход кирпича составляет 318 штук на 1 м³. Характерный показатель полуторного изделия – добавленная высота, ГОСТом определены следующие стандартные параметры изделия:
- 25 сантиметров по длине;
- 12 сантиметров по ширине;
- 8,8 сантиметров по высоте.
Кирпич двойной, имея те же 25 сантиметров по длине и 12 сантиметров по ширине, располагает высотой 13,8 сантиметров. Исходя из немалых размеров, для снижения массы изделия двойной кирпич обычно производят пустотелым. Он обширно практикуется в разных сферах строительства. Изделия с добавленной высотой практикуют для сооружения как гражданских, так и промышленных объектов.


Габариты «полуторки» в 1 куб. м
Как мы уже знаем, полуторный кирпич выделяется большей высотой. К этой категории относятся силикатные (белые) изделия, которые практикуются тогда, когда требуется значительно ускорить срок сооружения строения. Стены, исполненные из подобного материала, не имеют особой привлекательности, потому что их отделывают.
Типовые габариты белого кирпича – 250x120x88 мм. Объем этого изделия равняется 2640 кубическим сантиметрам, вследствие этого в 1 м³ находится 379 штук.
Если строительные работы необходимо закончить в предельно короткие сроки, применяется двойной кирпич.
Его размеры 250x120x138, а объем одного кирпича равняется 4140 кубическим сантиметрам. В 1 м³ содержится 255 изделий этого вида.


Как подобрать материал для фасада?
Все образцы облицовочных изделий отличаются между собой методикой изготовления и компонентами, включенными в структуру. Собственно, это и влияет на исходный результат, обусловливая характеристики материала и его внешний облик.


Разновидности отделочного кирпича
На рынке стройматериалов имеются следующие виды кирпича:
- белый (силикатный);
- керамический;
- клинкерный;
- кирпич жесткого прессования.
У каждого из них имеются свои плюсы и минусы.


Силикатный
Подобные изделия нередко используются для наружной отделки, потому что стоимость материала является одной из самых доступных. Методика изготовления состоит в том, что раствор известки, кварцевого песка и особых компонентов проходит сухое прессование с плавным увеличением температуры.
Стандартный окрас для данного варианта – белый, но при добавлении краски получается более многообразная декоративная составляющая.

Плюсы силикатного кирпича таковы.
- Морозоустойчивость. Кирпич способен переносить огромное количество циклов промерзаний и оттаивания.
- Безопасность. Структура, способы, приемы и последовательность изготовления не сказываются на экологичности, вследствие этого изделия не оказывают негативного влияния на здоровье.
- Доступность. Это самый недорогой материал из имеющихся.
- Оптимальная прочность. Полученная поверхность способна переносить всевозможные погодные воздействия при условии правильной кладки.

Упомянем и о недостатках.
- Приличный вес. Благодаря чему повышается нагрузка на фундамент, вследствие этого, чтобы выполнить облицовку поверхности силикатным кирпичом, строение необходимо основательно укрепить.
- Небольшая визуальная привлекательность. У материала нет фактурности, и даже краситель не дает необходимого результата.
- Теплопроводность. Данная характеристика у этого изделия высокая, вследствие этого при сложных природно-климатических условиях требуется дополнительное утепление.

Керамический
Данное изделие – это основной конкурент вышеупомянутого, потому нередко встает вопрос, какой из кирпичей лучше: керамический или белый (силикатный). Безусловно, производить керамику сложнее, трудность состоит в избрании подобающего сырья. Для изготовления применяется только глина высокого качества с небольшими примесями иных компонентов. Так как нередко окраска материала красная, конечное изделие получается как раз такого цвета, но попадаются и иные сорта.
При потребности исходное сырье может окрашиваться. Методика производства состоит в том, что масса сначала формуется, затем посылается в сильно прогретую печь. Собственно, от правильной подготовки смеси и ее обжига зависит уровень качества продукта.
У кирпича должна быть глубокая красная окраска с коричневатым оттенком, а при слабом ударе по нему должен слышаться специфичный звон. Необходимо учитывать, что даже незначительные нарушения технологии порождают брак. Подобные изъяны можно установить визуально.
Если изделие имеет жженые зоны, то его передержали при больших температурах, кирпич будет ломким. При недостаточной температуре и недостатке времени обжига изделие выходит блеклым, имеет высокое влагопоглощение, звона при ударе нет.



Достоинства таковы.
- Внешний облик. Керамический кирпич может отличаться по окраске, габаритам и конфигурации. Это способствует реализации различных дизайнерских задач.
- Срок службы. Долговечность поверхности, реализованной из данной продукции, исчисляется не одним десятком лет.
- Звуко- и теплоизоляция. Изделие превосходно удерживает тепло, защищает от проникновения посторонних шумов и холода.
Единственный минус – нарушение методики изготовления. Потому, покупая продукцию, нужно уделить особое внимание непосредственно этому обстоятельству.

Жесткого прессования (гиперпрессованный)
Подобное декоративное изделие обладает поверхностью, в большей степени приближенной к природному камню. Для изготовления употребляется фракция натуральных материалов, цемент, ракушечник и минералы-пигменты. Смесь прессуется и подвергается воздействию больших температур.
У облицовочного кирпича жесткого прессования множество плюсов: прочность и продолжительный срок службы, покрытие превосходно переносит большое количество циклов перемены температуры. Но по причине немалой массы и высокой стоимости продукт не имеет большого спроса.


Клинкерный
Он отчасти похож на керамику, но для его изготовления употребляется более тугоплавкий вид глины, а обжиг осуществляется при чрезвычайно больших температурах. Благодаря этому изделие приобретает превосходные защитные и декоративные свойства. Но это тоже влияет на конечную цену: она сильно увеличивается.
Внешнюю отделку часто выполняют посредством плитки под кирпич, которой существенно дешевле и проще отделывать поверхность.


Что лучше?
При выборе покрытия для фасада, необходимо помнить, что главные конкуренты – это керамический и силикатный виды. Обе разновидности достаточно популярны, но особенно выделяется первый.
Это можно объяснит его положительными характеристиками.
- Технические характеристики. Материал высокопрочен и имеет небольшой показатель поглощения влаги. Превосходно переносит свыше 130 циклов заморозки и оттаивания, облицованная постройка получает продолжительный срок службы.
- Теплоизоляционные свойства. Керамика не только не пускает холод и сохраняет тепло, но и способствует формированию благоприятного микроклимата внутри постройки.
- Минимальная нагрузка на основание. Если найти оптимальный вариант, то это уменьшит нагрузку на конструкцию.
- Декоративность. Производится большое количество видов, отличающихся окраской, конфигурацией и фактурой.


Осуществляя выбор между силикатом и керамикой, лучшим вариантом будет хорошая керамика.
Силикат обладает лишь одним преимуществом над керамикой – более низкой стоимостью. Естественно, при ограниченном бюджете это будет оптимальное решение. А необходимого визуального результата можно добиться путем окрашивания поверхности, например, в кремовый, абрикос, персик, светлый желтый и т. д.
В следующем видео вас ждет несколько советов по выбору кирпича для облицовки.





