Что такое сварка и ее виды
В промышленности и строительстве, а также при ремонте сварка получила широкое распространение. В чем заключается суть процесса, какая принята классификация и каковы основные характеристики каждого класса вы узнаете из этой статьи.
1. Определение процесса сварки
Для стыковки деталей в промышленности и строительстве используют различные технологии. Лидерскую позицию удерживает сварка. Она широко используется в машиностроении и других отраслях промышленности, при проведении строительных и ремонтных работ. Такую популярность можно объяснить высокой надежностью конструкций, получаемых в результате, и их прочностью. Технология экономически выгодна, отличается высокой производительностью.
Сварка — это технологический процесс, в результате которого образуются неразъемные соединения материалов. Иногда понятие ошибочно относят только к технологии соединения металлических элементов. На деле же разнообразные виды сварки позволяют надежно скрепить не только металл, но и стекло, графит, керамику, пластик. Соединение происходит под воздействием температуры на межатомном уровне, в результате деформирования, либо при сочетании двух способов.
На физическом уровне при сварке атомы и молекулы соединяемых поверхностей образуют прочные связи. Чтобы такие соединения возникли, необходимо соблюдать некоторые условия:
- свариваемые поверхности нужно очистить от загрязнений, оксидов, инородных атомов;
- для облегчения взаимодействия атомов между собой должна произойти их энергетическая активация;
- свариваемые заготовки необходимо разместить на таком расстоянии, которое можно было бы сопоставить с межатомным расстоянием в элементах.
В процессе остывания происходит образование сварочного шва на стыке.
2. Классификация видов сварки
Существующие виды сварки можно поделить на три класса. Эти большие группы выделяют на основании таких различий:
- специфика техники;
- характеристики свариваемого материала;
- особенности защиты процесса сварки от воздействия воздуха.
Способ воздействия на детали — это главный критерий, который позволяет выделить следующие три вида этого процесса:
- Термическая сварка. Совершается при помощи тепла, с применением дополнительных материалов. Источником тепловой энергии при данном виде сварки может служить газовое пламя, плазменный поток, электрическая дуга. Под воздействием высокой температуры присадочный металл плавится, получившаяся жидкость заполняет промежутки между элементами. После остывания получается неразъемное соединение.
- Механическая сварка. Главную роль в соединении элементов играет наружное воздействие на свариваемые детали. Все виды механической сварки предполагают деформацию поверхностей, которая приводит к плотному скреплению на молекулярном уровне. При физическом воздействии происходит переход механической энергии в кинетическую, что позволяет нагреть элементы до нужной температуры.
- Комбинированная сварка. Также известна как термомеханическая, заключается в сочетании перечисленных выше способов. В таком процессе используется давление и тепловая энергия. Например, металл могут предварительно нагреть до нужной температуры, а затем при помощи внешнего воздействия образуется неразъемное соединение.
В каждый из перечисленных классов входит несколько видов сварочного процесса. Основной критерий для разделения — это источник энергии, которая воздействует на свариваемые поверхности.
3. Термический класс сварки
Приведенные ниже способы сварки связаны с образованием сварочной ванны в ходе процесса. Ее образование происходит при участии двух металлов: основного и присадочного. Присадочным металлом при термической сварке может выступать металлический пруток, электрод. Источником тепла — сварочная дуга, пламя горючего газа, сконцентрированный поток лучей, термит. Используемый источник тепла определяет, к какому виду относится конкретный способ соединения деталей.
3.1 Дуговая
Дуговая сварка наиболее распространена. Для нее не нужны специальные приспособления или инструменты. Для дуговой сварки необходим мощный стабильный разряд электричества в ионизированной атмосфере газов. Во время зажигания дуги происходит ионизация дугового промежутка, которая поддерживается на протяжении всего горения.

Зажигание дуги — это процесс, происходящий в три этапа:
- Контакт металлической заготовки и электрода вызывает короткое замыкание. Оно служит для достижения температуры, необходимой при сварке.
- Затем инструмент отводится на небольшое расстояние (от 3 до 6 мм). Такое действие провоцирует начало термоэлектронной эмиссии электронов.
- Предыдущие действия позволяют добиться возникновения устойчивого дугового разряда. Это происходит, так как дуговой промежуток становится электропроводным.
Данный вид сварки разделяется на три подгруппы исходя из метода соединения деталей:
Материал, число электродов, а также способ их включения в цепь электротока формируют еще одну классификацию дугового вида сварки на несколько подвидов:
- Сварка неплавящимся электродом дугой прямого действия. Используется графитный или вольфрамовый электрод, присадочный материал применяется не всегда.
- Сварка плавящимся электродом дугой прямого действия. Применяется металлический электрод, одновременно происходит плавление основного металла.
- Сварка косвенной дугой. Как правило, этот способ предполагает использование двух неплавящихся электродов.
- Сварка трехфазной дугой. Горение дуги при таком способе происходит между электродами, а также между основным металлом и каждый электродом.
3.2 Газовая
При газовой сварке источником тепла выступает пламя. Это делает данный способ пригодным для использования в полевых условиях и местах, где нет доступа к электричеству, так как питание от электросети не требуется. Еще одно характерное отличие газовой сварки от дуговой — нагрев и остывание свариваемых поверхностей происходят достаточно медленно и плавно. Поэтому технология подходит для соединения тонкостенной стали, цветных металлов, а также для проведения наплавки.

Данный вид предполагает расплавление металла под воздействием пламени, которое образуется в результате горения смеси горючих газов с кислородом. Обычно используют ацетилен или пропан, реже — пары бензина или керосин. Плавление присадочного металла участвует в формировании шва на стыке элементов, соединенных сваркой.
3.3 Лучевая
Области применения лучевого вида сварки — радиодетали, электронные схемы и другие микродетали. Сам процесс происходит под воздействием светового луча. В отличие от других видов сварки, этот должен происходить в специальной камере с вакуумной средой. В противном случае луч будет рассеиваться из-за плотности воздуха.
Способность соединять микро-детали — это отличительное преимущество такого способа, чего нельзя достичь при применении любого другого. Технология широко применяется в радиоэлектронной отрасли.

Лазерную сварку отличают швы высокой точности. В то же время нагревание поверхностей минимально, поэтому даже тонкий материал в результате соединения не деформируется. Такой способ позволяет направлять энергию с помощью призмы в труднодоступные места, которые не получилось бы соединить, применяя другие виды соединений.
Источником энергии может выступать не только световой луч, но и поток электронов из электронной пушки.
3.4 Термитная
Термит, который используют при данном виде соединения деталей, представляет собой специальную смесь для расплавления металла. В ее состав входят алюминий, магний, металлическая окалина. Смесь в виде порошка засыпают в жаропрочную емкость и разжигают с помощью электрической дуги, пропастрона или специального шнура. Тепло, которое выделяется при горении термита, плавит кромки деталей. Расплавленная деталь, смешиваясь с металлом свариваемых деталей, образует неразъемное соединение — происходит сварка.

Соединение, которое получается в результате, отличается высокой прочностью. Этим объясняется востребованность и популярность данного вида сварки в работе с крупногабаритными изделиями. В частности, способ применяется для стыковки труб, рельсов, а также для наплавки крупногабаритных изделий.
3.5 Электрошлаковая
Ни один другой из приведенных видов не подходит для соединения толстых металлических деталей толщиной от 5 см до 3 метров лучше, чем электрошлаковый. При такой сварке вертикально установленные заготовки с двух сторон закрывают с помощью подвижных ползунов из меди с водяным охлаждением. На поддон насыпают слой флюса, который служит источником тепла, а под ним зажигают дугу. Расплавленный флюс становится токопроводящим, он хорошо плавит кромки основного металла и присадочную проволоку.
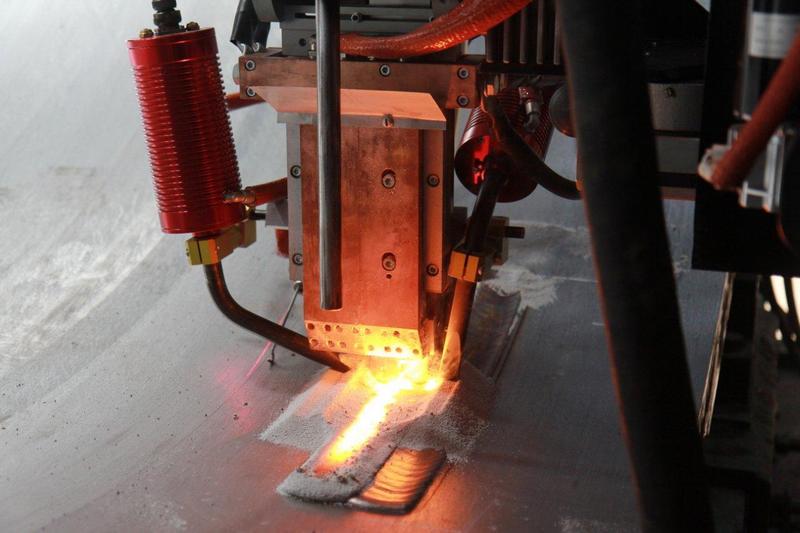
Сварку такого типа применяют для работы со всеми видами стали, чугуна, некоторыми цветными металлами. Промышленное значение электрошлакового способа очень велико, благодаря экономической выгоде. Чем больше площадь поверхности, которая поддается сварке, тем рациональнее его использование.
4. Термомеханический класс сварки
Термомеханические или комбинированные виды сварочного соединения применяются тогда, когда другим способом невозможно создать ровный шов. Чаще всего таким образом требуется соединить небольшие элементы. В этом классе различают три вида сварки:
- кузнечная;
- контактная;
- диффузионная.
Каждый из них предполагает комбинацию теплового и механического воздействия на соединяемые детали.
4.1. Кузнечная
Соединение железных заготовок при помощи молота и наковальни было известно задолго до возникновения современных видов сварки.
Качество соединения напрямую зависит от мастерства кузнеца, а также от того, насколько хорошо поверхности были очищены от налета перед началом работы. Мастер, производящий сварку данным способом, нагревает заготовки в горне и соединяет их ударами молота, положив друг на друга.

Соединить таким образом получится только пластичные металлы. Невысокая производительность и недостаточная надежность привели к низкой востребованности кузнечного вида сварки. Иногда используется механизированный подвид: когда нагретые заготовки сдавливает пресс. Описанный способ называют прессовой сваркой.
4.2 Контактная
Сварное соединение формируется в процессе пластической деформации. Контактная сварка названа так потому что нагрев происходит благодаря прилеганию поверхности иглы к изделию. В точках контакта выделяется максимальное количество теплоты, которое способствует достижению термопластичного состояния или плавления. Дальнейшее сдавливание провоцирует образование новых точек контакта. Это, в свою очередь, способствует сближению поверхностей на межатомные расстояния, то есть, сварке.

Существуют различные классификации данного процесса по типу сварного соединения, виду сварочной машины, роду питающего трансформатор тока. По типу сварочного соединения выделяют несколько видов для решения разных задач:
- стыковая — нагревается вся площадь контакта;
- точечная — образуются соединения в местах сдавливания под воздействием тока;
- шовная — предполагает соединение деталей внахлест с помощью роликовых электродов;
- рельефная — на плоскости предварительно наносятся выступы, которые разглаживаются после подачи тока.
Контактной сваркой можно легко соединить мелкие детали. Она высокопроизводительная, легко автоматизируется. По этой причине такую сварку используют в машиностроении в составе роботизированных комплексов.
4.3 Диффузионная
Технология базируется на диффузии, то есть взаимном проникновении атомов соединяемых материалов при плотном прижатии друг к другу. Сварку проводят в вакуумной среде или среде инертного газа. В начале процесса детали помещают в специальную камеру, где их закрепляют и начинают передавать усилие. Под воздействием электрического тока происходит нагревание поверхностных слоев металла до близких к плавлению температур. Этому виду соединения металлов способствует высокая диффузионная способность атомов. Более надежное скрепление деталей можно обеспечить, если оставить их на некоторое время под воздействием тока.
Сварку этого типа применяют при плохо контрастирующих материалах. Распространение этого способа не настолько широкое, как у других в группе.
5. Механический класс сварки
Главная особенность способов сварки, относящихся к данному классу, — механическое воздействие на металл с целью нагревания. Выделяемое тепло плавит металл, происходит его соединение. Способы, с помощью которых производят сварку — трение, взрыв, давление, ультразвук.
5.1 Трение
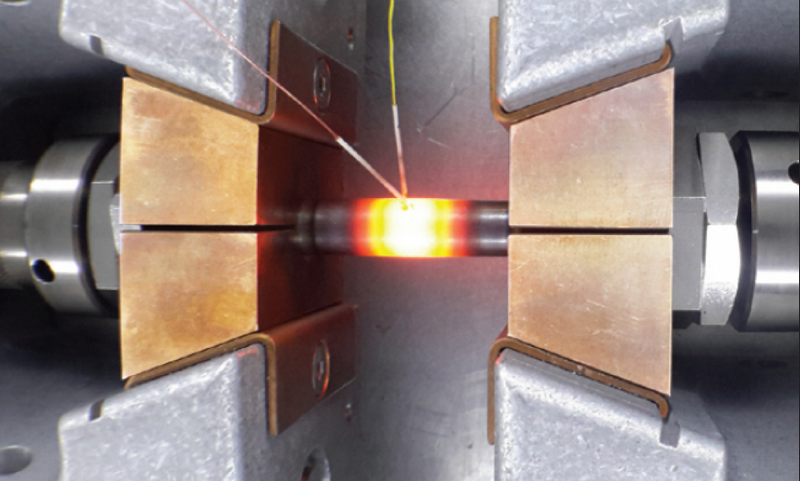
Суть процесса: вращение и давление оказываются на свариваемые металлические элементы. Технология сварки трением считается перспективной разработкой. В процессе могут вращаться как обе заготовки, так и одна из них, в то время как другая неподвижно закреплена.
В зависимости от особенностей технологии различают такую сварку:
- Трение с перемешиванием.
- Инерционная.
- Колебательная.
- С непрерывным приводом.
- Радиальная.
- Орбитальная.
Во всех случаях сила трения разогревает металл до температуры плавления, что делает возможной сварку деталей.
Основные преимущества данного способа заключаются в его высоком качестве и прочности полученной конструкции, небольшом энергопотреблении в сравнении с другими методами. Сварку таким способом можно применять для соединения металлов с разной температурой плавления. Процесс хорошо поддается автоматизации и широко используется в промышленных целях. Чаще всего такую сварку применяют при работе со стержневыми конструкциями и трубами небольшого диаметра.
5.2 Холодная
Применение этого способа сварки предполагает соединение деталей давлением. Неразъемное крепление образуется, когда элементы деформируются и вдавливаются друг в друга. Стыковка деталей становится возможна благодаря межатомным связям.
Холодную сварку делят на три категории:
- шовная;
- стыковая;
- точечная.

Технологию применяют для соединения шин, труб или проволоки. Для получения качественного и прочного соединения холодной сваркой необходимо тщательно подготовить место стыка. Результат также зависит от степени сжатия и характера воздействия — вибрационного или статичного.
5.3 Взрывом
Детальная методика данного способа сварки до сих пор не разработана, он считается одним из самых редких.
Процесс сварки взрывом начинается с установки привариваемой заготовки над основным металлом. Затем на привариваемую часть устанавливают детонатор. В качестве взрывных веществ чаще всего используют состав гранулотола, аммонита, гексогена.
После взрыва ударная волна на большой скорости направляет подвижную деталь — она ударяется о нижнюю пластину. Давление в месте контакта значительно превосходит прочность металлов, при котором они переходят в жидкое состояние. За доли секунды происходит молекулярное соединение двух металлических деталей с общей кристаллической решеткой. То есть, прочную сварку обеспечивает синхронная пластическая деформация двух элементов. При этом диффузия происходит только в верхних слоях металла за счет низкой продолжительности процесса.

Сварку взрывом используют в промышленных целях для соединения разнородных металлов. С ее помощью изготавливают крупногабаритные заготовки и детали, в том числе биметаллические, а также наносят износостойкий слой толщиной до 45 мм на металлические заготовки.
5.4 Ультразвуковая
Ультразвуковой сваркой называют соединение деталей при помощи ультразвуковых волн. Они создают колебания, которые сближают атомы свариваемых заготовок на расстояние, позволяющее им соединиться в общую структуру. Высокое качество соединений делает ультразвуковую сварку достаточно востребованной, несмотря на высокую стоимость оборудования, в производстве электросхем маленьких размеров, соединении металлов с неметаллами. Сварку можно применять точечно, контурно или шовно.

Перед проведением ультразвукового соединения деталей не нужно предварительно очищать поверхности, что экономит время. При сварке элементов из пластмассы важную роль играет возможность контролировать температурный диапазон во избежание перегрева. Ультразвук нагревает поверхность за доли секунды, не выделяя вредные пары и газы.
Череповецкий завод металлоконструкций имеет многолетний опыт изготовления мостовых конструкций, навесов, настилов, гидротехнических сооружений и других металлоконструкций. Сварка и сборка происходит с соблюдением технологий и стандартов качества. Наши клиенты получают продукцию в оговоренный срок и по выгодным ценам.
Особенности и характеристики видов сварки
Жизнь современного человека тесно связана с вещами, изготовленными с применением сварочных технологий. Речь идет не только о соединении металла, но и прочих материалов, которые можно соединить на молекулярном уровне. В статье будут рассмотрены основные виды сварки.
Понятие процесса
 Сварка – это технология создания неразъемного соединения между двумя поверхностями, путем интенсивного температурного воздействия.
Сварка – это технология создания неразъемного соединения между двумя поверхностями, путем интенсивного температурного воздействия.
Физические признаки
Металлы отличаются высокой температурой плавления. Без дополнительных факторов площадь контактные части свариваемых изделий не будут взаимодействовать друг с другом. Для изменения агрегатного состояния металла требуется повысить его температуру. По достижению определенного уровня создаются условия, при которых появляется возможность выполнить стыковку деталей с получением крепкой межатомной связи между поверхностями.
Технологичность – главное свойство сварных работ
Применяемые типы сварки зависят от характеристик рабочих элементов, а также производственных условий. Наиболее употребительными являются следующие технологии:
- Дуговая.
- Плазменная.
- Газовая.
- Сварка давлением.
- Стыковая.
- Холодная.
Важность свойств
В процессе соединения заготовок необходимо обеспечить надежную защиту зоны температурного воздействия от агрессивного влияния кислорода в атмосфере. В противном случае в области обработки будут активно развиваться коррозионные процессы, ухудшающие качество конструкции. Основные способы предотвращения контакта расплава с воздухом:
- флюс;
- вакуум;
- защитные газы;
- пена.
[stextbox можно вносить непосредственно в зону контакта, как при автоматической сварке. Дуговая технология подразумевает использование стержней с флюсовым материалом, который расплавляясь, защищает сварочную область.[/stextbox]
Классификация
Классификацию сварки металлов осуществляют исходя из характера воздействия на плоскость:
- Термический класс. Характеризуется бесконтактным способом воздействия на поверхность – электрической дугой или пламенем газа.
- Термомеханический класс. Данный вид сварочных работ сочетает в себе бесконтактное воздействие, для достижения нужной температуры, а также механического давления для выполнения соединения.
- Механический класс. Заданные тепловые параметры получают исключительно за счет механического воздействия на соединяемые изделия.
Ниже будут рассмотрены виды сварок и их краткая характеристика, для каждого класса.
Термический класс
Сварочная дуга
Сварочная дуга – это источник тепловой энергии для расплава металла. Представляет собой электрический разряд, возникающий при разрыве цепи. В качестве питающего механизма применяются устройства, работающие на постоянном или переменном токе.
Электродуговая
Электродуговая технология – наиболее распространенный способ соединения металлических изделий. Своей популярностью обязан относительной простоте применяемого оборудования и низкой себестоимости выполнения работ. Известно несколько видов дуговой сварки.
Ручная дуговая
Работы выполняются электродами с флюсовым покрытием и аппарата для сварки. Метод получил свое название благодаря функциям, которые осуществляются сварщиком:
- Выбор направления движения стержня и его скорость.
- Длина дуги;
Под действием высокой температуры флюс расплавляется. Одни компоненты попадают в зону расплава, улучшая качественные характеристик, другие остаются на поверхности, образуя защитную пленку.
Неплавящимся электродом
В качестве электродного материала используются тугоплавкие элементы: вольфрам или графит. Температура плавления базовой поверхности ниже, чем у электрода. Это обстоятельство увеличивает срок эксплуатации стержней. Допустимо использование присадочных металлов. Ввиду отсутствия флюса, работы ведутся в среде инертных газов.
Механизированная плавящимся электродом в среде защитного газа
Данный вид работ характеризуется применением особого присадочного материала – электродной проволоки, состав который зависит от свойств рабочей поверхности. Для подачи материала в зону сварки используют подающие механизмы. Они могут быть как одним из узлов агрегата, так и автономным оборудованием. Проволока не имеет защитного покрытия, поэтому соединение выполняют под защитой газа. При его отсутствии используют особый тип присадки – порошковую проволоку, которая содержит флюс для защиты шва. Для работы применяются аппараты, функционирующие в полуавтоматическом режиме.
Под флюсом
В этом случае на зону соединения вносят флюсовый состав, при плавлении которого возникает газовый пузырь, служащий барьером для вредных атмосферных факторов. Подчиняется требованиям ГОСТа 8713-89. На серийных производствах имеются установки, выполняющие сварку под флюсом в автоматическом режиме.
Электрошлаковая
Особенностью метода является система подачи тепловой энергии: ток проходит через флюс, нагревая его. Затем происходит плавление присадочного материала и заготовки. Способ незаменим при вертикальных соединениях с углублением, относительно основной плоскости.
Орбитальная
Метод промышленного стыкования поверхностей с круглым сечением, таких как трубы. Существует два способа реализации неразъемной связи. В первом случае заготовки вращаются вокруг своей оси. Под действие силы трения достигается рабочая температура. Во втором случае изделия зафиксированы, а вокруг них вращается подвижная головка аппарата для дуговой сварки. В этом случае используется электродная проволока.
Газопламенная
Технология характеризуется использованием тепловой энергии, образующейся при сгорании горючих газов и их смесей. В зависимости от массовой доли кислорода, определяется характер пламени. Оно может быть трех типов:
- окислительное;
- нейтральное;
- восстановительное.
[stextbox перспективным считают использование дециана. Препятствием к распространению является его токсичные свойства, однако рабочие параметры газа сопоставимы с технологией дуговой сварки, поэтому ученые активно ищут возможность устранения вредных факторов.[/stextbox]
Плазменная
Рабочим инструментом является плазмотрон, генерирующий высокотемпературную плазменную дугу. В качестве механизма регулировки струи используют электромагнитные силы, увеличивая скорость ионов до необходимой величины. Помимо сварки, плазму используют наплавки, резки и напыления.
Электронно-лучевая
Высокотехнологичный метод, отличающийся принципом нагрева поверхности – для повышения температуры используется электронная пушка, которая создает поток электронов. Соединение элементов выполняют в условиях вакуумных камер.
Лазерная
На зону соединения воздействуют тонким лазерным лучом, который характеризуется точностью обработки и малым влиянием на зону вокруг шва. Это помогает избежать деформаций при работе с тонколистовыми материалами. Специалисты рекомендуют варить конструкции в среде защитных газов.
Стыковой метод соединения пластмасс оплавлением
Исходя из названия, для оплавления пластиковых изделий используется нагревательный элемент с покрытием из тефлона.
С закладными нагревателями
Еще один метод соединения полимеров. Нагрев осуществляется элементами сопротивления, которые устанавливают на соединительную муфту. После монтажа заготовки подается электрический ток, расплавляющий пластик.
Термомеханический класс сварки
Кузнечная
В качестве рабочего инструмента использовался кузнечный молот, деформирующий заготовки. Является самым старым способом выполнения соединения. В настоящее время практически не используется.
Контактная
Наиболее популярный способ данного класса. Рабочий цикл включает в себя два этапа. Первый – плавление поверхности до пластичного состояния. Второй – давление на нагретые элементы, которое может осуществляться как вручную, так и с помощью различных приводных механизмов. Подвидами контактной технологии являются.
Точечная
Популярная технология, которая может быть реализована в домашних условиях. Изделие помещают между двумя стержнями, выполняющими роль электродов. На них подается кратковременный импульсный заряд, нагревающий плоскость. Затем заготовка сжимается электродами, образуя межатомное соединение.
Стыковая
Основное отличие технологии заключается в ширине воздействия на поверхность. Соединение выполняется по всей плоскости касания. Существует два способа создания соединения:
- сопротивлением;
- непрерывным оплавлением.
[stextbox оплавления используется на промышленных предприятий. Его цель – автоматизация процесса сваривания различных металлических конструкций.[/stextbox]
Рельефная
Метод характеризуется специфической подготовкой к свариванию. На контактные плоскости предварительно устанавливают возвышения, называемые рельефами. После выполнения стыковки по точкам на них подают электрический ток, который вызывает деформацию рельефов.
Диффузионная
В основе технологии лежит явление диффузии – взаимного проникновения частиц друг в друга. При повышении температуры интенсивность движения атомов возрастает, создавая оптимальные условия для соединения деталей. Процесс протекает в условиях безвоздушного пространства или в среде защитных газов.
Высокочастотными токами
Металл плавится под влиянием токов высокой частоты. После кристаллизации обрабатываемой зоны образуется прочный сварной шов.
[stextbox способ соединения, не попадающий под классификацию способов сварки. Это соединение мягких тканей в медицинской практике, которое проводится путем воздействия высокочастотного тока на отдельные участки организма, нагревая их до 70 Сº.[/stextbox]
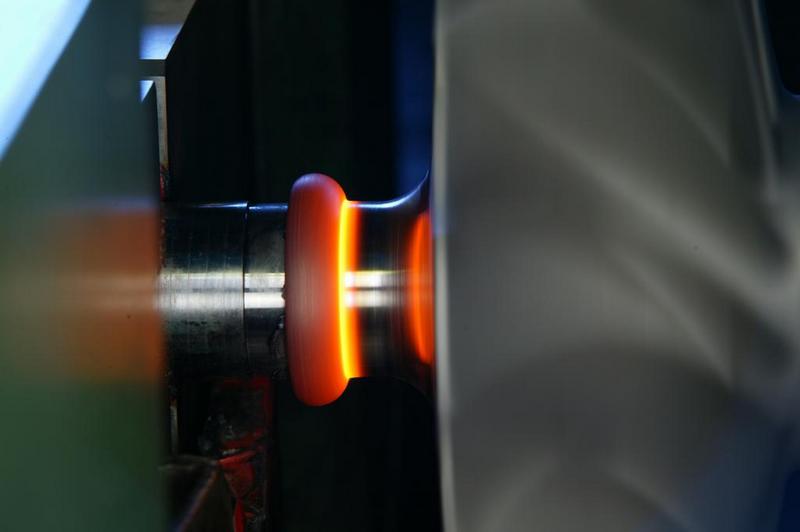
Трением
Основное преимущество данного способа сочленения – возможность работы с разнородными металлами. Согласно технологическим требованиям, одна заготовка должна быть надежно зафиксирована в специальном суппорте. Вторую раскручивают вокруг своей оси и под давлением стыкуют с первой. Тепловой энергии, которая выделяется за счет силы трения, достаточно для образования новых молекулярных связей.
Механический класс
Взрывом
Основной способ для получения биметаллических соединений. Для спекания заготовок используют тепловую энергию, которая освобождается при взрыве.
Ультразвуковая
Данный способ использует ультразвуковые колебания для образования неразъемных связей между атомами. Уникальность технологии заключается в возможности сваривания различных материалов, начиная от металла, заканчивая кожей или стеклом.
Холодная
Уникальный метод сваривания материалов, который отличается низкой рабочей температурой, находящейся ниже уровня рекристаллизации структуры металла. Технологические требования заключаются в тщательной подготовки рабочей плоскости. Она должна быть очищена от чужеродных элементов. Непосредственно перед началом цикла производят обезжиривание поверхности.
Эту сварку давлением применяют для работы с материалами, чувствительными к температурным перепадам.
Международные обозначения
При выполнении работ на территории России, в строительстве и других отраслях промышленности, все сварочные процессы подчиняются требованиям ГОСТа Р ИСО 4063-2010. Это отечественный аналог международного стандарта ISO 4063:2009.
В искусстве
Художественная сварка – это недавно зародившееся направление в искусстве. Мастера, занимающегося созданием скульптурных композиций называют арт-сварщиком. В Москве, и других крупных городах, проходят многочисленные выставки, которые знакомят ценителей с новыми произведениями.
Можно с уверенностью утверждать, что художественной сваркой по металлу с каждым годом интересуется все больше людей.
Заключение
В статье было рассказано, какие бывают виды сварки: от электросварки до соединения ультразвуком.
[stextbox 6-го разряда Гресь Олег Станиславович Опыт работы 20 лет: «Месяц назад был на выставке сварочных композиций. Если честно, я был поражен – несмотря на то, что в описании указывалось, что работы выполнялись любителями, замысел и качество реализации были на высоте».[/stextbox]
Какие виды сварки бывают: классификация и характеристика способов сварки
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
В этой статье:
- Термитная сварка
- Электродуговая контактная сварка
- Газопламенная сварка
- Электрошлаковая сварка
- Плазменная сварка
- Термомеханический класс сварки
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.

Термическая сварка применяется для соединения:
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой “ССР” — “стыковое соединение рельсов”.
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)

В международной системе классификации обозначается как ММА — Manual Metal Arc. Наиболее бюджетный способ сварки, поскольку аппараты ММА стоят дешевле остальных. Подходит для работ в гараже, на даче и для неответственных соединений на производстве. Электрическая дуга горит здесь между изделием и концом плавящегося электрода, размещенного в держателе.
Электрод состоит из металлического стержня и обмазки. Стержень тоже плавится от температуры дуги и жидкий металл переносится на изделие, заполняя стык. Обмазка выступает в качестве защиты жидкой сварочной ванны. Покрытие электрода плавится, создавая газовое облако, препятствующее воздействию внешней среды.
Сварщик манипулирует держателем и электродом, задавая ширину, высоту шва и глубину проплавления. Электрод постоянно укорачивается, поэтому требуется навык, чтобы научиться удерживать зазор между концом электрода и изделием в пределах 3-5 мм.
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Аргоновая сварка (TIG)

В международной системе прописывается TIG — Tungsten Inert Gas. При аргонодуговой сварке электрическая дуга горит между концом вольфрамового электрода и изделием. Сварщик манипулирует горелкой. Вольфрамовый электрод не плавится, поэтому зазор выдерживать легче. Защита сварочной ванны осуществляется путем подачи аргона от баллона, через редуктор в горелку. Газ запускается за полсекунды до начала сварки и продолжает дуть еще пару секунд после. Это надежно изолирует расплавленый металла от внешнего воздействия.
Для заполнения зазоров и увеличения высоты сварочного шва используется присадочная проволока или присадочные прутки. Они должны быть из такого же сплава, что и основной металл. На плотно сведенных сторонах листовых сталей 1.0-1.5 мм возможна сварка без присадки, если на изделие не будут оказываться высокие механические нагрузки.
За счет остро заточенной вольфрамовой иглы сварочные швы получаются узкими и аккуратными, поэтому после наложения часто не нуждаются в обработке. Толщина проплавления зависит от силы тока. Самые мощные аппараты для аргоновой сварки выдают 400 А, чего хватит для сваривания деталей толщиной 30 мм. В таком случае применяются горелки с водяным охлаждением. При сварке тонких сталей до 5 мм подойдут аппараты с воздушным охлаждением.
Аргоновой сваркой соединяют:
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
Сварка полуавтоматом (MIG/MAG)

Сварка полуавтоматом имеет два обозначения в международной системе. MIG подразумевает защиту сварочной ванны инертным газом (Manual Inert Gas), а MAG — защиту активным газом (Manual Active Gas). К инертным газам относятся аргон и гелий, к активным — углекислота. Возможна сварка смесью аргона 80% и углекислоты 20%.
При сварке полуавтоматом дуга горит между концом проволоки и изделием. Проволока подается через горелку. Задействуется подающий механизм с роликами (чаще всего толкательный, хотя бывает и тянущий), барабан, катушка. Возможна установка кассеты весом 1-15 кг, что зависит от вместимости отсека полуавтомата.
Проволока одновременно выступает присадочным материалом. Поскольку подается она автоматически, то сварщику только остается управлять горелкой, задавая ширину и высоту шва. На аппарате есть регулировка силы тока и скорости подачи проволоки. Сварка ведется постоянным током, но есть модели AC/DC.
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом

Стандарты флюсовой сварки прописаны в ГОСТ 8713-79. Дуга в сварке под флюсом горит между концом проволоки и изделием. Проволока служит электродом и присадочным материалом, подаваясь автоматически от барабана. Впереди сварочной головки движется бункер, из которого подается флюс.
Флюс — это гранулированное вещество для защиты сварочной ванны. Оно плавится и выделяет газ, отталкивающий воздух. Дуга горит в слое порошка, поэтому искры практически не вырываются на поверхность, обеспечивается минимальное разбрызгивание металла. Есть модели, которые после сварочной головки имеют всасывающее сопло. Оно снимает флюс с уже наложенного шва, чем достигается экономия расходного материала и очищение поверхности. Флюсы различаются по составу (высококремниевые, низкокремнистые, безкремнистые), что определяет их пригодность для сварки конкретных металлов.
Сварка под флюсом бывает автоматическая и полуавтоматическая. Сварочное исполнительное устройство (каретка) перемещается по изделию при помощи роликов, цепи. Источник тока располагается рядом на стационарном месте и связан с кареткой кабелями. Технология применяется для соединения труб большого диаметра, прокладки магистралей.
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
Термомеханический класс сварки
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Какие саморезы используются для крепления гипсокартона
Принимая важное решение заняться выравниванием потолка или стены гипсокартоном, следует изучить все тонкости работы. Одним из важных пунктов является выбор саморезов для профилей, для гипсокартона. Они имеют отличительные различия в технических характеристиках, а также по функциональности. Шурупы для гипсокартона и профилей продаются на строительном рынке, в супермаркетах. Но, как же узнать Какие нужны шурупы для крепления листов ГКЛ.
Разновидности саморезов
Все применяемые крепежи в гипсокартонной конструкции условно делятся на 2 большие группы:
-
Шурупы для профилей с сверлом и без.
 Саморезы, применяемые для крепления профиля к подвесам и крабам
Саморезы, применяемые для крепления профиля к подвесам и крабам
Саморезы для гипсокартона обычные черные.
 1. саморезы для металла с мелкой резьбой. 2. саморез по дереву
1. саморезы для металла с мелкой резьбой. 2. саморез по дереву
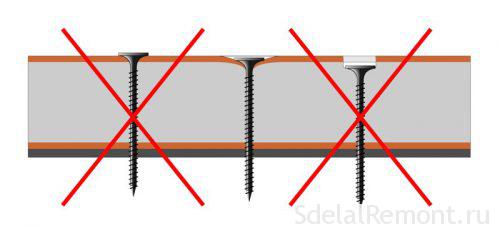
Важность заключается в том, что – неправильно подобранные саморезы создадут хлипкость всей конструкции из гипсокартона. Это приведет к скорой деформации.
Не используйте для крепления листов ГКЛ саморезы со сверлом. В профиль с использованием шуруповерта отлично заворачиваются обычные черные шурупы с мелкой резьбой.
Для определения сколько нужно саморезов для закупки воспользуйтесь калькулятором.
Саморезы для соединение профилей и подвесов
Разберемся какие саморезы нужны для профиля? Шурупы по металлу разделяются на 2 вида. Каждый отличен по своим техническим возможностями и предназначен выполнять определенные функции.
 Разница использования шурупов
Разница использования шурупов
Здесь нужно отметить, что возможно использование саморезов как с сверлом так и без. Выбор будет зависить от качества профилей. Лучше держат шурупы без сверла но их тяжеловато вкручивать через два профиля, а для крепежа подвесов самое то.
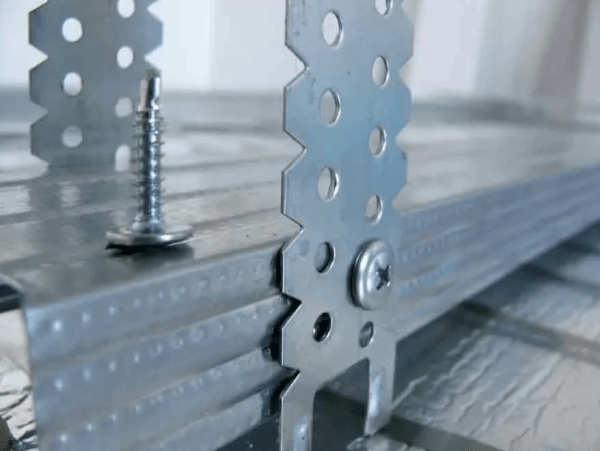
Шуруп с пресшайбой
Среди мастеров есть такие названия шурупов как «семечки», «клопики». Они имеют маленькие размеры, применяются для фиксации профилей друг к другу и являются самыми популярными.
Саморез по ГКЛ покрыт либо оцинковкой, либо оксидированным покрытием. Несмотря на различные наконечники функциональность у крепежей одинаковая. Для того чтобы монтировать эти саморезы предварительная подготовка не требуется. Они легко монтируются при помощи шуруповерта или дрели. Тонкий наконечник быстро проделывает отверстие и путем небольшого надавливания на шуруп он плотно фиксируется в профиле.
Для экономии шурупов и быстрого монтажа используйте просекатель профиля.
С его помощью таких саморезов производится прочная фиксация профиля к обрешетке или же фиксация металлических подвесов. Работать с шурупом разрешается без предварительного сверления отверстий. Тонкий кончик пробивает основание материала, а шляпки плотно фиксирует прикручиваемые элементы. Самый популярный размеры самореза для фиксации конструкции и обычных профилей длиной 13- 16мм.
 Саморез обычный с прессшайбой
Саморез обычный с прессшайбой  Саморез со сверлом с пресшайбой
Саморез со сверлом с пресшайбой 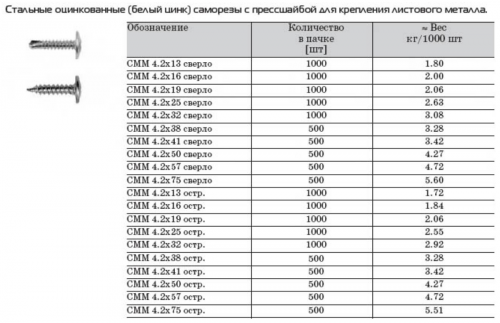 Размеры, количество и вес
Размеры, количество и вес
Фосфатированные конусообразные шурупы
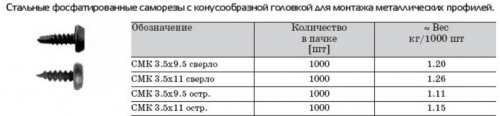
Отличительные особенности головки:
- Если соскакивает инструмент о головку шурупа поранится невозможно – она закругленная;
- Удобно прижимать саморез во время монтажа отверткой или шуруповертом;
- С такой готовкой в некоторых случаях возможно использование шайбы, прокладки;
- Цилиндрическая форма гарантирует надежную фиксацию.

Дюбель гвозди для крепления профиля к бетонным стенам, потолкам
Крепежи предназначенные для крепления профиля к кирпичной, бетонной стене. Используются специальные саморезы с винтовой нарезкой в комплекте с дюбелем. Нарезные винты выполнены из прочной стали и покрыты средствами, которые защищают металл от коррозии. На шляпке ударного винта есть крестообразный рисунок, который позволяет сделать монтаж (демонтаж) крепежа. Дюбель имеет распорную часть, фиксирующую элемент в стене (потолке) при завинчивании туда самореза. Предохранительная часть дюбеля не дает возможности преждевременно сработать распорной части во время монтажа. Использование дюбель гвоздей позволяет ускорить монтаж. Отверстие сверлится перфоратором, (буром М6) прям через профиль вбивается дюбель.
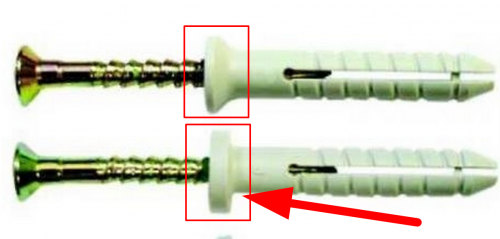 Подразделяются по виду шляпки
Подразделяются по виду шляпки
Саморезы с дюбелями для бетонной поверхности производятся 2 типов: потайная шляпка, грибовидная форма. Грибовидная шляпка отличается увеличенным воротником, что дает возможность увеличить площадь прикрепляемых элементов. Потайная шляпка при монтаже полностью заходит в материал и не торчит на поверхности. Это дает возможность проводить дополнительные работы.
На строительном рынке саморезы для крепления профиля к бетонной (кирпичной) поверхности предлагаются упакованными в пачки.
| Наименование | Количество штук в пачке, шт. |
| Ударный шуруп 6*40 грибовидная шляпка | 100, 200 |
| Ударный шуруп 6*60 грибовидная шляпка | 100 |
| Ударный шуруп 6*60 потайная шляпка | 100 |
| Ударный шуруп 6*80 потайная шляпка | 100 |
| Ударный шуруп 8*60 потайная шляпка | 100 |
| Ударный шуруп 8*80 потайная шляпка | 50 |
| Ударный шуруп 8*100 потайная шляпка | 50 |
| Ударный шуруп 8*120 потайная шляпка | 50 |
Для бетонной стены используют дюбеля 6*40. Данный вид крепежа прочно фиксирует направляющие профили к основанию, на которые ложится большая нагрузка всего металлического каркаса.
 Саморез с дюбелем грибовидная шляпкой 6*40
Саморез с дюбелем грибовидная шляпкой 6*40
Саморезы для крепления профиля к дереву
Шурупы отличительны по длине, а также шагу сечения. Для крепления профиля к дереву применяются саморезы длиной 25мм. Данные шурупы разделены на 2 вида: фосфатировнные – черного цвета и универсальные желтого цвета. Оба вида шурупов имеют потайную головку с крестообразным рисунком для правильного монтажа крепежа. А также шаг резьбы – редкий.
Для монтажа шурупа нет необходимости делать дополнительные отверстия при помощи дрели. Они легко прокалывают поверхность и входят в основание, при этом происходит прочная фиксация.
 Саморезы по дереву для фиксации гипсокартонного листа к каркасу или деревянной основе
Саморезы по дереву для фиксации гипсокартонного листа к каркасу или деревянной основе
В случае фиксации гипсокартона к деревянной обрешетке, следует применить специальные саморезы по дереву. У данных шурупов резьба широкая, это дает легкость закручивания и прочность фиксирования. Размеры применяемых шурупов различны. Но, чем мягче порода дерева, тем длиннее должен быть шуруп.
 Монтаж самореза по дереву
Монтаж самореза по дереву
В продаже шурупы могут быть в пачках и россыпью. Для вычисления на один направляющий профиль длиной 3 метра потребуется монтировать около 20 шт саморезов при таком расчете расстояния через 15- 20 см.
Саморезы для крепления гипсокартона
Рассмотрим какие саморезы нужны для гипсокартона. Они различны на внешний вид, по размерам, по цвету.
 Крепление гипсокартона без фаски к металлическому каркасу саморезами
Крепление гипсокартона без фаски к металлическому каркасу саморезами
Листы гипсокартона крепятся к созданному металлическому, деревянному каркасу, а также непосредственно к черновому основанию. Оно может быть бетонным, кирпичным, из дерева. Для каждого отдельно взятого крепления есть специально предназначенные крепежи. Саморезы по гипсокартону производятся из прочной сстали с обработкой от воздействия коррозии, окисления.
Лист гипсокартона, в большинстве случаев, крепится к созданному каркасу из металлических профилей. Крепеж вгоняется в лист с небольшим притоплением, чтобы поверхность оставалась ровной и гладкой.
 Как правильно крепить лист
Как правильно крепить лист
Для этого процесса используются саморезы для ГКЛ с мелким шагом резьбы. Кончик шурупа острый, для хорошего вхождения в металл. Саморезы для гипсокартона размеры которых начинаются от 16мм. Применяется в зависимости от толщины гипсокартонного листа, а также его количества.
В основном для фиксации одного листа гипсокартона применяются саморезы размерами 3.5*25мм. Если требуется крепить второй слой гипсокартона, тогда нужны шурупы 3.5*35мм, упакованные по 1000 шт. в 1 упаковку.
Шляпка винта для гипсокартона создана таким образом, что при фиксации его верхний слой картона остается невредимым, при этом шуруп заходит «заподлицо». Для вкручивания применяется электрический или аккумуляторный шуруповерт с контролем силы затяжки. Шурупы для гипсокартона выполняются в точном соответствии стандартов качества и по заданным размерам.
Правильный выбор при покупке
Покрытие самореза. Кроме основного материала из которого изготовлен шуруп, он покрывается оболочкой.
- Фосфатированное покрытие – имеет черный цвет. Применяются крепежи в помещениях с повышенной влажностью.
- Оксидированное покрытие – черный цвет. Наносится защитная пленка и используется в помещении с нормальным уровнем влажности.
- Оцинкованное покрытие – использования внутри помещения, снаружи дома.
А также саморезы имеют отличия по форме головки, по резьбе, наконечнику.
 Отличие наконечника
Отличие наконечника
Правильно выбрать обычный крестообразный PH шпиц под биту.
 Бита PH2 крестообразная
Бита PH2 крестообразная
При выборе саморезов для ГКЛ следует обращать внимание на размер, вес. Все элементы должны быть с ровными головки и крестовидные углубления иметь четкие грани.
Виды саморезов для гипсокартона
Гипрок представляет собой распространенный способ обшивки стен и потолков, их выравнивания, зашивки утеплителя, а также сооружения подвесных конструкций или подиумов. Существуют разные способы крепления материала к основаниям, но наиболее надежным из них считается монтаж на саморезы для гипсокартона.
Таблица видов саморезов по ГКЛ
Саморез представляет собой крепежный элемент, под который не требуется предварительно сверлить основание – наличие заостренного конца и нанесенной резьбы позволяет детали самостоятельно проникать внутрь различных поверхностей.
Важно! Нужно выбирать наиболее крепкие изделия, так как от надежности крепления зависит не только необходимость повторного ремонта, но также жизнь и здоровье проживающих людей.
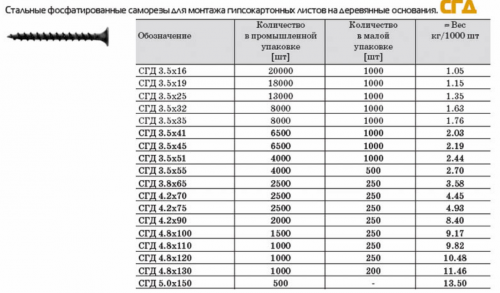
В следующей таблице можно посмотреть возможные размеры данного типа саморезов, в каком количестве измеряется партия, сколько стоят:
| Параметры, мм | Фасовка, кг | Приблизительная цена, руб |
| 3,5*16 | 1 | 155 |
| 3,5*19 | 1 | 158 |
| 3,5*25 | 1 | 184 |
| 3,5*32 | 1 | 233 |
| 3,5*35 | 1 | 244 |
| 3,5*41 | 1 | 287 |
| 3,5*45 | 1 | 315 |
| 3,5*51 | 1 | 357 |
| 3,5*55 | 1 | 616 |
| 3,8*25 | 1 | 626 |
| 4,2*65 | 1 | 629 |
| 4,2*70 | 1 | 684 |
| 4,2*75 | 1 | 782 |
| 4,2*90 | 1 | 1109 |
| 4,8*95 | 1 | 1129 |
| 4,8*100 | 1 | 1211 |
Наличие резьбы у шляпки самореза отображает, какой тип отвертки или шуруповерта можно использовать для монтажных работ. Использование продукции с фосфатным покрытием позволяет выполнять плотную фиксацию обшивки на деревянный каркас.
Между собой саморезы для гипсокартона могут отличаться по цвету, размеру, типу резьбы, размеру шляпки, наличию дюбеля, назначению, типу покрытия, наконечнику.
Саморезы ГКЛ металл
Под монтаж гипсокартона к металлическому каркасу могут быть использованы изделия со сверлом или без него. Выбор устанавливается согласно качества используемого металлического профиля. Например, отсутствие сверла никак не мешает монтажу подвесов, но станет дополнительным препятствием при креплении сквозь двойной профиль.
Саморез-бабочка
Саморез для гипсокартона с дюбелем-бабочкой отличается особой формой: до эксплуатации стенки дюбеля плотно прилегают к металлическому стержню, а после закручивания сильно раскрывается. Такой способ монтажа предполагает максимально крепкую фиксацию материала внутри основания.
Использование бабочки позволяет расширить площадь давления на поверхности гипсокартона от массы прилегающих предметов.
Данная разновидность метизной продукции применяется для обшивки гипроком при отсутствии металлического каркаса. Если можно обойтись без остова, то следует позаботиться о наиболее безопасной отделке.
Помогает прочно скрепить два слоя гипсокартона, ДСП. Можно сочетать с другими методами крепления под усиление.
 Саморез-бабочка
Саморез-бабочка
Саморез «клоп», «блошка»
Крепление между собой металлических профилей каркаса осуществляется при помощи элементов малого размера, которые в народе называют клопами. Шаг саморезов для гипсокартона частый, на внутренней стороне шляпок имеются специальные насечки, которые не дают резьбе раскручиваться обратно.
Выделяют две больших группы клопов: со сверлом, с острым концом. Наличие на конце сверла позволяет прокладывать отверстия сквозь металл, толщиной до 2мм. Острый конец способствует формированию отверстий внутри металлопрофиля с толщиной поверхности до 1,2 мм.
Саморезы типа блошка отличаются размерами 3,9*9,5 мм, сильно заостренным концом, который плавно проходит сквозь различные препятствия без специальной подготовки. Предварительное сверление отверстий не требуется при толщине металлопрофиля до 1,2 мм.
Размеры метизных изделий
При монтаже гипрока на каркас используются крепежи с часто нанесенной резьбой, что способствует повышенному сцеплению. Дерево прикручивают на изделия с редкой резьбой, чтобы максимально сохранить структуру материала.
Монтаж ГКЛ к деревянной обрешетке осуществляется при помощи продукции с сечением 3,5 мм и длиной 19-55 мм, 3,8*64 мм, 4,2 мм * 70 или 76 мм, 4,8 * 90-152 мм.
Обшивка гипроком металлического каркаса толщиной до 2 мм осуществляется саморезами-бурами со сверлом в окончании.
Гипсоволокнистые плиты предполагают использование элементов с уменьшенной шляпкой, иначе называемой потайной. Закручивают такие саморезы для гипсокартона крестовой отверткой, наконечник острый, резьба двухзаходная. При толщине каркаса 0,9 мм выбирают саморезы с сечением 3,9 мм, длиной 19, 25, 30 или 45 мм.
 Параметры саморезов
Параметры саморезов
Сколько нужно саморезов
Чтобы правильно рассчитать количество расходного материала необходимо изначально точно определить размеры листов ГКЛ, количество материала обшивки заданного пространства. Если используется сырье нестандартного размера, расчет осуществляется с учетом индивидуальных размеров.
Саморезы по гипсокартону вкручивают со стандартным шагом, которым считается 35 см – этого достаточно для обеспечения надлежащей прочности покрытия.
Если будет осуществляться обшивка в два слоя, то учитывают смещение листов поверх стыков предыдущего этапа работ. Тогда изменятся размеры используемых листовых заготовок, вероятно смещение точек фиксации, их количество, вероятно, увеличится.
Примерно на один лист уходит около 70 единиц продукции, соответственно, при отделке в два слоя эта цифра превысит 100.
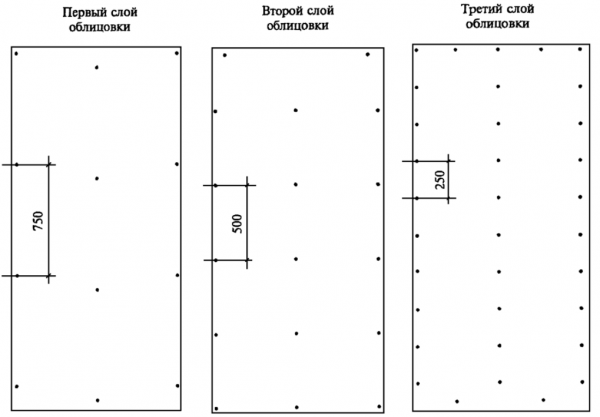 Схема расчета количества саморезов
Схема расчета количества саморезов
Металлокаркас
Расчет количества саморезов для гипсокартона под сборку каркаса из металлопрофиля начинается с сбора общей информации о будущей конструкции.
То, сколько саморезов потребуется, зависит от размеров обшиваемой стены, веса каждого используемого листа. Необходимо учесть крепление прочих предметов после окончания отделки: бра, картин, кронштейнов под телевизоры и прочее.
Чем больше величина предполагаемой нагрузки, тем прочнее требуется каркас. Соответственно, будет использоваться увеличенное количество профилей, потребуется много саморезов для сборки.
Средний шаг вкручивания при сборке остова может розниться от 10 до 30 см, в зависимости от сложности исполнения.
 Саморезы для металлокаркаса
Саморезы для металлокаркаса
Каркас из древесины
Дерево используют реже, материал более сложной структуры, меньшей плотности требует использования отдельного вида саморезов под крепление гипсокартона. Данная ситуация предполагает, что точки прикручивания ГКЛ будут расположены на удалении друг от друга.
Если накрутить саморезы для гипсокартона слишком часто, целостность слоев древесины нарушится, металлические изделия попросту вылетят с места – им не за что будет плотно зацепиться.
Принцип расчета количества крепежной продукции для дерева не отличается от аналогов по древесине.
 Саморезы для деревянного каркаса
Саморезы для деревянного каркаса
Предварительный расчет
На монтаж вертикальных конструкций чаще оставляют расстояние между крепежами 25 см. тогда при длине листа 250 см на одну сторону фиксации уйдет 10 саморезов. С учетом того, что между профилями каркасной части расстояние 60 см.
Соответственно, если под гипсокартоном располагаются три вертикальные стойки остова, то закручивают не менее 30 саморезов по длине.
Далее смотрят ширину используемого материала. Если лист 120 см, то делают мелкий шаг
12 см. то есть, на верх, низ, середину пойдет еще около 10 единиц на каждый лаг.
Когда собирают потолочное сооружение, а между вертикалями каркасной конструкции оставляют 40 см, шаг монтажа составит 15 см с целью повышения прочности. При общей схеме вычислений понадобится более 100 саморезов на один лист ГКЛ. Соответственно, наличие второго слоя предполагает отдельный расчет саморезов для гипсокартона.
 Сборка потолочной конструкции
Сборка потолочной конструкции
Как закрепить ГКЛ на саморезы
Сначала выполняют полную сборку каркаса, внутри которого скрепляют, протягивают коммуникационные линии. Если собираются вентиляционные каналы или иные объемные сооружения, их строят заранее, с учетом расстояния между основанием и подвесным потолком.
Далее от каждого угла начинают прикладывать по листу гипрока. По углам сперва закручивают болты не до конца. Сначала нужно удостовериться, что гипсокартон приложен ровно. Если все в порядке, переходят к монтажу по периметру, последним фиксируют центр. Остается выполнить закручивание саморезов для гипсокартона по углам до конца.
Все саморезы слегка утапливаются внутри гипсокартона, чтобы выступающие шляпки не стали препятствием дальнейшей отделке.
По завершению работ все стыки максимально заполняются шпатлевкой, сверху проклеиваются лентой-серпянкой. Швы между стенами и гипроком обрабатывают герметиком. После этого можно переходить к оштукатуриванию общей площади покрытия, декоративной облицовке.
Крепежные изделия необходимо подбирать согласно используемому материалу. Если использовать не саморезы для гипсокартона, а другие вариации, то плотности вкручивания может оказаться недостаточно. Тогда ГКЛ начнет отступать, появятся провалы или вспучивания.
Как выбрать саморезы для гипсокартона: виды по назначению и использованию
На чтение: 5 минут Нет времени?

Гипсокартонные конструкции, благодаря своей универсальности, широко используются при ремонтных работах в жилых, коммерческих, технических и производственных помещениях. Их прочность и внешний вид не в последнюю очередь зависит от типа используемых крепёжных материалов. В этой статье речь пойдёт о том, как выбрать саморезы для гипсокартона, будут рассмотрены виды метизов, их основные характеристики и области применения.
Читайте в статье
Классификация саморезов для гипсокартона
Рынок стройматериалов предлагает широкий выбор крепёжный средств, которые можно использовать при монтаже гипсокартонных конструкций. Чаще всего классификация саморезов для ГКЛ осуществляется по следующим параметрам:
- материал изготовления;
- назначение (тип резьбы);
- тип наконечника;
- размеры;
- вид антикоррозионного покрытия.
Рассмотрим перечисленные параметры более подробно.

По материалу изготовления
Эксплуатационные характеристики саморезов для гипсокартона напрямую зависят от материала изготовления и его термической обработки. Чаще всего на производстве используются следующие материалы и технологии:
- углеродистая сталь (ГОСТ 1050) с защитным цинковым и цинкохроматирующим покрытием, нанесённым методом гальванирования;
- легированная сталь (ГОСТ 4543) с фосфатным покрытием или без адгезионного антикоррозионного слоя (защита от влаги реализована простым промасливанием минеральными маслами);
- нержавеющая аустенитная сталь марки А2 или А4 (AISI 304) без дополнительных защитных покрытий;
- латунь — саморезы производятся по техническим условиям (ТУ), материал характеризуется высокой устойчивостью к коррозии, но низкими прочностными характеристиками. Допускается к применению в самонесущих конструкциях, которые не подвергаются значительным механическим нагрузкам.
Саморезы с самонарезающими винтами изготавливаются из стали 10кп, 10, 10пс (ГОСТ 11650 и ГОСТ 11652). Проходят дополнительную термическую обработку — закалку.
По виду резьбы (назначению)
Основное различие саморезов для гипсокартона делают по типу резьбы, от которой зависит область использования:
- для крепления гипсокартона к металлическому профилю применяется мелкий шаг резьбы, острый закалённый или сверловой наконечник;
- для закрепления ГКЛ на деревянном каркасе — шаг резьбы широкий. Это даёт дополнительную площадь соприкосновения крепёжного элемента с деревом, что способствует прочности удержания.

Важно! Если для надёжного крепления гипсокартона на металлопрофиле достаточно длинны шурупа на 5-7 мм больше толщины плиты, то для деревянного каркаса существует правило – чем мягче древесина, тем длиннее шуруп необходимо использовать. К примеру, для сосны длина метиза в древесине должна составлять не менее 15 мм.
По типу наконечника
Для крепления ГКЛ на деревянном каркасе или на металлопрофиле, толщина которого не превышает 1,2 мм, используются шурупы с острым наконечником. Если толщина металла составляет 1,2-2,0 мм, то применяются шурупы со сверловыми наконечниками. При совокупной толщине металлопрофиля, превышающей 2 мм, выполняется предварительное высверливание отверстия.

По размерам
Саморезы для гипсокартона выпускаются в следующий номенклатуре типоразмеров: длина 16-152 мм, диаметр 3,5-4,8 мм. Чаще используют 3 наиболее ходовых размера, которых, в принципе, хватит для создания гипсокартонной конструкции любой сложности:
- TN 25 (3,5 25 мм). Используются при закреплении листов на металлическом профиле. Оснащаются более надёжным антикоррозионным покрытием. Форма головки винта позволяет вкручивать его в основание заподлицо.
- TN 45 (3,5 45 мм). Используется при монтаже многослойных конструкций из ГКЛ. Также с его помощью можно закреплять подвесы.
- ТЕХ 9,5 (3,5 9,5). Применяются для соединения элементов каркаса из гипсокартонного профиля. Зачастую имеют самонарезной (сверловой) наконечник.

ФОТО: stroimdom44.ru Шурупы для гипсокартона выбираются по величине в зависимости количество слоёв ГКЛ
По защитному (антикоррозионному) покрытию
Саморезы для гипсокартона подвергаются воздействию высокой влажности как во время шпаклевки, так и при дальнейшей эксплуатации. Поэтому вопросам антикоррозионной защиты уделяется самое пристальное внимание. При производстве используется три способа защиты:
- Оксидирование – защитная плёнка формируется под воздействием высокой температуры в сочетании с парами кислот. Изделия имеют чёрный цвет с гладкой текстурой. Плёнка характеризуется средней устойчивостью к механическим воздействиям. Рекомендуется использовать при отделке помещений с нормальной влажностью.
- Фосфатирование – покрытие формируется в результате химической реакции солей фосфатов и железа. Получившийся антикоррозионный слой характеризуется высокой адгезией, как к основанию, так и к лакокрасочным покрытиям. Внешний вид покрытия чёрный, слегка шероховатый. Рекомендуется использовать в помещениях с высокой влажностью для крепления элементов, которые впоследствии будут окрашиваться.
- Гальваническое цинкование – наносится методом сендзимира или электрическим, формирует надёжное защитное покрытие толщиной 50-150 микрон. Характеризуется высоким сопротивлением влажности и различным химически активным компонентам, что особенно важно при отделке декоративными штукатурками. Внешний вид покрытия белый или жёлтый. Применяется внутри помещений с повышенной влажностью и снаружи сооружений.

ФОТО: metizprice.com.ua Защитное покрытие, нанесённое методом гальваники
Как выбрать вид самореза для гипсокартона правильно
Выбирая крепёжные элементы для гипсокартонных конструкций, рекомендуется обратить внимание на основные показатели.
Размеры. Зависят от толщины гипсокартонной конструкции (количество слоёв ГКЛ) и материала основания. К примеру, при монтаже в один лист на каркас из металлопрофиля допускается использование саморезов длиной 25 мм. А при монтаже в 2 листа или на основание из деревянных брусьев рекомендуемая длина винта 35 мм. Номенклатура размеров саморезов, использующихся для крепления элементов гипсокартонных конструкций составляет:
- длина 9,5-45 мм;
- толщина 2,5-4,8 мм.
Шаг резьбы. Полностью зависит от материала основания. Для деревянных конструкций используется шуруп с редкой резьбой, а для металлопрофиля – с частой.
Форм-фактор. К этому показателю относится форма острия, головки винта и тип шлица. Для монтажа ГКЛ используются шурупы, имеющие форму головки потайную или полупотайную. Для монтажа несущих конструкций их профилей лучше использовать саморезы с полукруглой головкой или пресс-шайбой.
Чаще всего встречаются шурупы для гипсокартона с крестообразными шлицами различного типа:
- Philips -тип «Н»;
- Pozidriv — тип «Z»;
- Torx — тип «Звезда».
Каким саморезом крепить гипсокартон к профилю
Гипсокартон часто используют для обшивки стен и потолка, а также создания перегородок. Этот материал позволяет выровнять плоскость, утеплить помещение. Крепить его к каркасу можно разными методами. Один из самых распространенных – использование самонарезающих винтов.
- Особенности саморезов для ГКЛ
- Разновидности крепежных изделий
- Материал
- Тип резьбы
- Размеры
- Расчет количества саморезов
- Правила крепления гипсокартона
Особенности саморезов для ГКЛ

Саморезы – разновидность крепежных изделий, имеющая стержень, покрытый острой резьбой. В шляпке у них имеются выемки, в которые вставляется шуруповерт или отвертка для фиксации посредством закручивания. Иногда эти крепежи считают более совершенной версией шурупов (последние отличаются от них гладким стержнем).
Гипсокартон отличается хрупкостью, и для его монтажа используют изделия с потайной или полупотайной шляпкой небольших габаритов. Характеристики резьбы подбираются в зависимости от материала обрешетки. Монтаж изделий может проводиться и без просверливания отверстий в плите, простым закручиванием в ее толщу.
Саморезы для профиля имеют большую длину, чем детали, используемые для основных креплений.
Разновидности крепежных изделий
Детали различаются используемыми для производства материалами, а также размером и типом резьбы. Также при изготовлении используются разные типы защитных покрытий.
Материал

В основном крепежи производятся из стали (углеродистой или нержавейки) либо латуни. Первый металл лучше с точки зрения прочности, второй устойчивее к коррозии.
Поскольку при последующей шпаклевке и при эксплуатации в целом изделия подвергаются действию влаги, стальные винты нуждаются в антикоррозионной обработке. Существуют такие способы:
- Оксидирование – высокотемпературное воздействие в среде, насыщенной кислотными парами. В результате крепежи покрываются пленкой, приобретают черный цвет и ровную поверхность. Защита обладает средней стойкостью к механическим факторам. Такие саморезы можно использовать в помещениях, не отличающихся высокой влажностью.
- Фосфатирование: здесь защитный слой формируется, когда сталь реагирует с фосфатными солями. Антикоррозионное покрытие, как и в предыдущем случае, получается черным, но более шероховатым. Оно хорошо сцепляется как с самим телом крепежа, так и с разными красками и лаками. Такие детали можно использовать и во влажных помещениях для фиксации конструкций, которые затем планируется красить.
- Гальваническое цинкование: на поверхности формируется тонкий цинковый слой (50-150 микрон), надежно предохраняющий от коррозии. В отличие от предыдущих вариантов, это покрытие имеет светлую окраску. Оно устойчиво к влажности и химическим составам, что позволяет использовать такие крепежи под декоративную штукатурку или краску. Но их можно применять и на поверхностях, не подлежащих последующей отделке. Такие детали подходят, в том числе, для эксплуатации во влажных помещениях и на улице.
Латунные изделия очень устойчивы к коррозии, но высокой прочностью не отличаются. Поэтому их допустимо применять только в самонесущих конструкциях, не подвергающихся серьезным механическим нагрузкам.
Тип резьбы
Его подбирают в зависимости от материала обрешетки, к которой будут прикручивать плиты.
Саморез для гипсокартона по металлу должен иметь плотную резьбу с малым расстоянием между витками, чтобы добиться качественного сцепления с каркасными профилями. Диаметр чаще всего равен 0,3-0,5 см, при этом он увеличивается пропорционально длине деталей. Наконечник у крепежей по металлу острый, если профили обрешетки тонкие, и сверловидный, если толщина составляет 1-2 мм. Если она еще больше, потребуется высверливать отверстия до установки туда саморезов. Для крепления ГКЛ на металлопрофиль вполне хватает длины винтов, на 0,7-1 см превышающей толщину плиты.
Если гипсокартон монтируется на деревянный каркас, винты должны иметь большой шаг резьбы. Такая конструкция создает большую площадь соприкосновения с древесиной и способствует более прочной фиксации. Такие различия обусловлены тем, что плотность дерева куда ниже, чем металла. Чем мягче материал, тем больше должна быть длина шурупа. К примеру, минимальное значение параметра для соснового каркаса – 1,5 см. В целом же длина саморезов по дереву может достигать 0,2 м. Крупные крепежи (толщиной более 4 мм и/или длиной от 15 см) устанавливают в заранее подготовленные отверстия.
Размеры
Размер саморезов для гипсокартона зависит от материала каркаса и толщины плит. Диапазоны габаритов варьируются в таких пределах: длина – от 1,6 до 15,2 см, диаметр – 3,5-4,8 мм. Более крупные саморезы для монтажа гипсокартона не используются.
Расшифровка маркировки обычно выглядит так: буквенное обозначение — тип крепежа, цифровое – его длина. В скобках в некоторых каталогах могут указываться диаметр и снова длина (все параметры даются в миллиметрах). К примеру, TN 25 (3,5×25) – крепеж с острым концом и фосфатированным покрытием, широко использующийся для фиксации плит к тонкому (не более 0,7 мм) металлопрофилю. Для более толстостенных каркасов (0,7-2,2 мм) используют детали с маркировкой TB, имеющие высверливающий кончик.





