Как получают и применяют водород для сварки
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.

Получение водорода
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.

В химическом выражении реакция выглядит следующим образом:
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
Преимущества и недостатки
 В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.

Недостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.

Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
 Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.

Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.

Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Современный метод пайки металлов, как работает водородная сварка
В современном мире поиск технологий, не несущих вред экологии окружающей среды, стал модной особенностью этого времени. Не обошла эта тенденция и сварочные работы. Несмотря на то, что сварка применяется уже более ста лет, основным рабочим газом остается ацетилен, но в последнее время все более популярной становится водородная сварка. Что это за метод? Есть ли отличия от обычной дуговой? Об этом, а также об особенностях этого типа сварки и об используемом оборудовании расскажем подробнее.

Особенности
Водородное пламя — прекрасная альтернатива сварке ацетиленом. При этом данная технология практически безвредна, так как во время горения дуги задействован только водород, а именно водяной пар. Но при всей безопасности, шов в результате может получиться тонким и пористым, а в сварочной зоне образоваться много шлака. Во избежание тонких и слабых швов в процессе сварочных работ к водороду добавляют другие газы. Основные 5 наименований:
- Толуол.
- Бензин.
- Бензол.
- Гексан
- Гептан.

Эти кислородные соединения облегчают процесс сварки. Их добавляют по чуть-чуть, поэтому стоимость работ весьма низкая, по сравнению с другими видами сварки.
Водородное пламя при горении абсолютно не видно, особенно при дневном освещении. Для его контроля применяются специальные датчики.
Использование баллонов с газом, в данном случае водородом, невозможно, так как высок риск утечки. Высокая концентрация водорода в помещении может вызвать приступ удушья и головокружение, а также спровоцировать взрыв.
По причине невозможного использования сжиженного газа в баллонах, его стали извлекать из воды. Для этого потребовались специальные аппараты, заполненные водой. При прохождении электрического тока через воду, она распадается на кислород и водород, количество последнего вполне хватает для сварочных работ.
Для выработки водорода посредством электролиза стали производить специальные сварочные аппараты — электролизеры, в которых дистиллят вырабатывает оптимальное количество как кислорода, так и водорода. Изначально электролизеры были довольно громоздкими, но впоследствии стали более компактными и мобильными, что совсем не повлияло на качество сварных соединений.

Преимущества и недостатки
Сварка в водородной среде пока не так известная как аргонодуговая, или же ручная. Однако, у этого метода имеется ряд положительных моментов, о которых необходимо знать:
- максимальное время входа в рабочий режим всего 5 минут;
- сварочный аппарат не требует частой перезарядки, а это экономия времени;
- компактность оборудования не влияет на мощность;
- обеспечение высоких рабочих температур позволяет работать с тугоплавкими металлами, стеклом и даже керамикой;
- готовые соединения не подвергаются окислению;
- работа аппарата от обычной бытовой сети;
- оборудование на основе воды абсолютно пожаробезопасно;
- для работы без сбоев достаточно наличие воды (по возможности, дистиллированной) и источника электрического тока;
- возможность сварки мелких довольно мелких деталей.

К достоинствам водородной сварки можно отнести то, что высокая рабочая температура горелки позволяет не только сваривать металл аккуратными и прочными швами, но и осуществлять его резку.
Перечисленные положительные свойства сварки водородом позволяют осуществлять работы при плохой вентиляции, в закрытых помещениях, туннелях, шахтах, подвалах, а также в замкнутых пространствах.
При многообразии положительных моментов, недостатком данного метода можно считать только зависимость сварочного аппарата от электрической сети.
О процессе
Для осуществления сварочных работ в водородной среде необходимо использовать качественное оборудование. Сварочный аппарат — электролизер играет далеко не последнюю роль в получении аккуратного соединения. Его основными составляющими являются:
- горелка для подачи газа к заготовкам;
- шланг для соединения элементов;
- охладитель — обогатитель, в котором скапливается лишняя влага;
- регулятор мощности тока;
- регулятор уровня пламени (гаситель).

Процесс сварки водородом проходит намного быстрее, чем у других типов. Началом служит распад дистиллята на составляющие. После этого водород из одноатомного становится двухатомным, высвобождая энергию, ускоряющую процесс соединения. Благодаря такому водороду сварные швы получаются не только аккуратными, но и герметичными.
Водородная сварка подходит практически для соединения любых металлов, даже для вольфрама. При работе с изделиями из нержавеющей стали водород растворяется в расплавленном никеле, а при взаимодействии с медью швы получаются рыхлыми и слабыми, но не окисляются.
При работе со сваркой водородом обязательным условием является направление струи пламени в противоположную от электролизера сторону, так как рабочая температура в водородной среде варьируется от 250°С до 3000°С. По этой же причине не стоит пренебрегать защитной амуницией и использовать при работе специальную одежду, обувь и очки для сварочных работ.
Аппарат своими руками
Приобрести сварочный электролизер можно в любой точке мира без особых усилий, но такая покупка нанесет сильный удар по бюджету.
Так как цена на водородные резаки довольно высока, намного экономичнее сделать своими руками. Для самостоятельного создания электролизера потребуется:
- Основная емкость. В домашних условиях для этого подойдет обычная стеклянная банка с полиэтиленовой крышкой. Минимальный объем банки пол литра. В крышке необходимо прорезать отверстия для выводов проводов, электродных контактов и газоотводной трубки. Отверстия герметизируют хорошим клеем или герметиком. Банка заполняется электролитом.
- Электроды. В качестве электродов могут выступать полоски из нержавейки.
- Гидродозатор. Это второй сосуд в схеме, в котором газы насыщаются парами горючих веществ.
- Емкость с водой. Это третий сосуд, в который отправляются насыщенные газы, он осуществляет функцию блокировки выхода газов.
- Игла от шприца. Она будет обеспечивать выход газов.
- Трансформатор. Для него подойдет аналогичный прибор из телевизора старого образца. Надо только снять вторичную обмотку и самостоятельно намотать новую медную.
- Горелка. Для этой функции прекрасно подходит игла от капельницы, так как она толще, чем игла от обычного шприца.

После закрепления всех элементов и соединения их между собой необходимо проверить герметичность всех выходов. От качества сборки зависит длительность службы аппарата.
Сварочные работы с применением водорода набирают популярность. Этот способ сваривания металлов (и не только) является самым экологически безопасным по сравнению с другими. Наиболее востребован такой метод среди непрофессионалов и в домашних условиях.
Соблюдение техники безопасности и правил индивидуальной защиты предотвратит возникновение пожароопасных и чрезвычайных ситуаций. Не стоит работать водородом вблизи от легковоспламеняющихся веществ.
Доступность схем и материалов для создания сварочного электролизера своими руками позволит изготовить его достаточно быстро и без особых затрат. Кроме того собственноручно сделанный резак лучше подходит для сварки мелких деталей.
Сварка с водородно-кислородной горючей смесью из электролиза воды
Аппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает. Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение.
А вот у сторонников малой механизации – любителей создавать всё своими руками такой аппарат наверняка имеется. Возможно, даже самодельный, выполненный по эскизам и с учётом рекомендаций, которые были опубликованы на страницах «Моделиста-конструктора» (№7 за 1980 г. и № 10 за 1985 г.).
О том, как смастерить усовершенствованный вариант малогабаритного, но достаточно мощного аппарата для газовой резки и сварки, работающего по принципу получения водородно-кислородной горючей смеси с помощью электролиза водного раствора щёлочи, рассказывает очередная публикация журнала.
Первая «водогорелка», способная резать и сваривать даже тугоплавкие металлы, у меня с 1985 года. Изготовил её (а сейчас наладил мелкосерийный выпуск аналогов для продажи) по материалам журнала «Моделист-конструктор». Теперь выношу на суд читателей свою последнюю разработку, в основе которой хотя и усовершенствованный (большее число рабочих пластин, модифицированные боковые платы и надёжный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а – блок-схема, б – готовая самодельная конструкция; ё – блок питания выпрямленным напряжением электросети, 2 – электролизер, 3 – затвор жидкостный, 4 – горелка газовая, 5 – амперметр, 6 – ручка включения аппарата, 7 – ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 – ручка управления потенциометрами, 9 – скоба хранения электрошнура в свёрнутом состоянии, 10 – корпус переносной деревянный, 11 – штепсельная вилка.
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 – плата боковая (фанера, s12, 2 шт.), 2 щека прозрачная (оргстекло, s4, 2 шт.), 3 – пластина-электрод (жесть, s0,5; 81 шт.), 4 – кольцо разделительное герметизирующее (5-мм резина кислото- и щёлочеупорная, 82 шт.), 5 – втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 – шпилька М6 (4 шт.), 7 – гайка М6 со стопорной шайбой (8 шт.), 8 – трубка вывода горючей газовой смеси, 9 – раствор слабощелочной (2/3 внутреннего объёма электролизера), 10 – вывод контактный (медь рафинированная, 2 шт.), 11 – штуцер («нержавейка»), 12 – гайка накидная M10, 13 – шайба штуцера («нержавейка»), 14 – манжета (резина кислото- и щёлочеупорная), 15 – горловина заливная («нержавейка»), 16 – гайка накидная Ml8, 17 – шайба заливной горловины («нержавейка»), 18 – шайба герметизирующая (резина кислото- и щелочеупорная), 19 – крышка заливной горловины («нержавейка»), 20 – прокладка герметизирующая (резина кислото- и щёлочеупорная).
Между боковыми платами, соединёнными четырьмя шпильками, размещены металлические пластины-электроды, разделённые резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2. 3/4 объёма заполнена слабым водным раствором щёлочи (КОН или NaOH).
Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру – около 1800° С.
Производительность электролизера зависит от концентрации щёлочи в растворе и прочих факторов. А самое главное – от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания – мощностью и напряжением (из расчёта 2. 3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надёжную работу даже «восьмидесятиячеистого» (пластин-электродов у такого – 81 шт.) электролизера, а тем более – «тридцатиячеистого».
Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени – 0. 1,7 кВт, на второй (при включении SA1) – 1,7. 3,4 кВт.
И пластины для электролизера предлагаются соответствующие – 150×150 мм. Изготавливаются они из кровельного железа толщиной 0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы.
Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надёжной, как лампа Эдисона: включил – заработала, выключил – работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию. керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет – наблюдается лишь небольшая вспышка.
Наконец, в- третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
Рис.3. Керосиновый затвор и принцип его действия (а – при работающем электролизере, б – в момент отключения аппарата): 1 – баллон (2 шт.), 2 – пробка (2 шт.), 3 – штуцер вводный, 4 – штуцер выводной, 5 – керосин, 6 – переходник (стальная труба).
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3).
Потом – барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При её включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа.
Соединительные трубки в аппарате – полихлорвиниловые. Лишь к самой горелке ведёт тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками – и пламя, выдав напоследок легкий хлопок, потухнет.
Рис.4. Принципиальная электрическая схема блока электропитания.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко.
И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0. 1,7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера – поменьше и попроще (рис. 5). По сути, это – двухполупериодный, известный многим самодельщикам регулируемый выпрямитель.
Причём со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприёмнике).
Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнитопровода применён набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная – 2000 витков ПЭЛ-0,1; вторичная – 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряжённой эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера.
Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Поэтому рекомендуется в электролизер заливать только дистиллированную воду, а щелочной раствор использовать наименее загрязнённый солями (недопустимо присутствие следов химических соединений серной и соляной кислот).
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щёлочи.
К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щёлочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
В.РАДЬКОВ, Татарстан. Моделист-конструктор 1997 №3.
Монтаж водопроводных полиэтиленовых труб в домашних условиях
Полиэтиленовые трубы всё чаще используются в хозяйстве для монтажа водопроводных, канализационных и грунтовых коммуникаций. Они обладают рядом преимуществ: трубы ПНД очень просты в эксплуатации, а также отличаются невысокой стоимостью и долговечностью. Чтобы установить их в квартире, не обязательно пользоваться услугами мастера. Вполне возможен и монтаж полиэтиленовых труб своими руками.

Полиэтиленовые трубы применяются для монтажа водопроводных систем
Трубы из полиэтилена. Основные характеристики
Прежде, чем приступить к ремонтным работам, необходимо определиться с выбором типа труб. Ориентироваться следует на назначение трубопровода. Выпускается два вида труб из полиэтилена:
- Полиэтиленовые трубы высокого давления (ПВД). Чем выше давление, при котором производится полиэтилен, тем более низкой становится плотность материала. Трубы ПВД не стоит выбирать для установки напорных водопроводов.
- Полиэтиленовые трубы низкого давления (ПНД). Эта разновидность, напротив, отлично подходит для напорных коммуникаций. Её широко используют даже для установки магистральных трубопроводов.
Трубы ПНД обладают прочностью, аналогичной металлическим конструкциям, но при этом полиэтилен совершенно не подвергается коррозии и воздействию химических веществ. Стоит помнить, что полиэтиленовые трубы низкого давления теряют плотность при температуре выше 80°С. Это делает их непригодными для проведения трубопровода для горячей воды.

Трубы из полиэтилена не поддаются коррозии и служат долгое время
Разновидности фитингов для полиэтиленовых труб
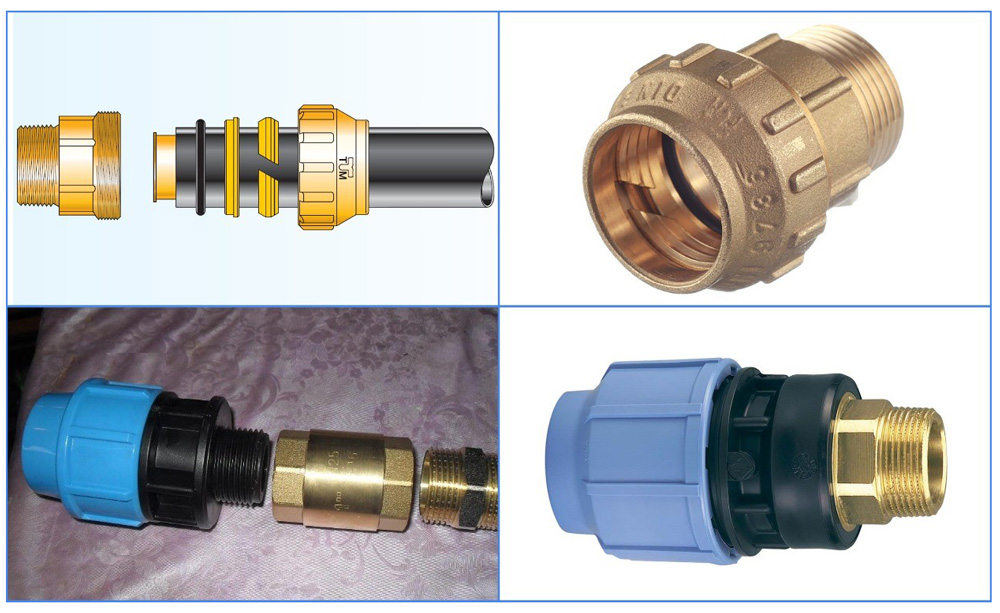
Для стабильной работы трубопровода из полиэтилена важно правильно подобрать соединительные части — фитинги. Существует несколько видов фитингов, различающихся по способу монтажа:
- электросварочные фитинги. В конструкцию таких фитингов входит специальный нагревательный элемент. Это обеспечивает плавление полиэтилена в процессе электросварки, в результате чего получается достаточно плотное однородное соединение труб;
- компрессионные (обжимные) фитинги. Данный тип фитингов может быть применен для соединения труб диаметром от 16 мм до 100 мм. Обжимные фитинги продаются полностью укомплектованными и готовыми к монтажу, поэтому отлично подходят для неопытных мастеров;
- фитинги для стыковой сварки труб. При этом методе монтажа применяются фитинги спиготы, не оснащенные нагревательной электроспиралью. Плавлению до вязкого состояния подвергается только внешний торец трубы, соединение происходит под действием давления.
Если необходимо осуществить соединение стального водопровода или регулирующей арматуры и ПНД трубы, монтаж производится при помощи фланцев.

Фланцевое соединение полиэтиленовых труб — одно из самых трудоемких
Соединение такого типа имеет две основных детали: стальной фланец и полиэтиленовую втулку под фланец.
Полезный совет! Для монтажа полиэтиленовых труб, различных по диаметру, используются редукционные фитинги (переходники). Они незаменимы также при соединении трубопровода со счетчиками и водораспределительному оборудованию.
Помимо основных соединительных фитингов применяются и другие конструкции: тройники, разветвители. Необходимость приобретения таких типов фитингов определяется индивидуальным планом будущего трубопровода. Перед началом работы стоит убедиться в том, что в наличии имеется большее количество соединительных элементов, чем было указано в плане. Для лучшего качества стыковки рекомендуется приобретать фитинги той же марки, что и ПНД-трубы.
Методы монтажа полиэтиленовых труб
- неразборные, без возможности повторной разборки. Подразумеваются соединения методом сварки (с использованием электросварочных фитингов);
- разборные, с возможностью дальнейшей корректировки соединения. Для монтажных работ такого типа применяются стальные фланцы. Компрессионные фитинги также дают разборное соединение.
Способы монтажа могут комбинироваться между собой в одной коммуникации. В участках водопровода, требующих особого укрепления, могут быть задействованы неразборные соединения. Для ремонта неразборного соединения, полученного, например, методом диффузной сварки, необходимо снова применить паяльник, чтобы восстановить герметичность.

Компрессионный фитинг — вариант разъемного соединения
Монтаж трубопровода в домашних условиях в большинстве случаев осуществляется несколькими способами.
Монтаж компрессорными фитингами. Для монтажа водопровода с помощью компрессорного фитинга наличие специальных сантехнических инструментов не обязательно. Прочное соединение получится даже с использованием простого гаечного ключа. На один конец надевается гайка, снятая с фитинга (предварительно на трубе острым ножом делается фаска в 45°). Чтобы облегчить введение конца трубы в фитинг, можно смазать его строительной смазкой или мыльной пеной. После того, как трубы помещены в фитинг на нужную длину, крышка-гайка затягивается. Это можно делать и вручную, приложив физические усилия, и гаечным ключом. При использовании гаечного ключа важно не перетянуть гайку, так как это может испортить герметичность соединения.
Сварка. Соединение труб методом сварки в стык происходит в несколько этапов. Первым этапом осуществляется оплавление двух концов трубы. Далее вступает в силу цикл нагрева, в ходе которого материал свариваемых частей получает необходимое тепло от нагревательного элемента. Применять давление на этом этапе не следует. После этого нагревательный элемент выводится из области сварки, и контактные поверхности соединяются настолько быстро, чтобы материал не успел застыть. Сварка происходит также максимально быстро и под давлением. Температура плавления ПНД составляет 270°С. Правильно проведенная процедура сварки даёт однородное соединение (80-90% прочности монолита). Осадка стыка происходит после полного охлаждения. Остывание должно происходить в естественных условиях, остужать стык принудительно крайне не рекомендуется.
Полезный совет! Лучше всего производить любые виды монтажа ПНД-трубы в условиях, когда температура окружающего воздуха не ниже +5С. При более низкой температуре полиэтилен начинает терять свои пластичные свойства, что приводит к некачественному соединению элементов.
Работы с такими трубами на открытом воздухе в холодное время года лучше отложить до потепления.

Стыковая сварка производится при помощи механического или гидравлического агрегата
ПНД-трубы: особенности монтажа
Особое внимание перед началом монтажных работ уделяется защите трубопровода. Полиэтиленовый водопровод лучше укладывать под бетонное основание (подойдет также цементная стяжка). Бетон отлично справляется с защитной функцией, он предохраняет полиэтилен от переохлаждения и перегревания, негативно влияющих на целостность структуры материала.
После проведения необходимых замеров можно приступить к делению трубы на отрезки нужной длины. Инструмент труборез позволяет разрезать трубу максимально ровно. При использовании других приспособлений на срезе трубы могут образоваться заусеницы, которые нужно тщательно зачистить наждачной бумагой. Для удобства на трубе обозначаются отметки, указывающие на глубину посадки фитинга. Если в плане-схемы присутствуют изгибы трубы, рекомендуется применять трубогиб.
При установке холодного водоснабжения желательно позаботиться об изоляции трубы. В противном случае на трубе будет образовываться конденсат, который часто становится причиной возникновения плесени и грибка в помещении.
Важно! Расстояние ПНД-трубы от стены не должно составлять менее 2 см.
Монтаж труб ПНД не требует особых технических навыков, но может быть произведён только при соблюдении описанных выше правил. Не стоит начинать работу самостоятельно, не убедившись в достаточном наличии хотя бы теоретических знаний о монтаже. Лучше всего сделать несколько пробных соединений, чтобы вовремя исключить наличие ошибок в конструкции.
Варианты соединения ПНД труб с другими видами
При монтаже систем подачи воды в некоторых случаях обоснованно использование труб ПНД. Чем отличается этот материал, какими свойствами он обладает, а также о его отрицательных и преимущественных качествах, соединениями с разными типами труб, а также о специфике установки таких труб — основная тема статьи, которую мы предлагаем Вашему вниманию.
Что представляет собой ПНД труба
Изготавливаются эти трубы из полимера, который носит название «полиэтилен низкого давления». Материал отличают такие качества, как высокая прочность, легкость, химическая безопасность (не вступает ни в какие химические реакции), отсутствие в материале вредных примесей, что является залогом его безопасности для применения. Полимер не расширяется от воздействия тепла, у труб ПНД высокий коэффициент эластичности (при замерзании воды в трубе труба не лопается). За счёт гладкости внутренних стенок не происходит откладывания налета внутри трубы.
Основное преимущество труб ПНД перед другими — возможность их самостоятельного монтажа, без аренды специальной техники и вызова соответствующих специалистов. Но, при всей при широкой палитре плюсов, при эксплуатации труб ПНД имеется и два существенных минуса: их нельзя применять для монтажа системы горячего водоснабжения. Температура внутри трубы не должна превышать 40°С. И от прямого действия ультрафиолета полимер быстро теряет прочность.
Стыковка ПНД фитингов
 В основном для соединения труб из ПНД используют специальные фитинги. Наиболее простым для самостоятельного соединения этих труб считается установка компрессионного фитинга. Он может справиться с давлением воды до 10 атмосфер.
В основном для соединения труб из ПНД используют специальные фитинги. Наиболее простым для самостоятельного соединения этих труб считается установка компрессионного фитинга. Он может справиться с давлением воды до 10 атмосфер.
Фитинг компрессионного типа комплектуется компонентами:
- корпус фитинга;
- гайка зажимная;
- цанга;
- кольцо стопорное;
- прокладка из резины.
Перед началом соединения труб следует подготовить их концы к монтажу. Срезы труб должны быть строго перпендикулярными, не иметь шероховатостей или заусениц. По внешнему краю трубы делается отметка (для того, чтобы не повредить резиновую прокладку).
Монтаж фитинга осуществляется следующим образом: на готовую трубу в следующем порядке надеваем — гайку зажимную, затем цангу и кольцо стопор. Прокладку из резины помещаем в корпус. Соединяем корпус с трубой с заранее смонтированными деталями, и прочно, с силой, закручиваем.
Установка соединений под регулирующие и запорные вентили имеет свои особенности. Одна сторона фитинга имеет специальный фланец, другая — выходную систему под задуманный тип стыковки. Присоединение такого фитинга осуществляется посредством гаек, болтов и специальных прокладок.
Стыковка ПНД с полипропиленовой трубой
 Иногда возникают ситуации, когда в процессе изготовления трубопровода приходится иметь дело с различными трубами из различающихся материалов. Чаще всего такие ситуации бывают при монтаже поливных систем.
Иногда возникают ситуации, когда в процессе изготовления трубопровода приходится иметь дело с различными трубами из различающихся материалов. Чаще всего такие ситуации бывают при монтаже поливных систем.
Рассмотрим ситуацию на примере стыкования полипропиленовой (среза) трубы с трубой ПНД. Для соединения полипропиленовых труб с трубами иных видов созданы специализированные фитинги, с нанесением односторонней резьбы. Та часть такого фитинга, что без резьбы, сваривается с ПП трубой, а противоположная сторона (где резьба), присоединяется к трубе такого же диаметра (из ПНД).
Резьба фитинговой системы для стыковки различных разновидностей труб бывает как снаружи, так и внутри. Возможно также осуществить монтаж 2 видов этих труб при помощи такой детали, как комбинированная муфта. В данной ситуации, на ПНД трубе закрепляется цанговое соединение с резьбой, а на пропиленовой трубе производится установка комбинированной муфты. Для лучшего уплотнения на резьбу перед закручиванием накручивают фум-ленту или аналогичный уплотнитель. Далее конструкция с усилием завинчивается.
Наиболее простой способ — соединить два вида разных труб (ПНД и полипропиленовую) при помощи фланца. Для повышения уплотняющих свойств между фланцами вставляется резиновая прокладка. Конструкция стягивается болтами. При подготовке труб из разных материалов к монтажу следует учитывать их размерные параметры и технологические свойства, соединяемые поверхности должны быть зачищены и подготовлены.
Стыковка ПНД с металлической трубой
Соединения труб ПНД, применяемые с помощью металлической резьбы, выполняются в основном для соединения ПНД с металлическими трубами. Потребность в таком типе соединений может возникнуть при монтаже ПНД с металлическими трубами, которые сложно демонтировать (чугунные стояки), либо при подключении системы водоснабжения к центральной магистрали (высокое давление), где на выходе используются прочные металл составные трубы, а от них уже идут ответвления из полимеров.
 Для показанного типа соединений предназначены двусторонние фитинги, одна сторона которых с резьбой, а другая имеет компрессионное значение. Этот вид фитингов соединяют принципом «цангового соединения муфтой». На трубу, произведенную из ПНД, монтируют разборный участок фитинга, крепят его путем заваривания, а позже уже присоединяют резьбовой элемент к трубе из металла. При невозможности использовать принцип сварного соединения, применяют фланцевую систему. Неограниченный выбор вариантов моделей арматуры для труб можно адаптировать под любые потребности.
Для показанного типа соединений предназначены двусторонние фитинги, одна сторона которых с резьбой, а другая имеет компрессионное значение. Этот вид фитингов соединяют принципом «цангового соединения муфтой». На трубу, произведенную из ПНД, монтируют разборный участок фитинга, крепят его путем заваривания, а позже уже присоединяют резьбовой элемент к трубе из металла. При невозможности использовать принцип сварного соединения, применяют фланцевую систему. Неограниченный выбор вариантов моделей арматуры для труб можно адаптировать под любые потребности.
Стыковка трубы ПНД со шлангом
Для соединения трубы ПНД и поливочного шланга не потребуется специальная паечная аппаратура. Нужно лишь приобрести специальный фитинг компрессионного типа, для труб, произведенных из ПНД, лучше сразу в комплекте с запорно-регулировочным вентилем. Принцип стыкования трубы из ПНД и поливочного шланга аналогичен процессу объединения фрагментов труб. Фитинговые системы для присоединения шланга, на выходе оборудованы специализированным «выходом-елочкой», на который впоследствии натягивается шланг необходимой длины, и обжимается хомутом нужного размера. Установка фитинга с краном более удобна, его практичнее демонтировать при необходимости, с наступлением осенне-зимнего сезона. Для отключения подачи воды нет нужды перекрывать всю систему водоснабжения, достаточно закрыть выходной кран. Для более быстрого монтажа имеется готовый вариант — ПНД кран, где контроль напора воды и фитинг, для закрепления на трубе, представляют одно целое.
Стыковка ПНД труб с ПВХ
При соединении труб ПНД, с трубами, изготовленными из поливинилхлорида, надо учитывать определенные параметры. По трубам, изготовленным из полимера низкого давления, могут транспортироваться любые текучие среды. Изделия же из поливинилхлорида используются только для перемещения жидкостей. По сравнению с трубами из полиэтилена низкого давления, труба из поливинилхлорида может выдерживать до шестидесяти градусов Цельсия. А вот морозоустойчивость у этих видов труб разная. При снижении температуры окружающей среды до минус 10°С, труба из поливинилхлорида может начать трескаться. При высоких нагрузках (давление воды в трубе), ПНД прочнее, чем поливинилхлорид. Поэтому, из-за существенной разности технических характеристик, прямое сваривание таких видов труб категорически не рекоменодовано. При нарушении этого параметра, допускаемого иногда некомпетентными специалистами, может произойти внезапное разрушение участка трубы. Между собой отдельные отрезки труб из поливинилхлорида монтируются путем электромуфтовой сварки, или контактной пайки.
Трубы, произведенные из полиэтилена (полимера) низкого давления безвредны для здоровья человека, поскольку являются химически инертными, а труба из поливинилхлорида, разрушаясь по прошествии времени, может начать выделять в транспортируемую среду токсичные вещества (хлориды). Поэтому трубы, что из поливинилхлорида, применяются чаще лишь для безнапорной транспортировки канализационных стоков, систем технического водоснабжения, полива и дренажа.
В системе водоснабжения, предназначенной к прямому использованию человеком (вода для приготовления пищи), поливинилхлорид применять не рекомендуется. Хотя, для систем бытового водоснабжения существует особый вариант поливинилхлорида, его непластифицированная форма, не выделяющая в перемещаемую среду токсичных веществ.
При монтаже разнородных по структуре материала труб (ПНД и ПВХ), рекомендовано использование специальных переходных модулей. Только таким способом можно избежать проблем с протечкой жидкости, обеспечить герметичность соединения, и предотвратить возможное повреждение участка трубы.
Монтаж полиэтиленовых труб своими руками

В этой статье мы расскажем, как осуществить монтаж полиэтиленовых труб своими руками. Это позволит в несколько раз сэкономить при прокладке большинства коммуникаций. Существуют различные виды упомянутых изделий, а также способы их установки. Эта статья осветит все эти аспекты.
Область применения
Полиэтилен получил широкое распространение в производстве различных изделий. Это полимер, который обладает рядом очень полезных свойств. Например, он невосприимчив к действию большинства кислот, бензина, различных масел и других растворителей. Это означает, что при нахождении в агрессивной среде срок службы такого материала может быть очень продолжительным. В промышленности это сырье применяется при изготовлении упаковок для различных продуктов питания. Материал не оказывает губительного воздействия на организм человека, хотя и является продуктом нефтяной промышленности.
Кроме всего перечисленного, этот полимер с легкостью поддается обработке. Для того чтобы изготовить из него планируемое изделие, не требуется особых уникальных условий температуры или давления. Из него легко получаются трубы, которые применяются для различных целей:
- водопровод;
- дренажные системы;
- газовые магистрали;
- системы полива;
- трубопроводы для транспортировки химически агрессивных веществ в промышленности;
- системы ирригации;
- для транспортировки жидкостей, содержащих абразивные включения;
- канализационные системы;
- системы, созданные для понижения уровня воды.
Такое широкое распространение связано с простотой установки и высокой гибкостью конечного продукта.
Виды полиэтиленовых труб
Все трубы из полиэтилена делятся по признаку выдерживаемого давления. Существует три основных вида:
- ПВД. Такие изделия выдерживают высокое давление. Они применяются на высоконапорных магистралях и участках. Их диаметр может превышать 1 м. Актуальны для организации водоснабжения микрорайонов или даже городов.
- ПНД. Самый распространенный и часто встречающийся вид. Трубы из пластика низкого давления применяются для водопровода, в этом случае они чаще всего имеют синюю полоску по всей протяженности, либо могут быть полностью окрашены в синий цвет. Для прокладки газовых магистралей применяется материал с желтой полосой.
- Третий вид изготавливается из вторичного сырья. Обычно такие трубы применяют для прокладки различных линий связи. Изделия служат гильзами, которые предотвращают пагубное воздействие на кабель.
Плюсами таких изделий являются:
- устойчивость к коррозии;
- высокая гибкость и пластичность при монтаже;
- простота соединения;
- высокая механическая прочность;
- невозможность образования наростов и засорений благодаря гладкости стенок;
- устойчивость к гидроударам (допускается кратковременное превышение допустимого давления в несколько раз);
- хороший диэлектрик;
- возможность монтажа в ограниченном пространстве;
- значение гидропотерь ниже, чем у других материалов;
- более высокая плотность, чем у стали — в 8 раз;
- сварные швы по прочности превосходят прочность самих труб;
- относительно небольшой вес;
- 50 лет службы без необходимости обслуживания.
Обратите внимание! Полиэтилен не подходит для организации систем горячего водоснабжения и отопления. Связано это с тем, что некоторые его виды теряют свою прочность уже при 60°, а при 100° начинают плавиться и растекаться.
Способы монтажа
С установкой может справиться даже новичок при условии наличия необходимого инструмента и основных знаний. Все виды сочленений труб этого вида делятся на две основные категории:
- Разъемные. Для них разработаны специальные фитинги. Сборка всей конструкции возможна при наличии элементарных инструментов, которыми обладает любой хозяин.
- Монолитные. В этом случае доступно два варианта, которые можно применять. Один из них подразумевает склеивание при помощи специального состава, который не оказывает отрицательного воздействия на организм. Второй — это пайка. Она имеет свои подвиды. Осуществляется при помощи специального аппарата, который нагревает торцы, после чего происходит стыковка. Также разработаны специальные муфты, в которые встроены спирали (еще их называют элементами с закладным нагревателем), осуществляющие сварку.
Практическое руководство
Первый метод соединения, о котором говорилось выше, часто применяется в домашних условиях. Инструмент, который понадобится при сборке всей конструкции:
- ножницы для труб или ножовка по металлу;
- специальный ключ с цепью;
- фитинги;
- рулетка.
Обратите внимание! Часто цепной ключ заменяют обычным газовым или просто производят затяжку вручную. Для обеспечения наивысшей надежности лучше использовать предназначенные для этого изделия.
Весь процесс по укладке будет сводиться к следующему:
- Вся труба выпускается в бухтах, поэтому ее нужно будет удобно разместить для упрощения задачи. Отмеряется необходимый отрезок и при помощи ножовки или ножниц отрезается от бухты.
- Край, который будет заходить в фитинг, хорошо выравнивается. Это необходимо сделать, чтобы впоследствии не возникло перекоса, и чтобы захват был равномерным.
- Снимается фаска под конус, это даст возможность проще пройти уплотнительную резинку.
- С фитинга откручивается муфта.
- Вынимается уплотнительное кольцо.
- Вначале муфта, а затем и уплотнительное кольцо надеваются на трубу.
- Кольцо должно быть развернуто так, чтобы его конусная часть упиралась в муфту, а бортик в фитинг.
- Труба смачивается водой или мыльным раствором. Это поможет проще зафиксировать ее.
- Фитинг надевается на трубу до упора. При этом нужно следить, чтобы уплотнительную резинку, которая находится в нем, не завернуло внутрь отверстия. Если это произошло, то необходимо снять фитинг и повторить все с самого начала.
- Перед тем как засыпать трубу землей, желательно проверить ее, подав рабочее давление.
Обзор обжимного фитинга для полиэтиленовых труб смотрите ниже:
Обратите внимание! Для перехода с металлической трубы на полиэтиленовую отлично подойдут фитинги с металлической резьбой. Это будет залогом качественного соединения, которое не выйдет из строя при скачке давления.
Стыковое сочленение осуществляется несколько сложнее и требует специализированного инструмента. Основным является сварочный аппарат. Состоит он из таких блоков:
- Центратор. Специальный фиксирующий зажим, который позволяет расположить две детали четко друг напротив друга. Также при помощи этого элемента осуществляется фиксация и прижим, чтобы образовался качественный шов.
- Торцеватель. Небольшой инструмент с электрическим двигателем, который имеет две режущие головки. Его цель — обработать кромки для того, чтобы они имели ровную плоскость.
- Гидравлический блок. Предназначен для того, чтобы осуществлять передвижение двух частей центратора. На нем имеется манометр, который дает возможность подобрать требуемое значение в барах.
- Нагреватель. Это своего рода паяльник, который осуществляет плавление кромки для последующей стыковки.
Если вы планируете заниматься монтажом профессионально, тогда есть смысл приобрести такой аппарат, в противном случае достаточно просто взять его напрокат. Последовательность действий будет такой:
- Одна из свариваемых частей обязательно должна быть подвижной. Если это условие не соблюсти, тогда центратор не выполнит своей роли.
- При помощи штангенциркуля проверяется овальность трубы. Диаметр должен быть одинаковым в любой точке, в которой будет приложен измеритель.
- Проверяется соответствие фактической толщины стенки заявленной. Она должна быть одинаковой у двух элементов. Если они будут неравнозначными, тогда спайка не достигнет необходимой прочности.
- Элементы устанавливаются в центратор. Между ними необходимо соблюсти такое расстояние, чтобы в открытом положении можно было спокойно установить торцеватель и нагревательный элемент.
- Зажим осуществляется попарно. Задние фиксаторы можно затянуть немного больше, чем передние. С последними лучше не переусердствовать, чтобы не нарушить правильность окружности торца.
- Производится установка давления на движение. Для того чтобы сделать это, необходимо вначале открутить клапан, чтобы стравить воздух. Далее, закручивая его, определяется значение, при котором начинается движение.
- Вычисляется давление при сжатии на пайку. Делается это согласно таблице, которая обычно находится на агрегате. Если ее нет, тогда можно воспользоваться такой формулой: площадь торца трубы разделить на общую площадь сечения цилиндров, умножить получившийся результат на 0,15 и прибавить давление сопротивления.
- Части, которые будут свариваться, очищаются от песка и другой грязи влажной тряпкой.
- Производится обработка кромки. Для этого впритык к одной трубе устанавливается торцеватель. Он включается и при помощи гидравлического блока производится сдвигание двух заготовок. Процесс происходит до тех пор, пока не образуются 3–4 витка цельной стружки с каждой из сторон.
- Сбрасывается давление и части раздвигаются.
- Режущий инструмент убирается на свое место.
- Производится тестовая стыковка, чтобы убедиться, что процесс прошел как следует.
- Снова производится очистка торцов. Но на этот раз необходимо использовать спирт или специальный растворитель.
- Включается паяльник и нагревается до необходимой температуры.
- На таймере выставляется время планируемой пайки. Оно обычно также указывается в таблице.
- Жало устанавливается между трубами.
- Производится сведение труб к паяльнику. Необходимо выждать, пока образуется наплыв в 1 мм толщиной. После этого давление сбрасывается и засекается время для сварки.
- По истечении времени для сварки паяльник убирается. Будет 5 секунд для того, чтобы свести детали одну с другой.
- После стыковки потребуется выждать еще около 5 секунд под давлением, после чего оно сбрасывается и запускается таймер для остывания.
Процесс остывания никакими способами не следует ускорять. Также на протяжении этого времени нельзя кантовать трубу или пытаться снять центратор. В противном случае стык будет нарушен, и впоследствии произойдет разгерметизация.
В видеоматериале подробно показан процесс стыковой сварки:
Электромуфтовая сварка является достижением, которое позволяет стыковать швы в таких местах, где другие способы просто неприменимы. Плюсами такого решения являются:
- высокая скорость протекающих процессов;
- минимальная вероятность ошибок;
- высокая безопасность всего процесса;
- возможность сочленения неподвижных заготовок;
- внутренний диаметр труб остается практически без изменений;
- упрощает процесс при выполнении задач с большими диаметрами труб;
- преимущество работы с заготовками различного диаметра и толщины стенки;
- минимальное потребление электрической энергии при выполнении задач.
Из инструментов будут необходимы:
- Специальная жидкость для очистки. Она может идти в наборе с фитингами или приобретаться отдельно. Не рекомендуется использование ацетона или других непредназначенных для этих целей растворителей.
- Съемник оксидного слоя. В его роли может выступать обыкновенный скребок или аппарат, который устанавливается непосредственно на трубу. На больших диаметрах использование второго предпочтительнее. Дело в том, что нужно не просто создать шероховатую поверхность, а убрать около 0,1 мм материала для того, чтобы могла произойти спайка.
- Сварочный аппарат. В этом случае используется специальная разработка. Его задачей является подача на муфту конкретного напряжения на протяжении определенного промежутка времени. Собирается он на полупроводниках, что объясняет его экономичность и высокую производительность. На передней панели, как правило, располагается цифровой дисплей, который дает возможность проверки правильности введенных данных. В конструкции предусмотрен порт для подключения сканера, он необходим, чтобы автоматически вносить требуемые параметры через штрихкод, который нанесен на фитинг. Информация о проделанной работе заносится во внутреннюю память и впоследствии может быть перенесена на флешку, если есть USB-порт.
- Фиксатор или позиционер. Для этого вида соединений он имеет немного другое строение, чем в предыдущем случае. Его основная цель — компенсировать овальность, которая может присутствовать из-за хранения трубы в бухте или под нагрузкой.
- Труборез. Для того чтобы кромки получались плоскими и без зазубрин, желательно использовать именно этот инструмент. Ножовка и нож будут плохими помощниками в данном случае.
- Перманентный маркер. Он должен быть белым или желтым, чтобы нанесенные метки были хорошо заметны на трубе.
- Рулетка.
Чтобы добиться идеального результата, потребуется соблюсти следующие шаги:
- Подготавливаются торцы. Для этого они обрезаются при помощи трубореза.
- При помощи рулетки измеряется общая длина муфты.
- На каждую трубу наносится метка. Она должна находиться от края на расстоянии половины размера фитинга плюс 2 см запаса.
- Снимается верхний слой, в котором произошла реакция с кислородом. Для того чтобы было легче соблюсти равномерность, необходимо нанести несколько продольных линий от метки до торца. По ходу обработки инструментом будет видно, какая часть недостаточно пройдена.
- На торце снимется фаска под конус, чтобы облегчить вход трубы в фитинг.
- На каждую из труб устанавливается позиционер. Он зажимается до тех пор, пока патрубок не станет идеально круглым.
- Осуществляется обработка обезжиривающим составом как самой трубы, так и внутренних стенок фитинга.
- Муфта надевается на трубу до половины глубины своего размера. Обычно внутри стоит ограничитель, который не даст пройти дальше.
- Подводится и вставляется вторая труба.
- Проверяется ровность всей плоскости.
- Подключаются клеммы от сварочного аппарата в специальные разъемы.
- При помощи сканера производится считывание нанесенного штрихкода.
- Производится запуск всего процесса. Важно выждать не только время сваривания, но и полное время остывания, которое также отображается на дисплее. В этот промежуток нельзя трогать или стараться изменить конфигурацию оборудования. Это может привести к некачественному сочленению.
- По окончании процедуры на стык наносятся данные об операторе, времени, температуре и дате.
Существуют основные ошибки, которых очень важно избегать. Например, необходимо, чтобы труба и фитинг не находились под углом. Это приведет к тому, что расплавленная масса просто вытечет наружу. Если не компенсировать овальность, тогда муфту просто будет невозможно надеть, либо не произойдет образование монолитной спайки. При недостаточном уровне погружения трубы спираль просто расплавит материал внутри, но сочленения не произойдет.
Установка труб из сшитого полиэтилена
Этот вид трубы, скорее, является исключением из правил. Он выдерживает температуру до 120° и может спокойно применяться для систем отопления и горячего водоснабжения. Производится такой материал методом бомбардировки ионами, что приводит к образованию уникальной структурной решетки. Именно она и является залогом прочности. Интересно, что при воздействии температуры более 400°C материал распадается на углекислый газ и воду. Другими интересными характеристиками являются:
- Устойчивость к низким температурам. Труба хорошо чувствует себя даже при -50°. При этом физическое воздействие не оказывает губительного действия.
- Высокая эластичность. Трубу можно согнуть пополам, и при этом она не сломается.
- Устойчивость к появлению трещин в процессе эксплуатации.
- Высокая гладкость внутренней поверхности. Это позволяет снизить шум в процессе циркуляции воды.
- Изделие дает усадку. При воздействии достаточно высокого давления материал имеет свойство расширяться и через некоторое время принимать свою изначальную форму.
- Устойчивость к истиранию. Это значит, что трубу можно замуровать в стяжку и не переживать, что с ней что-то произойдет.
Монтаж может осуществляться с применением двух видов фитингов:
- Резьбовых. В этом случае не требуется специального инструмента, а общий процесс напоминает установку металлопластиковых труб.
- Опрессовочных. Для этого варианта понадобится особый расширитель и специальные ручные тиски.
Процесс для первого варианта сводится к следующим шагам:
- При помощи ножниц отрезается труба необходимого размера.
- С фитинга откручивается гайка и снимается уплотнительное кольцо.
- На трубу вначале надевается гайка и затем уплотнительное кольцо.
- Часть трубы, которая будет одеваться на фитинг, развальцовывается.
- Уплотнительное кольцо сдвигается как можно ближе к фитингу.
- При помощи одного гаечного ключа удерживается соединитель, вторым закручивается гайка. Она осуществляет продвижение уплотнителя в назначенное положение и еще больше прижимает стенки трубы.
При методе опрессовки все происходит следующим образом:
- На трубу надевается кольцо. Оно сдвигается от края на расстояние, на которое зайдет внутренняя часть фитинга.
- На расширитель устанавливается головка требуемого диаметра. Он вставляется в патрубок и рукоятки сжимаются. Далее они быстро разжимаются, инструмент немного проворачивается, погружается немного глубже и снова ручки сводятся. Такие действия осуществляются до тех пор, пока торец не упрется в ограничитель.
- Вставляется фитинг.
- При помощи ручных тисков производится запрессовка кольца на верхнюю часть соединения.
Обратите внимание! Есть еще один прогрессивный метод. Вместо металлического кольца применяется специальный полимер. Он надевается на трубу так, чтобы часть его выступала на 1 мм. Далее труба расширяется вместе с ним. Когда фитинг вставлен, происходит автоматическое усаживание. В течение часа жесткость соединения достигает такого уровня, что способна выдерживать давление в 15 атмосфер.
Возможно, и у вас был опыт, когда осуществлялся монтаж водопровода из полиэтиленовых труб или других коммуникаций. Делитесь своими наработками и хитростями, приобретенными в процессе. Оставляйте комментарии к статье.
Как сделать водопровод из полипропиленовых труб
Новые технологии и материалы в строительстве появляются постоянно, постепенно вытесняя традиционные материалы. Наглядный тому пример — водопровод. Еще лет пятнадцать назад металл использовали в большинстве случаев — альтернативы , в общем, и не было. Сегодня же практически повсеместно металл меняют на полимеры, так как они проще монтируются, стоят меньше, служат столько же или даже больше. Один из наиболее популярных современных материалов — пропилен. Монтаж водопровода из полипропиленовых труб хорош тем, что его можно сделать своими руками. Для этого понадобится специальный паяльник и некоторый опыт. Паяльник можно взять в аренду, а опыт — дело наживное. Можно потренироваться на самых недорогих фитингах и небольших отрезках труб.
 Монтаж водопровода из полипропиленовых труб можно сделать самостоятельно
Монтаж водопровода из полипропиленовых труб можно сделать самостоятельно
Маркировка и область применения
Начинать монтаж водопровода из полипропиленовых труб надо с выбора типа труб. Они есть однослойные и трехслойные, отличаются еще толщиной стенки и, соответственно, имеют разное назначение. Чтобы было проще ориентироваться, их маркируют:
- PN10 — однослойные трубы, предназначенные для холодной воды в трубопроводах с небольшим давлением. Подходят для разводки полипропиленового водопровода в частных домах.
- PN16 — однослойные трубы с более толстой стенкой. Использоваться могут как для транспортировки холодной воды в системах с повышенным давлением (централизованных), так и для разводки системы ГВС. Максимально допустимая температура +50°C.
- PN20 — трехслойные трубы с армирующим слоем из стекловолокна. Применяться могут для монтажа водопровода для транспортировки горячей воды, низкотемпературных систем отопления. Максимальная температура +90°C.
- PN25 — трехслойные трубы, армированные алюминиевой фольгой. Используются в основном для отопления, можно использовать для ГВС, но экономически это нецелесообразно: это наиболее дорогие трубы, а их качества для ГВС чрезмерны.
По цветам есть трубы из полипропилена серого и белого цвета. На качестве это никак не отображается, так что выбирайте по эстетическим предпочтениям. Некоторые фирмы (в основном немецкие) свои изделия окрашивают в зеленый цвет. Если разводка будет скрытой — в стенах или в полу — лучше ничего не найдешь, так как немцы — лидеры по качеству.
 Для монтажа системы водопровода из полипропиленовых труб потребуются еще и фитинги
Для монтажа системы водопровода из полипропиленовых труб потребуются еще и фитинги
Чтобы было проще ориентироваться по области применения, на ППР трубы, вдоль, наносят цветные полосы. Те, которые предназначены для холодной воды, обозначены синим (голубым), для ГВС и отопления обозначены красным, универсальные — оранжевым. У некоторых производителей принята иная маркировка. Они красным отмечают изделия для отопления и ГВС, а на те, что предназначены для холодной маркировку не наносят.
Из сказанного выше можно сделать следующие выводы: монтаж водопровода из полипропиленовых труб в квартире лучше делать из PN 16 для холодной воды и PN20 для ГВС. В частном доме можно обойтись PN 10 До холодной воды и PN 20 для ГВС.
Особенности монтажа
Однослойные ППР трубы PN 10 и PN 16 имеют большой коэффициент теплового расширения: при перепаде температур на 100°C каждый метр становится длиннее на 1,5 см. Даже с учетом того, что такой перепад температур в реальной жизни недостижим, это очень большая цифра. Чтобы это увеличение длинны не разрушило водопровод, в системе предусматривают компенсационные петли (компенсаторы).
 Типы компенсаторов для полипропиленового водопровода
Типы компенсаторов для полипропиленового водопровода
Если длинна трубопровода невелика и разводится при этом холодная вода, компенсатор можно не делать — разница в длине будет небольшой, но на ГВС желательно сделать хотя-бы элементарный Г-образный компенсатор (смотрите рисунок).
Принцип соединения
Полипропиленовые трубы обладают массой достоинств, но один из недостатков — они не гнуться. Потому, когда монтаж водопровода из полипропиленовых труб, для всех ответвлений и поворотов используют фитинги. Это специальные элементы — тройники, уголки, переходники, муфты, и т.д. Есть также краны, компенсаторы, обходы и другие элементы системы, тоже сделанные из полипропилена.
 Фитинги из полипропилена
Фитинги из полипропилена
Все эти элементы с трубами соединяются при помощи пайки. Материал обоих соединяемых деталей нагревается до расплавления, затем стыкуется. В результате соединение получается монолитное, так что надежность водопровода из полипропилена очень высокая. Подробнее о пайке и необходимом для этого инструменте читайте тут.
Для соединения с другими материалами (металлом), для перехода на бытовую технику или сантехнические приборы, есть специальные фитинги. С одной стороны они полностью полипропиленовые, с другой — имеют металлическую резьбу. Размер резьбы и ее тип выбирается под тип подключаемого устройства.
Планирование системы
Из-за того, что ППР трубы не гнуться, при разрабатывать схему разводки надо так, чтобы обходов и поворотов было как можно меньше. Ведь все они делаются при помощи фитингов, а они имеют солидную стоимость (по сравнению с трубой). Потому стараемся разводку оптимизировать — сделать как можно меньше поворотов, обходов и изгибов.
Последовательное (тройниковое) подключение
Монтаж водопровода из полипропиленовых труб с последовательным подключением потребителей (сантехники и бытовой техники) используется в небольших системах. Обычно в них 5-6 точек подключения. При такой организации водопровода от стояка отходит одна труба, она последовательно обходит все точки подключения. В случае с PPR-водопроводом все ответвления делают при помощи тройников, потому данный тип еще называют тройниковым.
 Монтаж водопровода из полипропиленовых труб последовательным подключением потребителей
Монтаж водопровода из полипропиленовых труб последовательным подключением потребителей
Плюс этой системы — необходимо небольшое количество труб, а минус — давление на каждом ответвлении падает. В результате, при одной-двух работающих точках разбора, третьей, находящейся дальше от стояка, давления может просто не хватить.
Параллельная (коллекторная) разводка
Параллельная схема подключения называется еще коллекторной. Это потому, что после отвода от стояка устанавливается специальное устройство — коллектор. Это элемент с одним входом и некоторым количеством выходов. Есть из полипропилена и металла. Для водопровода более подходящие (и более дешевые) коллекторы из полипропилена.
Схема подключения такова, что от каждого отводов тянется отдельная труба к каждому потребителю (иногда к небольшой группе потребителей).
Достоинство такой системы: давление на всех точках разбора воды одинаковое, недостаток — труб требуется много. Еще один плюс — если выходит из строя какая-либо ветка, не работает только один потребитель. Вся остальная система функционирует нормально. Кстати, для того, чтобы была возможность отключать отдельные приборы, на выходе коллектора ставят краны (обычно шаровые, но если требуется возможность регулировки напора, можно поставить вентиль).
Подводка с сантехнике и бытовой технике
В каждом из способов монтажа водопровода из полипропиленовых труб к конкретному потребителю подходит труба. Есть два способа подключения к системе: гибкая и жесткая подводка.
Жесткая подводка более надежна: PPR трубы и фитинги имеют высокую прочность. К тому же в этом случае имеется только одна резьба — на месте подсоединения потребителя. Но данный тип подводки требует высокой точности исполнения: погрешность может составлять всего несколько миллиметров. Этого при монтаже полипропиленового водопровода своими руками добиться сложно, потому чаще используют гибкую подводку. Только будьте внимательны, в некоторых случаях ее использование невозможно: подключать газовые котлы или газовые колонки, подводить воду к накопительным водонагревателям, водяным полотенцесушителям рекомендуют только с использованием жесткой подводки.
 Варианты исполнения жесткой подводки
Варианты исполнения жесткой подводки
Мягкая подводка, наоборот, не требует высокой точности — погрешности нивелируются гибким шлангом в оплетке из нержавеющей стали или шлангом, который используют для подключения стиральной машины или посудомойки. Тубы выводят примерно в том районе, где устанавливается техника или подключается сантехника. Завершается она переходником на металл, к которому подключается шланг гибкой подводки (вторым своим концом он подключается к прибору).
 К переходникам подсоединяются гибкие шланги
К переходникам подсоединяются гибкие шланги
Этот вариант менее надежный, так как многое зависит от качества гибкой подводки. Также не самый приятный момент — наличие двух резьбовых соединения, а это — потенциальное место для появления течи.
Внутренняя или наружная прокладка
Одно из преимуществ полипропиленового водопровода — его можно без проблем замоноличивать в стены и пол. Этот материал не подвергается коррозии, не реагирует ни с какими материалами, не проводит блуждающие токи. В общем, если соединение сделано правильно, можно без проблем трубы прятать в стену или в пол. Вся загвоздка в том, чтобы качественно сделать соединение.
 Полипропиленовый водопровод можно прятать в стены или в пол
Полипропиленовый водопровод можно прятать в стены или в пол
Чтобы удостовериться в том, что собранная система не потечет, ее проверяют — проводят опрессовку избыточным давлением. Для этого есть специальные аппараты. Они подключаются, закачивают воду, повышают давление. Под этим давлением водопровод оставляют на несколько дней. Если никаких протечек не обнаружилось, значит при рабочем давлении все работать будет долго и без проблем.
Правила монтажа
Перед началом работ надо составить схему, на ней отметить все необходимые фитинги и элементы системы (счетчики, фильтры, краны и т.д.), проставить размеры участков трубы между ними. По этой схеме затем считаем чего и сколько необходимо.
При закупке трубы берите с некоторым запасом (метр-два), фитинги можно брать точно по списку. Не помешает договорится о возможности возврата или обмена. Это может понадобиться, так как часто в процессе, монтаж водопровода из полипропиленовых труб подкидывает какие-то сюрпризы. Они связны в основном с недостатком опыта, а не с самим материалом и случаются довольно часто даже с мастерами.
 Пластиковые клипсы берут того же цвета
Пластиковые клипсы берут того же цвета
Кроме труб и фитингов, нужны будут еще клипсы, которыми крепят все к стенам. Они устанавливаются на трубопроводе через 50 см, а также возле окончания каждого отвода. Эти клипсы есть пластиковые, есть металлические — скобы и хомуты с резиновой прокладкой.
Для открытой укладки трубопровода в технических помещениях удобнее использовать скобы, для лучшей эстетики — для открытой прокладки труб в ванной или на кухне — используют пластиковые клипсы того же цвета, что и сами трубы.
 Металлические хомуты хороши в технических помещениях
Металлические хомуты хороши в технических помещениях
Теперь немного о правилах сборки. Саму систему можно собирать сразу, нарезав отрезки труб нужной длинны, постоянно сверяясь со схемой. Так удобнее паять. Но, при недостатке опыта, это чревато ошибками — надо точно отмерять и не забывать добавить 15-18 миллиметров (зависит от диаметра труб), которые заходят в фитинг.
Потому рациональнее нарисовать систему на стене, обозначить все фитинги и элементы. Можно даже приложить их и обвести контуры. Так будет проще оценить саму систему и выявить недостатки и ошибки, если они есть. Данный подход более правильный, так как дает большую точность.
Далее трубы нарезают по мере необходимости, фрагменты из нескольких элементов соединяют на полу или рабочем столе. Потом готовый фрагмент устанавливают на место. Такая последовательность действий наиболее рациональна.
И о том, как быстро и правильно отрезать участки трубы нужной длинны и не ошибаться.





